Лінія зварювання кузовів транспортних засобів різних типів
Формула / Реферат
Линия сварки кузовов транспортных средств различных типов, состоящих из прессованных листовых металлических элементов, содержащая станцию сварки, набор программируемых сварочных роботов, конвейер для транспортировки предварительно собранных кузовов с позиции сборки на станцию сварки и на позицию выгрузки, расположенные параллельно оси конвейера по обе стороны станции сварки секции с направляющими для перемещения боковых затворов, выполненных в виде установленных с возможностью наклона и фиксации в рабочем положении рам с позиционирующими инструментами для различных типов кузовов, расположенных по обе стороны конвейера хранилища, выполненные в виде отдельных обойм с направляющими для рам боковых затворов, и подающие устройства с направляющими для рам боковых затворов, установленными с возможностью совмещения с направляющими секции и направляющими обойм хранилищ, отличающаяся тем, что, с целью уменьшения металлоемкости и занимаемой площади, подающие устройcтва выполнены в виде плит, установленных на торцах секций с возможностью поворота, направляющие этих устройств смонтированы на плитах, а обоймы хранилищ расположены радиально относительно осей поворота плит подающих устройств.
Текст
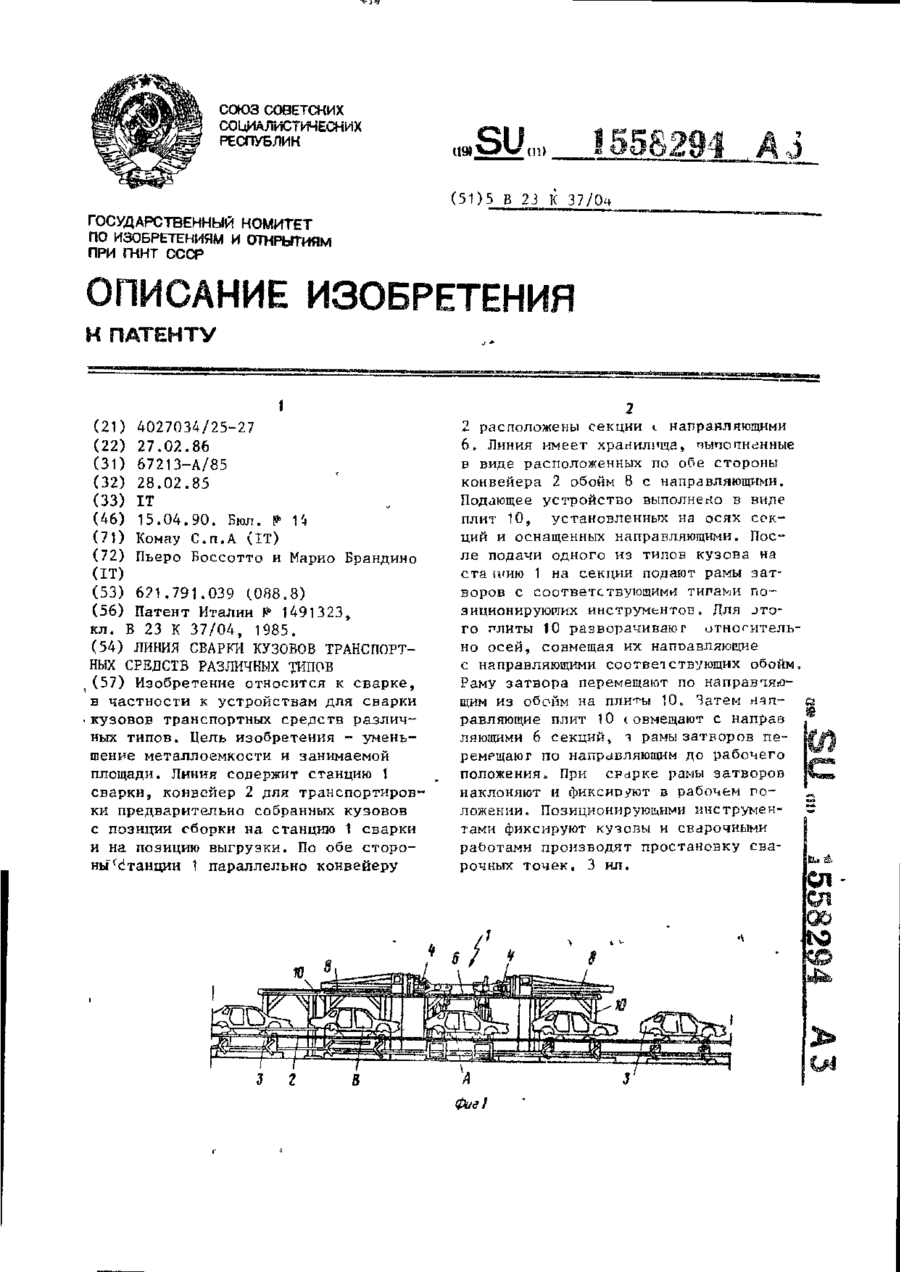
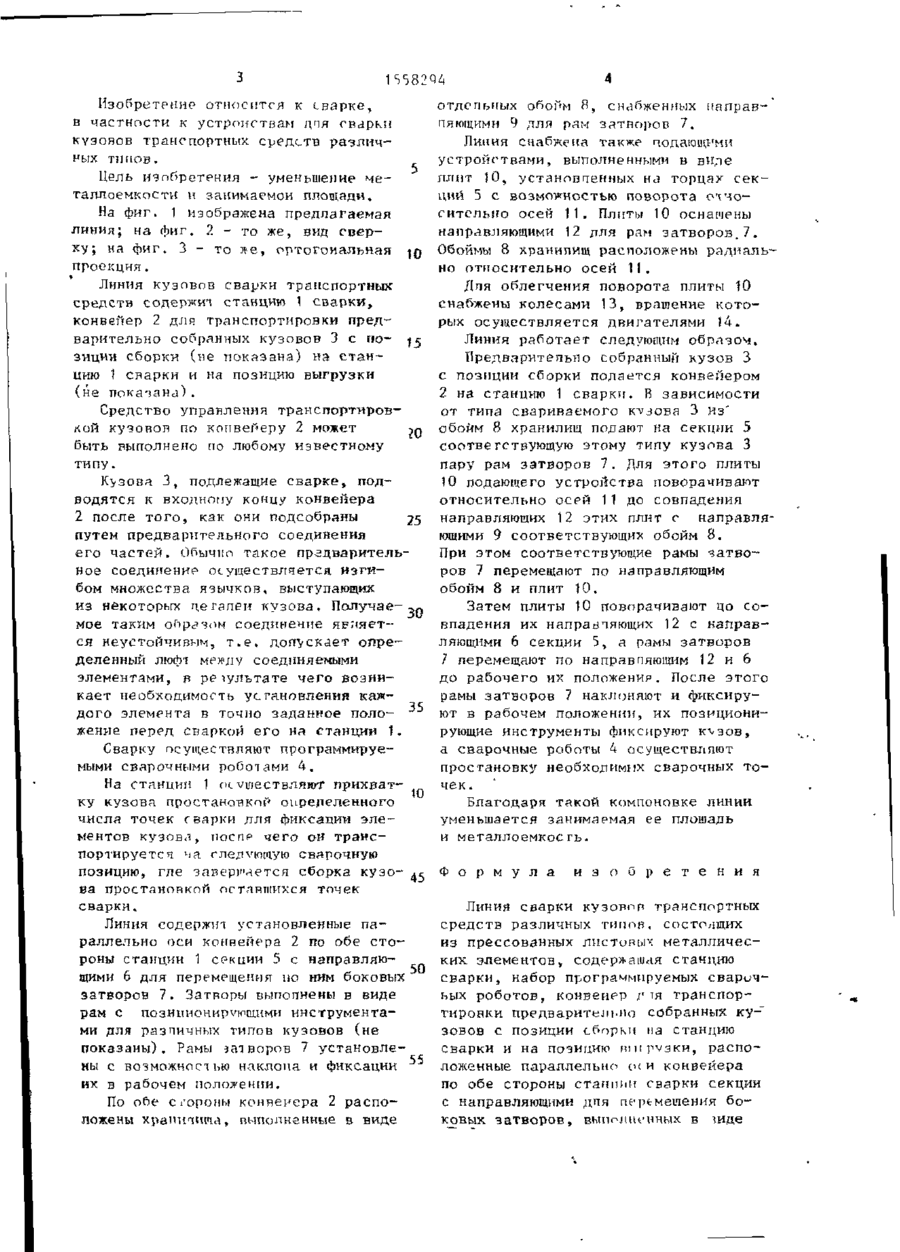
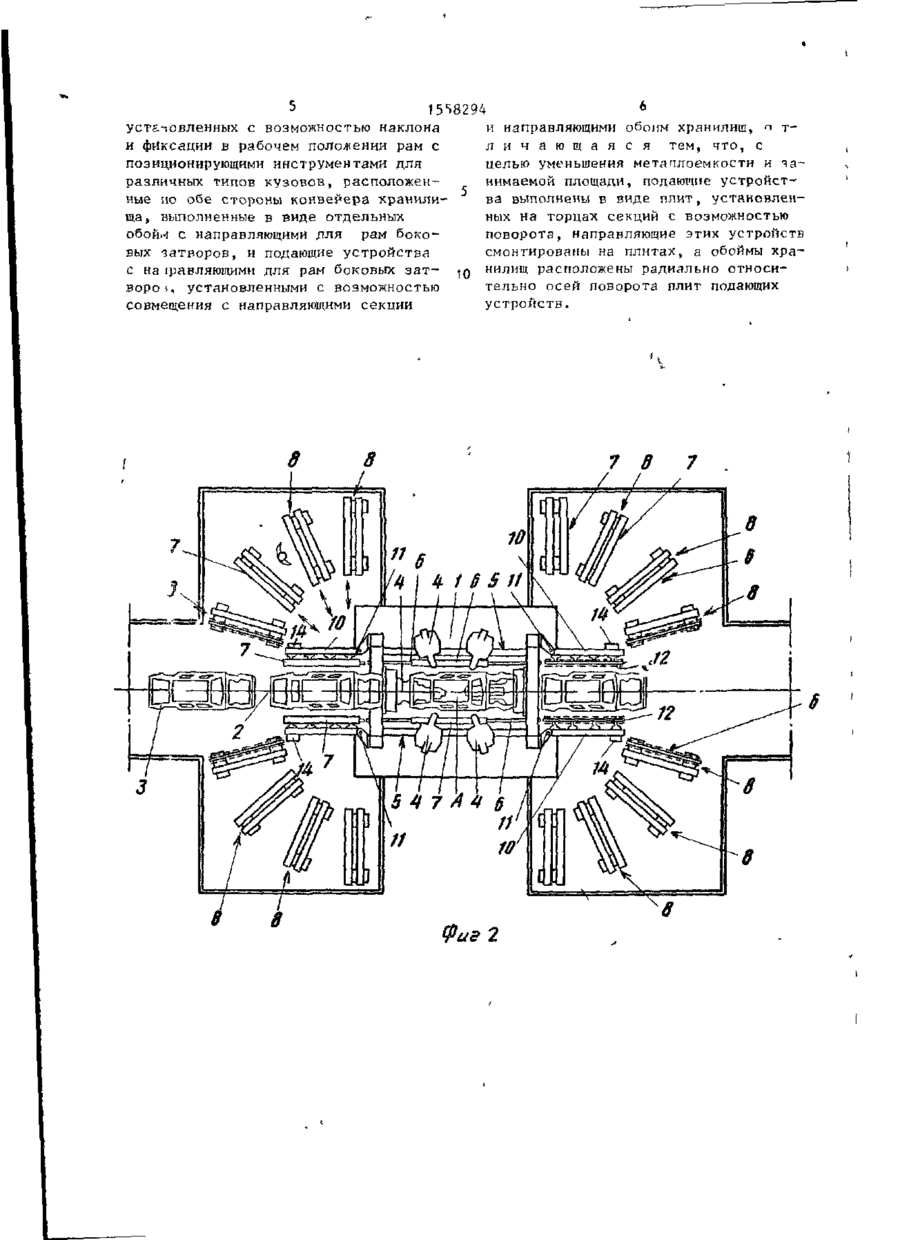
Изобретение относится к сварке, в частности к устройствам для сварки кузовов транспортных средств различных типов. Цель изобретения - уменьшение металлоемкости и занимаемой площади. Линия содержит станцию 1 сварки, конвейер 2 для транспортировки предварительно собранных кузовов с позиции сборки на станцию 1 сварки и на позицию выгрузки. По обе стороны Станции t параллельно конвейеру з г 2 расположены секции L направляющими 6. Линия имеет хранилища, тэыпопнанные в виде расположенных по обе стороны конвейера 2 обойм 8 с направляющими. Подающее устройство выполнено в виде плит 10, установленных на осях секций и оснащенных направляющими. После подачи одного из типов кузова на ста шию І на секции подают рамы затворов с соответствующими типами позиционирующих инструментов. Для JTOго г ли ты 10 разворачивают относитель» но осей, совмещая их напоавляющие с направляющими соответствующих обойм, Раму затвора перемещают по направчяйщим из обойм на плиты 10. Затем направляющие плит 10 совмещают с направ ляющими 6 секций^ і рамы затворов перемещают по направляющим до рабочего положения„ При срарке рамы затворов наклоняют и фиксируют в рабочем положении. Позиционирующими инструментами фиксируют кузовы и сварочными работами производят простановку сваfcj рочных точек. 3 ил. А 3 1S582 Изобретение относится к сварке, в частности к устройствам дня сварки кузовов транспортных средств различных типов. Цель изобретения - уменьшение металлоемкости и занимаемой площади. На фиг. 1 изображена предлагаемая линия; на фиг, 2 - то же, вид сверху; на фиг. 3 - то же, ортогональная JQ проекция, Линия кузовов сварки транспортных средств содержим станцию \ сварки, конвейер 2 для транспортировки предварительно собранных кузовов 3 с по- j^ зиции сборки (не показана) на станцию 1 сварки и на позицию выгрузки (не покачана) . Средство управления транспортировкой кузовов по конвейеру 2 может in быть выполнено по любому известному ти пу. Кузова 3, подлежащие сварке, под~ водятся к входному концу конвейера 2 после того, как они подсобраны 25 путем предварительного соединения его частей. Обычно такое предварительное соединение осуществляется изгибом множества язычков, выступающих из некоторых дегален кузова. Получаемое таким образом соединение яеняет- 30 ся неустойчивым, т.е. допускает определенный люфі ме»ду соединяемыми элементами, в результате чего возникает необходимость установления каждого элемента в точно заданное поло- 35 жение перед сваркой его на станции 1. отдельных обоим 8, снабженных направляющими 9 для рам затворов 7. Линия снабжена также подающими устройствами, выполненными в виде плит 10, установленных на торцах секций 5 с возможностью поворота ov-ioситс-льио осей 1 1 . Плиты 10 оснашены направляющими 12 для рам затворов,7. Обоймы 8 хранилищ расположены радиально относительно осей 11. Для облегчения поворота плиты Ю снабжены колесами 13, вращение которых осуществляется двигателями 14. Линия работает следующим образом. Предварительно собранный кузов 3 с позиции сборки подается конвейером 2 на станцию 1 сварки. В зависимости от типа свариваемого к^зоъа 3 из' обойм 8 хранилищ подают на секции 5 соотвегствующую этому типу кузова 3 пару рам затворов 7. Для этого плиты 10 подающего устройства поворачивают относительно осей 11 до совпадения направляющих 12 этих плит с направляющими 9 соответствующих обойм 8. При этом соответствующие рамы затворов 7 перемещают по направляющим обойм 8 и плит Ш . Затем плиты 10 поворачивают до совпадения их направляющих 12 с направляющими 6 секции 5, а рамы затворов 7 перемещают по направляющим 12 и 6 до рабочего их положения. После этого рамы затворов 7 наклоняют и фиксируют в рабочем положении, их позиционирующие ИНСТрумеНТЫ ФИКСИРУЮТ K-V3OB , Сварку осуществляют программируеа сварочные роботы 4 осуществляют мыми сварочными роботами 4. простановку необходимых сварочных точек. На станции 1 осvшecтвляют прихват10 Благодаря такой компоновке линии ку кузова простановкой определенного уменьшается занимаемая ее плошадь числа точек сварки для фиксации элеи металлоемкость. ментов кузова, ПОСПР чего он транспортируется ча следующую сварочную Ф о р м у л а и з о б р е т е н и я позицию, где завершается сборка кузова простановкой оставшихся точек Линия сварки кузовпр, транспортных сварки. средств различных типов, состоящих Линия содержит установленные паиз прессованных листовых металличесраллельно оси конвейера 2 по обе стоких элементов, содержащая станцию роны станции 1 секции 5 с направляющими 6 для перемещения но ним боковых 50 сварки,набор программируемых сварочных роботов, конвейер ; ш транспор• затворов 7. Затворы выполнены в виде тировки предварительно собранных ку-~ рам с позиционирующими инструментазовов с позиции сборки на станцию ми для различных типов кузовов (не сварки и на позицию ишг^зки, распопоказаны). Рамы затворов 7 установлены с возможностью наклона и фиксации 55 ложенные параллельно оси конвейера по обе стороны етапний сварки секции их в рабочем положении. с направляющими дня перемещения боПо обе стороны конвейера 2 распоковых затворов, выполненных в іиде ложены храпитшча, выполненные в виде 15S8294 и направляющими обоим хранилищ, п тустановленных с возможностью наклона л и ч а ю щ а я с я тем, что, с и фиксации в рабочем положении рам с целью уменьшения метаплоемкости и запозиционирующими инструментами для нимаемой площади, подающие устройстразличных типов кузовов, расположенва выполнены Б виде плит, установленные sio обе стороны конвейера хранилиных на торцах секций с возможностью ща, выполненные в виде отдельных поворота, направляющие этих устройств обойм с направляющими для рам бокосмонтированы на плитах, а обоймы хравых затворов, и подающие устройства нилищ расположены радиалъно относис на іравляющими для рам боковых з а т тельно осей поворота плит подающих в о р о І , установленными с возможностью устройств. совмещения с направляющими секции \ Фиа2 8 15582Q4 Редактор М.Петрова Составитель Е.Крюкова Техред Л.Олийнык Корректор О.ІІипле Заказ 725 Тираж 643 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г, Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding line of bodies of transportation facilities of different types
Назва патенту російськоюЛиния сварки кузовов транспортных средств различных типов
МПК / Мітки
МПК: B23K 37/04
Мітки: лінія, типів, різних, транспортних, кузовів, засобів, зварювання
Код посилання
<a href="https://ua.patents.su/4-3626-liniya-zvaryuvannya-kuzoviv-transportnikh-zasobiv-riznikh-tipiv.html" target="_blank" rel="follow" title="База патентів України">Лінія зварювання кузовів транспортних засобів різних типів</a>
Лінія для складання і зварювання виробів коробчастого перерізу
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Кукарін Віктор Григорович, Перцевий Михайло Миколайович
МПК: B23K 37/04, B23K 11/10
Мітки: складання, лінія, коробчастого, виробів, перерізу, зварювання
Формула / Реферат:
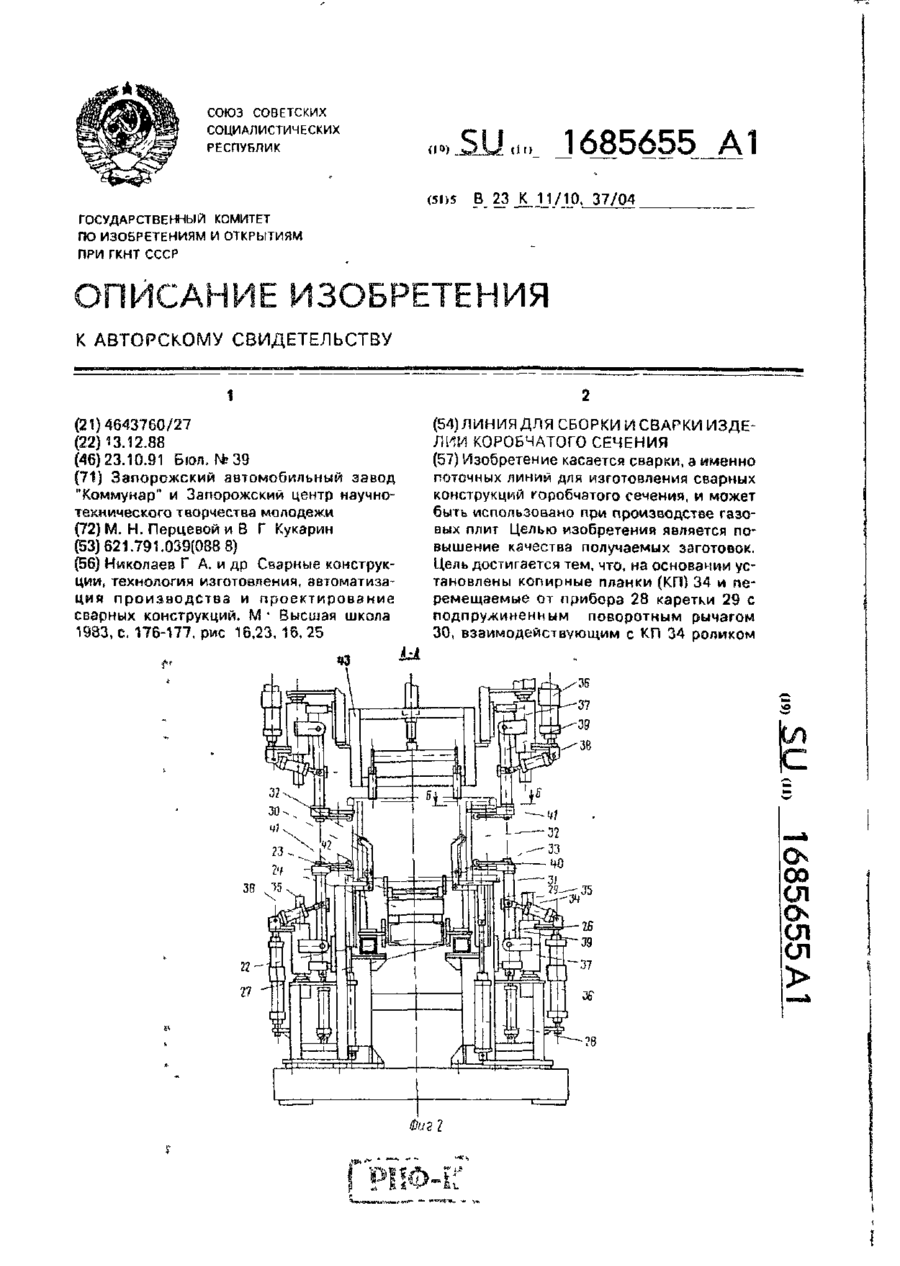
Формула изобретенияЛиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки...
Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Номер патенту: 1145
Опубліковано: 30.12.1993
Автори: Іванцов Олєг Максімовіч, Чірсков Владімір Грігор'євіч, Солодовніков Сергій Олександрович, Уніговський Михайло Рахмильович, Патон Борис Євгенович, Кучук-Яценко Сергій Іванович, Рулєвський Євгеній Васильович, Сєрафін Орєст Міхайловіч, Лебедєв Володимир Костянтинович, Щєрбіна Боріс Євдокімовіч, Сахарнов Василь Олексійович
МПК: B23K 37/04, B23K 31/00
Мітки: труб, електроконтактного, трубопроводу, потокова, стикового, лінія, зварювання, нитку, магістрального, складання
Формула / Реферат:
1. Поточная линия для оборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внутренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, дизельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную сварочную головку для стыковойй...
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Бородін Леонід Олександрович, Рибінов Володимир Артемійович, Роганський Іван Юхимович, Димитров Назарей Вікторович, Васильчишин Ярослав Гаврилович, Скороход Микола Михайлович, Сумський Євген Ілліч
МПК: B23K 20/04
Мітки: пакетів, вироблення, потокова, лінія, збирання, листів, двошарових, зварювання
Формула / Реферат:
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Кулачкова муфта переважно для коробки передач транспортних засобів

Номер патенту: 1670
Опубліковано: 25.10.1994
Автор: Чутчев Микола Григорович
МПК: F16D 23/02
Мітки: муфта, передач, переважно, транспортних, засобів, коробки, кулачкова
Формула / Реферат:
1. Кулачковая муфта преимущественно для коробки передач транспортных средств, содержащая неподвижную и подвижную по оси полумуфты в виде дисков с закрепленными на обращенных друг к другу поверхностях радиально расположенными кулачками и узел синхронизации оборотов, связанных с кулачками подвижной полумуфты, отличающаясятем, что, с целью повышения надежности включения, узел синхронизации оборотов выполнен в виде эластичных элементов,...
Пристрій сполучення кузовів рейкового транспортного засобу
Номер патенту: 1772
Опубліковано: 25.10.1994
Автори: Резніков Леонід Моісейович, Грачов Валерій Федорович, Іккол Валентин Сергійович
МПК: B61G 3/00
Мітки: транспортного, кузовів, пристрій, сполучення, рейкового, засобу
Формула / Реферат:
1. Устройство сопряжения кузовов рельсового транспортного средства, содержащее расположенные в одной плоскости параллельно друг другу два гидроцилиндра с компенсационными камерами в бесштоковых полостях и трубопроводы, соединяющие разноименные полости гидроцилиндров и их компенсационные камеры, отличающееся тем, что гидроцилиндрами связаны разноименные стороны торцов кузовов.2. Устройство по п. 1, отличающееся тем, что плоскость,...
Попередній патент: Машина для заміни шпал залізничної колії
Наступний патент: Центріфуга безперервної дії для концентрування зважених твердих часток
Випадковий патент: Спосіб отримання параметрів переміщення об'єкта в зоні лінійної охоронної системи