Спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог
Номер патенту: 37907
Опубліковано: 10.12.2008
Автори: Шевченко Юрій Павлович, Бондаренко Ярослав Борисович, Дем'яненко Андрій Васильович, Волга Володимир Семенович

Формула / Реферат
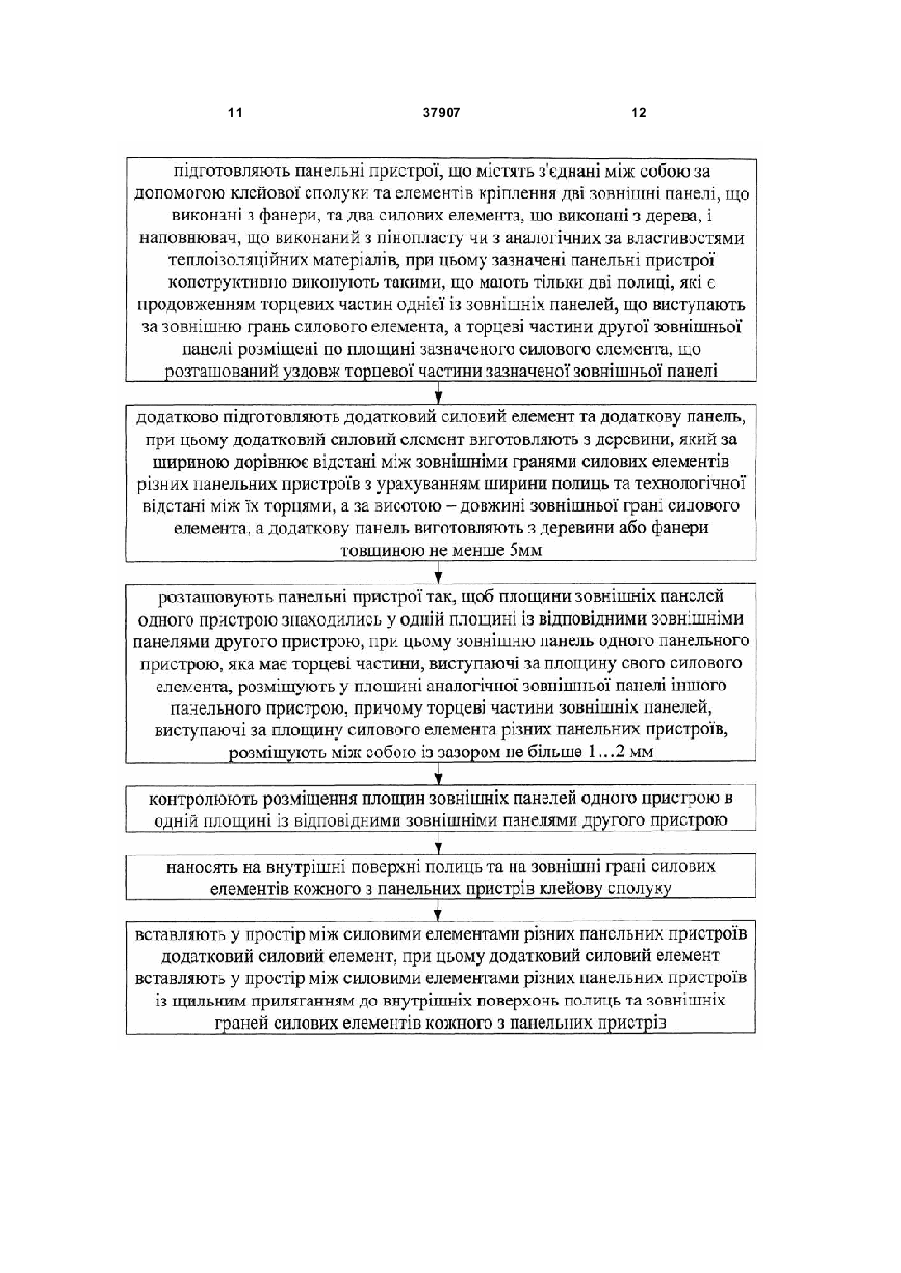
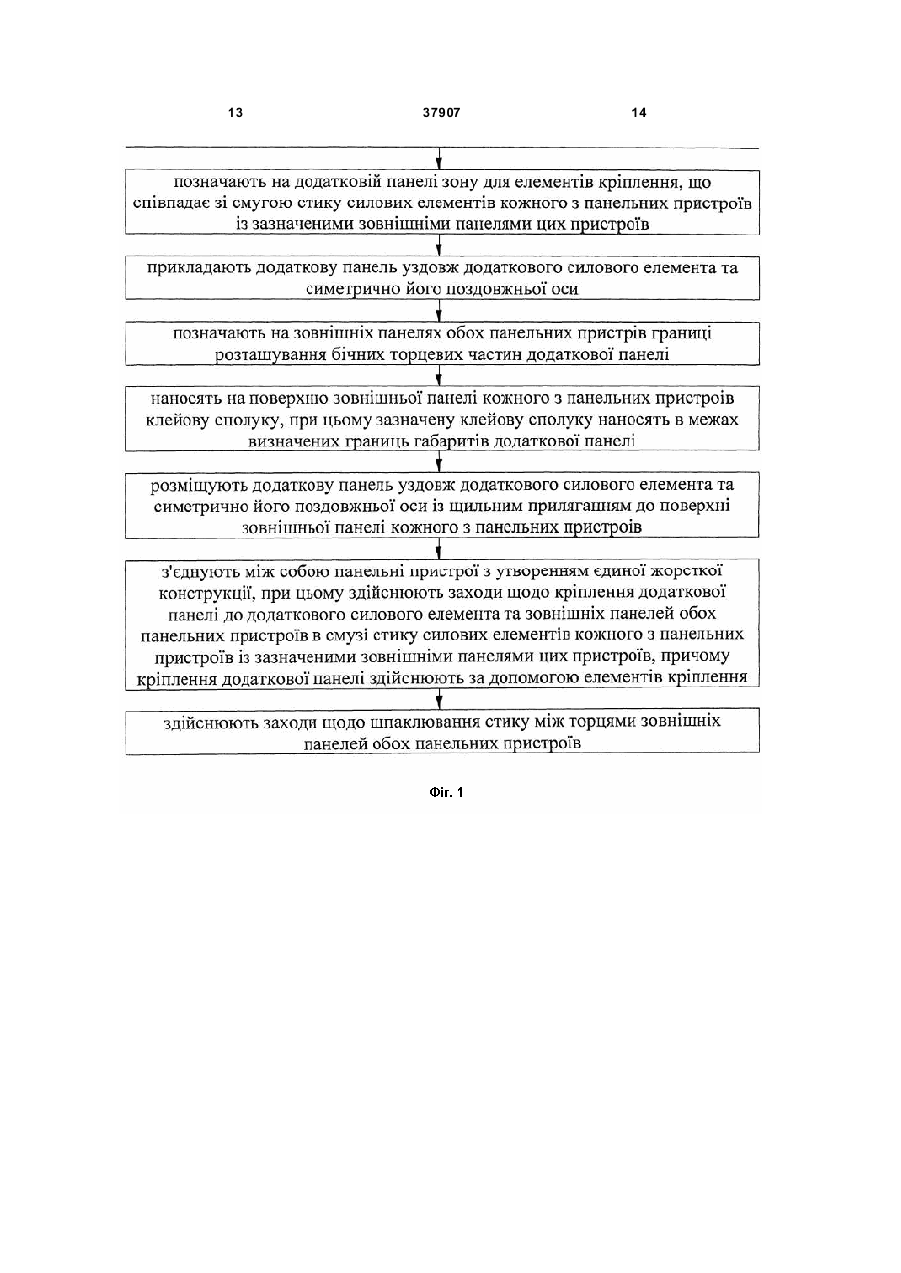
1. Спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог, при якому підготовляють панельні пристрої, що містять з'єднані між собою за допомогою клейової сполуки та елементів кріплення дві зовнішні панелі, що виконані з фанери, та два силових елементи, що виконані з дерева, і наповнювач, що виконаний з пінопласту чи з аналогічних за властивостями теплоізоляційних матеріалів, розташовують панельні пристрої так, щоб площини зовнішніх панелей одного пристрою знаходились у одній площині із відповідними зовнішніми панелями другого пристрою, контролюють розміщення площин зовнішніх панелей одного пристрою в одній площині із відповідними зовнішніми панелями другого пристрою, з'єднують між собою панельні пристрої з утворенням єдиної жорсткої конструкції з наступним здійсненням заходів щодо шпаклювання стику між торцями зовнішніх панелей обох панельних пристроїв, який відрізняється тим, що при підготовці панельних пристроїв додатково підготовляють додатковий силовий елемент та додаткову панель, при розташуванні панельних пристроїв в одній площині зовнішню панель одного панельного пристрою, яка має торцеві частини, виступаючі за площину свого силового елемента, розміщують у площині аналогічної зовнішньої панелі іншого панельного пристрою, після проведення заходів щодо контролю розміщення площин зовнішніх панелей одного пристрою в одній площині із відповідними зовнішніми панелями другого пристрою виконують послідовно технологічні операції, згідно з якими попередньо наносять на внутрішні поверхні полиць та на зовнішні грані силових елементів кожного з панельних пристрів клейову сполуку, далі вставляють у простір між силовими елементами різних панельних пристроїв додатковий силовий елемент, позначають на додатковій панелі зону для елементів кріплення, що співпадає зі смугою стику силових елементів кожного з панельних пристроїв із зазначеними зовнішніми панелями цих пристроїв, прикладають додаткову панель уздовж додаткового силового елемента та симетрично його поздовжній осі, позначають на зовнішніх панелях обох панельних пристроїв границі розташування бічних торцевих частин додаткової панелі, наносять на поверхню зовнішньої панелі кожного з панельних пристроїв клейову сполуку, а перед виконанням технологічних операцій щодо з'єднання між собою панельних пристроїв в єдину жорстку конструкцію розміщують додаткову панель уздовж додаткового силового елемента та симетрично його поздовжній осі із щільним приляганням до поверхні зовнішньої панелі кожного з панельних пристроїв, при цьому при виконанні технологічних операцій щодо з'єднання між собою панельних пристроїв в єдину жорстку конструкцію здійснюють заходи щодо кріплення додаткової панелі до додаткового силового елемента та зовнішніх панелей обох панельних пристроїв в смузі стику силових елементів кожного з панельних пристроїв із зазначеними зовнішніми панелями цих пристроїв, причому торцеві частини зовнішніх панелей, виступаючі за площину силового елемента різних панельних пристроїв, розміщують між собою із зазором не більше 1...2 мм, додатковий силовий елемент вставляють у простір між силовими елементами різних панельних пристроїв із щільним приляганням до внутрішніх поверхонь полиць та зовнішніх граней силових елементів кожного з панельних пристрів, зазначену клейову сполуку наносять в межах визначених границь габаритів додаткової панелі, а кріплення додаткової панелі до додаткового силового елемента та зовнішніх панелей обох панельних пристроїв здійснюють за допомогою елементів кріплення.
2. Спосіб за п. 1, який відрізняється тим, що зазначені панельні пристрої конструктивно виконують такими, що мають тільки дві полиці, які є продовженням торцевих частин однієї із зовнішніх панелей, що виступають за зовнішню грань силового елемента, а торцеві частини другої зовнішньої панелі розміщені по площині зазначеного силового елемента, що розташований уздовж торцевої частини зазначеної зовнішньої панелі.
3. Спосіб за п. 1, який відрізняється тим, що додатковий силовий елемент виготовляють з деревини, що за шириною дорівнює відстані між зовнішніми гранями силових елементів різних панельних пристроїв з урахуванням ширини полиць та технологічної відстані між їх торцями, і за висотою - довжині силового елемента або довжині зовнішньої панелі, а зазначену додаткову панель виготовляють з деревини або фанери товщиною не менше 5 мм.
Текст
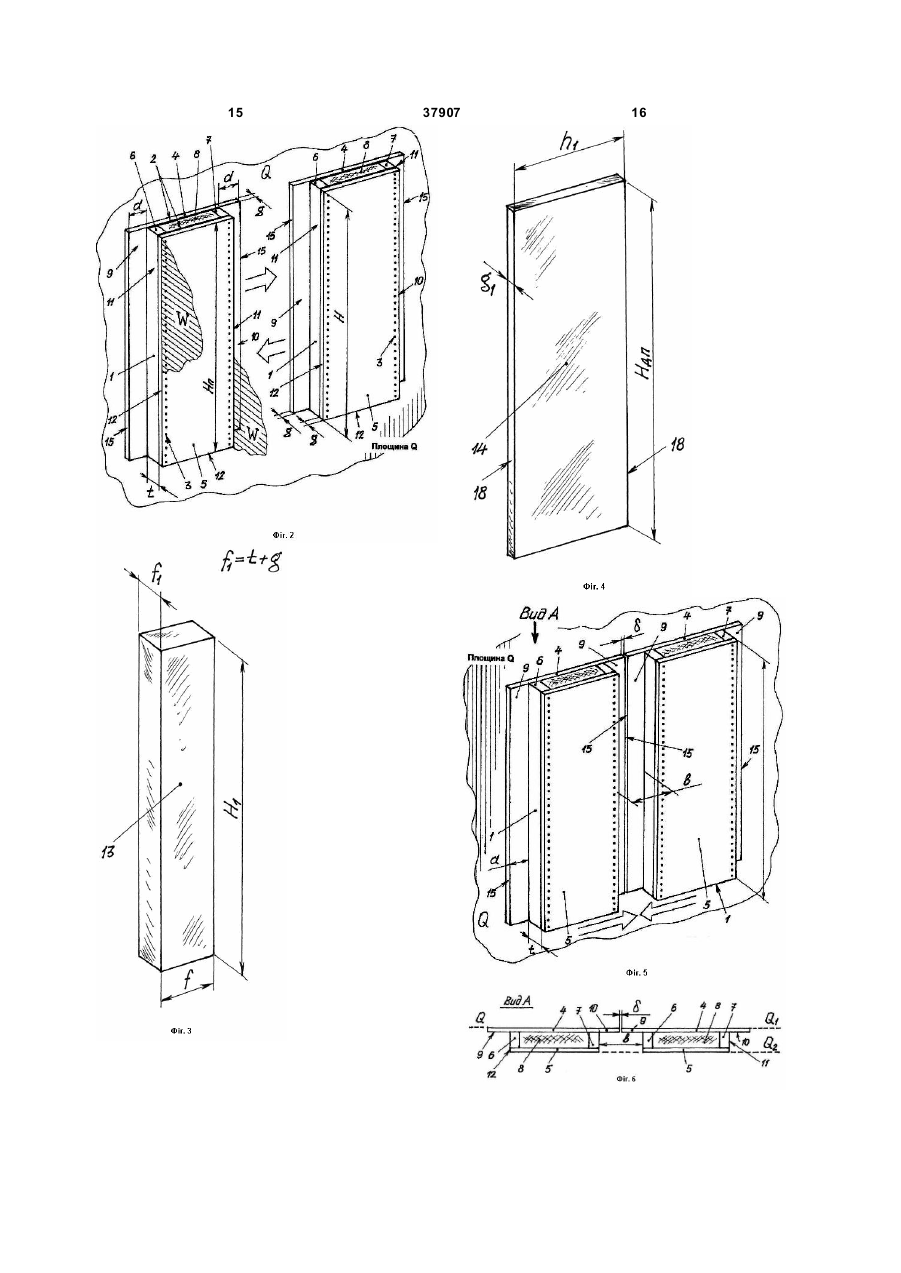
1. Спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог, при якому підготовляють панельні пристрої, що містять з'єднані між собою за допомогою клейової сполуки та елементів кріплення дві зовнішні панелі, що виконані з фанери, та два силових елементи, що виконані з дерева, і наповнювач, що виконаний з пінопласту чи з аналогічних за властивостями теплоізоляційних матеріалів, розташовують панельні пристрої так, щоб площини зовнішніх панелей одного пристрою знаходились у одній площині із відповідними зовнішніми панелями другого пристрою, контролюють розміщення площин зовнішніх панелей одного пристрою в одній площині із відповідними зовнішніми панелями другого пристрою, з'єднують між собою панельні пристрої з утворенням єдиної жорсткої конструкції з наступним здійсненням заходів щодо шпаклювання стику між торцями зовнішніх панелей обох панельних пристроїв, який відрізняється тим, що при підготовці панельних пристроїв додатково підготовляють додатковий силовий елемент та додаткову панель, при розташуванні панельних пристроїв в одній площині зовнішню панель одного панельного пристрою, яка має торцеві частини, виступаючі за площину свого силового елемента, розміщують у площині аналогічної зовнішньої панелі іншого панельного пристрою, після проведення заходів щодо контролю розміщення площин зовнішніх панелей одного пристрою в одній площині із відповідними зовнішніми панелями другого пристрою виконують послідовно технологічні операції, згідно з якими попередньо наносять на внутрішні повер 2 (19) 1 3 37907 4 2. Спосіб за п. 1, який відрізняється тим, що за3. Спосіб за п. 1, який відрізняється тим, що дозначені панельні пристрої конструктивно виконудатковий силовий елемент виготовляють з дереють такими, що мають тільки дві полиці, які є провини, що за шириною дорівнює відстані між зовнідовженням торцевих частин однієї із зовнішніх шніми гранями силових елементів різних панелей, що виступають за зовнішню грань силопанельних пристроїв з урахуванням ширини пового елемента, а торцеві частини другої зовнішлиць та технологічної відстані між їх торцями, і за ньої панелі розміщені по площині зазначеного сивисотою - довжині силового елемента або довжині лового елемента, що розташований уздовж зовнішньої панелі, а зазначену додаткову панель торцевої частини зазначеної зовнішньої панелі. виготовляють з деревини або фанери товщиною не менше 5 мм. Корисна модель відноситься до галузі будівництва, зокрема, до будівельних елементів, а саме, до способів стикування панельних пристроїв для систем обігріву стель, стін або підлог. Відомий спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог, при якому підготовляють панельні пристрої, розташовують панельні пристрої так, щоб площини зовнішніх панелей одного пристрою знаходились у одній площині із відповідними зовнішніми панелями другого пристрою, з'єднують між собою панельні пристрої з утворенням єдиної жорсткої конструкції з наступним здійсненням заходів щодо шпаклювання стику між торцями зовнішніх панелей обох панельних пристроїв [1]. До недоліків відомого способу стикування панельних пристроїв для систем обігріву стель, стін або підлог, відноситься те, що не забезпечується міцність та жорсткість з'єднання між собою зазначених панельних пристроїв. Найбільш близьким технічним рішенням, як по суті, так і по задачах, що вирішуються, яке обрано за найближчий аналог (прототип), є спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог, при якому підготовляють панельні пристрої, що містять з'єднані між собою за допомогою клейової сполуки та елементів кріплення дві зовнішні панелі, що виконані з фанери, та два силових елемента, що виконані з дерева, і наповнювач, що виконаний з пінопласту чи з аналогічних за властивостями теплоізоляційних матеріалів, розташовують панельні пристрої так, щоб площини зовнішніх панелей одного пристрою знаходились у одній площині із відповідними зовнішніми панелями другого пристрою, контролюють розміщення площин зовнішніх панелей одного пристрою в одній площині із відповідними зовнішніми панелями другого пристрою, з'єднують між собою панельні пристрої з утворенням єдиної жорсткої конструкції з наступним здійсненням заходів щодо шпаклювання стику між торцями зовнішніх панелей обох панельних пристроїв [2]. До недоліків відомого способу стикування панельних пристроїв для систем обігріву стель, стін або підлог, який обраний за найближчий аналог (прототип), відноситься те, що не забезпечується міцність та жорсткість з'єднання між собою зазначених панельних пристроїв. В основу корисної моделі покладено задачу шляхом введення до технологічного процесу щодо стикування панельних пристроїв для систем обігріву стель, стін або підлог нових технологічних операцій, забезпечити підвищення міцності з'єднання між собою зазначених панельних пристроїв. Суть корисної моделі в способі стикування панельних пристроїв для систем обігріву стель, стін або підлог, при якому підготовляють панельні пристрої, що містять з'єднані між собою за допомогою клейової сполуки та елементів кріплення дві зовнішні панелі, що виконані з фанери, та два силових елемента, що виконані з дерева, і наповнювач, що виконаний з пінопласту чи з аналогічних за властивостями теплоізоляційних матеріалів, розташовують панельні пристрої так, щоб площини зовнішніх панелей одного пристрою знаходились у одній площині із відповідними зовнішніми панелями другого пристрою, контролюють розміщення площин зовнішніх панелей одного пристрою в одній площині із відповідними зовнішніми панелями другого пристрою, з'єднують між собою панельні пристрої з утворенням єдиної жорсткої конструкції з наступним здійсненням заходів щодо шпаклювання стику між торцями зовнішніх панелей обох панельних пристроїв, полягає в тому, що при підготовці панельних пристроїв додатково підготовляють додатковий силовий елемент та додаткову панель, при розташуванні панельних пристроїв в одній площині зовнішню панель одного панельного пристрою, яка має торцеві частини, виступаючі за площину свого силового елемента, розміщують у площині аналогічної зовнішньої панелі іншого панельного пристрою, після проведення заходів щодо контролю розміщення площин зовнішніх панелей одного пристрою в одній площині із відповідними зовнішніми панелями другого пристрою, виконують послідовно технологічні операції, згідно з якими попередньо наносять на внутрішні поверхні полиць та на зовнішні грані силових елементів кожного з панельних пристрів клейову сполуку, далі вставляють у простір між силовими елементами різних панельних пристроїв додатковий силовий елемент, позначають на додатковій панелі зону для елементів кріплення, що співпадає зі смугою стику силових елементів кожного з панельних пристроїв із зазначеними зовнішніми панелями цих пристроїв, прикладають додаткову панель уздовж додаткового силового елемента та симет 5 37907 6 рично його поздовжньої оси, позначають на зовнілей одного пристрою в одній площині із шніх панелях обох панельних пристрів границі відповідними зовнішніми панелями другого прирозташування бічних торцевих частин додаткової строю, виконують послідовно технологічні операпанелі, наносять на поверхню зовнішньої панелі ції, згідно з якими попередньо наносять на внутрікожного з панельних пристроїв клейову сполуку, а шні поверхні полиць та на зовнішні грані силових перед виконанням технологічних операцій щодо елементів кожного з панельних пристрів клейову з'єднання між собою панельних пристроїв в єдину сполуку, далі вставляють у простір між силовими жорстку конструкцію, розміщують додаткову паелементами різних панельних пристроїв додатконель уздовж додаткового силового елемента та вий силовий елемент, позначають на додатковій симетрично його поздовжньої оси із щільним припанелі зону для елементів кріплення, що співпадає ляганням до поверхні зовнішньої панелі кожного з зі смугою стику силових елементів кожного з панепанельних пристроїв. Суть корисної моделі поляльних пристроїв із зазначеними зовнішніми панегає і в тому, що при виконанні технологічних опелями цих пристроїв, прикладають додаткову парацій щодо з'єднання між собою панельних принель уздовж додаткового силового елемента та строїв в єдин у жорстку конструкцію, здійснюють симетрично його поздовжньої оси, позначають на заходи щодо кріплення додаткової панелі до додазовнішніх панелях обох панельних пристрів граниткового силового елемента та зовнішніх панелей ці розташування бічних торцевих частин додаткообох панельних пристроїв в смузі стику силових вої панелі, наносять на поверхню зовнішньої паелементів кожного з панельних пристроїв із зазнанелі кожного з панельних пристроїв клейову ченими зовнішніми панелями цих пристроїв. Суть сполуку, а перед виконанням технологічних опекорисної моделі полягає і в тому, що торцеві часрацій щодо з'єднання між собою панельних притини зовнішніх панелей, виступаючі за площину строїв в єдину жорстку конструкцію, розмішують силового елемента різних панельних пристроїв, додаткову панель уздовж додаткового силового розміщують між собою із зазором не більше 1...2 елемента та симетрично його поздовжньої оси із мм, додатковий силовий елемент вставляють у щільним приляганням до поверхні зовнішньої папростір між силовими елементами різних панельнелі кожного з панельних пристроїв, при цьому при них пристроїв із щільним приляганням до внутрівиконанні технологічних операцій щодо з'єднання шніх поверхонь полиць та зовнішніх граней силоміж собою панельних пристроїв в єдину жорстку вих елементів кожного з панельних пристрів, конструкцію, здійснюють заходи щодо кріплення зазначену клейову сполук у наносять в межах видодаткової панелі до додаткового силового елезначених границь габаритів додаткової панелі, а мента та зовнішніх панелей обох панельних прикріплення додаткової панелі до додаткового силостроїв в см узі стику силових елементів кожного з вого елемента та зовнішніх панелей обох панельпанельних пристроїв із зазначеними зовнішніми них пристроїв здійснюють за допомогою елементів панелями цих пристроїв, причому торцеві частини кріплення. Новим в корисній моделі є те, що зазовнішніх панелей, виступаючі за площину силовозначені панельні пристрої конструктивно виконуго елемента різних панельних пристроїв, розміють такими, що мають тільки дві полиці, які є прощують між собою із зазором не більше 1...2 мм, довженням торцевих частин однієї із зовнішніх додатковий силовий елемент вставляють у простір панелей, що виступають за зовнішню грань силоміж силовими елементами різних панельних привого елемента, а торцеві частини другої зовнішстроїв із щільним приляганням до внутрішніх поньої панелі розміщені по площині зазначеного сиверхонь полиць та зовнішніх граней силових елелового елемента, що розташований уздовж ментів кожного з панельних пристрів, зазначену торцевої частини зазначеної зовнішньої панелі, а клейову сполук у наносять в межах визначених додатковий силовий елемент виготовляють з деграниць габаритів додаткової панелі, а кріплення ревини, який за шириною дорівнює відстані між додаткової панелі до додаткового силового елезовнішніми гранями силових елементів різних памента та зовнішніх панелей обох панельних принельних пристроїв з урахуванням ширини полиць строїв здійснюють за допомогою елементів кріпта технологічної відстані між їх торцями, і за висолення, зазначені панельні пристрої конструктивно тою - довжині силового елемента або довжині зоввиконують такими, що мають тільки дві полиці, які нішньої панелі, а зазначену додаткову панель виє продовженням торцевих частин однієї із зовнішготовляють з деревини або фанери товщиною не ніх панелей, що виступають за зовнішню грань менше 5мм. силового елемента, а торцеві частини другої зовПорівняльний аналіз технічного рішення із нішньої панелі розміщені по площині зазначеного прототипом дозволяє зробити висновок, що спосіб силового елемента, що розташований уздовж торстикування панельних пристроїв для систем обіцевої частини зазначеної зовнішньої панелі, додагріву стель, стін або підлог, який заявляється, відтковий силовий елемент виготовляють з деревини, різняється від прототипу тим, що при підготовці який за шириною дорівнює відстані між зовнішніми панельних пристроїв додатково підготовляють гранями силових елементів різних панельних придодатковий силовий елемент та додаткову панель, строїв з урахуванням ширини полиць та технологіпри розташуванні панельних пристроїв в одній чної відстані між їх торцями, і за висотою - довжині площині зовнішню панель одного панельного присилового елемента або довжині зовнішньої панелі, строю, яка має торцеві частини, виступаючі за а зазначену додаткову панель виготовляють з деплощину свого силового елемента, розміщують у ревини або фанери товщиною не менше 5мм. площині аналогічної зовнішньої панелі іншого паТаким чином, спосіб стикування панельних нельного пристрою, після проведення заходів щопристроїв для систем обігріву стель, стін або піддо контролю розміщення площин зовнішніх пане 7 37907 8 лог, який заявляється, відповідають критерію ко7), а торцеві частини (позиція 12) другої зовнішньої рисної моделі «новизна». панелі (позиція 5) розміщені по площині W (а саме, Суть технічного рішення пояснюється за допо площині зовнішній грані (позиція 11)) зазначепомогою ілюстрацій, де на Фіг.1 показана блокного силового елемента (позиція 6 та 7), що розсхема послідовного виконання технологічних опеташований уздовж торцевої частини (позиція 12) рацій, які покладено в основу способу стикування зазначеної зовнішньої панелі (позиція 5) (див. панельних пристроїв для систем обігріву стель, схему на Фіг.2). Силові елементи (позиція 6 та 7) стін або підлог, що заявляється, на Фіг.2 показана виконано довжиною Н, що дорівнює довжині Нп схема стикування двох однакових за конструкцією відносно торцевих частин зовнішніх панелей (попанельних пристроїв для систем обігріву стель, зиція 4 та 5), і товщиною t не менше товщини g стін або підлог у площині Q, на Фіг.3 показаний зовнішньої панелі (позиція 4 та 5) (див. схему на зовнішній вигляд додаткового силового елементу, Фіг.2). на Фіг.4 показаний зовнішній вигляд додаткової Додатково підготовляють додатковий силовий панелі, на Фіг.5 показана схема стикування двох елемент (позиція 13 -див. Фіг.3) та додаткову паоднакових за конструкцією панельних пристроїв нель (позиція 14 - див. Фіг.4), при цьому додаткодля систем обігріву стель, стін або підлог по торвий силовий елемент (позиція 13) виготовляють з цях зовнішніх панелей, що виступають своїми часдеревини. Додатковий силовий елемент (позиція тинами за площину силового елемента панельно13 - див. Фіг.3) за шириною f дорівнює відстані b го пристрою, на Фіг.6 показана схема стикування (див. Фіг.6) між зовнішніми гранями (позиція 11) двох однакових за конструкцією панельних присилових елементів (позиція 6 та 7) різних панельстроїв для систем обігріву стель, стін або підлог по них пристроїв (позиція 1) з урахуванням ширини d торцях зовнішніх панелей, що виступають своїми полиць (позиція 9 та 10) та те хнологічної відстані б частинами за площину силового елемента панеміж їх торцями, за висотою Ні дорівнює довжині Н льного пристрою, на виді А, на Фіг.7-8 показані зовнішньої грані (позиція 11) силового елемента схеми нанесення клейової сполуки на внутрішні (позиція 6 та 7), а за товщиною f1 дорівнює сумі поверхні полиць та на зовнішні грані силових елетовщини t силового елемента (позиція 6 та 7) і ментів кожного з панельних пристрів, що стикутовщини g зовнішньої панелі (позиція 4 та 5) ються між собою в площині Q, на Фіг.9-10 показані (f1=t+g, див. схему на Фіг.3). Додаткову панель схеми встановлення у простір між силовими еле(позиція 14) виготовляють з деревини або фанери ментами різних панельних пристроїв додаткового товщиною gi не менше 5мм, при цьому додаткову силового елементу, на Фіг.11-13 показані схеми панель (позиція 14) виготовляють за довжиною етапів позначення на додатковій панелі зони для Ндп, що дорівнює довжині Нп зовнішніх панелей елементів кріплення, що співпадають зі смугою (позиція 4 та 5) та/або довжині Н силових елеменстику силових елементів кожного з панельних притів (позиція 6 та 7), шириною hi, що не менше ніж строїв із зазначеними зовнішніми панелями цих на 10% перевищує відстань b (див. Фіг.6) між зовпристроїв, на Фіг.14-15 показані схеми нанесення нішніми гранями (позиція 11) силових елементів на поверхню зовнішньої панелі кожного з панель(позиція 6 та 7) різних панельних пристроїв (позиних пристроїв клейової сполуки, на Фіг.16-17 покація 1) з урахуванням ширини d полиць (позиція 9 зані схеми розміщення додаткової панелі уздовж та 10) та технологічної відстані 5 між їх торцями додаткового силового елемента та симетрично (див. Фіг.4). його поздовжньої оси із щільним приляганням до Продовжують технологічний процес, що поповерхні зовнішньої панелі кожного з панельних кладений в основу способу стикування панельних пристроїв, на Фіг.18-19 показані схеми кріплення пристроїв для систем обігріву стель, стін або піддодаткової панелі до додаткового силового елелог тим, що розташовують панельні пристрої (помента та зовнішніх панелей обох панельних призиція 1) так, щоб площини Q1 та Q2 зовнішніх пастроїв в см узі стику силових елементів кожного з нелей (відповідно, позиція 4 та позиція 5) одного панельних пристроїв із зазначеними зовнішніми пристрою знаходились у одній площині Q1 та Q2 із панелями цих пристроїв за допомогою елементів відповідними зовнішніми панелями (позиція 4 та 5) кріплення. другого пристрою (позиція 1), при цьому зовнішню Спосіб стикування панельних пристроїв для панель (позиція 4) одного панельного пристрою систем обігріву стель, стін або підлог, який заяв(позиція 1), яка має торцеві частини (полиці 9 та ляється, реалізується наступним чином. 10), виступаючі за площину W свого силового Попередньо підготовляють панельні пристрої елемента (позиція 6 та 7), розміщують у площині (позиція 1), що містять з'єднані між собою за доQ1 аналогічної зовнішньої панелі (позиція 4) іншого помогою клейової сполуки (позиція 3) та елементів панельного пристрою (позиція 1) (див. схему на кріплення (позиція 3) дві зовнішні панелі (позиція 4 Фіг.5), а зазначені площини Q1 цих пристроїв (пота 5), що виконані з фанери, та два силових елезиція 1) розміщують у площині Q (див. схему на мента (позиція 6 та 7), що виконані з дерева, і наФіг.5). Причому торцеві частини (позиція 15) зовповнювач (позиція 8), що виконаний з пінопласту нішніх панелей (позиція 4), виступаючі за площину чи з аналогічних за властивостями теплоізоляційW силового елемента (позиція 6 та 7) різних панених матеріалів, при цьому зазначені панельні прильних пристроїв (позиція 1), розміщують між собою строї (позиція 1) конструктивно виконують такими, із зазором (технологічною відстанню d між їх торщо мають тільки дві полиці (позиція 9 і 10), які є цями 15) не більше 1...2 мм (див. схеми на Фіг.5 та продовженням торцевих частин однієї із зовнішніх Фіг.6). панелей (позиція 4), що виступають за зовнішню Далі контролюють розміщення площин Q1 зовгрань (позиція 11) силового елемента (позиція 6 та нішніх панелей (позиція 4) одного пристрою (пози 9 37907 10 ція 1) в одній площині Q1 із відповідними зовнішні(позиція 13) та симетрично його поздовжньої оси із ми панелями (позиція 4) другого пристрою (позиція щільним приляганням до поверхні зовнішньої па1) та в площині Q (див. схему на Фіг.6).. нелі (позиція 5) кожного з панельних пристроїв Після цього наносять на внутрішні поверхні (позиція 1) (див. схеми на Фіг.16-17). полиць (позиція 9 та 10) та на зовнішні грані (позиПродовжують технологічний процес, що поція 11) силових елементів (позиція 6 та 7) кожного кладений в основу способу стикування панельних з панельних пристрів (позиція 1) клейову сполуку пристроїв для систем обігріву стель, стін або під2, наприклад, за допомогою пензлика 16 (див. лог тим, що з'єднують між собою панельні присхеми на Фіг.7-8). строї (позиція 1) з утворенням єдиної жорсткої Далі вставляють у простір (позиція b) між сиконструкції, при цьому здійснюють заходи щодо ловими елементами (позиція 6 та 7) різних панекріплення додаткової панелі (позиція 14) до додатльних пристроїв (позиція 1) додатковий силовий кового силового елемента (позиція 13) та зовнішелемент (позиція 13), при цьому додатковий силоніх панелей (позиція 5) обох панельних пристроїв вий елемент (позиція 13) вставляють у простір (позиція 1) в смузі стику силових елементів (пози(позиція b) між силовими елементами (позиція 6 та ція 6 та 7) кожного з панельних пристроїв (позиція 7) різних панельних пристроїв (позиція 1) із щіль1) із зазначеними зовнішніми панелями (позиція 5) ним приляганням до внутрішніх поверхонь полиць цих пристроїв, причому кріплення додаткової па(позиція 9 та 10) та зовнішніх граней (позиція 11) нелі (позиція 14) здійснюють за допомогою елемесилових елементів (позиція 6 та 7) кожного з панентів кріплення (позиція 3), наприклад, за допомольних пристрів (позиція 1) (див. схеми на Фіг.9-10). гою шурупів чи саморізів (див. схему на Фіг.18 та Продовжують технологічний процес, що посхему на Фіг.19). кладений в основу способу стикування панельних Закінчують те хнологічний процес, що поклапристроїв для систем обігріву стель, стін або піддений в основу способу стикування панельних лог тим, що позначають на додатковій панелі (попристроїв для систем обігріву стель, стін або підзиція 14) зону для елементів кріплення (позиція 3), лог тим, що здійснюють заходи щодо шпаклюванщо співпадає зі смугою стику силових елементів ня стику (технологічної відстані 5) між торцями 15 (позиція 6 та 7) кожного з панельних пристроїв зовнішніх панелей (позиція 4) обох панельних при(позиція 1) із зазначеними зовнішніми панелями строїв (позиція 1) (на Фіг.2-19 - не показано). (позиція 4 та 5) цих пристроїв (на Фіг.2-19 - не поУ застикованому виді панельні пристрої (позиказано). ція 1) для систем обігріву стель, стін або підлог По закінченню зазначеної технологічної опепредставляють собою швидкозбірну полегшену рації прикладають додаткову панель (позиція 14) будівельну конструкцію підвищеної міцності на уздовж додаткового силового елемента (позиція 6 вигін. та 7) та симетрично його поздовжньої оси (див. Підвищення ефективності застосування спосхему на Фіг.11) і позначають на зовнішніх панелях собу стикування панельних пристроїв для систем (позиція 5) обох панельних пристрів (позиція 1) обігріву стель, стін або підлог, який заявляється, у границі (позиція 17) розташування бічних торцевих порівнянні з прототипом, досягається за рахунок частин (позиція 18) додаткової панелі (позиція 6 та введення в технологічний процес нових технологі7) (див. схеми на Фіг.12-13). чних операцій, які дозволять підвищити міцність Далі наносять на поверхню зовнішньої панелі з'єднання між собою двох та більше зазначених (позиція 5) кожного з панельних пристроїв (позиція панельних пристроїв з утворенням швидкозбірної 1) клейову сполуку (позиція 2), при цьому зазначеполегшеної будівельної конструкції підвищеної ну клейову сполук у (позиція 2) наносять в межах міцності на вигін, а саме, в площині стикування визначених границь (позиція 17) габаритів додатзазначених окремих панельних пристроїв кової панелі (позиція 14), наприклад, за допомогою Джерела інформації пензлика 16 (див. схему на Фіг.14 та схему на 1. Авторське свідоцтво СРСР № 1330279 від Фіг.15). 1986р., МПК 8 Е 04 В 1/38, 1/60 - аналог. Після цього розміщують додаткову панель (по2. Патент України № 50819 «Спосіб зведення обозиція 14) уздовж додаткового силового елемента лонки», МПК 8 Е 04 G 11/04 - прототип. 11 37907 12 13 37907 14 15 37907 16 17 37907 18 19 Комп’ютерна в ерстка Г. Паяльніков 37907 Підписне 20 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for joining panel devices for systems for heating walls, ceilings or floors
Автори англійськоюDemianenko Andrii Vasyliovych, Bondarenko Yaroslav Borysovych, Shevchenko Yurii Pavlovych, Volha Volodymyr Semenovych
Назва патенту російськоюСпособ стыковки панельных устройств для систем обогрева стен, потолков или полов
Автори російськоюДемьяненко Андрей Васильевич, Бондаренко Ярослав Борисович, Шевченко Юрий Павлович, Волга Владимир Семенович
МПК / Мітки
МПК: F24D 3/12, E04C 2/54, E04C 2/00, E04F 21/18
Мітки: стін, підлог, обігріву, стель, систем, пристроїв, спосіб, стикування, панельних
Код посилання
<a href="https://ua.patents.su/10-37907-sposib-stikuvannya-panelnikh-pristrov-dlya-sistem-obigrivu-stel-stin-abo-pidlog.html" target="_blank" rel="follow" title="База патентів України">Спосіб стикування панельних пристроїв для систем обігріву стель, стін або підлог</a>
Облицювальна панель для підлог, стін і стель
Номер патенту: 83296
Опубліковано: 25.06.2008
Автор: Кнаузедер Франц
МПК: F16B 5/00, E04F 15/02, E04F 15/04
Мітки: підлог, стель, панель, облицювальна, стін
Формула / Реферат:
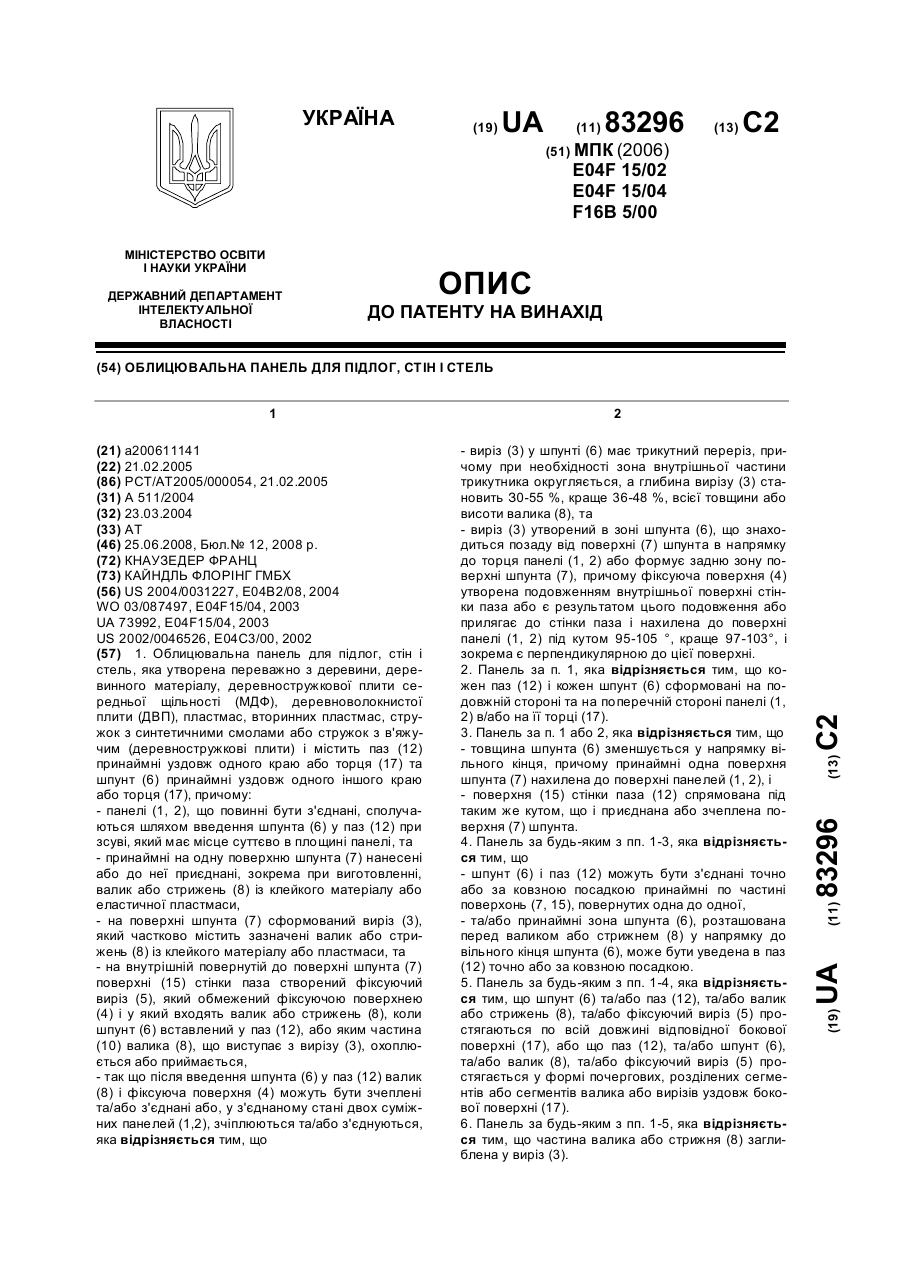
1. Облицювальна панель для підлог, стін і стель, яка утворена переважно з деревини, деревинного матеріалу, деревностружкової плити середньої щільності (МДФ), деревноволокнистої плити (ДВП), пластмас, вторинних пластмас, стружок з синтетичними смолами або стружок з в'яжучим (деревностружкові плити) і містить паз (12) принаймні уздовж одного краю або торця (17) та шпунт (6) принаймні уздовж одного іншого краю або торця (17), причому:...
Установка для комбінованого обігріву підлог виробничих приміщень і споруд

Номер патенту: 54011
Опубліковано: 17.02.2003
Автори: Романченко Микола Анастасійович, Лиманський Сергій Анатолійович, Мазоренко Дмитро Іванович, Румянцев Олексій Олексійович
МПК: A01K 1/015
Мітки: обігріву, установка, комбінованого, споруд, виробничих, підлог, приміщень
Формула / Реферат:
1. Установка для комбінованого обігріву підлог виробничих приміщень і споруд, що містить традиційне джерело живлення, енергія якого підведена на вхідні затискачі щита керування електрообігрівним пристроєм, що складається з траншеї, виконаної в ґрунті підлоги з вхідним і вихідним монтажними колодязями на торцях, термоакумулюючого наповнювача траншеї з розміщеними в ньому трубчастими електронагрівниками, усередині яких закріплені...
Система підвісних стель та фасадів
Номер патенту: 1923
Опубліковано: 15.07.2003
Автор: Продайко Світлана Андріївна
Мітки: система, фасадів, підвісних, стель
Формула / Реферат:
1. Система підвісних стель та фасадів, що містить основні та проміжні панелі, торцеві та несучі елементи, елементи підвішування, яка відрізняється тим, що основну панель виконано у вигляді листового С-подібного вигнутого металевого профілю, на поздовжніх краях якого виконані згини криволінійної конфігурації для стикувального з'єднання з іншими панелями, проміжну панель, розміщену між основними панелями, виконано у вигляді листового металевого...
Спосіб зведення зовнішніх стін житлових багатоповерхових каркасних будівель
Номер патенту: 67677
Опубліковано: 15.06.2004
Автор: Гордієнко Сергій Миколайович
МПК: E04B 2/00
Мітки: каркасних, будівель, спосіб, багатоповерхових, стін, зведення, зовнішніх, житлових
Формула / Реферат:
Спосіб зведення зовнішніх стін житлових багатоповерхових каркасних будівель, який включає попередній монтаж з уніфікованими габаритними параметрами у координаційних осях, прольотом, кроком, висотою поверху, та подальше зведення цегельних стін з кріпленням їх до елементів каркаса, який відрізняється тим, що з цегельної кладки зводять обрамки із зовнішніми стінками з утворенням порожнин, відповідних до уніфікованих габаритних розмірів збірних...
Віброверстат для оздоблювально-зачищувальної обробки великогабаритних панельних виробів
Номер патенту: 9796
Опубліковано: 17.10.2005
Автор: Міцик Андрій Володимирович
МПК: B24B 31/00
Мітки: виробів, оздоблювально-зачищувальної, великогабаритних, обробки, віброверстат, панельних
Формула / Реферат:
1. Віброверстат для оздоблювально-зачищувальної обробки великогабаритних панельних виробів, що містить пружно встановлений на основі U-подібний в площині коливань контейнер, жорстко з'єднаний з блоком віброзбудження, який відрізняється тим, що U-подібний контейнер віброверстата оснащений жорстко з'єднаним з ним дефлектором, переріз якого в площині коливань виконаний у вигляді еліпса з розташованою вертикально більшою віссю, відношення якої до...
Попередній патент: Спосіб одержання поліуретанової композиції для захисного покриття
Наступний патент: Спосіб діагностики метастазів раку щитоподібної залози
Випадковий патент: Спосіб виготовлення металевої штаби за допомогою безперервного розливу і прокатки