Спосіб термічної обробки рейок
Номер патенту: 3888
Опубліковано: 27.12.1994
Автори: Сапожков Валерій Євгенович, Тихонюк Леонід Сергійович, Нестеров Дмитро Кузьмич, Шевченко Олександр Іванович, Сахно Валерій Олександрович, Левченко Микола Пилипович
Формула / Реферат
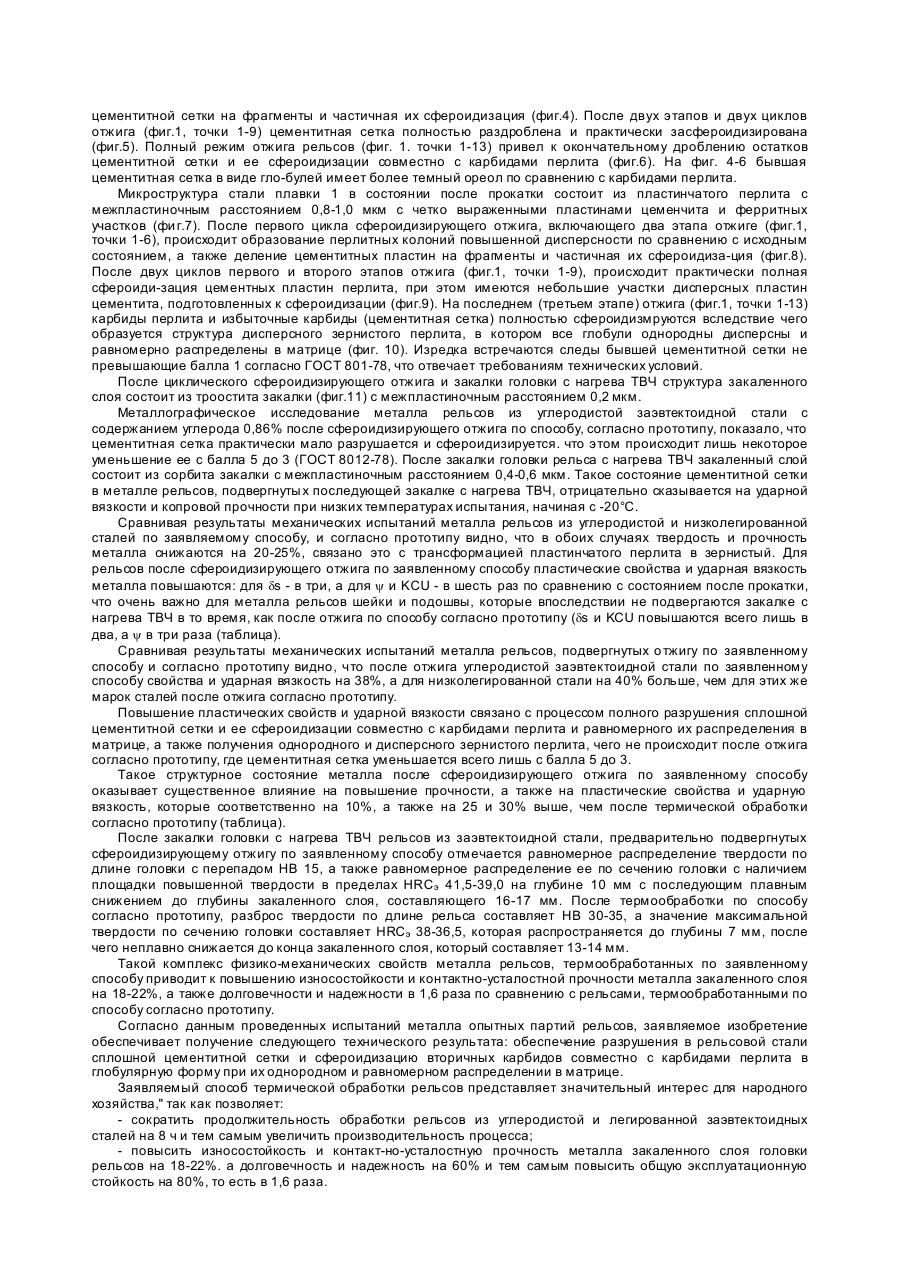
1. Способ термической обработки рельсов, включающий сфероидизирующий отжиг в три этапа, поверхностную закалку головки ТВЧ и самоотпуск, отличающийся тем, что на первом этапе сфероидизирующего отжига проводят нагрев до 200-300°C и выдержку в течение 1-3 часов, на втором этапе осуществляют 1-3 цикла нагрева со скоростью 50-100°C/ч до 740-780°C с выдержкой 1-3 часа и последующим охлаждением со скоростью 1-6°C до 520-420°C, на третьем этапе ведут нагрев до 650-700°С с выдержкой при данной температуре в течение 2-4 часов, последующим охлаждением со скоростью 25-50°С/ч до 620-540°С и окончательным охлаждением на воздухе, нагрев под поверхностную закалку осуществляют до 870-990°С, а последующее охлаждение, ведут со скоростью 7-26°С/ч в интервале 720-460°С.
2. Способ поп.1, отличающийся тем, что при содержании углерода в рельсовой стали 0,82-0,85 мас.% второй этап сфероидизирующего отжига осуществляют в один цикл, при содержании 0,86-0,92% в два цикла, при содержании 0,93-0,98% в три цикла.
Текст
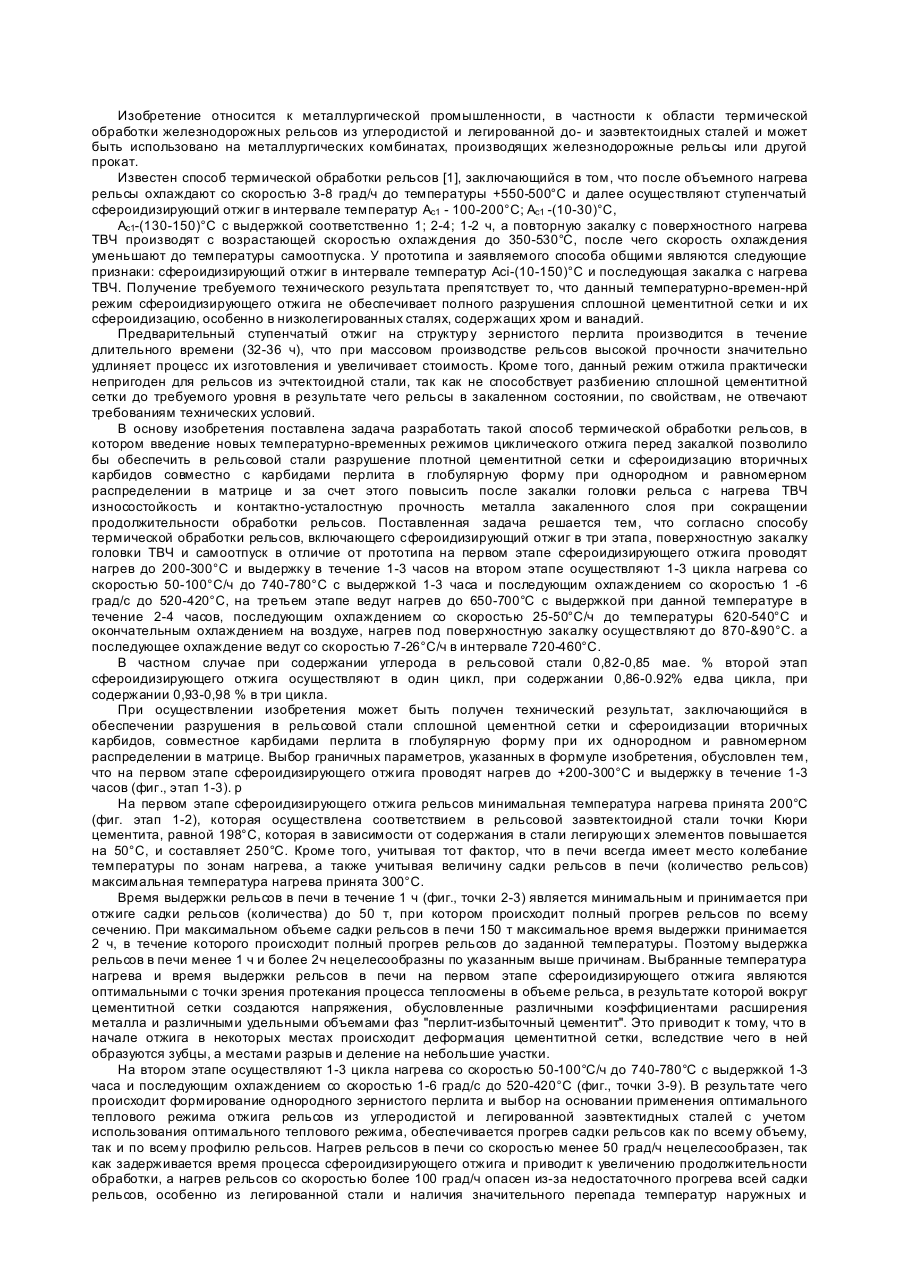
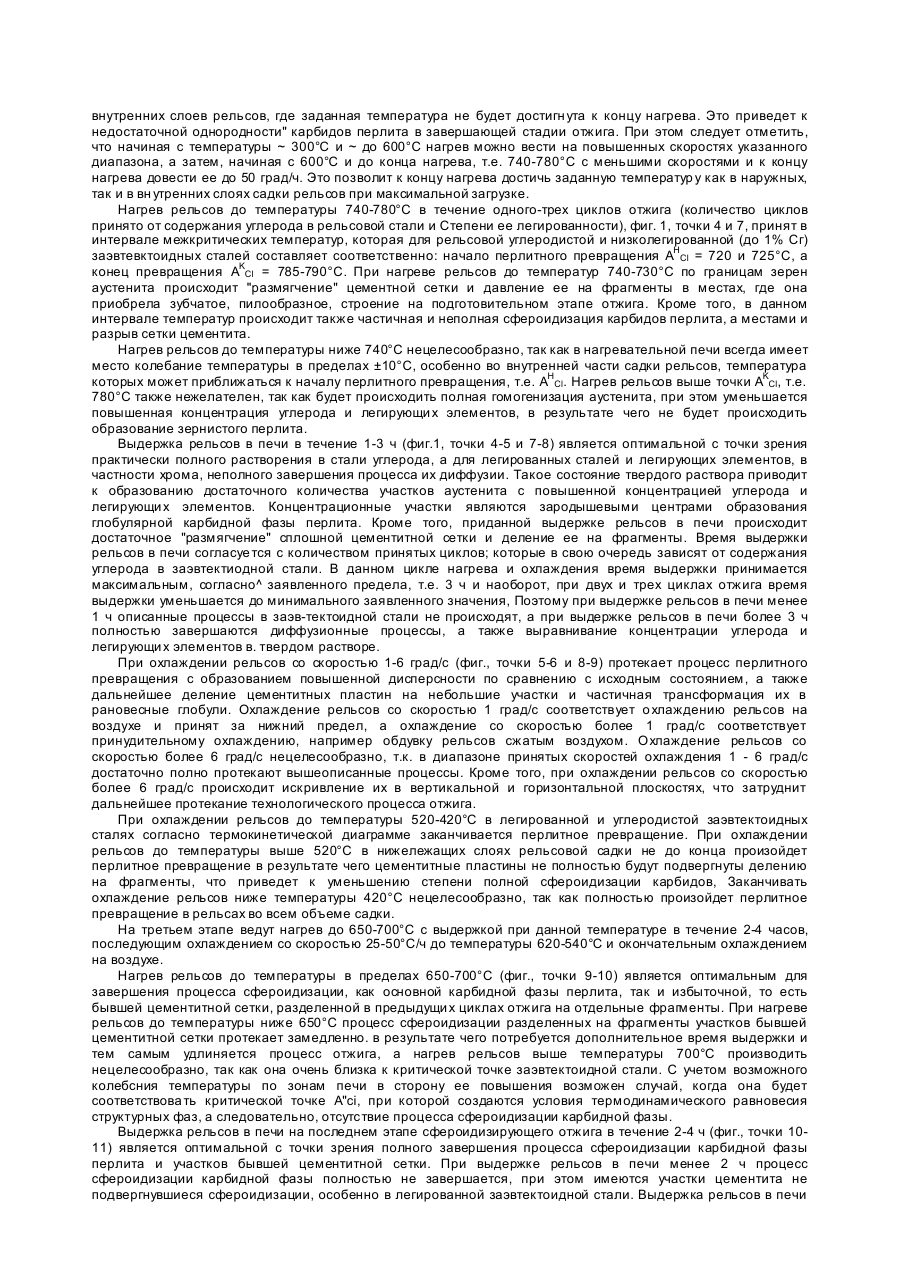
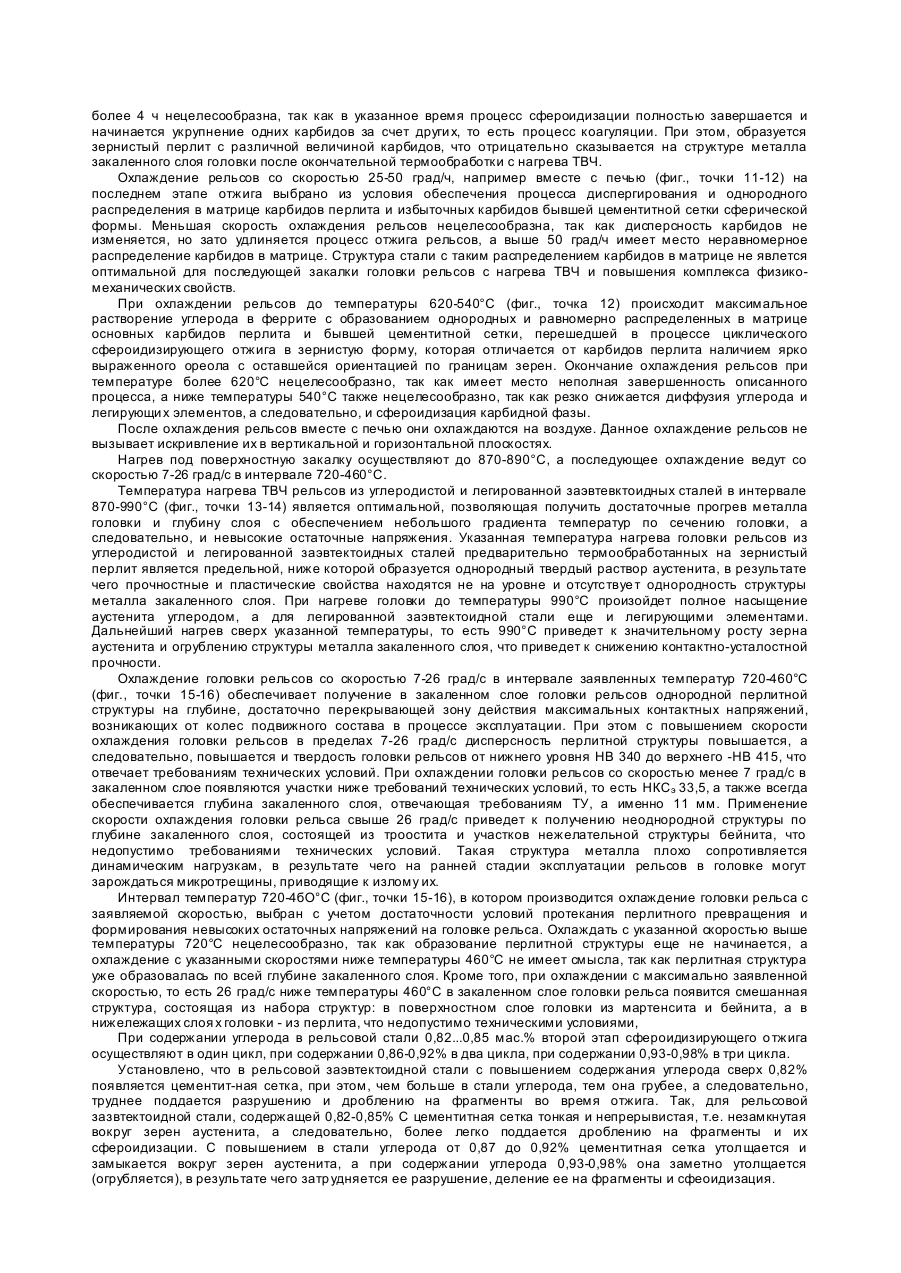
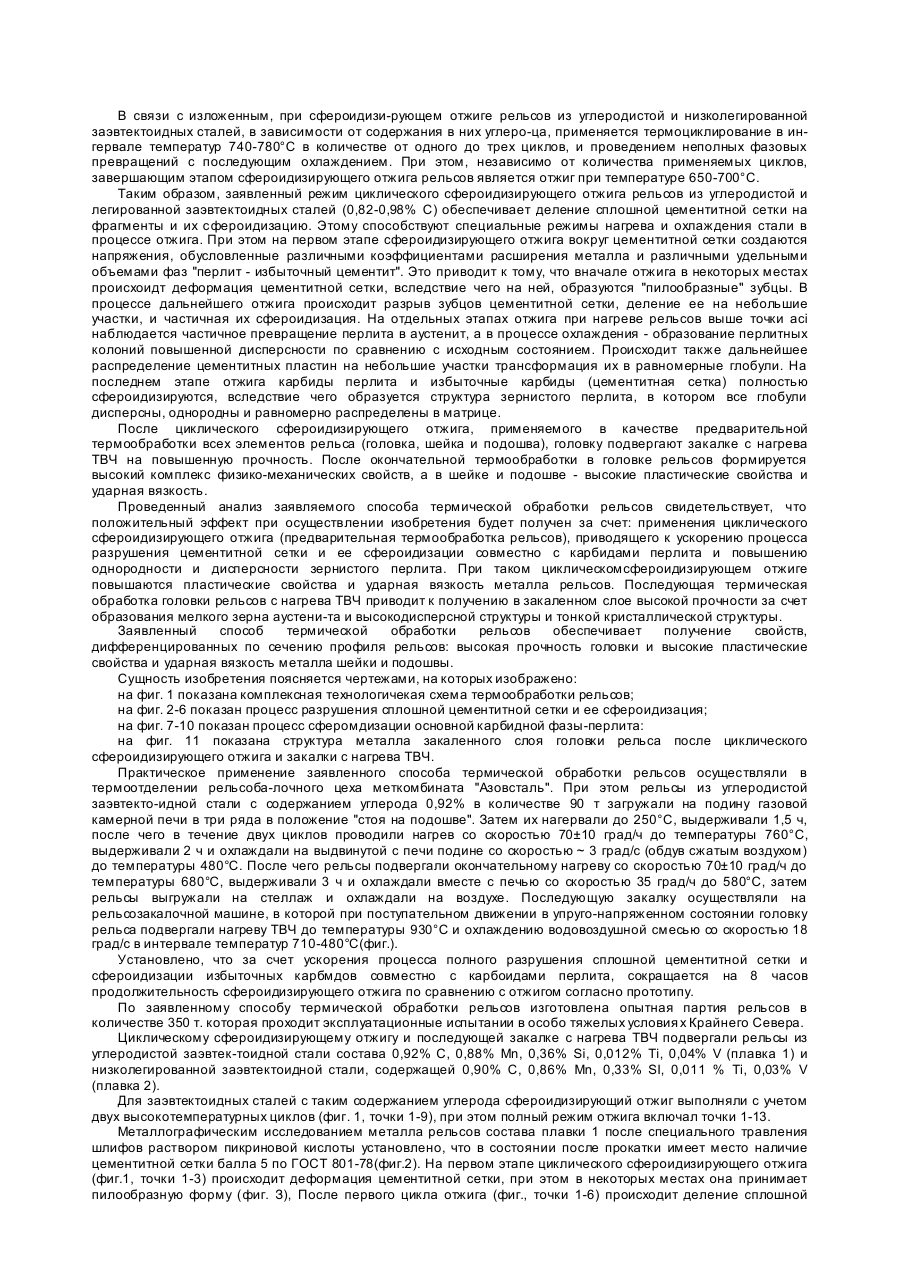
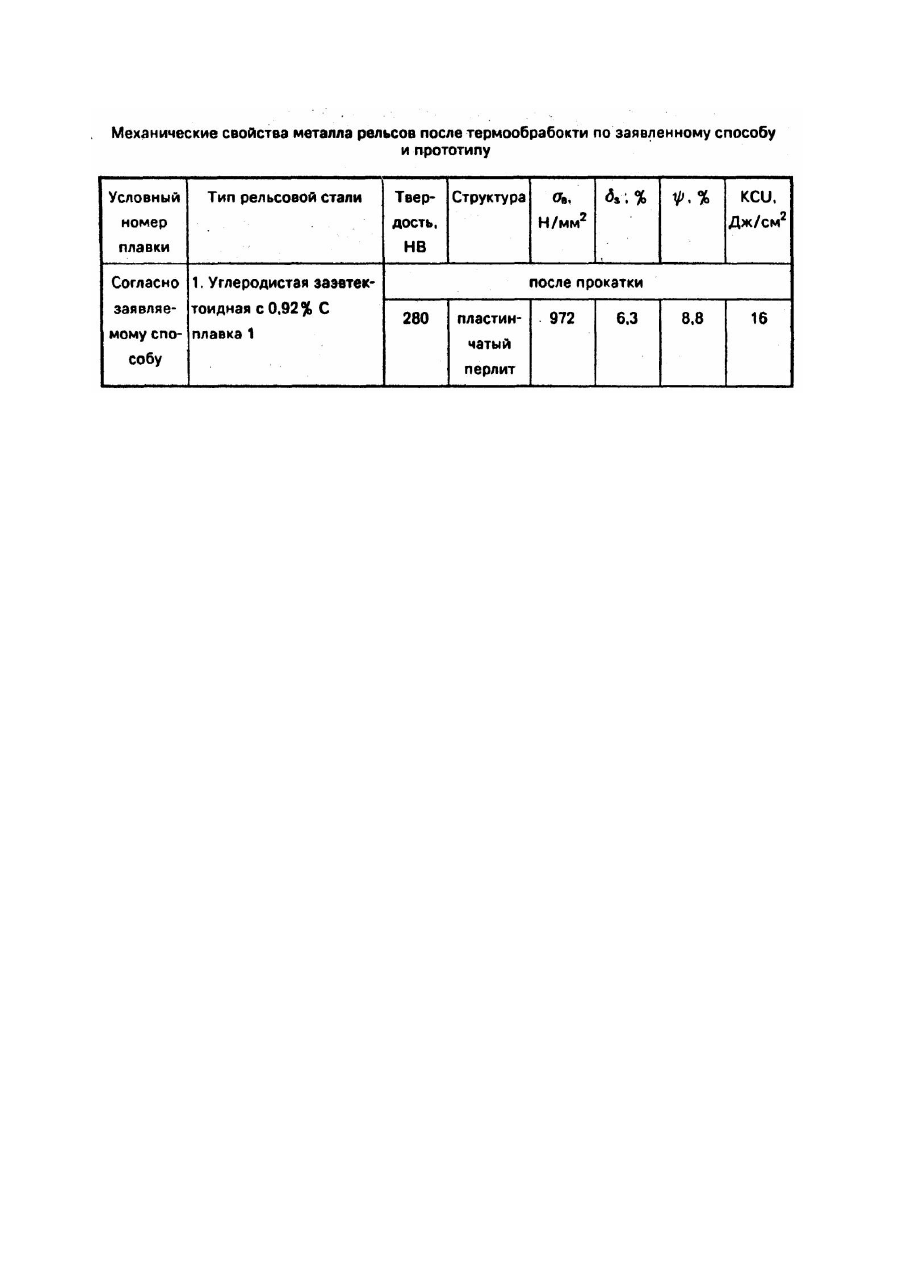
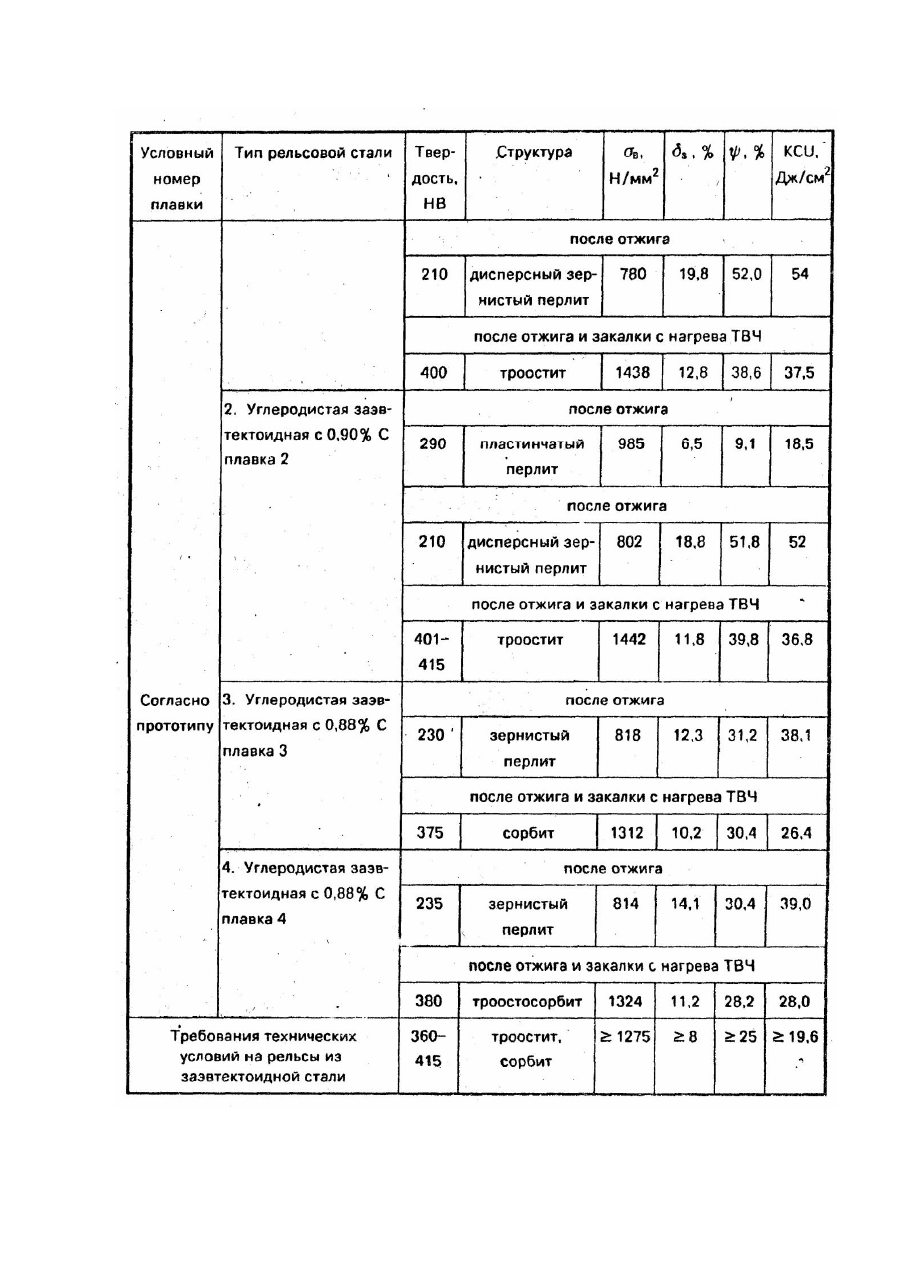
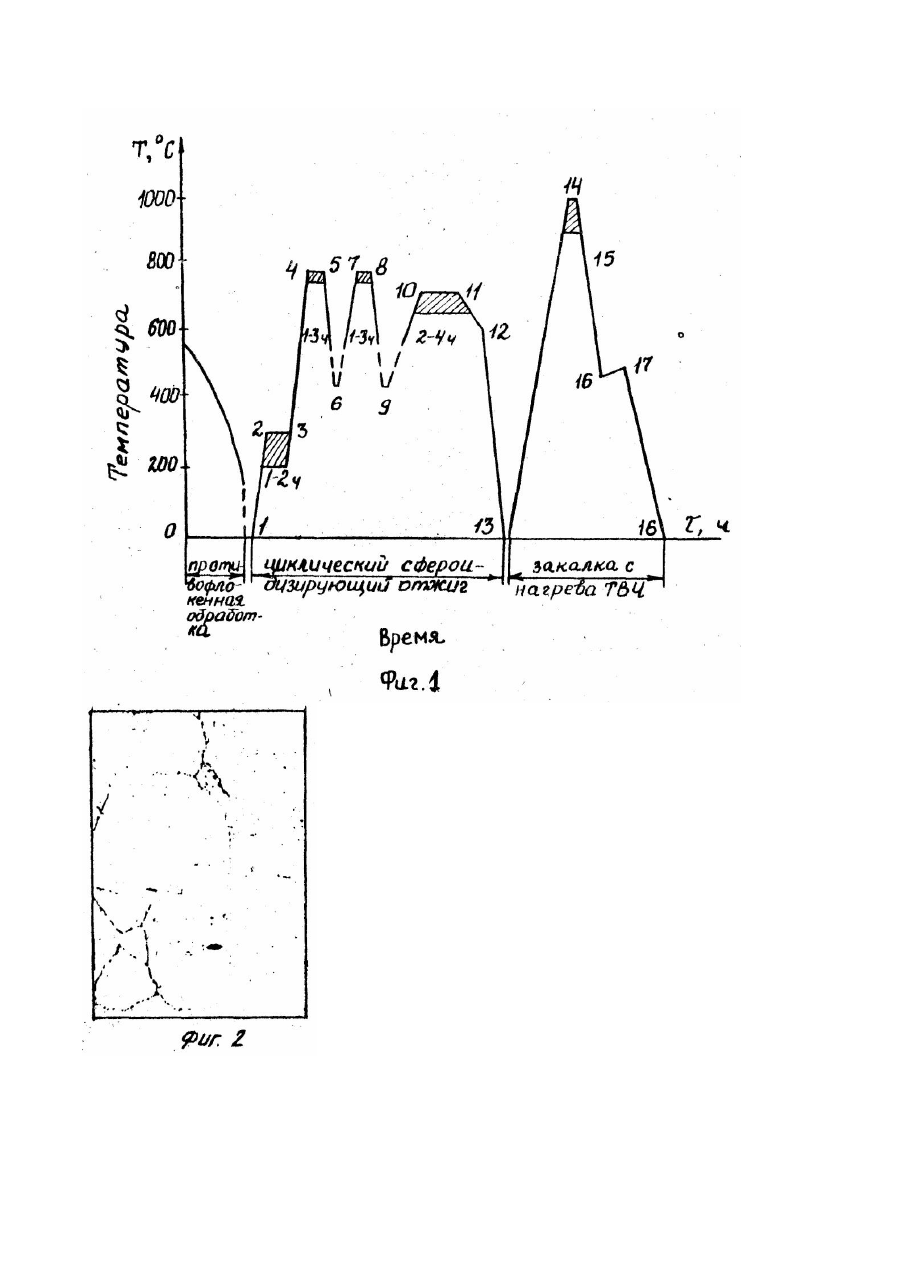
Изобретение относится к металлургической промышленности, в частности к области термической обработки железнодорожных рельсов из углеродистой и легированной до- и заэвтектоидных сталей и может быть использовано на металлургических комбинатах, производящих железнодорожные рельсы или другой прокат. Известен способ термической обработки рельсов [1], заключающийся в том, что после объемного нагрева рельсы охлаждают со скоростью 3-8 град/ч до температуры +550-500°C и далее осуществляют ступенчатый сфероидизирующий отжиг в интервале температур Ас1 - 100-200°C; Ac1 -(10-30)°C, Ас1-(130-150)°C с выдержкой соответственно 1; 2-4; 1-2 ч, а повторную закалку с поверхностного нагрева ТВЧ производят с возрастающей скоростью охлаждения до 350-530°C, после чего скорость охлаждения уменьшают до температуры самоотпуска. У прототипа и заявляемого способа общими являются следующие признаки: сфероидизирующий отжиг в интервале температур Aci-(10-150)°C и последующая закалка с нагрева ТВЧ. Получение требуемого технического результата препятствует то, что данный температурно-времен-нрй режим сфероидизирующего отжига не обеспечивает полного разрушения сплошной цементитной сетки и их сфероидизацию, особенно в низколегированных сталях, содержащих хром и ванадий. Предварительный ступенчатый отжиг на структур у зернистого перлита производится в течение длительного времени (32-36 ч), что при массовом производстве рельсов высокой прочности значительно удлиняет процесс их изготовления и увеличивает стоимость. Кроме того, данный режим отжила практически непригоден для рельсов из эчтектоидной стали, так как не способствует разбиению сплошной цементитной сетки до требуемого уровня в результате чего рельсы в закаленном состоянии, по свойствам, не отвечают требованиям технических условий. В основу изобретения поставлена задача разработать такой способ термической обработки рельсов, в котором введение новых температурно-временных режимов циклического отжига перед закалкой позволило бы обеспечить в рельсовой стали разрушение плотной цементитной сетки и сфероидизацию вторичных карбидов совместно с карбидами перлита в глобулярную форму при однородном и равномерном распределении в матрице и за счет этого повысить после закалки головки рельса с нагрева ТВЧ износостойкость и контактно-усталостную прочность металла закаленного слоя при сокращении продолжительности обработки рельсов. Поставленная задача решается тем, что согласно способу термической обработки рельсов, включающего сфероидизирующий отжиг в три этапа, поверхностную закалку головки ТВЧ и самоотпуск в отличие от прототипа на первом этапе сфероидизирующего отжига проводят нагрев до 200-300°C и выдержку в течение 1-3 часов на втором этапе осуществляют 1-3 цикла нагрева со скоростью 50-100°C/ч до 740-780°C с выдержкой 1-3 часа и последующим охлаждением со скоростью 1 -6 град/с до 520-420°C, на третьем этапе ведут нагрев до 650-700°C с выдержкой при данной температуре в течение 2-4 часов, последующим охлаждением со скоростью 25-50°C/ч до температуры 620-540°C и окончательным охлаждением на воздухе, нагрев под поверхностную закалку осуществляют до 870-&90°C. а последующее охлаждение ведут со скоростью 7-26°C/ч в интервале 720-460°C. В частном случае при содержании углерода в рельсовой стали 0,82-0,85 мае. % второй этап сфероидизирующего отжига осуществляют в один цикл, при содержании 0,86-0.92% едва цикла, при содержании 0,93-0,98 % в три цикла. При осуществлении изобретения может быть получен технический результат, заключающийся в обеспечении разрушения в рельсовой стали сплошной цементной сетки и сфероидизации вторичных карбидов, совместное карбидами перлита в глобулярную форму при их однородном и равномерном распределении в матрице. Выбор граничных параметров, указанных в формуле изобретения, обусловлен тем, что на первом этапе сфероидизирующего отжига проводят нагрев до +200-300°C и выдержку в течение 1-3 часов (фиг., этап 1-3). р На первом этапе сфероидизирующего отжига рельсов минимальная температура нагрева принята 200°C (фиг. этап 1-2), которая осуществлена соответствием в рельсовой заэвтектоидной стали точки Кюри цементита, равной 198°C, которая в зависимости от содержания в стали легирующи х элементов повышается на 50°C, и составляет 250°C. Кроме того, учитывая тот фактор, что в печи всегда имеет место колебание температуры по зонам нагрева, а также учитывая величину садки рельсов в печи (количество рельсов) максимальная температура нагрева принята 300°C. Время выдержки рельсов в печи в течение 1 ч (фиг., точки 2-3) является минимальным и принимается при отжиге садки рельсов (количества) до 50 т, при котором происходит полный прогрев рельсов по всему сечению. При максимальном объеме садки рельсов в печи 150 т максимальное время выдержки принимается 2 ч, в течение которого происходит полный прогрев рельсов до заданной температуры. Поэтому выдержка рельсов в печи менее 1 ч и более 2ч нецелесообразны по указанным выше причинам. Выбранные температура нагрева и время выдержки рельсов в печи на первом этапе сфероидизирующего отжига являются оптимальными с точки зрения протекания процесса теплосмены в объеме рельса, в результате которой вокруг цементитной сетки создаются напряжения, обусловленные различными коэффициентами расширения металла и различными удельными объемами фаз "перлит-избыточный цементит". Это приводит к тому, что в начале отжига в некоторых местах происходит деформация цементитной сетки, вследствие чего в ней образуются зубцы, а местами разрыв и деление на небольшие участки. На втором этапе осуществляют 1-3 цикла нагрева со скоростью 50-100°C/ч до 740-780°C с выдержкой 1-3 часа и последующим охлаждением со скоростью 1-6 град/с до 520-420°C (фиг., точки 3-9). В результате чего происходит формирование однородного зернистого перлита и выбор на основании применения оптимального теплового режима отжига рельсов из углеродистой и легированной заэвтектидных сталей с учетом использования оптимального теплового режима, обеспечивается прогрев садки рельсов как по всему объему, так и по всему профилю рельсов. Нагрев рельсов в печи со скоростью менее 50 град/ч нецелесообразен, так как задерживается время процесса сфероидизирующего отжига и приводит к увеличению продолжительности обработки, а нагрев рельсов со скоростью более 100 град/ч опасен из-за недостаточного прогрева всей садки рельсов, особенно из легированной стали и наличия значительного перепада температур наружных и внутренних слоев рельсов, где заданная температура не будет достигн ута к концу нагрева. Это приведет к недостаточной однородности" карбидов перлита в завершающей стадии отжига. При этом следует отметить, что начиная с температуры ~ 300°C и ~ до 600°C нагрев можно вести на повышенных скоростях указанного диапазона, а затем, начиная с 600°C и до конца нагрева, т.е. 740-780°C с меньшими скоростями и к концу нагрева довести ее до 50 град/ч. Это позволит к концу нагрева достичь заданную температур у как в наружных, так и в вн утренних слоях садки рельсов при максимальной загрузке. Нагрев рельсов до температуры 740-780°C в течение одного-трех циклов отжига (количество циклов принято от содержания углерода в рельсовой стали и Степени ее легированности), фиг. 1, точки 4 и 7, принят в интервале межкритических температур, которая для рельсовой углеродистой и низколегированной (до 1% Сг) заэвтевктоидных сталей составляет соответственно: начало перлитного превращения AHCl = 720 и 725°C, а конец превращения AKCl = 785-790°C. При нагреве рельсов до температур 740-730°C по границам зерен аустенита происходит "размягчение" цементной сетки и давление ее на фрагменты в местах, где она приобрела зубчатое, пилообразное, строение на подготовительном этапе отжига. Кроме того, в данном интервале температур происходит также частичная и неполная сфероидизация карбидов перлита, а местами и разрыв сетки цементита. Нагрев рельсов до температуры ниже 740°C нецелесообразно, так как в нагревательной печи всегда имеет место колебание температуры в пределах ±10°C, особенно во внутренней части садки рельсов, температура которых может приближаться к началу перлитного превращения, т.е. AHCl. Нагрев рельсов выше точки AKCl, т.е. 780°C также нежелателен, так как будет происходить полная гомогенизация аустенита, при этом уменьшается повышенная концентрация углерода и легирующи х элементов, в результате чего не будет происходить образование зернистого перлита. Выдержка рельсов в печи в течение 1-3 ч (фиг.1, точки 4-5 и 7-8) является оптимальной с точки зрения практически полного растворения в стали углерода, а для легированных сталей и легирующих элементов, в частности хрома, неполного завершения процесса их диффузии. Такое состояние твердого раствора приводит к образованию достаточного количества участков аустенита с повышенной концентрацией углерода и легирующи х элементов. Концентрационные участки являются зародышевыми центрами образования глобулярной карбидной фазы перлита. Кроме того, приданной выдержке рельсов в печи происходит достаточное "размягчение" сплошной цементитной сетки и деление ее на фрагменты. Время выдержки рельсов в печи согласуе тся с количеством принятых циклов; которые в свою очередь зависят от содержания углерода в заэвтектиодной стали. В данном цикле нагрева и охлаждения время выдержки принимается максимальным, согласно^ заявленного предела, т.е. 3 ч и наоборот, при двух и трех циклах отжига время выдержки уменьшается до минимального заявленного значения, Поэтому при выдержке рельсов в печи менее 1 ч описанные процессы в заэв-тектоидной стали не происходят, а при выдержке рельсов в печи более 3 ч полностью завершаются диффузионные процессы, а также выравнивание концентрации углерода и легирующи х элементов в. твердом растворе. При охлаждении рельсов со скоростью 1-6 град/с (фиг., точки 5-6 и 8-9) протекает процесс перлитного превращения с образованием повышенной дисперсности по сравнению с исходным состоянием, а также дальнейшее деление цементитных пластин на небольшие участки и частичная трансформация их в рановесные глобули. Охлаждение рельсов со скоростью 1 град/с соответствует о хлаждению рельсов на воздухе и принят за нижний предел, а охлаждение со скоростью более 1 град/с соответствует принудительному охлаждению, например обдувку рельсов сжатым воздухом. Охлаждение рельсов со скоростью более 6 град/с нецелесообразно, т.к. в диапазоне принятых скоростей охлаждения 1 - 6 град/с достаточно полно протекают вышеописанные процессы. Кроме того, при охлаждении рельсов со скоростью более 6 град/с происходит искривление их в вертикальной и горизонтальной плоскостях, что затруднит дальнейшее протекание технологического процесса отжига. При охлаждении рельсов до температуры 520-420°C в легированной и углеродистой заэвтектоидных сталях согласно термокинетической диаграмме заканчивается перлитное превращение. При охлаждении рельсов до температуры выше 520°C в нижележащих слоях рельсовой садки не до конца произойдет перлитное превращение в результате чего цементитные пластины не полностью будут подвергнуты делению на фрагменты, что приведет к уменьшению степени полной сфероидизации карбидов, Заканчивать охлаждение рельсов ниже температуры 420°C нецелесообразно, так как полностью произойдет перлитное превращение в рельсах во всем объеме садки. На третьем этапе ведут нагрев до 650-700°C с выдержкой при данной температуре в течение 2-4 часов, последующим охлаждением со скоростью 25-50°C/ч до температуры 620-540°C и окончательным охлаждением на воздухе. Нагрев рельсов до температуры в пределах 650-700°C (фиг., точки 9-10) является оптимальным для завершения процесса сфероидизации, как основной карбидной фазы перлита, так и избыточной, то есть бывшей цементитной сетки, разделенной в предыдущи х циклах отжига на отдельные фрагменты. При нагреве рельсов до температуры ниже 650°C процесс сфероидизации разделенных на фрагменты участков бывшей цементитной сетки протекает замедленно. в результате чего потребуется дополнительное время выдержки и тем самым удлиняется процесс отжига, а нагрев рельсов выше температуры 700°C производить нецелесообразно, так как она очень близка к критической точке заэвтектоидной стали. С учетом возможного колебсния температуры по зонам печи в сторону ее повышения возможен случай, когда она будет соответствова ть критической точке A"ci, при которой создаются условия термодинамического равновесия структурных фаз, а следовательно, отсутствие процесса сфероидизации карбидной фазы. Выдержка рельсов в печи на последнем этапе сфероидизирующего отжига в течение 2-4 ч (фиг., точки 1011) является оптимальной с точки зрения полного завершения процесса сфероидизации карбидной фазы перлита и участков бывшей цементитной сетки. При выдержке рельсов в печи менее 2 ч процесс сфероидизации карбидной фазы полностью не завершается, при этом имеются участки цементита не подвергнувшиеся сфероидизации, особенно в легированной заэвтектоидной стали. Выдержка рельсов в печи более 4 ч нецелесообразна, так как в указанное время процесс сфероидизации полностью завершается и начинается укрупнение одних карбидов за счет други х, то есть процесс коагуляции. При этом, образуется зернистый перлит с различной величиной карбидов, что отрицательно сказывается на структуре металла закаленного слоя головки после окончательной термообработки с нагрева ТВЧ. Охлаждение рельсов со скоростью 25-50 град/ч, например вместе с печью (фиг., точки 11-12) на последнем этапе отжига выбрано из условия обеспечения процесса диспергирования и однородного распределения в матрице карбидов перлита и избыточных карбидов бывшей цементитной сетки сферической формы. Меньшая скорость охлаждения рельсов нецелесообразна, так как дисперсность карбидов не изменяется, но зато удлиняется процесс отжига рельсов, а выше 50 град/ч имеет место неравномерное распределение карбидов в матрице. Структура стали с таким распределением карбидов в матрице не явлется оптимальной для последующей закалки головки рельсов с нагрева ТВЧ и повышения комплекса физикомеханических свойств. При охлаждении рельсов до температуры 620-540°C (фиг., точка 12) происходит максимальное растворение углерода в феррите с образованием однородных и равномерно распределенных в матрице основных карбидов перлита и бывшей цементитной сетки, перешедшей в процессе циклического сфероидизирующего отжига в зернистую форму, которая отличается от карбидов перлита наличием ярко выраженного ореола с оставшейся ориентацией по границам зерен. Окончание охлаждения рельсов при температуре более 620°C нецелесообразно, так как имеет место неполная завершенность описанного процесса, а ниже температуры 540°C также нецелесообразно, так как резко снижается диффузия углерода и легирующи х элементов, а следовательно, и сфероидизация карбидной фазы. После охлаждения рельсов вместе с печью они охлаждаются на воздухе. Данное охлаждение рельсов не вызывает искривление их в вертикальной и горизонтальной плоскостях. Нагрев под поверхностную закалку осуществляют до 870-890°C, а последующее охлаждение ведут со скоростью 7-26 град/с в интервале 720-460°C. Температура нагрева ТВЧ рельсов из углеродистой и легированной заэвтевктоидных сталей в интервале 870-990°C (фиг., точки 13-14) является оптимальной, позволяющая получить достаточные прогрев металла головки и глубину слоя с обеспечением небольшого градиента температур по сечению головки, а следовательно, и невысокие остаточные напряжения. Указанная температура нагрева головки рельсов из углеродистой и легированной заэвтектоидных сталей предварительно термообработанных на зернистый перлит является предельной, ниже которой образуется однородный твердый раствор аустенита, в результате чего прочностные и пластические свойства находятся не на уровне и отсутствуе т однородность структуры металла закаленного слоя. При нагреве головки до температуры 990°C произойдет полное насыщение аустенита углеродом, а для легированной заэвтектоидной стали еще и легирующими элементами. Дальнейший нагрев сверх указанной температуры, то есть 990°C приведет к значительному росту зерна аустенита и огрублению структуры металла закаленного слоя, что приведет к снижению контактно-усталостной прочности. Охлаждение головки рельсов со скоростью 7-26 град/с в интервале заявленных температур 720-460°C (фиг., точки 15-16) обеспечивает получение в закаленном слое головки рельсов однородной перлитной структуры на глубине, достаточно перекрывающей зону действия максимальных контактных напряжений, возникающих от колес подвижного состава в процессе эксплуатации. При этом с повышением скорости охлаждения головки рельсов в пределах 7-26 град/с дисперсность перлитной структуры повышается, а следовательно, повышается и твердость головки рельсов от нижнего уровня НВ 340 до верхнего -НВ 415, что отвечает требованиям технических условий. При охлаждении головки рельсов со скоростью менее 7 град/с в закаленном слое появляются участки ниже требований технических условий, то есть НКС э 33,5, а также всегда обеспечивается глубина закаленного слоя, отвечающая требованиям ТУ, а именно 11 мм. Применение скорости охлаждения головки рельса свыше 26 град/с приведет к получению неоднородной структуры по глубине закаленного слоя, состоящей из троостита и участков нежелательной структуры бейнита, что недопустимо требованиями технических условий. Такая структура металла плохо сопротивляется динамическим нагрузкам, в результате чего на ранней стадии эксплуатации рельсов в головке могут зарождаться микротрещины, приводящие к излому их. Интервал температур 720-4бО°C (фиг., точки 15-16), в котором производится охлаждение головки рельса с заявляемой скоростью, выбран с учетом достаточности условий протекания перлитного превращения и формирования невысоких остаточных напряжений на головке рельса. Охлаждать с указанной скоростью выше температуры 720°C нецелесообразно, так как образование перлитной структуры еще не начинается, а охлаждение с указанными скоростями ниже температуры 460°C не имеет смысла, так как перлитная структура уже образовалась по всей глубине закаленного слоя. Кроме того, при охлаждении с максимально заявленной скоростью, то есть 26 град/с ниже температуры 460°C в закаленном слое головки рельса появится смешанная структура, состоящая из набора структур: в поверхностном слое головки из мартенсита и бейнита, а в нижележащих слоя х головки - из перлита, что недопустимо техническими условиями, При содержании углерода в рельсовой стали 0,82...0,85 мас.% второй этап сфероидизирующего о тжига осуществляют в один цикл, при содержании 0,86-0,92% в два цикла, при содержании 0,93-0,98% в три цикла. Установлено, что в рельсовой заэвтектоидной стали с повышением содержания углерода сверх 0,82% появляется цементит-ная сетка, при этом, чем больше в стали углерода, тем она грубее, а следовательно, труднее поддается разрушению и дроблению на фрагменты во время отжига. Так, для рельсовой зазвтектоидной стали, содержащей 0,82-0,85% C цементитная сетка тонкая и непрерывистая, т.е. незамкнутая вокруг зерен аустенита, а следовательно, более легко поддается дроблению на фрагменты и их сфероидизации. С повышением в стали углерода от 0,87 до 0,92% цементитная сетка утолщается и замыкается вокруг зерен аустенита, а при содержании углерода 0,93-0,98% она заметно утолщается (огрубляется), в результате чего затр удняется ее разрушение, деление ее на фрагменты и сфеоидизация. В связи с изложенным, при сфероидизи-рующем отжиге рельсов из углеродистой и низколегированной заэвтектоидных сталей, в зависимости от содержания в них углеро-ца, применяется термоциклирование в ингервале температур 740-780°C в количестве от одного до трех циклов, и проведением неполных фазовых превращений с последующим охлаждением. При этом, независимо от количества применяемых циклов, завершающим этапом сфероидизирующего отжига рельсов является отжиг при температуре 650-700°C. Таким образом, заявленный режим циклического сфероидизирующего отжига рельсов из углеродистой и легированной заэвтектоидных сталей (0,82-0,98% С) обеспечивает деление сплошной цементитной сетки на фрагменты и их сфероидизацию. Этому способствуют специальные режимы нагрева и охлаждения стали в процессе отжига. При этом на первом этапе сфероидизирующего отжига вокруг цементитной сетки создаются напряжения, обусловленные различными коэффициентами расширения металла и различными удельными объемами фаз "перлит - избыточный цементит". Это приводит к тому, что вначале отжига в некоторых местах происхоидт деформация цементитной сетки, вследствие чего на ней, образуются "пилообразные" зубцы. В процессе дальнейшего отжига происходит разрыв зубцов цементитной сетки, деление ее на небольшие участки, и частичная их сфероидизация. На отдельных этапах отжига при нагреве рельсов выше точки aci наблюдается частичное превращение перлита в аустенит, а в процессе охлаждения - образование перлитных колоний повышенной дисперсности по сравнению с исходным состоянием. Происходит также дальнейшее распределение цементитных пластин на небольшие участки трансформация их в равномерные глобули. На последнем этапе отжига карбиды перлита и избыточные карбиды (цементитная сетка) полностью сфероидизируются, вследствие чего образуется структура зернистого перлита, в котором все глобули дисперсны, однородны и равномерно распределены в матрице. После циклического сфероидизирующего отжига, применяемого в качестве предварительной термообработки всех элементов рельса (головка, шейка и подошва), головку подвергают закалке с нагрева ТВЧ на повышенную прочность. После окончательной термообработки в головке рельсов формируется высокий комплекс физико-механических свойств, а в шейке и подошве - высокие пластические свойства и ударная вязкость. Проведенный анализ заявляемого способа термической обработки рельсов свидетельствует, что положительный эффект при осуществлении изобретения будет получен за счет: применения циклического сфероидизирующего отжига (предварительная термообработка рельсов), приводящего к ускорению процесса разрушения цементитной сетки и ее сфероидизации совместно с карбидами перлита и повышению однородности и дисперсности зернистого перлита. При таком циклическомсфероидизирующем отжиге повышаются пластические свойства и ударная вязкость металла рельсов. Последующая термическая обработка головки рельсов с нагрева ТВЧ приводит к получению в закаленном слое высокой прочности за счет образования мелкого зерна аустени-та и высокодисперсной структуры и тонкой кристаллической структуры. Заявленный способ термической обработки рельсов обеспечивает получение свойств, дифференцированных по сечению профиля рельсов: высокая прочность головки и высокие пластические свойства и ударная вязкость металла шейки и подошвы. Сущность изобретения поясняется чертежами, на которых изображено: на фиг. 1 показана комплексная технологичекая схема термообработки рельсов; на фиг. 2-6 показан процесс разрушения сплошной цементитной сетки и ее сфероидизация; на фиг. 7-10 показан процесс сферомдизации основной карбидной фазы-перлита: на фиг. 11 показана структура металла закаленного слоя головки рельса после циклического сфероидизирующего отжига и закалки с нагрева ТВЧ. Практическое применение заявленного способа термической обработки рельсов осуществляли в термоотделении рельсоба-лочного цеха меткомбината "Азовсталь". При этом рельсы из углеродистой заэвтекто-идной стали с содержанием углерода 0,92% в количестве 90 т загружали на подину газовой камерной печи в три ряда в положение "стоя на подошве". Затем их нагервали до 250°C, выдерживали 1,5 ч, после чего в течение двух циклов проводили нагрев со скоростью 70±10 град/ч до температуры 760°C, выдерживали 2 ч и охлаждали на выдвинутой с печи подине со скоростью ~ 3 град/с (обдув сжатым воздухом) до температуры 480°C. После чего рельсы подвергали окончательному нагреву со скоростью 70±10 град/ч до температуры 680°C, выдерживали 3 ч и охлаждали вместе с печью со скоростью 35 град/ч до 580°C, затем рельсы выгружали на стеллаж и охлаждали на воздухе. Последующую закалку осуществляли на рельсозакалочной машине, в которой при поступательном движении в упруго-напряженном состоянии головку рельса подвергали нагреву ТВЧ до температуры 930°C и охлаждению водовоздушной смесью со скоростью 18 град/с в интервале температур 710-480°C(фиг.). Установлено, что за счет ускорения процесса полного разрушения сплошной цементитной сетки и сфероидизации избыточных карбмдов совместно с карбоидами перлита, сокращается на 8 часов продолжительность сфероидизирующего отжига по сравнению с отжигом согласно прототипу. По заявленному способу термической обработки рельсов изготовлена опытная партия рельсов в количестве 350 т. которая проходит эксплуатационные испытании в особо тяжелых условия х Крайнего Севера. Циклическому сфероидизирующему отжигу и последующей закалке с нагрева ТВЧ подвергали рельсы из углеродистой заэвтек-тоидной стали состава 0,92% C, 0,88% Mn, 0,36% Si, 0,012% Ti, 0,04% V (плавка 1) и низколегированной заэвтектоидной стали, содержащей 0,90% C, 0,86% Мn, 0,33% SI, 0,011 % Ti, 0,03% V (плавка 2). Для заэвтектоидных сталей с таким содержанием углерода сфероидизирующий отжиг выполняли с учетом двух высокотемпературных циклов (фиг. 1, точки 1-9), при этом полный режим отжига включал точки 1-13. Металлографическим исследованием металла рельсов состава плавки 1 после специального травления шлифов раствором пикриновой кислоты установлено, что в состоянии после прокатки имеет место наличие цементитной сетки балла 5 по ГОСТ 801-78(фиг.2). На первом этапе циклического сфероидизирующего отжига (фиг.1, точки 1-3) происходит деформация цементитной сетки, при этом в некоторых местах она принимает пилообразную форму (фиг. З), После первого цикла отжига (фиг., точки 1-6) происходит деление сплошной цементитной сетки на фрагменты и частичная их сфероидизация (фиг.4). После двух этапов и двух циклов отжига (фиг.1, точки 1-9) цементитная сетка полностью раздроблена и практически засфероидизирована (фиг.5). Полный режим отжига рельсов (фиг. 1. точки 1-13) привел к окончательному дроблению остатков цементитной сетки и ее сфероидизации совместно с карбидами перлита (фиг.6). На фиг. 4-6 бывшая цементитная сетка в виде гло-булей имеет более темный ореол по сравнению с карбидами перлита. Микроструктура стали плавки 1 в состоянии после прокатки состоит из пластинчатого перлита с межпластиночным расстоянием 0,8-1,0 мкм с четко выраженными пластинами цеменчита и ферритных участков (фи г.7). После первого цикла сфероидизирующего отжига, включающего два этапа отжиге (фиг.1, точки 1-6), происходит образование перлитных колоний повышенной дисперсности по сравнению с исходным состоянием, а также деление цементитных пластин на фрагменты и частичная их сфероидиза-ция (фиг.8). После двух циклов первого и второго этапов отжига (фиг.1, точки 1-9), происходит практически полная сфероиди-зация цементных пластин перлита, при этом имеются небольшие участки дисперсных пластин цементита, подготовленных к сфероидизации (фиг.9). На последнем (третьем этапе) отжига (фиг.1, точки 1-13) карбиды перлита и избыточные карбиды (цементитная сетка) полностью сфероидизмруются вследствие чего образуется структура дисперсного зернистого перлита, в котором все глобули однородны дисперсны и равномерно распределены в матрице (фиг. 10). Изредка встречаются следы бывшей цементитной сетки не превышающие балла 1 согласно ГОСТ 801-78, что отвечает требованиям технических условий. После циклического сфероидизирующего отжига и закалки головки с нагрева ТВЧ структура закаленного слоя состоит из троостита закалки (фиг.11) с межпластиночным расстоянием 0,2 мкм. Металлографическое исследование металла рельсов из углеродистой заэвтектоидной стали с содержанием углерода 0,86% после сфероидизирующего отжига по способу, согласно прототипу, показало, что цементитная сетка практически мало разрушается и сфероидизируется. что этом происходит лишь некоторое уменьшение ее с балла 5 до 3 (ГОСТ 8012-78). После закалки головки рельса с нагрева ТВЧ закаленный слой состоит из сорбита закалки с межпластиночным расстоянием 0,4-0,6 мкм. Такое состояние цементитной сетки в металле рельсов, подвергнуты х последующей закалке с нагрева ТВЧ, отрицательно сказывается на ударной вязкости и копровой прочности при низких температурах испытания, начиная с -20°C. Сравнивая результаты механических испытаний металла рельсов из углеродистой и низколегированной сталей по заявляемому способу, и согласно прототипу видно, что в обоих случаях твердость и прочность металла снижаются на 20-25%, связано это с трансформацией пластинчатого перлита в зернистый. Для рельсов после сфероидизирующего отжига по заявленному способу пластические свойства и ударная вязкость металла повышаются: для ds - в три, а для y и KCU - в шесть раз по сравнению с состоянием после прокатки, что очень важно для металлa рельсов шейки и подошвы, которые впоследствии не подвергаются закалке с нагрева ТВЧ в то время, как после отжига по способу согласно прототипу (ds и KCU повышаются всего лишь в два, a y в три раза (таблица). Сравнивая результаты механических испытаний металла рельсов, подвергнутых о тжигу по заявленному способу и согласно прототипу видно, что после отжига углеродистой заэвтектоидной стали по заявленному способу свойства и ударная вязкость на 38%, а для низколегированной стали на 40% больше, чем для этих же марок сталей после отжига согласно прототипу. Повышение пластических свойств и ударной вязкости связано с процессом полного разрушения сплошной цементитной сетки и ее сфероидизации совместно с карбидами перлита и равномерного их распределения в матрице, а также получения однородного и дисперсного зернистого перлита, чего не происходит после отжига согласно прототипу, где цементитная сетка уменьшается всего лишь с балла 5 до 3. Такое структурное состояние металла после сфероидизирующего отжига по заявленному способу оказывает существенное влияние на повышение прочности, а также на пластические свойства и ударную вязкость, которые соответственно на 10%, а также на 25 и 30% выше, чем после термической обработки согласно прототипу (таблица). После закалки головки с нагрева ТВЧ рельсов из заэвтектоидной стали, предварительно подвергнутых сфероидизирующему отжигу по заявленному способу отмечается равномерное распределение твердости по длине головки с перепадом НВ 15, а также равномерное распределение ее по сечению головки с наличием площадки повышенной твердости в пределах HRCэ 41,5-39,0 на глубине 10 мм с последующим плавным снижением до глубины закаленного слоя, составляющего 16-17 мм. После термообработки по способу согласно прототипу, разброс твердости по длине рельса составляет НВ 30-35, а значение максимальной твердости по сечению головки составляет HRCэ 38-36,5, которая распространяется до глубины 7 мм, после чего неплавно снижается до конца закаленного слоя, который составляет 13-14 мм. Такой комплекс физико-механических свойств металла рельсов, термообработанных по заявленному способу приводит к повышению износостойкости и контактно-усталостной прочности металла закаленного слоя на 18-22%, а также долговечности и надежности в 1,6 раза по сравнению с рельсами, термообработанными по способу согласно прототипу. Согласно данным проведенных испытаний металла опытных партий рельсов, заявляемое изобретение обеспечивает получение следующего технического результата: обеспечение разрушения в рельсовой стали сплошной цементитной сетки и сфероидизацию вторичных карбидов совместно с карбидами перлита в глобулярную форму при их однородном и равномерном распределении в матрице. Заявляемый способ термической обработки рельсов представляет значительный интерес для народного хозяйства," так как позволяет: - сократить продолжительность обработки рельсов из углеродистой и легированной заэвтектоидных сталей на 8 ч и тем самым увеличить производительность процесса; - повысить износостойкость и контакт-но-усталостную прочность металла закаленного слоя головки рельсов на 18-22%. а долговечность и надежность на 60% и тем самым повысить общую эксплуатационную стойкость на 80%, то есть в 1,6 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of rails
Автори англійськоюSapozhkov Valerii Yevhenovych, Levchenko Mykola Pylypovych, Sakhno Valerii Oleksandrovych, Tykhoniuk Leonid Serhiiovych, Shevchenko Oleksandr Ivanovych
Назва патенту російськоюСпособ термической обработки рельс
Автори російськоюСапожков Валерий Евгеньевич, Левченко Николай Филиппович, Сахно Валерий Александрович, Тихонюк Леонид Сергеевич, Шевченко Александр Иванович
МПК / Мітки
МПК: C21D 9/04
Мітки: рейок, спосіб, термічної, обробки
Код посилання
<a href="https://ua.patents.su/10-3888-sposib-termichno-obrobki-rejjok.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки рейок</a>
Спосіб обробки рейок
Номер патенту: 3648
Опубліковано: 27.12.1994
Автори: Христенко Іван Миколайович, Левченко Микола Пилипович, Хургин Лев Семенович, Карпенко Віталій Федорович
МПК: B23B 35/00, E01B 31/00
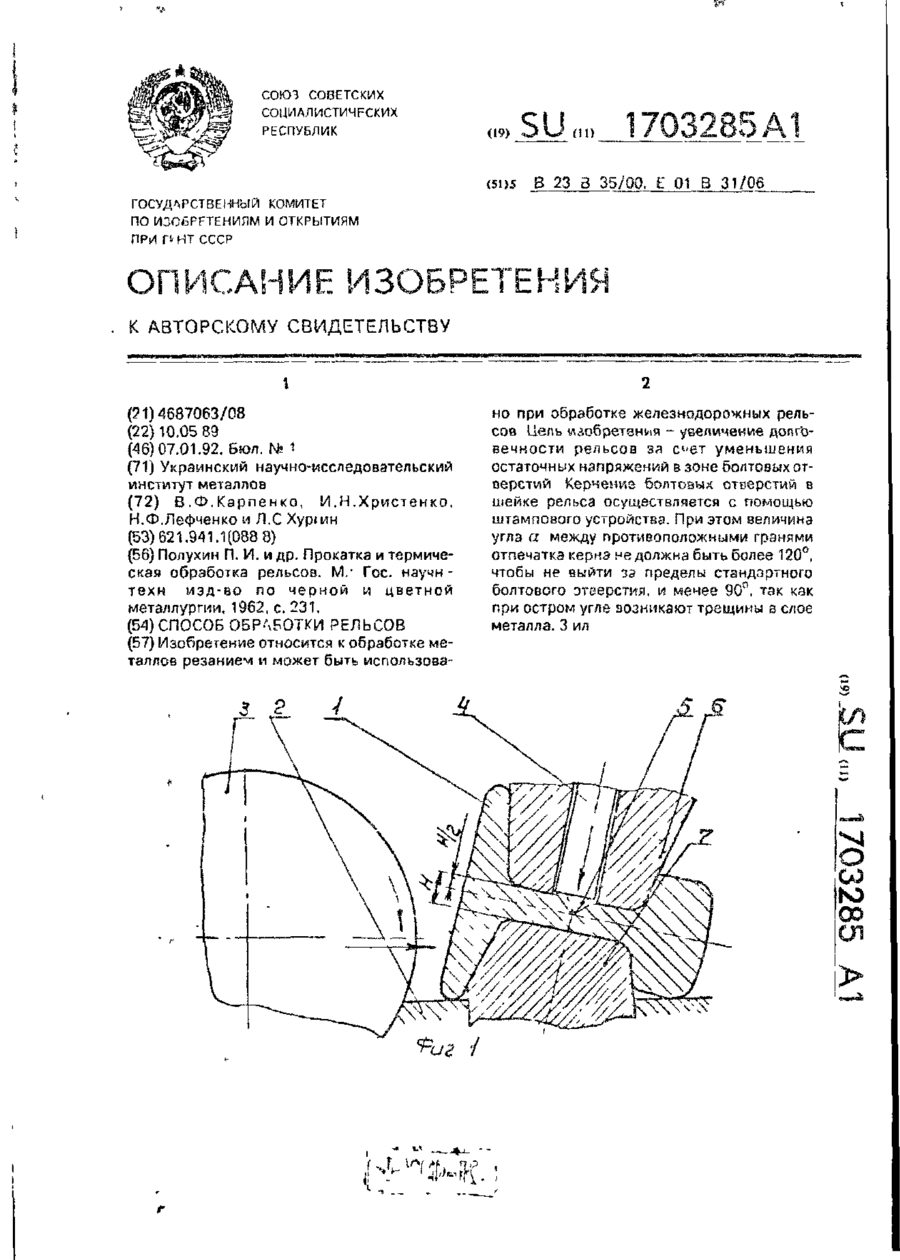
Формула / Реферат:
Способ обработки рельсов, при котором осуществляют их резку на мерные длины, правку концов рельсов и сверление болтовых отверстий в шейке рельсов, отличающийся тем, что, с целью увеличения долговечности рельсов за счет уменьшения остаточных напряжений в зоне болтовых отверстий, до правки концов выполняют накернирование шейки рельса со стороны, противоположной расположению сверла на глубину, не превышающую половины толщины шейки рельса...
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Гріднев Віталій Никифорович, Смирнов Олексій Михайлович, Івасишин Орест Михайлович, Єлагина Людмила Олександрівна, Ошкадьоров Станіслав Петрович, Брун Морис Якович, Свечников Василь Львович, Варфоломієва Людмила Василівна, Годін Наум Львович, Марковський Павло Євгенович
МПК: C22F 1/18
Мітки: спосіб, мартенситного, двофазних, термічної, титанових, сплавів, класу, обробки
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1308
Опубліковано: 25.03.1994
Автори: Івасишин Орест Михайлович, Фрідман Веніамін Гиршович, Світов Борис Васильович, Голубев Володимир Вікторович, Ошкадьоров Станіслав Петрович, Гріднев Віталій Никифорович, Смирнов Олексій Михайлович, Баулін Анатолій Вікторович
МПК: C22F 1/18
Мітки: термічної, класу, титанових, обробки, сплавів, двофазних, мартенситного, спосіб
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартенситного класса, включающий отжиг в (a+b) -области, нагрев под закалку со скоростью 25—200 °C/c до температур в интервале на 50 °C ниже и на 150 °C выше температуры полиморфного превращения, закалку и старение, отличающийся тем, что, с целью повышения прочностных свойств и сокращения длительности обработки, старение производят при 650—700 °C с нагревом до этой температуры со...
Спосіб термічної обробки інструменту із швидкоріжучої сталі
Номер патенту: 2598
Опубліковано: 26.12.1994
Автори: Хижняк Віктор Гаврилович, Мороз Олена Григорівна, Жалнін Олександр Васильович, Лєсін Георгій Георгійович, Лоскутов Володимир Федорович
МПК: C21D 9/22
Мітки: термічної, швидкоріжучої, сталі, спосіб, обробки, інструменту
Формула / Реферат:
Способ термической обработки инструмента из быстрорежущей стали, включающий нагрев и выдержку инструмента в насыщающей среде, обработку холодом путем погружения в охлаждающую среду, отличающийся тем, что, с целью повышения стойкости инструмента, в качестве насыщающей среды используют смесь щавелевокислого аммония и хлористого аммония при следующем соотношении компонентов, мае. %:щавелевокислый аммоний ...
Спосіб термічної обробки великогабаритних виробів
Номер патенту: 3591
Опубліковано: 27.12.1994
Автори: Большаков Володимир Іванович, Толстих Владислав Самуїлович, Дроб'язко Володимир Олексійович, Куксенко Іван Васильович, Дейнеко Леонід Миколайович, Власов Леонід Олексійович, Калиновський Сергій Костянтинович, Іл'юшонок Валерій Васильович, Рязанцев Юрій Михайлович
МПК: C21D 1/56
Мітки: спосіб, термічної, обробки, виробів, великогабаритних
Формула / Реферат:
1. Способ термической обработки крупногабаритных изделий, включающий нагрев, выдержку, охлаждение в баке с нагретой закалочной средой и отпуск, отличающийся тем, что, с целью снижения коробления изделий и повышения безопасности труда за счет предотвращения выброса закалочной среды, охлаждение осуществляют в две стадии, на первой из которых охлаждают в воде с температурой tкип -10°С - tкип или водных растворах солей с температурой tкип -...
Попередній патент: Спосіб нагрівання зливків рейкової сталі
Наступний патент: Пристрій для подрібнення волокнистих матеріалів
Випадковий патент: Композиція, придатна для прискорення зрощення кісток, та її застосування