Спосіб нагрівання зливків рейкової сталі
Номер патенту: 3887
Опубліковано: 27.12.1994
Автори: Левченко Микола Пилипович, Христенко Іван Миколайович, Карпенко Віталій Федорович, Вісторовський Микола Трохимович, Нестеров Дмитро Кузьмич, Тихонюк Леонід Сергійович, Ерин Роман Миколайович
Формула / Реферат
Способ нагрева слитков рельсовой стали, включающий посад слитков с температурой поверхности ниже Ас1 в нагревательный колодец, их нагрев до заданной температуры и томление, отличающийся тем, что нагрев в интервале Ас1 – Ас3 осуществляют в течение времени tк = t0 + Δt, где t0 = 1600-1800с.
где q - (5-6) •104, Дж/кг;
Μ - масса слитка, кг;
Ν - количество слитков;
W - мощность колодца, Дж/с;
Тк - температура в колодце при посадке слитков, 0С;
Тп - температура поверхности слитка
при посадке, "С.
Текст
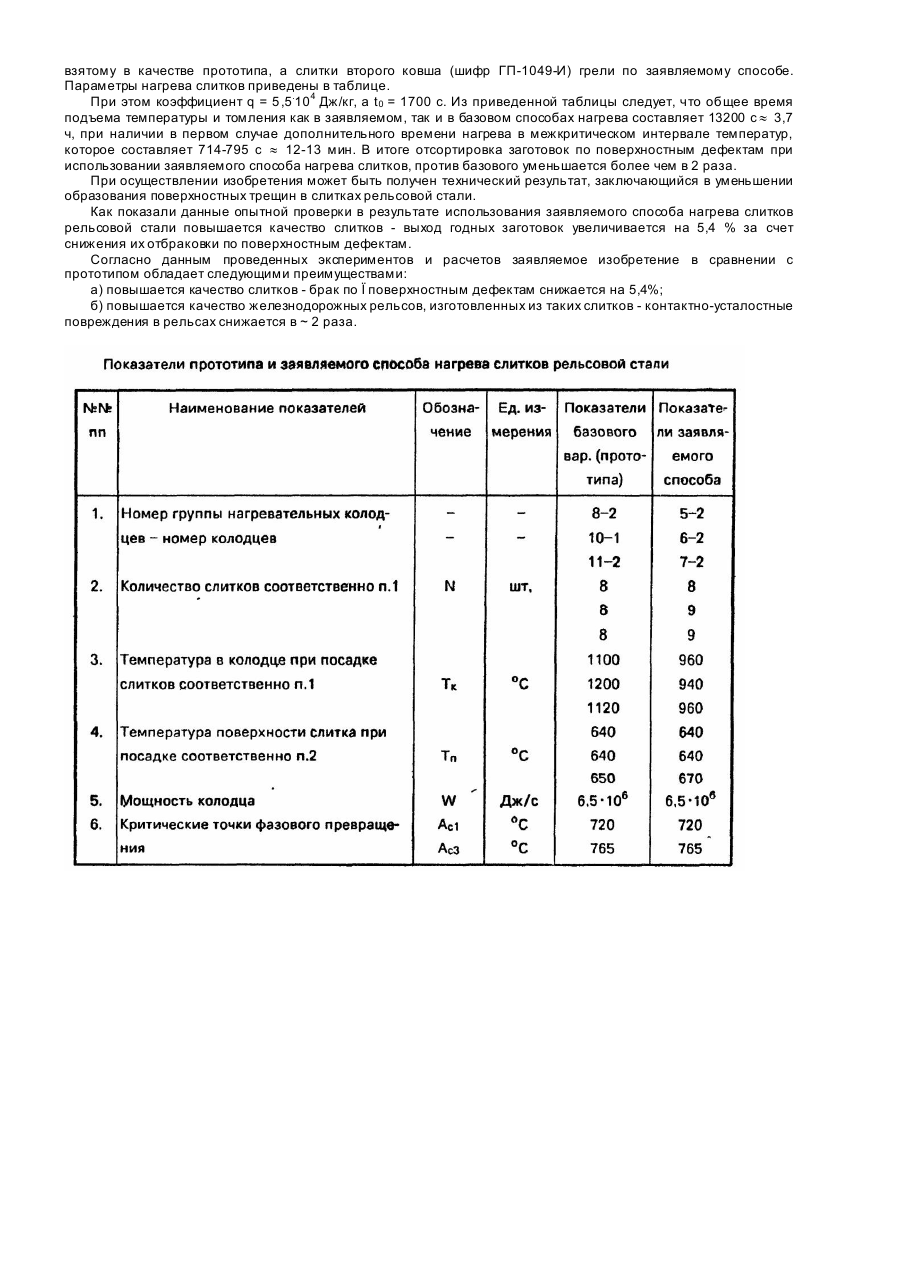
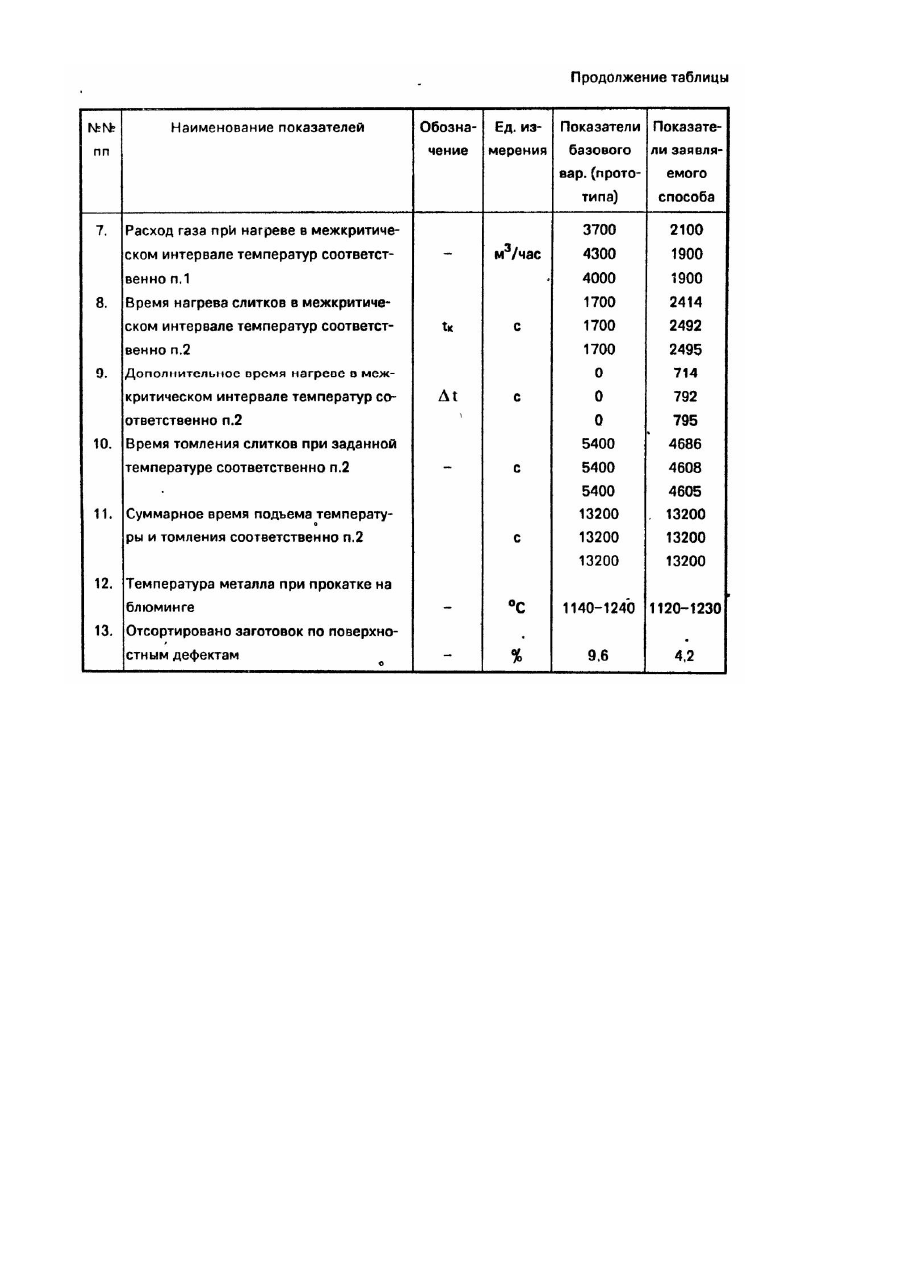
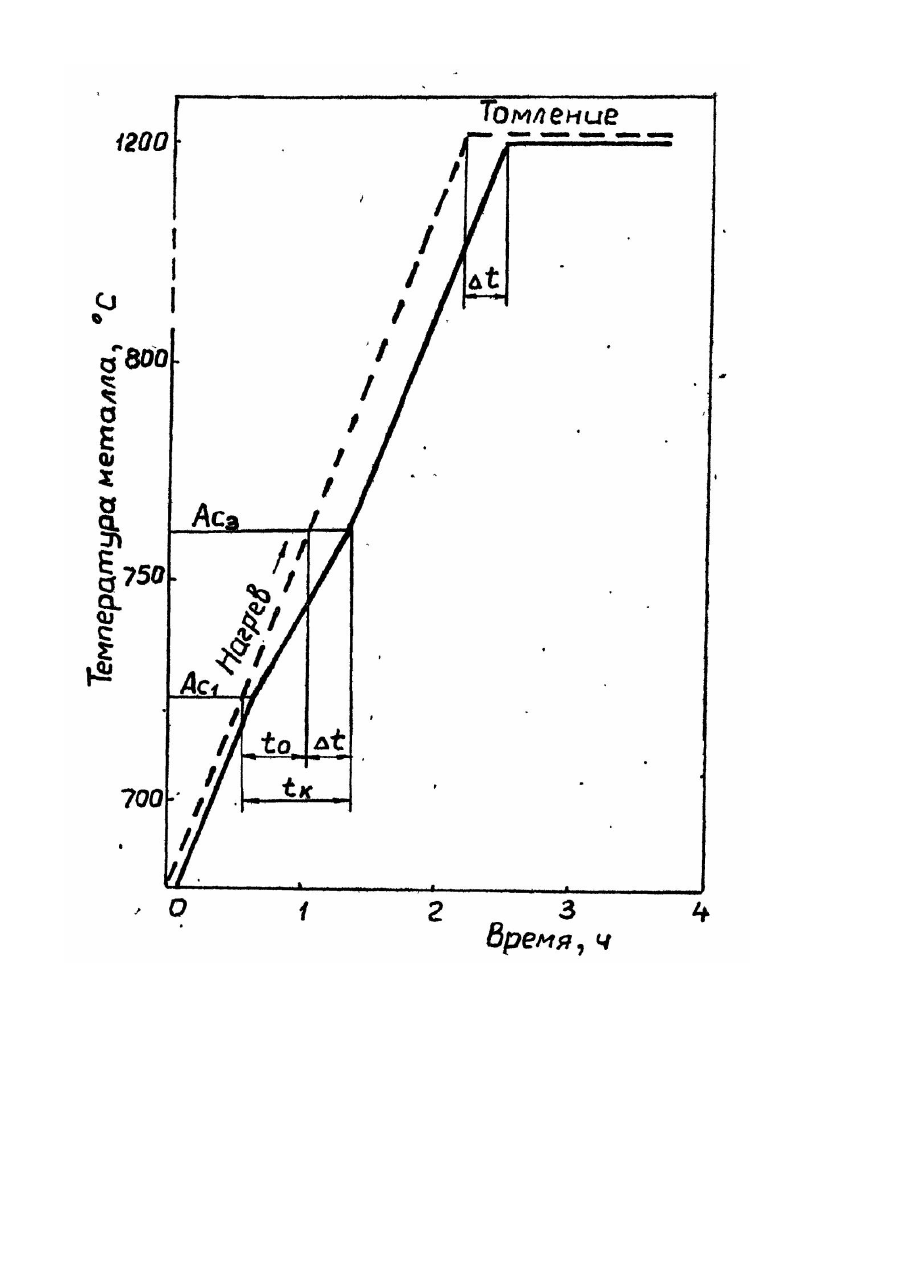
Изобретение относится к нагреву металла и может быть использовано в металлургической и других отраслях промышленности. Известен способ нагрева слитков рельсовой стали [1], по которому подъем температуры в нагревательном колодце до заданной осуществляют при максимальном расходе топлива и непрерывном повышении температуры поверхности слитка, а с момента достижения заданной температуры начинают период томления слитков. При этом время нагрева в межкритическом интервале температур составляет ~30 мин. Получению требуемого технического результата препятствует нарушение сплошности металла на поверхности слитков, которое приводит к образованию поверхностных дефектов. Указанный недостаток обусловлен форсированным нагревом металла до заданной температуры, который приводит к отрицательному действию в температурной области Ас1-Ас 3 фазовых превращений структурных напряжений в сочетании с тепловыми. В основу изобретения поставлена задача разработать такой, способ нагрева слитков рельсовой стали, в котором введение нового режима нагрева слитков между критическими точками Ас1 и Ас3 позволило бы обеспечить уменьшение образования поверхностных трещин в слитках рельсовой стали и за счет этого снизить брак по поверхностным дефектам. Для решения поставленной задачи в способе нагрева слитков рельсовой стали в нагревательных колодцах осуществляют посад слитков с температурой поверхности ниже точки фазовых превращений, подъем температуры до заданной и томление при этой температуре. В отличие от прототипа нагрев слитков в интервале температур между критическими точками Ас1 и Ас 3 осуществляют за время, определяемое по формуле tκ = t0 + Δt, где t0= 1600-1800 с, q - (5-6) 104Дж/кг; М - масса слитков, кг; N - количество слитков; W - мощность колодца, Дж/с; Ас1 и Ас3 - критические точки фазового превращения, 0 С; Тк - температура в колодце при посаде слитков, 0С; Τп - температура поверхности слитка при посадке, 0С; Тк ³ Тп, при этом продолжительность томления уменьшается на величину Δt. При осуществлении изобретения может быть получен технический результат, заключающийся в уменьшении образования поверхностных трещин в слитках рельсовой стали. Нагрев слитков в интервале температур между критическими точками Ас1 и Аc3 осуществляется за время, определяемое по формуле tκ = t0 + Δt. Увеличение времени нагрева слитков в критическом интервале температур на величину Δt дает возможность плавно осуществлять фазовый переход в приповерхностных слоях слитка, что способствует снижению внутренних напряжений (термических и межфазных), а соответственно предопределит уменьшение брака слитков по поверхностным дефектам. Дополнительное время нагрева Δt зависит от массы слитков и их количества, мощности нагревательного колодца, интервала температур между критическими точками фазового перехода, а также разницы температур колодца с поверхностью слитков. При этом дополнительное время нагрева необходимо при условии, что температура колодца выше, чем температура на поверхности слитков. Продолжительность томления при заданной температуре уменьшается на величину Δt, в результате чего общее время нагрева слитков под прокатку не уменьшается. Для осуществления нагрева слитков с температурой поверхности Тп в интервале температур между критическими точками Ас1 и Ас3 за время, определяемое по формуле tк = to + Δt, перед посадкой в нагревательном колодце устанавливают температуру Тк ³ Тп. Исходя из фактических данных параметров нагрева по приведенной выше формуле определяют дополнительное время нагрева Δt в межкритическом интервале температур, которое варьируется снижением расхода газа и воздуха. При достижении температуры поверхности слитка, соответствующей точке Ас3, расход газа и воздуха устанавливают максимальным вплоть до выхода на заданную температур у. Томление при заданной температуре осуществляют при сниженном расходе газа и воздуха. При этом продолжительность томления уменьшают на указанную величину Δt. Выбор граничных параметров Тк ³ Тп обусловлен тем, что для повышения производительности процесса нагрева и прокатки слитков температура нагревательного колодца всегда выше, чем температура на поверхности слитков. В противном случае (что возможно только после длительного прерывания технологического процесса) слитки могут нагреваться с печью. Проведенный анализ заявляемого способа нагрева слитков рельсовой стали свидетельствует, что положительный эффект при осуществлении изобретения будет получен благодаря тому, что в результате уменьшения образования поверхностных трещин в слитках рельсовой стали понижается вероятность образования контактно-усталостных повреждений в процессе эксплуатации рельсов, а коэффициент надежности рельсов возрастает на 30%. Сущность изобретения поясняется чертежом, на котором изображены графики режимов нагрева слитков рельсовой стали по прототипу (пунктирная линия) и по заявляемому способу (сплошная линия). По заявляемому способу в процессе производства железнодорожных рельсов целесообразно слитки рельсовой стали с температурой поверхности Тп ниже точки фазовых превращений садить в нагревательные колодцы имеющие температуру Тк ³ Тп, нагрев вести до заданной температуры. Причем в интервале температур металла на поверхности слитка между критическими точками Ас1 и Ас3 время нагрева должно соответствова ть найденному по формуле tκ =t0 + Δt, где обозначения отвечают приведенным выше. Последующим нагревом достигают заданную температуру томления, продолжительность которого уменьшают на указанную величину Δt. Так, например, нагрев слитков рельсовой стали по заявляемому способу осуществляли в нагревательных колодцах обжимного цеха Мариупольского металлургического комбината "Азовсталь". В пролете обжимного цеха установлено 11 групп рекуперативных нагревательных колодцев, которые предназначены для нагрева под прокатку слитков углеродистых и легированных марок стали массой до 10 т. Каждая группа нагревательных колодцев состоит из двух независимых друг от друга колодцев. В качестве опытных брали слитки рельсовой стали массой 8,5 т плавки № 5201, причем слитки первого ковша плавки (шифр ГРИ-1049) грели по способу взятому в качестве прототипа, а слитки второго ковша (шифр ГП-1049-И) грели по заявляемому способе. Параметры нагрева слитков приведены в таблице. При этом коэффициент q = 5 ,5.104 Дж/кг, a t 0 = 1700 с. Из приведенной таблицы следует, что общее время подъема температуры и томления как в заявляемом, так и в базовом способах нагрева составляет 13200 с » 3,7 ч, при наличии в первом случае дополнительного времени нагрева в межкритическом интервале температур, которое составляет 714-795 с » 12-13 мин. В итоге отсортировка заготовок по поверхностным дефектам при использовании заявляемого способа нагрева слитков, против базового уменьшается более чем в 2 раза. При осуществлении изобретения может быть получен технический результат, заключающийся в уменьшении образования поверхностных трещин в слитках рельсовой стали. Как показали данные опытной проверки в результате использования заявляемого способа нагрева слитков рельсовой стали повышается качество слитков - выход годных заготовок увеличивается на 5,4 % за счет снижения их отбраковки по поверхностным дефектам. Согласно данным проведенных экспериментов и расчетов заявляемое изобретение в сравнении с прототипом обладает следующими преимуществами: а) повышается качество слитков - брак по Ї поверхностным дефектам снижается на 5,4%; б) повышается качество железнодорожных рельсов, изготовленных из таких слитков - контактно-усталостные повреждения в рельсах снижается в ~ 2 раза.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heating of ingots of rail steel
Автори англійськоюKarpenko Vitalii Fedorovych, Levchenko Mykola Pylypovych, Khrystenko Ivan Mykolaiovych, Tykhoniuk Leonid Serhiiovych, Vistorovskyi Mykola Trokhymovych, Yeryn Roman Mykolaiovych
Назва патенту російськоюСпособ нагревания слитков рельсовой стали
Автори російськоюКарпенко Виталий Федорович, Левченко Николай Филиппович, Христенко Иван Николаевич, Тихонюк Леонид Сергеевич, Висторовский Николай Трофимович, Ерин Роман Николаевич
МПК / Мітки
МПК: C21D 9/70
Мітки: спосіб, сталі, рейкової, зливків, нагрівання
Код посилання
<a href="https://ua.patents.su/4-3887-sposib-nagrivannya-zlivkiv-rejjkovo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагрівання зливків рейкової сталі</a>
Спосіб безперервної розливки сталі
Номер патенту: 1440
Опубліковано: 25.03.1994
Автор: Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: безперервної, спосіб, сталі, розливки
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0...
Спосіб одержання сталевих зливків сифоном
Номер патенту: 3045
Опубліковано: 26.12.1994
Автори: Вихлевщук Валерій Антонович, Омесь Микола Михайлович, Тільга Степан Сергійович, Поляков Валерій Олександрович, Панін Володимир Миколайович, Грецький Юрій Якович, Чорногрицький Володимир Михайлович, Ющенко Констянтин Андрійович, Покладій Вадим Ростиславович
МПК: B22D 7/00
Мітки: сталевих, сифоном, спосіб, зливків, одержання
Формула / Реферат:
Способ получения стальных слитков сифоном, предназначенных преимущественно для изготовления сварочной проволоки, включающий получение расплава в сталеплавильном агрегате, легирование и раскисление его ферросплавами и алюминием, при выпуске в ковш и микролегирование введением редкоземельных металлов в центровую при разливке расплава, отличающийся тем, что для микролегирования редкоземельные металлы используют в смеси с силикокальцием с...
Спосіб обробки зливків металу
Номер патенту: 703
Опубліковано: 15.12.1993
Автори: Кедрін Володимир Ксенофонтович, Губін Петро Васильович, Тагер Лев Рафаілович, Бірман Олександр Мусійович, Толстопятов Костянтин Сергійович, Прянішніков Ігор Степанович, Торхов Генадій Федорович, Степанов Василь Петрович, Латаш Юрій Вадімович, Веліканов Євген Миколайович
МПК: C21C 5/56
Мітки: металу, зливків, обробки, спосіб
Формула / Реферат:
Способ обработки слитков металла путем плазменно-дугового переплава поверхностного слоя металла в контролируемой атмосфере на глубине 0,5—5% от диаметра слитка с его вращением относительно горизонтальной продольной оси слитка и перемещением плазмотронов вдоль этой оси с постоянной скоростью, отличающийся тем, что, с целью обеспечения однородности химического состава и макроструктуры поверхностного стоя слитка по его детине, переплав считка...
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Стеценко Микола Васильович, Латаш Юрій Вадімович, Торхов Генадій Федорович, Тагер Лев Рафаілович, Фролов Леонід Валеріанович, Ліхобаба Олексій Васильович, Толстопятов Костянтин Сергійович
Мітки: сплавів, сталей, пдп, поверхневого, спосіб, жароміцих, зливків, шару, заготовок
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
Спосіб безперервної розливки сталі
Номер патенту: 2165
Опубліковано: 26.12.1994
Автори: Романенко Володимир Іванович, Шевченко Володимир Павлович, Трохимова Зоя Григоровна, Наконечний Анатолій Якович, Кологривова Лідія Миколаївна, Зайцев Олександр Юрійович, Пєвцова Валентина Михайлівна, Булянда Олександр Олексійович, Табунщиков Віталій Юрійович, Кулік Ніколай Ніколаєвіч, Носоченко Олег Васильович, Шупенко Ігор Владленович, Луппов Євген Петрович, Ємельянов Володимир Володимирович, Панін Олексій Дмитрович, Плискановський Олександр Станіславович
МПК: B22D 11/14, B22D 11/04, B22D 11/16, B22D 11/00
Мітки: сталі, спосіб, розливки, безперервної
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор, вытягивание слитка с рабочей скоростью и изменение скорости вытягивания, отличающийся тем, что изменение скорости осуществляют через 0,17...0,22 общей продолжительности разливки от рабочего значения до значения, определяемого из соотношениягде Vв - скорость вытягивания слитка, м/мин;(СИ),(Р) - содержание меди и фосфора в металле, мас....
Попередній патент: Спосіб магнітного збагачування слабомагнітних руд
Наступний патент: Спосіб термічної обробки рейок
Випадковий патент: Пристрій для визначення сумісності речовин з організмом людини