Спосіб термічної обробки інструменту із швидкоріжучої сталі
Номер патенту: 2598
Опубліковано: 26.12.1994
Автори: Жалнін Олександр Васильович, Хижняк Віктор Гаврилович, Мороз Олена Григорівна, Лєсін Георгій Георгійович, Лоскутов Володимир Федорович
Формула / Реферат
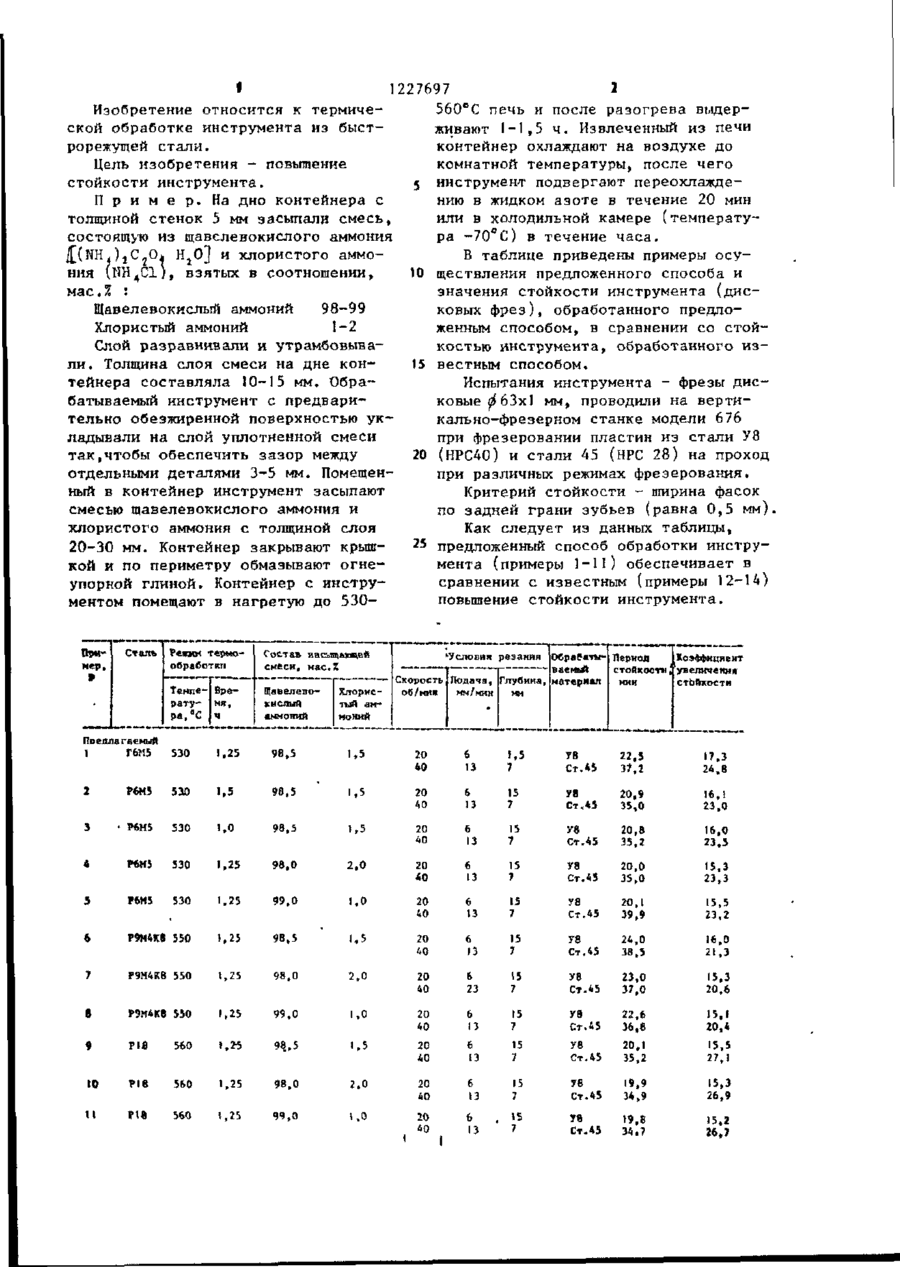
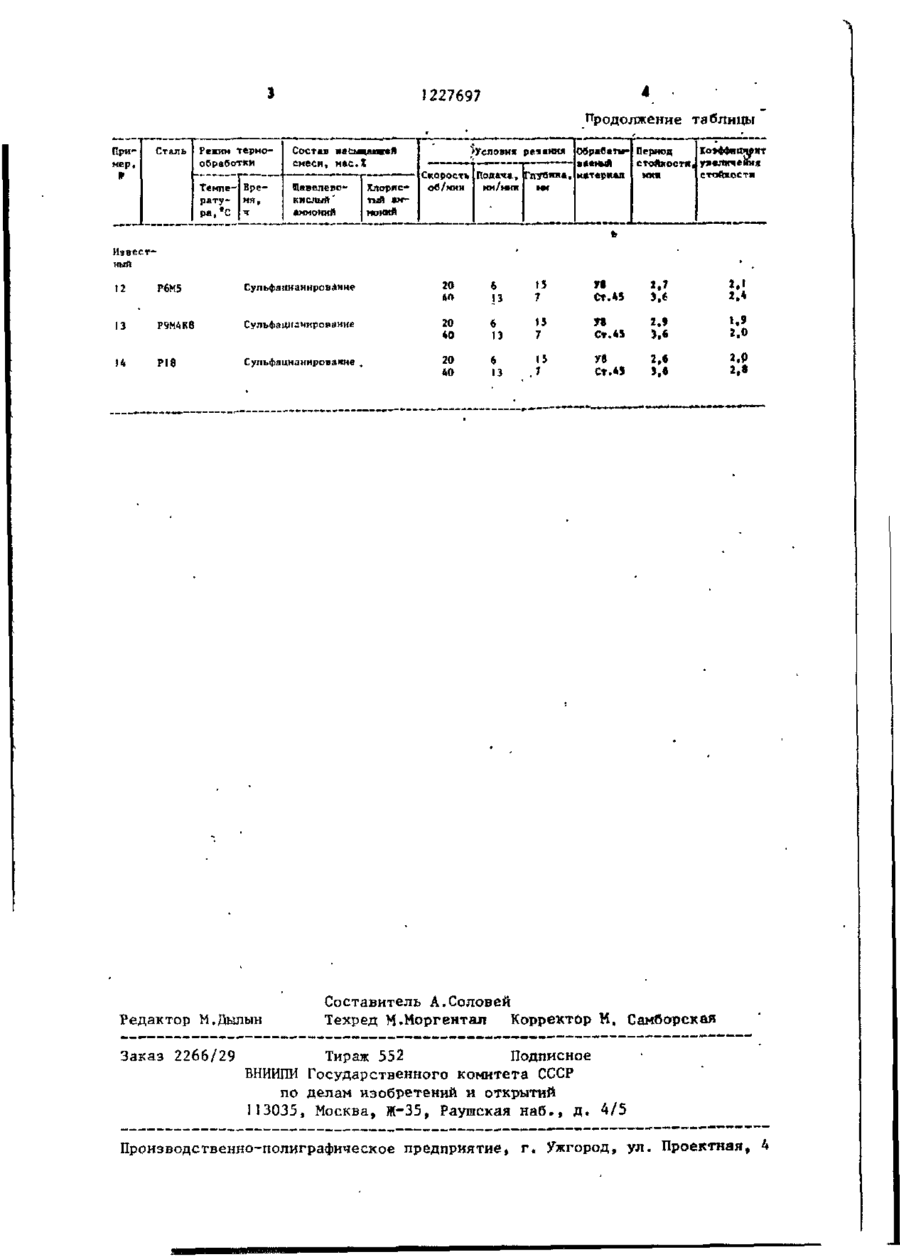
Способ термической обработки инструмента из быстрорежущей стали, включающий нагрев и выдержку инструмента в насыщающей среде, обработку холодом путем погружения в охлаждающую среду, отличающийся тем, что, с целью повышения стойкости инструмента, в качестве насыщающей среды используют смесь щавелевокислого аммония и хлористого аммония при следующем соотношении компонентов, мае. %:
щавелевокислый аммоний 98—99
хлористый аммоний 1 —2.
Текст
СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЛСТЦЕЙ СТАЛИ, включающий нагрев и выдержку инструмента в насыщающей среде, обработку холодом путем погружения в охлаждающую среду, о т л и ч а гощ и и с я тем, что, с целью повышения стойкости инструмента, в качестве насыщающей среды используют смесь щавелевокислого аммония и хлористого аммония при следующем соотношении компонентов, мае.%: Щав ел ев окисльтй аммоний 98-99 Хлористый аммоний 1-2 г I 1 227697 2 56О°С печь и после разогрева выдерИзобретение относится к термичеживают 1-1,5 ч. Извлеченный из печи ской обработке инструмента из быстконтейнер охлаждают на воздухе до рорежущей стали. комнатной температуры, после чего Цель изобретения - повышение стойкости инструмента. 5 инструмент подвергают переохлаждению в жидком азоте в течение 20 мин П р и м е р . На дно контейнера с или в холодильной камере (температутолщиной стенок 5 мм засыпали смесь, ра -70°С) в течение часа. состоящую из щавелевокислого аммония jt(NH.)jC,Oi H 2 0J и хлористого аммоВ таблице приведены примеры осуния (іІН4С1), взятых в соотношении, 10 ществления предложенного способа и мае.% : значения стойкости инструмента (дисковых фрез), обработанного предлоЩавелевокислый аммоний 98-99 женным способом, в сравнении со стойХлористый аммоний 1-2 костью инструмента, обработанного изСлой разравнивали и утрамбовывали. Толщина слоя смеси на дне кон15 вестным способом. тейнера составляла 10-15 мм. ОбраИспытания инструмента - фрезы дисбатываемый инструмент с предвариковые 063x1 мм, проводили на вертительно обезжиренной поверхностью уккаль но-фрезерном станке модели 676 ладывали на слой уплотненной смеси при фрезеровании пластин из стали У8 так,чтобы обеспечить зазор между 20 (НРС40) и стали 45 (НРС 28) на проход отдельными деталями 3-5 мм. Помещенпри различных режимах фрезерования. ный в контейнер инструмент засыпают Критерий стойкости - ширина фасок смесью щавелевокислого аммония и по задней грани зубьев (равна 0,5 мм). хлористого аммония с толщиной слоя Как следует из данных таблицы, 25 20-30 мм. Контейнер закрывают крышпредложенный способ обработки инструкой и по периметру обмазывают огнемента (примеры 1-11) обеспечивает в упорной глиной. Контейнер с инструсравнении с известным (примеры 12-14) ментом помещают в нагретую до 530повышение стойкости инструмента. Пример, Степь Режжи термообработки Госта» насыщающей СМЄСИ, M8C.Z Темпе- Врерату- мя, ра, "С Щавелевокислый аммоний Хлористый яммо ний 'Условия резания ОСраРаты- Период (Коэффициент ваемый стойкости £увеличения Скорость Подача, Глубина, материал СТОЙКОСТИ об/мин мм/мин Пгеллагаемый 1 №15 530 1 .25 98,5 1,5 20 40 6 13 1.5 7 Ув Ст. 45 22,5 37,2 17,3 24,8 2 Р6М5 530 1 ,5 9В.5 1,5 20 АО 6 13 15 7 У8 Ст. 45 20,9 16,1 23,0 Э • Р6М5 530 ї ,0 98,5 1,5 20 40 6 13 15 7 У8 Ст. 45 20,8 35,2 16,0 23,5 4 Р6М5 530 1 .25 98,0 2.0 20 40 6 13 15 7 У8 Ст. 45 20,0 35,0 15,3 23,3 5 Р6М5 530 1 .25 99,0 1,0 20 40 6 13 15 7 У8 Ст.45 20,1 39,9 15,5 23,2 6 P9M4KS 550 \ .25 98,5 1,5 20 40 6 13 15 7 У8 Ст. 45 24,0 38,5 16,0 21,3 7 Р9М4К8 550 1 .25 98,0 2,0 20 40 6 23 15 7 У8 Ст.45 23,0 37,0 15,3 20,6 в Р9М4К8 550 1 .25 99,0 1,0 20 40 6 13 15 7 Ув Ст.45 22,6 36,8 15,1 20,4 9 P1S 560 1 .25 98.,5 1.5 20 40 6 13 15 7 УВ Ст.45 20,1 35,2 15,5 27,1 10 Рів 560 1 .25 98,0 г,о 20 40 6 13 15 7 У8 Ст. 45 19,9 34,9 15,3 26,9 11 Рів 560 \ ,25 99,0 1,0 20 ь 15 7 У8 Ст.45 19,8 34.7 15,2 26,7 ' I 13 227697 продолжение таблицы Сталь Режим т е р м о обработки Состав наем•аклгей смеси, нас. I Темпе- В р е рату- мя, ре, вС ч Пример, Щавелевокислый' аммоний Хлористый ВИ Обрабсгы- Период десиыи стойкости ккя Скорость Подача, Гп?в*и«, материал об/мни мм/мин ^Условия pea«кия Коэффлфш»? увеличения стойкости МОКНИ Известный 12 Р6М5 Сул ьфа іш аи нро вин не 20 60 6 15 7 13 Р9М4К8 Сулъфэ ц и т и р о в а н и е 20 40 6 13 15 7 14 Р18 Сульфацианирование 20 60 6 13 15 .7 Редактор М.Дылын Заказ 2266/29 re Ст.45 тг Ст.45 Ув Ст.45 2.7 3.6 2.1 2.* 2.» 5.6 2*0 VI 2.Р Составитель А.Соловей Техред М.Моргентал Корректор М, Самборская Тираж 552 Подписное БНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for rapid steel tools heat treatment
Автори англійськоюLoskutov Volodymyr Fedorovych, Moroz Olena Hryhorivna, Khyzhniak Viktor Havrylovych, Zhalnin Oleksandr Vasyliovych, Liesin Heorhii Heorhiiovych
Назва патенту російськоюСпособ термической обработки инструмента из быстрорежущей стали
Автори російськоюЛоскутов Владимир Федорович, Мороз Елена Григорьевна, Хижняк Виктор Гаврилович, Жалнин Александр Васильевич, Лесин Георгий Георгиевич
МПК / Мітки
МПК: C21D 9/22
Мітки: інструменту, спосіб, швидкоріжучої, термічної, сталі, обробки
Код посилання
<a href="https://ua.patents.su/4-2598-sposib-termichno-obrobki-instrumentu-iz-shvidkorizhucho-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки інструменту із швидкоріжучої сталі</a>
Спосіб обробки напівспокійної сталі при розливці
Номер патенту: 929
Опубліковано: 15.12.1993
Автори: Дворяднін Борис Олександрович, Скороход Микола Михайлович, Фролов Володимир Миколайович, Нефьодов Анатолій Олександрович
МПК: B22D 7/00
Мітки: сталі, обробки, напівспокійної, розливці, спосіб
Формула / Реферат:
Формула изобретенияСпособ обработки полуспокойной стали при разливке, включающий обработку ее в процессе наполнения изложницы материалами, содержащими галогены металлов, отличающийся тем, что, с целью улучшения структуры стали, в качестве материалов, содержащих галогены металлов, используют магниевый шлам в количестве 0,0005 - 0,0025% от массы обрабатываемой стали, причем обработке начинают после наполнения 1/3 изложницы по высоте и...
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Сапригін Хразален Михайлович, Зосименко Валерій Дмитрович, Гончар Володимир Павлович, Енвальд Анатолій Васильович, Филонов Юрій Всеволодович, Гавриленко Євген Дмитрович, Крупнік Леонід Ісаакович, Крупник Ісаак Абрамович
Мітки: арматурної, обробки, спосіб, термомеханічної, сталі
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб обробки напівспокійної сталі при розливці
Номер патенту: 934
Опубліковано: 15.12.1993
Автори: Скороход Микола Михайлович, Фролов Володимир Миколайович, Глоба Микола Ільіч, Нефьодов Анатолій Олександрович
МПК: B22D 7/00
Мітки: обробки, спосіб, розливці, сталі, напівспокійної
Формула / Реферат:
Формула изобретенияСпособ обработки полуспокойной стали при разливке, включающий обработку ее углеродсодержащими материалами при заливке металлом верхней трети изложницы, отличающийся тем, что, с целью повышения качества металла, в качестве углеродсодержащего материала используют антрацит и вводят его в смеси с хлористым натрием в соотношении (20-5):1, при максимальных размерах, частиц хлористого натрия не более 300 мкм, а антрацита...
Спосіб термічної обробки сталевого дробу
Номер патенту: 723
Опубліковано: 15.12.1993
Автори: Кир'якова Наталія Васильовна, Мудрук Леонід Олександрович, Затуловський Сергій Семенович
Мітки: спосіб, обробки, термічної, сталевого, дробу
Формула / Реферат:
Формула изобретения1. Способ термической обработки стальной дроби, включающий нагрев ее в засыпке вещества, разлагающегося с образованием окислительной атмосферы, отличающийся тем, что, с целью повышения качества дроби, в качестве вещества используют глинистокарбонатную засыпку, а нагрев ведут при послойном размещении дроби и засыпки при толщине слоев дроби 50-100мм и количестве засыпки 1,5-2,5% от массы дроби.2. Способ по п.1,...
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1308
Опубліковано: 25.03.1994
Автори: Голубев Володимир Вікторович, Баулін Анатолій Вікторович, Івасишин Орест Михайлович, Гріднев Віталій Никифорович, Світов Борис Васильович, Смирнов Олексій Михайлович, Фрідман Веніамін Гиршович, Ошкадьоров Станіслав Петрович
МПК: C22F 1/18
Мітки: спосіб, термічної, мартенситного, двофазних, обробки, сплавів, класу, титанових
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартенситного класса, включающий отжиг в (a+b) -области, нагрев под закалку со скоростью 25—200 °C/c до температур в интервале на 50 °C ниже и на 150 °C выше температуры полиморфного превращения, закалку и старение, отличающийся тем, что, с целью повышения прочностных свойств и сокращения длительности обработки, старение производят при 650—700 °C с нагревом до этой температуры со...
Попередній патент: Спосіб автоматичного регулювання прямоточного котла
Наступний патент: Спосіб виготовлення багатошарової контактної металізації
Випадковий патент: Пристрій для виконання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів