Пристрій (варіанти) та спосіб автоматичного виготовлення будівельної панелі з листового матеріалу
Формула / Реферат
1. Устройство для автоматического изготовления строительной панели из листового материала, преимущественно с частью панели, выполненной изогнутой, содержащее панелеформовочную машину для формования листового материала в прямую панель со средней и боковыми, "бортовыми", частями, средство для измерения длины панели, выходящей из панелеформующей машины, средство для управления подачей листового материала в панелеформовочную машину, в зависимости от сигнала средства для измерения длины, изгибообразователь со средством для изгибания формуемой панели путем сжимания средней части панели, средство для выбора заранее заданного изгиба панели, средство для измерения изгиба панели и микропроцессор, входы которого соединены со средством измерения длины панели, средством для измерения изгиба панели и средством для выбора заранее заданного изгиба панели, а выходы микропроцессора соединены со средством для управления подачей листового материала в панелеформовочную машину и со средством управления работой изгибообразователя.
2. Устройство по п. 1, отличающееся тем, что средство для измерения длины панели содержит роторный кодер.
3. Устройство по п. 1, отличающееся тем, что средство для выбора заранее заданного изгиба панели содержит клавиатуру для ввода данных, относящихся к выбираемому изгибу.
4. Устройство по п. 3, отличающееся тем, что средство для изгибания формуемой панели содержит обжимные ролики, а средство для выбора заранее заданного изгиба панели соединено с микропроцессором для сравнения заданного изгиба с данными, хранящимися в микропроцессоре, и определения положения обжимных роликов при формировании, по меньшей мере, части панели с заранее заданным радиусом изгиба панелей.
5. Устройство по п. 4, отличающееся тем, что средство управления работой изгибообразователя содержит микропроцессор для приведения в действие изгибообразователя после сравнения в микропроцессоре данных для изгиба панели.
6. Устройство по п. 1, отличающееся тем, что средство для измерения изгиба панели содержит кодер для измерения изгиба части панели на выходе из изгибообразователя и выработки сигнала, соответствующего измеренной кривизне.
7. Устройство по п. 6, отличающееся тем, что средство управления работой изгибообразователя содержит микропроцессор для приема сигнала со средства измерения изгиба панели и управления с его помощью работой изгибообразователя.
8. Устройство по п. 7, отличающееся тем, что средство управления работой изгибообразователя содержит микропроцессор для управления положением обжимных роликов по сигналу со средства измерения изгиба панели и формования панели, по меньшей мере, с изогнутой частью, согласно заранее заданному изгибу.
9. Устройство по п. 8, отличающееся тем, что оно снабжено вторым кодером для измерения относительного положения обжимных роликов, выход которого связан с входом микропроцессора для обеспечения управления положением обжимных роликов в ответ на сигнал, поступающий от соответствующего средства измерения кривизны, и сигнал со второго кодера, соответствующий относительному положению обжимных роликов.
10. Устройство для автоматического изготовления строительной панели из листового материала, преимущественно с, по меньшей мере, одной частью панели, выполненной изогнутой согласно заранее выбранному радиусу изгиба и, по меньшей мере, одной прямой частью, содержащее средство для формования листового материала в прямую панель с гладкой средней частью и боковыми частями, средство для измерения длины листового материала, который формуют в панель, связанное с этим средством для измерения длины, средство для управления средством для формования панели заданной длины, средство для изгибания части панели после средства для формования за счет обжатия средней части панели для получения части панели изогнутой согласно заранее выбранному радиусу изгиба, средство для измерения длины изогнутой части панели и радиуса изгиба изогнутой части панели, средство для управления величиной обжатия изгибающим средством, причем средство для измерения длины и радиуса кривизны изогнутой части панели соединено со средством для управления величиной обжатия с возможностью изгибания, по меньшей мере, части панели в соответствии с выбранной величиной длины и кривизны панели и возможностью прохождения другой части панели без изгибания.
11. Способ автоматического изготовления строительной панели из листового материала, преимущественно с, по меньшей мере, частью панели с заданным изгибом, включающий выбор заданного радиуса изгиба и длины изогнутой части панели, проверку положения обжимающего средства изгибообразующего устройства для обжимания средней части панели, установку обжимного средства для обжатия средней части панели в положение, соответствующее желаемому радиусу кривизны, и проверку положения обжимающего средства, подачу листового материала в панелеформующее устройство для изготовления панели со средней и боковыми частями, измерение длины панели после панелеформующего устройства, управление подачей листового материала к панелеформующему устройству центральной контрольной установкой в зависимости от значения измеренной длины панели, подачу панели к обжимающему средству для избирательного изгибания панели согласно заранее заданному радиусу изгиба, удаление панели из изгибообразующего устройства после изгибания, по меньшей мере, части панели.
12. Способ по п. 11, отличающийся тем, что в изгибообразующем устройстве панель изгибают по всей ее длине.
13. Устройство для автоматического изготовления строительной панели, преимущественно, по меньшей мере, часть длины которой изогнута, содержащее средство для формования листового материала в панель со средней частью, средство для обжатия средней части отформованной панели для ее изгиба с заданным радиусом кривизны, запоминающее средство для запоминания данных, относящихся к различным радиусам изгиба и соответствующим положениям средства для обжатия, средство для задания радиуса изгиба, с которым будет изогнута панель средством для обжатия, средство для автоматической установки средства для обжатия в заданное положение за счет определения текущего положения средства для обжатия, сравнения текущего положения средства для обжатия с данными в запоминающем средстве, относящимися к различным радиусам изгиба и соответствующим им положениям средства для обжатия, для определения возможности установки средства для обжатия в необходимое положение при несоответствии его текущего положения данным по положению, записанным в запоминающем средстве.
14. Устройство для автоматического изготовления строительной панели, преимущественно панели с заранее заданной конфигурацией с, по меньшей мере, одной изогнутой частью панели и, по меньшей мере, одной прямой частью панели, содержащее запоминающее средство для хранения данных, относящихся к заранее заданным конфигурациям панели, которые имеют, по меньшей мере, одну прямую часть панели и, по меньшей мере, одну изогнутую часть, при этом запоминающее устройство содержит данные, относящиеся к длине прямой части, длине и радиусу изгиба изогнутой части, микропроцессор, соединенный с запоминающим средством, средство ввода для выбора одной из заранее заданных конфигураций панели, которая должна быть автоматически воспроизведена устройством, причем средство ввода соединено с микропроцессором, панелеформующее средство для формования листового материала в строительную панель со средней частью и боковыми частями, при этом панелеформующее средство соединено с микропроцессором для управления формованием листового материала в панель определенной длины, средство для обжатия части средней части отформованной панели для изгибания части длины панели под заданным радиусом изгиба, при этом средство для обжатия соединено с микропроцессором и выполнено с возможностью обжатия части средней части отформованной панели так, чтобы она соответствовала, по меньшей мере, одной изогнутой части заранее заданной конфигурации панели.
Текст
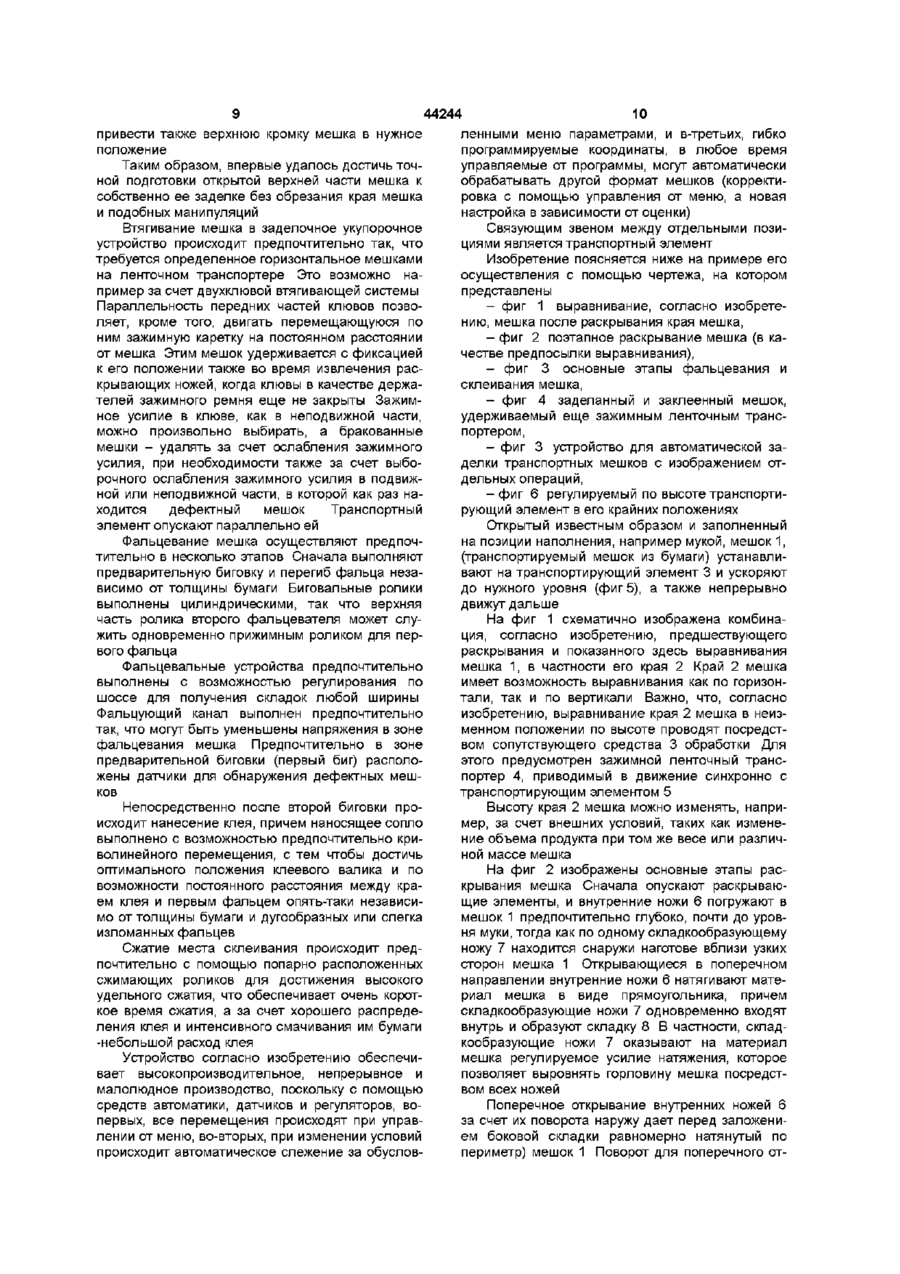
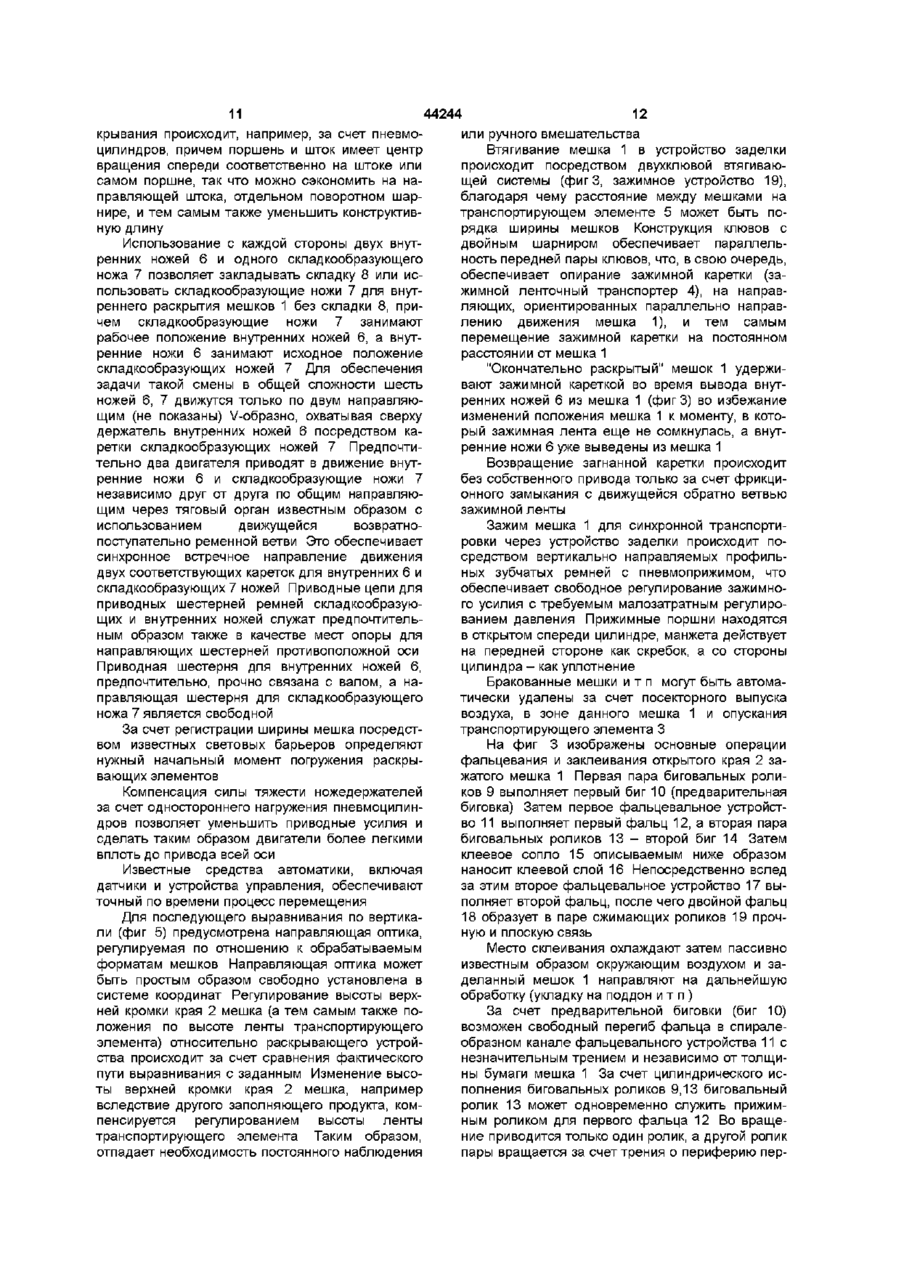
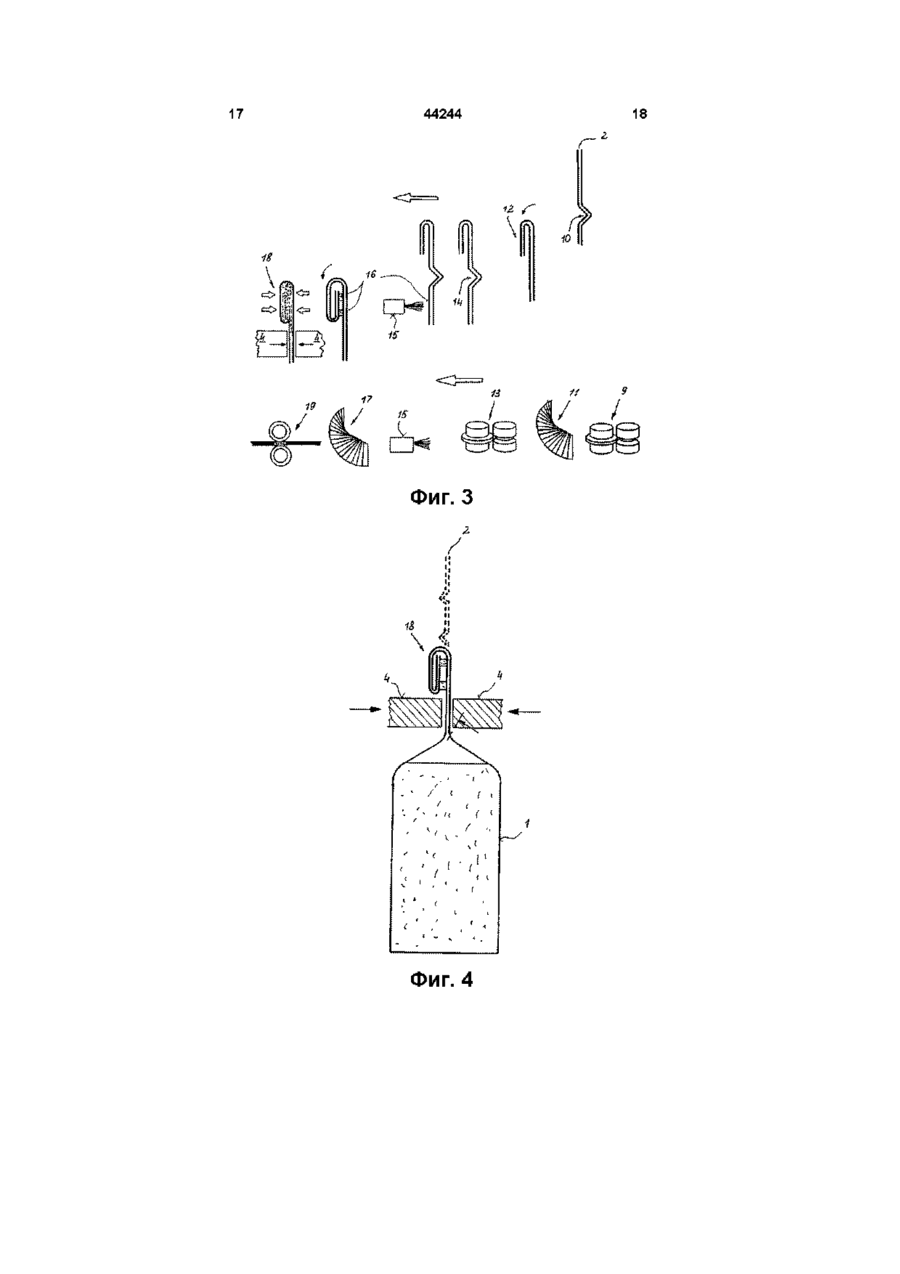
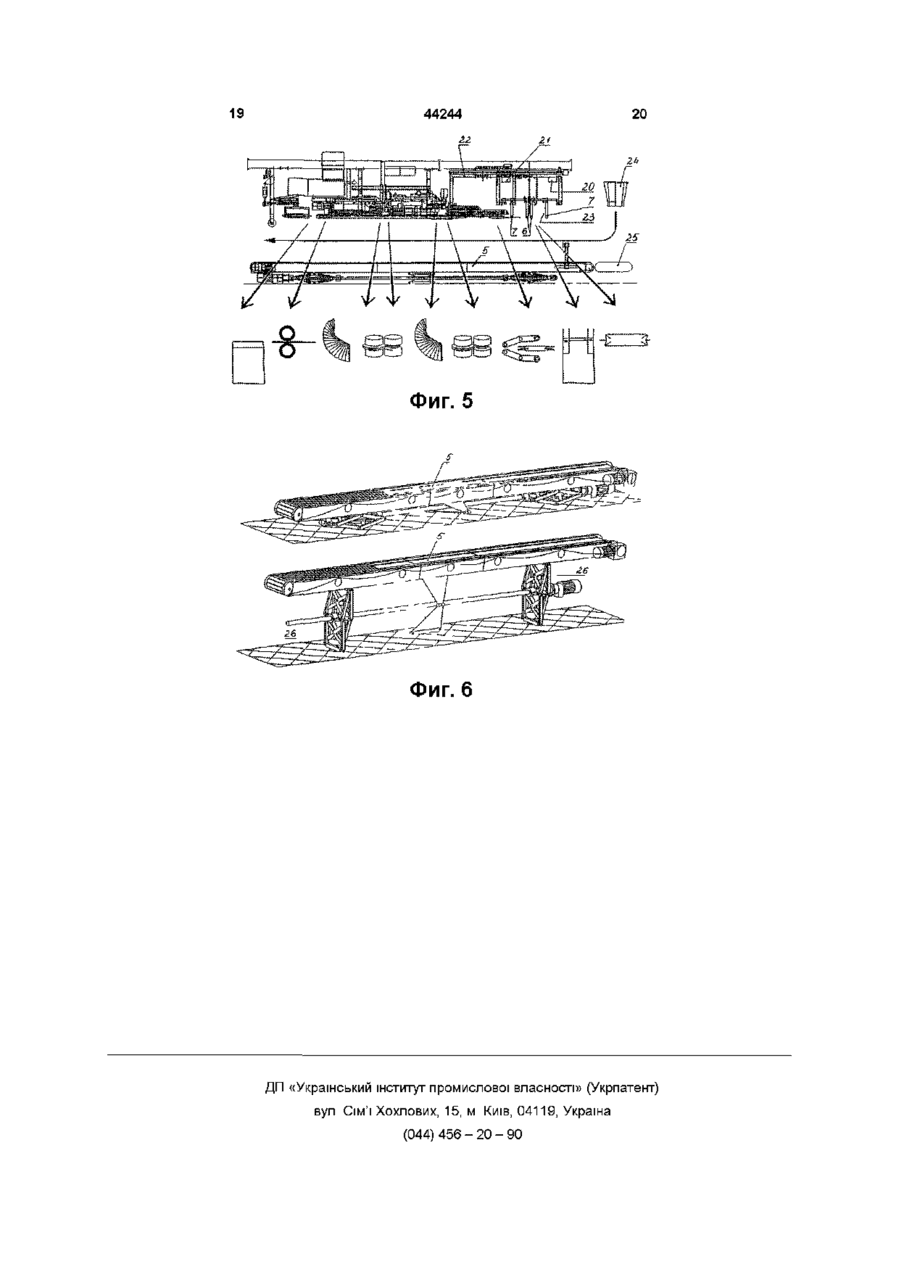
1 Устройство для автоматического изготовления строительной панели из листового материала, преимущественно с частью панели, выполненной изогнутой, содержащее панелеформовочную машину для формования листового материала в прямую панель со средней и боковыми, "бортовыми", частями, средство для измерения длины панели, выходящей из панелеформующей машины, средство для управления подачей листового материала в панелеформовочную машину, в зависимости от сигнала средства для измерения длины, изгибообразователь со средством для изгибания формуемой панели путем сжимания средней части панели, средство для выбора заранее заданного изгиба панели, средство для измерения изгиба панели и микропроцессор, входы которого соединены со средством измерения длины панели, средством для измерения изгиба панели и средством для выбора заранее заданного изгиба панели, а выходы микропроцессора соединены со средством для управления подачей листового материала в панелеформовочную машину и со средством управления работой изгибообразователя 2 Устройство по п 1, отличающееся тем, что средство для измерения длины панели содержит роторный кодер 3 Устройство по п 1, отличающееся тем, что средство для выбора заранее заданного изгиба панели содержит клавиатуру для ввода данных, относящихся к выбираемому изгибу 4 Устройство по п 3, отличающееся тем, что средство для изгибания формуемой панели содержит обжимные ролики, а средство для выбора заранее заданного изгиба панели соединено с микропроцессором для сравнения заданного изгиба с данными, хранящимися в микропроцессоре, и определения положения обжимных роликов при формировании, по меньшей мере, части панели с заранее заданным радиусом изгиба панелей 5 Устройство по п 4, отличающееся тем, что средство управления работой изгибообразователя содержит микропроцессор для приведения в действие изгибообразователя после сравнения в микропроцессоре данных для изгиба панели 6 Устройство по п 1, отличающееся тем, что средство для измерения изгиба панели содержит кодер для измерения изгиба части панели на выходе из изгибообразователя и выработки сигнала, соответствующего измеренной кривизне 7 Устройство по п 6, отличающееся тем, что средство управления работой изгибообразователя содержит микропроцессор для приема сигнала со средства измерения изгиба панели и управления с его помощью работой изгибообразователя 8 Устройство по п 7, отличающееся тем, что средство управления работой изгибообразователя содержит микропроцессор для управления положением обжимных роликов по сигналу со средства измерения изгиба панели и формования панели, по меньшей мере, с изогнутой частью, согласно заранее заданному изгибу 9 Устройство по п 8, отличающееся тем, что оно снабжено вторым кодером для измерения относительного положения обжимных роликов, выход которого связан с входом микропроцессора для обеспечения управления положением обжимных роликов в ответ на сигнал, поступающий от соответствующего средства измерения кривизны, и сигнал со второго кодера, соответствующий относительному положению обжимных роликов 10 Устройство для автоматического изготовления строительной панели из листового материала, преимущественно с, по меньшей мере, одной частью панели, выполненной изогнутой согласно заранее выбранному радиусу изгиба и, по меньшей мере, одной прямой частью, содержащее средство для формования листового материала в прямую панель с гладкой средней частью и боковыми частями, средство для измерения длины листового материала, который формуют в панель, О 44244 ли для ее изгиба с заданным радиусом кривизны, связанное с этим средством для измерения длизапоминающее средство для запоминания данны, средство для управления средством для форных, относящихся к различным радиусам изгиба и мования панели заданной длины, средство для соответствующим положениям средства для обизгибания части панели после средства для форжатия, средство для задания радиуса изгиба, с мования за счет обжатия средней части панели которым будет изогнута панель средством для для получения части панели изогнутой согласно обжатия, средство для автоматической установки заранее выбранному радиусу изгиба, средство средства для обжатия в заданное положение за для измерения длины изогнутой части панели и счет определения текущего положения средства радиуса изгиба изогнутой части панели, средство для обжатия, сравнения текущего положения для управления величиной обжатия изгибающим средства для обжатия с данными в запоминаюсредством, причем средство для измерения длищем средстве, относящимися к различным радиуны и радиуса кривизны изогнутой части панели сам изгиба и соответствующим им положениям соединено со средством для управления величисредства для обжатия, для определения возможной обжатия с возможностью изгибания, по меньности установки средства для обжатия в необхошей мере, части панели в соответствии с выбрандимое положение при несоответствии его текущеной величиной длины и кривизны панели и го положения данным по положению, записанным возможностью прохождения другой части панели в запоминающем средстве без изгибания 11 Способ автоматического изготовления строительной панели из листового материала, преимущественно с, по меньшей мере, частью панели с заданным изгибом, включающий выбор заданного радиуса изгиба и длины изогнутой части панели, проверку положения обжимающего средства изгибообразующего устройства для обжимания средней части панели, установку обжимного средства для обжатия средней части панели в положение, соответствующее желаемому радиусу кривизны, и проверку положения обжимающего средства, подачу листового материала в панелеформующее устройство для изготовления панели со средней и боковыми частями, измерение длины панели после панелеформующего устройства, управление подачей листового материала к панелеформующему устройству центральной контрольной установкой в зависимости от значения измеренной длины панели, подачу панели к обжимающему средству для избирательного изгибания панели согласно заранее заданному радиусу изгиба, удаление панели из изгибообразующего устройства после изгибания, по меньшей мере, части панели 12 Способ по п 11, отличающийся тем, что в изгибообразующем устройстве панель изгибают по всей ее длине 13 Устройство для автоматического изготовления строительной панели, преимущественно, по меньшей мере, часть длины которой изогнута, содержащее средство для формования листового материала в панель со средней частью, средство для обжатия средней части отформованной пане Изобретение относится к способу и устройству для автоматической заделки транспортных мешков после их заполнения сыпучим материалом, которые находят применение, в частности, при затаривании и заделке транспортных мешков (предпочтительно бумажных) для оптовых упаковок (около 10 - 50кг) муки, кормов и т п Заделка небольших потребительских упаковок до 2кг осуществляется в большинстве случаев на упаковочных автоматах большой мощности Благодаря малым перемещаемым массам и площа 14 Устройство для автоматического изготовления строительной панели, преимущественно панели с заранее заданной конфигурацией с, по меньшей мере, одной изогнутой частью панели и, по меньшей мере, одной прямой частью панели, содержащее запоминающее средство для хранения данных, относящихся к заранее заданным конфигурациям панели, которые имеют, по меньшей мере, одну прямую часть панели и, по меньшей мере, одну изогнутую часть, при этом запоминающее устройство содержит данные, относящиеся к длине прямой части, длине и радиусу изгиба изогнутой части, микропроцессор, соединенный с запоминающим средством, средство ввода для выбора одной из заранее заданных конфигураций панели, которая должна быть автоматически воспроизведена устройством, причем средство ввода соединено с микропроцессором, панелеформующее средство для формования листового материала в строительную панель со средней частью и боковыми частями, при этом панелеформующее средство соединено с микропроцессором для управления формованием листового материала в панель определенной длины, средство для обжатия части средней части отформованной панели для изгибания части длины панели под заданным радиусом изгиба, при этом средство для обжатия соединено с микропроцессором и выполнено с возможностью обжатия части средней части отформованной панели так, чтобы она соответствовала, по меньшей мере, одной изогнутой части заранее заданной конфигурации панели дям бумаги процессы движения могут осуществляться с высокой скоростью, что обеспечивает очень высокую мощность Совершенно иного подхода требуют, напротив, оптовые упаковки массой более 5кг Используемые при этом транспортные мешки могут иметь массу до 50кг Даже если и обнаруживается определенная тенденция к уменьшению упаковок, перемещаемые массы, нестабильный вид тары и плоские участки мешков требуют лишь сравнительно небольших ускорений Слишком большие 44244 ускорения привели бы к повреждению материала мешков или деформации тары вместе с горловиной так, что она будет непригодна для дальнейших операций Правда, у так называемых клапанных мешков заделка благодаря наличию клапаннообразно запираемого наполнительного отверстия происходит относительно без проблем, однако из-за низкой производительности затаривания, высокой стоимости пустых мешков и необходимости принятия гигиенических мер они используются для пищевых продуктов и кормов лишь условно Пищевые продукты и корма, в частности размолотые продукты, требуют герметичной заделки транспортного мешка в обоих направлениях Ни содержимое не должно высыпаться из мешка, ни влага, токсичные вещества или насекомые не должны проникать внутрь него Транспортные мешки должны быть тщательно укупорены зашиванием (отверстия, перфорация) или лучше заклеены Точно так же даже небольшие различия в плотности содержимого мешка вызывают различия в степени заполнения Поскольку транспортный мешок в не закупоренном виде не имеет точно определенной пространственной массы, автоматическое манипулирование им и укладка на поддон представляют проблему Тем не менее каждый мешок должен иметь ровную форму и не содержать воздушных подушек, с тем чтобы обеспечить пригодный к транспортировке штабель мешков (на поддоне) Поэтому невозможно хотеть повысить только степень автоматизации устройства для заделки мешков К тому же очень различные размеры партий требуют частоты переналадки устройства Кроме того, имеются также ограничения, накладываемые широко применяемым зашиваниям Скорость зашивания нельзя повышать произвольно, мешки из тонкого материала (с целью уменьшения веса) зашиваются негерметично и склонны к разрыву Принципиальное решение проблемы представляет заклеивание мешков У заполненного и нераскрытого транспортного мешка края горловины могут сильно менять свое положение, что затрудняет точное зашивание или заклеивание Например, необходимо и известно, что для точного процесса фальцевания от верхнего края мешка отрезают полосу, с тем чтобы обеспечить точное горизонтальное и вертикальное положения края Такое решение обуславливает, однако, дополнительные затраты на оборудование и удаление отрезанного материала Для устранения этих недостатков, например в европейской заявке ЕР-А-№ 293615, предложено, для укупорки бумажных мешков с боковыми складками заполненный мешок зажимать непосредственно на позиции заполнения и посредством салазок перемещать на последующую позицию фальцевания Недостатком этого простого по себе исполнения является то обстоятельство, что открытый конец мешка можно, правда, зажать относительно точно, однако предварительно отформованный мешок передается часто очень неточно Согласно европейской заявке ЕР-А-№ 123784 предложено, что один слой бумаги перед фальце 6 ванием отделяют на несколько сантиметров и образованный таким образом напуск в качестве защитного напуска над местом сгиба склеивают затем непосредственно с тем местом материала мешка, которое лежит за пределами места сгиба Этим можно обеспечить дополнительную защиту заделки мешка от расслаивания, даже если склеивание выполнено не оптимально Недостатком и здесь является усложнение процесса фальцевания, которое, в частности при высокой производительности установки, может снизить надежность Применение ограничено к тому же только многослойной бумагой Похожее решение описано в заявке ФРГ ДЕ-А№ 2520744, причем из-за особой формы мешка потребитель ограничен в выборе материала для него В патенте ЕР-А-538565 описано перемещение на поддоне относительно точно мешков на этап нанесения клея, фальцевания и обжима Однако, недостатком является то, что отсутствует контроль за нанесением клея и отсутствие первого бига и то, что фальцовка осуществляется в один этап Процесс двойной фальцовки известен из патента US 4 507 906, который включает прямое направление мешков к месту фальцовки Мейер описывает первую и вторую фальцовку и бигование, и нанесение клея Однако указанный процес не предусматривает контроль качества и регулировку по высоте Наибольший интерес представляет патент ДЕ № 1 931 100, кл В 65 В 7/08, 1971 , в котором описан способ и устройство для автоматической заделки транспортных мешков В соответствии с этим патентом способ автоматической заделки транспортных мешков состоит в том, что после заполнения мешков заданным количеством сыпучего продукта его транспортируют к устройству заделки с последующим зажатием транспортного мешка, фальцеванием и заклеиванием верхнего открытого края мешка, а затем сжимают и охлаждают места склеивания Устройство для осуществления указаного способа автоматической заделки транспортных мешков после их заполнения заданным количеством сыпучего продукта, содержит позиции раскрывания, зажатия и фальцевания транспортного мешка, нанесение клея и сжатия места склеивания, причем мешок перемещают от позиции к позиции на транспортирующем элементе в виде ленточного транспортера Однако, несмотря на то, что открытый конец заполненного мешка можно было бы зажать сравнительно точно, этого не всегда можно достигнуть из-за того, что мешок передается часто не очень точно, без выравнивания и коррекции больших допустимых отклонений, также не контролируется количество нанесения клея, а это все отражается на качестве шва Кроме того, усложняет работу и снижает производительность различные размеры партий мешков и плотность содержимого мешка, что сказывается на различии степени заполнения мешка В основу изобретения положена задача при устранении перечисленных недостатков уровня 44244 8 техники разработать способ простой и точной авчеством сыпучего продукта, содержит позиции томатической заделки транспортных мешков разраскрывания, зажатия и фальцевания транспортной высоты наполнения удерживания края наполного мешка, нанесение клея и сжатие места ненного мешка в постоянном положении при склеивания, причем мешок перемещают от позипроизводительности около 1200 мешков в час и ции к позиции на транспортирующем элементе в упаковываемых массах по меньшей мере от Зкг до виде ленточного транспортера, и с зажимным устоколо 50кг на мешок ройством, с зажимным ленточным транспортером В основу изобретения положена также задача и с датчиком, автоматическими средствами и консоздания устройства для осуществления способа, тролирующими устройствами (регуляторами), и в причем оно должно обеспечить достижение высосоответствии с изобретением указанное устройсткой гибкости в отношении размера и формы исво содержит раскрывающее устройство с управпользуемых мешков, предпочтительно из бумаги ляемым приводом для раскрывания и выравнивания мешка по высоте, две последовательно Эта задача решается предложенным спосоустановленные в направлении транспортировки бом автоматической заделки транспортных мешпары биговальных роликов за которыми установков, который состоит в том, что после заполнения лены соответственно фальцевальные устройства, мешков заданным количеством сыпучего продукта и между биговальными роликами и фальцевальего транспортируют к устройству заделки с посленым устройством установлено клеевое сопло для дующим зажатием транспортного мешка, фальценанесения клеевого слоя, и установленную за ниванием и заклеиванием верхнего открытого края ми пару сжимающих роликов У казанное устроймешка, который затем сжимают и охлаждают месство отличается сравнительно небольшими затрата склеивания, и в соответствии с изобретением тами на механику и сравнительно небольшой транспортный мешок после раскрывания открытопотребностью в площади Отпадает необходиго сверху мешка дополнительно выравнивают по мость в обычных до сих пор дополнительных устего высоте относительно верхнего края мешка и ройствах, например для обрезки кромок мешка и фиксируют, путем стягивания из мешка вытесняют для удаления отходов воздух, и выровненный мешок передают к двухклювой втягивающей системе устройства заделки, Использование средств автоматики и датчификсированный и выровненный мешок стягивают ков обеспечивает помимо точности перемещений и зажимают в двух местах во втягивающей систетакже регистрацию регулирующих величин в регуме, затем выполняют первый биг и образуют перлируемой последовательности перемещений вый фальц, после чего выполняют второй биг, Отклонение регулирующих величин может расположенный под первым бигом, и под этим быть использовано для обнаружения известных вторым бигом наносят клеевой слой, а в заключеспециалисту изменившихся внешних и внутренних ние выполняют двойной фальц с образованием эксплуатационных условий клеевой полосы и сжимают его с высоким удельИменно при затаривании в неустойчивые буным давлением, причем мешок движется горизонмажные мешки и с изменяющимися свойствами тально непрерывно на транспортирующем элезатариваемого продукта в течение минут или чаменте сов вследствие внешних условий неизбежным является активное отслеживание заданных параБлагодаря немедленному интенсивному сжаметров для поддержания бесперебойного, автотию места склеивания в сжимающих роликах досматического и безлюдного производства тигается герметичное соединение, которое уже в кратчайшее время после выхода из клеевых ролиСогласно изобретению обнаружено, что уже ков приобретает окончательную прочность процесс раскрывания мешка должен происходить точно и с воздействием определенного усилия В течение всего процесса мешок находится на Глубокое проникновение раскрывающих элеменгоризонтальном основании, транспортном элетов (ножей) в мешок почти до поверхности продукменте, предпочтительно цепном транспортере, и та позволяет, кроме того, хорошо вытеснить возего положение контролируют датчики душную подушку За счет предпочтительного Транспортный элемент выполнен с возможноиспользования с каждой стороны двух внутренних стью регулирования по высоте и обладает надежножей и одного складкообразующего ножа для ной продольной стабилизацией За счет этого закладывания складки (или использования складможно использовать трапецеидальные элементы кообразующих ножей для внутреннего раскрывадля регулирования по высоте, имеющие простую ния мешка без складки) и за счет поперечного конструкцию расхождения внутренних ножей перед закладываПредпочтительно мешок после заполнения и нием боковой складки образуется равномерно установки на транспортный элемент движут ненапряженный по периметру мешок Благодаря прерывно, с тем чтобы избежать также наклона одинаковой длине передней и задней сторон мешмешка ка это обеспечивает не только лучший внешний В процессе обширных исследований было обвид, но и прежде всего более высокую герметичнаружено, что за счет связи известных отдельных ность заделки Раскрывающие элементы перемефункций с новыми функциями с привлечением щают синхронно с транспортным элементом средств сенсорики и автоматики, а также регуляторов можно создать совершенно новое поколеФрикционное замыкание между раскрываюние оборудования щими ножами и стенкой мешка используют для того, чтобы за счет движения раскрывающих элеУстройство для осуществления способа для ментов вниз или вверх с помощью тех же привоавтоматической заделки заполненных транспортдов, которые совершают движение погружения, ных мешков после их заполнения заданным коли 44244 10 ленными меню параметрами, и в-третьих, гибко привести также верхнюю кромку мешка в нужное программируемые координаты, в любое время положение управляемые от программы, могут автоматически Таким образом, впервые удалось достичь точобрабатывать другой формат мешков (корректиной подготовки открытой верхней части мешка к ровка с помощью управления от меню, а новая собственно ее заделке без обрезания края мешка настройка в зависимости от оценки) и подобных манипуляций Втягивание мешка в заделочное укупорочное Связующим звеном между отдельными позиустройство происходит предпочтительно так, что циями является транспортный элемент требуется определенное горизонтальное мешками Изобретение поясняется ниже на примере его на ленточном транспортере Это возможно наосуществления с помощью чертежа, на котором пример за счет двухклювой втягивающей системы представлены Параллельность передних частей клювов позво- фиг 1 выравнивание, согласно изобретеляет, кроме того, двигать перемещающуюся по нию, мешка после раскрывания края мешка, ним зажимную каретку на постоянном расстоянии - фиг 2 поэтапное раскрывание мешка (в каот мешка Этим мешок удерживается с фиксацией честве предпосылки выравнивания), к его положении также во время извлечения рас- фиг 3 основные этапы фальцевания и крывающих ножей, когда клювы в качестве держасклеивания мешка, телей зажимного ремня еще не закрыты Зажим- фиг 4 заделанный и заклеенный мешок, ное усилие в клюве, как в неподвижной части, удерживаемый еще зажимным ленточным трансможно произвольно выбирать, а бракованные портером, мешки - удалять за счет ослабления зажимного - фиг 3 устройство для автоматической заусилия, при необходимости также за счет выбоделки транспортных мешков с изображением отрочного ослабления зажимного усилия в подвиждельных операций, ной или неподвижной части, в которой как раз на- ф и г 6 регулируемый по высоте транспортиходится дефектный мешок Транспортный рующий элемент в его крайних положениях элемент опускают параллельно ей Открытый известным образом и заполненный на позиции наполнения, например мукой, мешок 1, Фальцевание мешка осуществляют предпоч(транспортируемый мешок из бумаги) устанавлитительно в несколько этапов Сначала выполняют вают на транспортирующий элемент 3 и ускоряют предварительную биговку и перегиб фальца незадо нужного уровня (фиг 5), а также непрерывно висимо от толщины бумаги Биговальные ролики движут дальше выполнены цилиндрическими, так что верхняя часть ролика второго фальцевателя может слуНа фиг 1 схематично изображена комбинажить одновременно прижимным роликом для перция, согласно изобретению, предшествующего вого фальца раскрывания и показанного здесь выравнивания мешка 1, в частности его края 2 Край 2 мешка Фальцевальные устройства предпочтительно имеет возможность выравнивания как по горизонвыполнены с возможностью регулирования по тали, так и по вертикали Важно, что, согласно шоссе для получения складок любой ширины изобретению, выравнивание края 2 мешка в неизФальцующий канал выполнен предпочтительно менном положении по высоте проводят посредсттак, что могут быть уменьшены напряжения в зоне вом сопутствующего средства 3 обработки Для фальцевания мешка Предпочтительно в зоне этого предусмотрен зажимной ленточный транспредварительной биговки (первый биг) располопортер 4, приводимый в движение синхронно с жены датчики для обнаружения дефектных мештранспортирующим элементом 5 ков Непосредственно после второй биговки проВысоту края 2 мешка можно изменять, наприисходит нанесение клея, причем наносящее сопло мер, за счет внешних условий, таких как изменевыполнено с возможностью предпочтительно криние объема продукта при том же весе или различволинейного перемещения, с тем чтобы достичь ной массе мешка оптимального положения клеевого валика и по На фиг 2 изображены основные этапы расвозможности постоянного расстояния между кракрывания мешка Сначала опускают раскрываюем клея и первым фальцем опять-таки независищие элементы, и внутренние ножи 6 погружают в мо от толщины бумаги и дугообразных или слегка мешок 1 предпочтительно глубоко, почти до уровизломанных фальцев ня муки, тогда как по одному складкообразующему ножу 7 находится снаружи наготове вблизи узких Сжатие места склеивания происходит предсторон мешка 1 Открывающиеся в поперечном почтительно с помощью попарно расположенных направлении внутренние ножи 6 натягивают матесжимающих роликов для достижения высокого риал мешка в виде прямоугольника, причем удельного сжатия, что обеспечивает очень коротскладкообразующие ножи 7 одновременно входят кое время сжатия, а за счет хорошего распредевнутрь и образуют складку 8 В частности, складления клея и интенсивного смачивания им бумаги кообразующие ножи 7 оказывают на материал -небольшой расход клея мешка регулируемое усилие натяжения, которое Устройство согласно изобретению обеспечипозволяет выровнять горловину мешка посредствает высокопроизводительное, непрерывное и вом всех ножей малолюдное производство, поскольку с помощью средств автоматики, датчиков и регуляторов, воПоперечное открывание внутренних ножей 6 первых, все перемещения происходят при управза счет их поворота наружу дает перед заложенилении от меню, во-вторых, при изменении условий ем боковой складки равномерно натянутый по происходит автоматическое слежение за обусловпериметр) мешок 1 Поворот для поперечного от 11 крывания происходит, например, за счет пневмоцилиндров, причем поршень и шток имеет центр вращения спереди соответственно на штоке или самом поршне, так что можно сэкономить на направляющей штока, отдельном поворотном шарнире, и тем самым также уменьшить конструктивную длину Использование с каждой стороны двух внутренних ножей 6 и одного складкообразующего ножа 7 позволяет закладывать складку 8 или использовать складкообразующие ножи 7 для внутреннего раскрытия мешков 1 без складки 8, причем складкообразующие ножи 7 занимают рабочее положение внутренних ножей 6, а внутренние ножи 6 занимают исходное положение складкообразующих ножей 7 Для обеспечения задачи такой смены в общей сложности шесть ножей 6, 7 движутся только по двум направляющим (не показаны) V-образно, охватывая сверху держатель внутренних ножей 6 посредством каретки складкообразующих ножей 7 Предпочтительно два двигателя приводят в движение внутренние ножи 6 и складкообразующие ножи 7 независимо друг от друга по общим направляющим через тяговый орган известным образом с использованием движущейся возвратнопоступательно ременной ветви Это обеспечивает синхронное встречное направление движения двух соответствующих кареток для внутренних 6 и складкообразующих 7 ножей Приводные цепи для приводных шестерней ремней складкообразующих и внутренних ножей служат предпочтительным образом также в качестве мест опоры для направляющих шестерней противоположной оси Приводная шестерня для внутренних ножей 6, предпочтительно, прочно связана с валом, а направляющая шестерня для складкообразующего ножа 7 является свободной За счет регистрации ширины мешка посредством известных световых барьеров определяют нужный начальный момент погружения раскрывающих элементов Компенсация силы тяжести ножедержателей за счет одностороннего нагружения пневмоцилиндров позволяет уменьшить приводные усилия и сделать таким образом двигатели более легкими вплоть до привода всей оси Известные средства автоматики, включая датчики и устройства управления, обеспечивают точный по времени процесс перемещения Для последующего выравнивания по вертикали (фиг 5) предусмотрена направляющая оптика, регулируемая по отношению к обрабатываемым форматам мешков Направляющая оптика может быть простым образом свободно установлена в системе координат Регулирование высоты верхней кромки края 2 мешка (а тем самым также положения по высоте ленты транспортирующего элемента) относительно раскрывающего устройства происходит за счет сравнения фактического пути выравнивания с заданным Изменение высоты верхней кромки края 2 мешка, например вследствие другого заполняющего продукта, компенсируется регулированием высоты ленты транспортирующего элемента Таким образом, отпадает необходимость постоянного наблюдения 44244 12 или ручного вмешательства Втягивание мешка 1 в устройство заделки происходит посредством двухклювой втягивающей системы (фиг 3, зажимное устройство 19), благодаря чему расстояние между мешками на транспортирующем элементе 5 может быть порядка ширины мешков Конструкция клювов с двойным шарниром обеспечивает параллельность передней пары клювов, что, в свою очередь, обеспечивает опирание зажимной каретки (зажимной ленточный транспортер 4), на направляющих, ориентированных параллельно направлению движения мешка 1), и тем самым перемещение зажимной каретки на постоянном расстоянии от мешка 1 "Окончательно раскрытый" мешок 1 удерживают зажимной кареткой во время вывода внутренних ножей 6 из мешка 1 (фигЗ) во избежание изменений положения мешка 1 к моменту, в который зажимная лента еще не сомкнулась, а внутренние ножи 6 уже выведены из мешка 1 Возвращение загнанной каретки происходит без собственного привода только за счет фрикционного замыкания с движущейся обратно ветвью зажимной ленты Зажим мешка 1 для синхронной транспортировки через устройство заделки происходит посредством вертикально направляемых профильных зубчатых ремней с пневмоприжимом, что обеспечивает свободное регулирование зажимного усилия с требуемым малозатратным регулированием давления Прижимные поршни находятся в открытом спереди цилиндре, манжета действует на передней стороне как скребок, а со стороны цилиндра - как уплотнение Бракованные мешки и т п могут быть автоматически удалены за счет посекторного выпуска воздуха, в зоне данного мешка 1 и опускания транспортирующего элемента 3 На фиг 3 изображены основные операции фальцевания и заклеивания открытого края 2 зажатого мешка 1 Первая пара биговальных роликов 9 выполняет первый биг 10 (предварительная биговка) Затем первое фальцевальное устройство 11 выполняет первый фальц 12, а вторая пара биговальных роликов 13 - второй биг 14 Затем клеевое сопло 15 описываемым ниже образом наносит клеевой слой 16 Непосредственно вслед за этим второе фальцевальное устройство 17 выполняет второй фальц, после чего двойной фальц 18 образует в паре сжимающих роликов 19 прочную и плоскую связь Место склеивания охлаждают затем пассивно известным образом окружающим воздухом и заделанный мешок 1 направляют на дальнейшую обработку (укладку на поддон и т п ) За счет предварительной биговки (биг 10) возможен свободный перегиб фальца в спиралеобразном канале фальцевального устройства 11с незначительным трением и независимо от толщины бумаги мешка 1 За счет цилиндрического исполнения биговальных роликов 9,13 биговальный ролик 13 может одновременно служить прижимным роликом для первого фальца 12 Во вращение приводится только один ролик, а другой ролик пары вращается за счет трения о периферию пер 13 44244 14 вого ролика, что позволяет избежать излишних печивает раскатывание клея в тонкую пленку при механизмов смачивании большой площади бумаги вплоть до его попадания в поры материала и тем самым Высоту и положение фальца можно устанавбольшую площадь склеивания Это важно, чтобы ливать автоматически, благодаря чему длину задаже при расслаивании бумаги исключить разрыв деланного мешка 1 можно произвольно выбирать в месте заделки с целью оптимальной подгонки к величине поддона К тому же клеевой слой 16 является гибким Выполнение фальцующего канала в виде под изгибающей нагрузкой, менее склонен к разшахты с параллельными боковыми стенками, мерыву по сравнению с обычно сжатыми между ленжду которыми перегнутая часть мешка движется тами и толстыми местами склеивания, и расходупосле воздействия спирального фальцевателя, ется меньше клея Кроме того, время охлаждения позволяет снять напряжения в зоне фальца, выкороче и мешок 1 может нагружаться уже непозванные неодинаковыми по длине путями, котосредственно после выхода из сжимающих роликов рые передняя кромка фальца должна пройти от19 Время сжатия составляет около 0,5с и сразу носительно части в зоне фальца Это не достигается около 80% от окончательной прочобеспечивает не только прямой фальц 12, но и ности Проблем с расслаиванием не было обнавозможность предельного укорочения спиральноружено во время обширных испытаний Также го патрона, в случае если к прямолинейности уменьшается конструктивная длина устройства фальца 12 не предъявляются повышенные требозаделки вания Как и биговальные ролики 9, 13, во вращение приводится только один сжимающий ролик 19, а За счет оптических ограничивающих датчиков второй вращается за счет трения о периферийную (устанавливаемых в зависимости от ширины поверхность первого Силовой поток по перифефальца) за первыми биговальными роликами 9 рии всегда сохраняется с зажатым мешком 1 или можно обнаруживать и выбраковывать непрабез него вильно выровненные мешки 1 Таким же образом здесь можно выталкивать и мешки 1 с неправильНа фиг 5 изображено все устройство заделки ным весом и т п или укупорочное устройство Раскрывающее устройство содержит независимо управляемые приКак правило, дефектные мешки выталкиваютводы 20, 21 для внутренних 6 и складкообразуюся самое позднее на конце заделочного устройстщих 7 ножей, которые обеспечивают одно- или ва во избежание попадания таких дефектных двухстороннее регулирование по высоте и послемешков на устройство для укладки на поддоны дующее выравнивание Посредством гидропривоит п да или позиционирующего привода ножи могут Клеевое сопло 15 установлено на позиционидвигаться горизонтально и создавать соответструющей оси перпендикулярно оси фальца фиксивующее усилие натяжения Раскрывающее устровано или с возможностью криволинейного двиройство установлено с возможностью перемещежения С помощью кулачкового управления ния по горизонтальной направляющей 22 можно, несмотря на типично слегка дугообразно параллельно транспортирующему элементу 3 для изогнутый фальц 12, наносить параллельный этосинхронизации раскрывателей и исключения мему фальцу 13 клеевой слой 16, в частности также шающих усилий во время раскрывания Функцией в его начальной зоне Таким же образом различвыравнивания, контролируемой датчиками 23, ные толщины клеевого слоя 16 или клеевого ванапример оптическими зондами, можно управлять лика можно корректировать так, что клей после или регулировать управляющей вычислительной сжатия дойдет точно до нижней кромки фальца машины В зависимости от толщины бумаги при одинаковой установке положения фальцевания получаЗаполненный мешок 1 помещают от позиции ются фальцы неодинаковой ширины вследствие 24 затаривания на транспортирующий элемент, неодинаковой длины нейтрального волокна по причем боковая направляющая 25 удерживает радиусу изгиба За счет этого происходит смещемешок 1 в вертикальном положении В целях выние абсолютного положения идеальной линии сокой функциональной надежности мешки 1 нанесения клея С помощью кулачкового управледолжны быть расположены на равном и коротком ния и управления от меню для каждого формата расстоянии друг от друга мешков можно корректировать это типичное повеТранспортирующий элемент 5 (фиг 6) выполдение нен с возможностью координированного регулирования по высоте посредством подъемных траВключение и выключение клеевого сопла 15 пеций 26 приходится на первые и последние миллиметры нанесенного клеевого валика или клеевого слоя Использование встроенной управляющей сен16 После сжатия это сказывается на ширине сорики для одновременного обнаружения дефектклеевого слоя 16 Для корректировки возникаюных мешков 1 через относящуюся к объекту пащей формы "рыбы" и приведения края клея в сомять обеспечивает выталкивание этих мешков 1 в ответствии с краем фальца используют кулачкопредназначенном для этого месте вое управление Использование компьютерного управления обеспечивает, кроме того, управление от специИспользование пары сжимающих роликов 19 фичных для данных мешков меню, а гибко провместо обычного, более длинного участка сжатия граммируемые координаты обеспечивают автомаобеспечивает очень сильное сжатие клея по одтическую настройку на другие габариты мешков ной линии при небольшой затрате усилия СильСпецифичные для машины и способа особенности ное удельное сжатие (наподобие каландра) обес 15 44244 16 ления регулируемых значений -также в периодиможно корректировать, и регуляторы обеспечиваческом режиме работы. ют автоматическую настройку на изменившиеся внутренние и внешние условия, а за счет накоп Фиг. 1 в ? Фиг. 2 44244 17 18 18 с // •jg Фиг. 3 Фиг. 4 20 Фиг. 5 Фиг. 6 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
Автори англійськоюMorello Frederick
Автори російськоюМорелло Фредерик
МПК / Мітки
МПК: B21D 13/00, B21D 53/00, B21D 7/00
Мітки: спосіб, матеріалу, автоматичного, панелі, варіанти, листового, виготовлення, будівельної, пристрій
Код посилання
<a href="https://ua.patents.su/10-44244-pristrijj-varianti-ta-sposib-avtomatichnogo-vigotovlennya-budivelno-paneli-z-listovogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пристрій (варіанти) та спосіб автоматичного виготовлення будівельної панелі з листового матеріалу</a>
Спосіб виготовлення деталі із композиційного матеріалу та спосіб виготовлення панелі типу “сендвіч” із композиційного матеріалу
Номер патенту: 26925
Опубліковано: 29.12.1999
Автори: ЛІМУЗЕН Жан-Луї, КАСТАГНО Стефан
Мітки: виготовлення, деталі, композиційного, матеріалу, панелі, типу, спосіб, сендвіч
Текст:
...и пробитыми иглами двумерными волокнистыми слоями, в качестве подложки отделяют, по меньшей мере, 40 один из поверхностных слоев заготовки. Желательно также, чтобы ворсинки или волоконные иголочки были отверждены путем консолидации их* в результате частичного уплотнения волокнистых заготовок об45 шивки панели перед их соединением с заготовкой ее заполнителя. В варианте выполнения возможно также, чтобы заготовки обшивки с отвержденными...
Спосіб виготовлення шаруватого листового матеріалу

Номер патенту: 90
Опубліковано: 30.04.1993
Автори: Кокурін Олександр Миколайович, Порошин Григорій Васильович, Півень Євген Григорович
МПК: B29C 69/00, B32B 37/00
Мітки: виготовлення, спосіб, матеріалу, шаруватого, листового
Формула / Реферат:
Способ изготовления слоистого листового материала, при котором в металлическом листе выполняют параллельные симметрично чередующиеся прорези, вытягивают металлический лист в направлении, перпендикулярном расположению прорезей, затем соединяют одну его сторону с плоским эластичным листом и формуют слоистую листовую заготовку, отличающийся тем, что используют дополнительный плоский эластичный лист, который при соединении слоев накладывают на...
Пристрій для розрізання листового паперового матеріалу
Номер патенту: 24428
Опубліковано: 17.07.1998
Автори: Петрук Анатолій Іванович, Варава Юрій Леонідович, Полюдов Ігор Олександрович, Поліщук Ігор Павлович
МПК: B26D 1/01
Мітки: матеріалу, пристрій, паперового, розрізання, листового
Формула / Реферат:
Устройство для резки листового бумажного материала, содержащее стол, нож, балку прижима листового материала, размещенную по одну сторону от плоскости реза, отличающееся тем, что стол, шарнирно закреплен на качающихся коромыслах жестко связанных с рычагом, с помощью которого подается к ножу, получающему вибрацию в вертикальной плоскости от привода.
Пристрій для різки листового матеріалу
Номер патенту: 4812
Опубліковано: 28.12.1994
Автори: Штільман Георгій Моісійович, Твердохлібов Леонід Володимирович, Ціпоркіс Ала Рудольфівна, Петров Дмитро Олександрович
МПК: B23D 15/00, B23D 33/00
Мітки: пристрій, різки, матеріалу, листового
Формула / Реферат:
1. Устройство для резки листового материала, содержащее гильотинные ножницы с задним упором, рольганг установленный перед гильотинными ножницами, механизм подачи листового материала с приводом, средство для сбора и удаления отходов и систему автоматического управления устройством, отличающееся тем, что, с целью повышения производительности за счет совмещения времени удаления отхода со временем обратного хода механизма подачи и повышения...
Спосіб одержання листового армованого композиційного матеріалу
Номер патенту: 13280
Опубліковано: 28.02.1997
Автори: Карпенко Олег Олександрович, Коваленко Сергій Григорович, Парадня Павло Вікторович, Пінашина Валентина Олександрівна, Коковіхін Юрій Іванович
МПК: B23K 20/04
Мітки: одержання, спосіб, матеріалу, листового, армованого, композиційного
Формула / Реферат:
(57) Способ получения листового армированного композиционного материала, включающий сборку пакета из листа армирующего материала и размещенных с двух его сторон листов обкладок с предварительно подготовленными поверхностями и его прокатку, отличающийся тем, что в качестве листов обкладок используют материал, предел прочности которого составляет 0,05...0,5 предела прочности армирующего материала, толщиной 1...3 толщины листа армирующего...
Попередній патент: Спосіб одержання оцтової кислоти (варіанти)
Наступний патент: Спосіб вимірювання електрохемілюмінесцентних явищ, спосіб визначення речовини, що аналізують, та реактив
Випадковий патент: Піскова насадка гідроциклона