Спосіб виготовлення заготовок біметалевих блоків циліндрів аксіально-поршневих гідромашин
Формула / Реферат
1. Спосіб виготовлення біметалевих блоків циліндрів аксіально-поршневих гідромашин наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання по центральній осі заготовки отвору, технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки зі сторони її нижньої торцевої поверхні - аксіальних циліндричних отворів, розташованих по колу, а також каналів, що з'єднують аксіальні циліндричні отвори з технологічною порожниною, установлення в аксіальних циліндричних отворах формувальних циліндричних стрижнів, що виконані із металу з температурою плавлення, яка перевищує температуру плавлення легкоплавкого сплаву, і мають основну частину меншого діаметра і донну центруючу частину більшого діаметра, зварювання донних частин, установлених в аксіальних циліндричних отворах формувальних стрижнів з нижньою частиною заготовки для утворення герметичної донної частини заготовки, розміщення в технологічній порожнині флюсу та легкоплавкого сплаву в мінімально дозованому об'ємі, нагрівання заготовки в соляній ванні до повного розплавлення легкоплавкого сплаву передаванням тепла від нагрітої тугоплавкої основи до легкоплавкого сплаву і утримання заготовки із заповненням розплавленим легкоплавким сплавом зазорів, утворених між внутрішніми поверхнями циліндричних отворів і формувальними стрижнями, і дна технологічної порожнини, витягнення заготовки із соляної ванни і установлення на неї теплоізолюючого ковпака протягом не більше трьох хвилин, охолодження заготовки на відповідній секції горизонтальної металевої плити і видалення формувальних стрижнів, яке поєднане з остаточною механічною обробкою заготовки, який відрізняється тим, що формувальні стрижні виконують з радіальними центруючими виступами на їх краю, протилежному їх донній частині, при цьому сумарна площа поперечного перерізу зазорів між зовнішньою поверхнею кожного формувального стрижня в зоні розташування радіальних центруючих виступів і внутрішньою поверхнею аксіального циліндричного отвору, в якому установлений стрижень, є не меншою за площу кільцевого зазору між зовнішньою поверхнею основної частини формувального стрижня і внутрішньою поверхнею аксіального циліндричного отвору, а отвір по центральній осі заготовки виконують наскрізним.
2. Спосіб за п. 1, який відрізняється тим, що радіальні центруючі виступи на формувальних стрижнях утворюють частинами циліндричного буртика, діаметр якого відповідає діаметру аксіального циліндричного отвору і який попередньо виконують біля краю формувального стрижня, протилежного донній частині формувального стрижня, і симетричними радіальними відокремлюючими вирізами, які виконують в формувальному стрижні на стороні розташування вказаного циліндричного буртика.
3. Спосіб за п. 2, який відрізняється тим, що симетричні радіальні вирізи виконують похилими до осі формуючого стрижня і з найбільшою глибиною в зоні торцевої поверхні внутрішнього краю стрижня.
4. Спосіб за пп. 2 або 3, який відрізняється тим, що кількість симетричних радіальних вирізів, які виконують на краю розташування циліндричного буртика, дорівнює трьом.
5. Спосіб за п. 1, який відрізняється тим, що сумарна площа поперечного перерізу зазорів між зовнішньою поверхнею кожного стрижня в зоні розташування радіальних центруючих виступів і внутрішньою поверхнею аксіального циліндричного отвору, в якому установлений стрижень, є більшою за площу кільцевого зазору між зовнішньою поверхнею основної частини формувального стрижня і внутрішньою поверхнею аксіального циліндричного отвору.
Текст
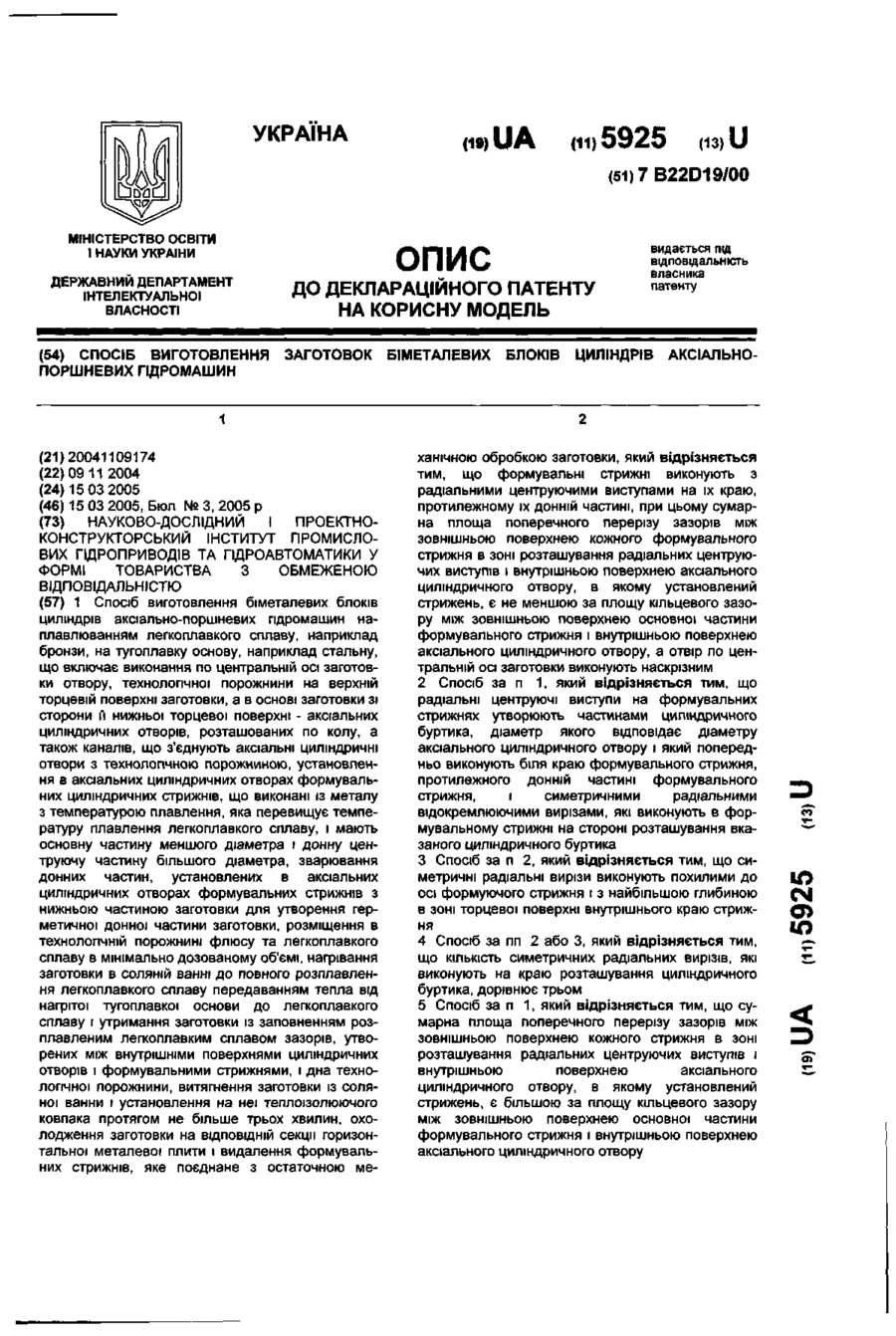
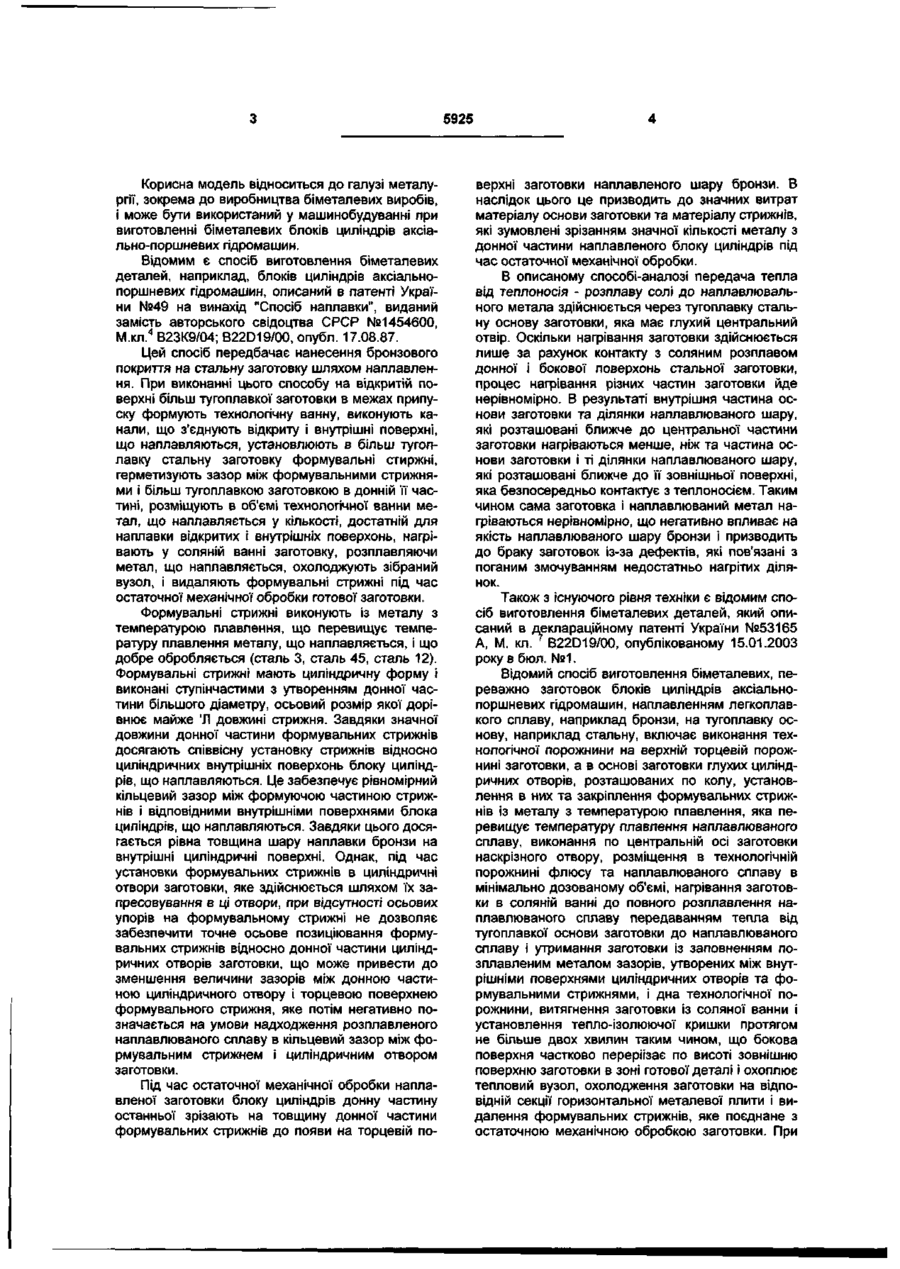
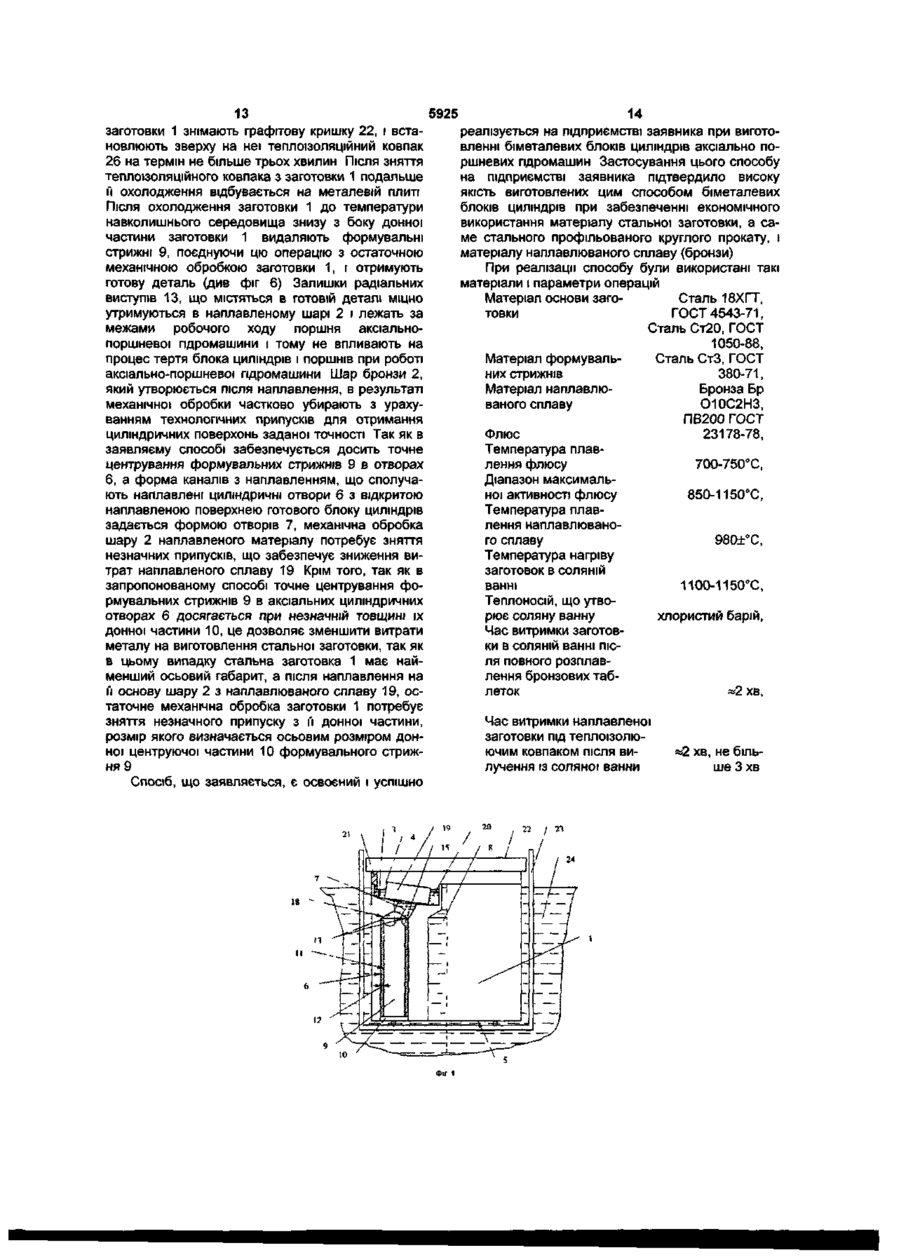
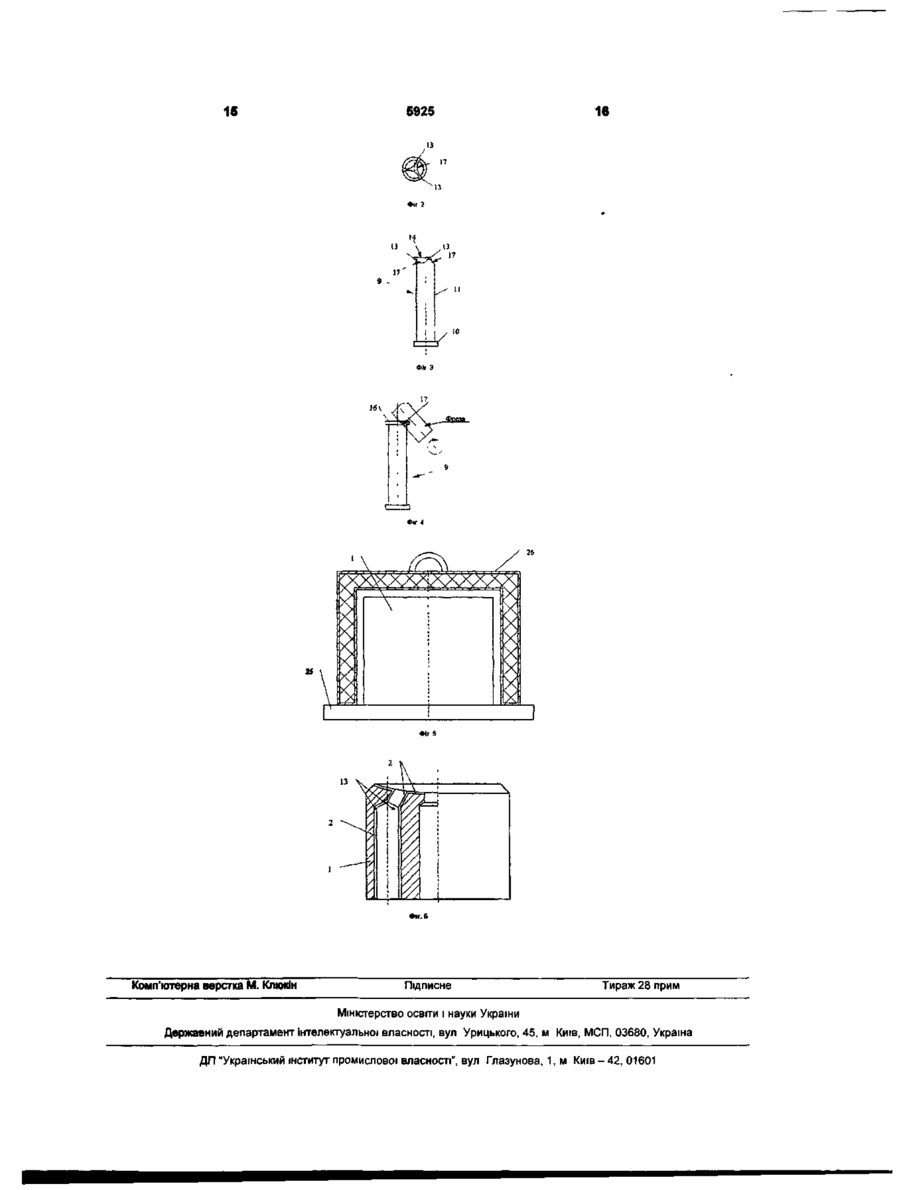
1 Спосіб виготовлення біметалевих блоків циліндрів аксіально-поршневих гідромашин наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання по центральній осі заготовки отвору, технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки зі сторони її нижньої торцевої поверхні - аксіальних циліндричних отворів, розташованих по колу, а також каналів, що з'єднують аксіальні циліндричні отвори з технологічною порожниною, установлення в аксіальних циліндричних отворах формувальних циліндричних стрижнів, що виконані із металу з температурою плавлення, яка перевищує температуру плавлення легкоплавкого сплаву, і мають основну частину меншого діаметра і донну центруючу частину більшого діаметра, зварювання донних частин, установлених в аксіальних циліндричних отворах формувальних стрижнів з нижньою частиною заготовки для утворення герметичної донної частини заготовки, розміщення в технологічній порожнині флюсу та легкоплавкого сплаву в мінімально дозованому об'ємі, нагрівання заготовки в соляній ванні до повного розплавлення легкоплавкого сплаву передаванням тепла від нагрітої тугоплавкої основи до легкоплавкого сплаву і утримання заготовки із заповненням розплавленим легкоплавким сплавом зазорів, утворених між внутрішніми поверхнями циліндричних отворів і формувальними стрижнями, і дна технологічної порожнини, витягнення заготовки із соляної ванни і установлення на неї теплоізолюючого ковпака протягом не більше трьох хвилин, охолодження заготовки на ВІДПОВІДНІЙ секції горизонтальної металевої плити і видалення формувальних стрижнів, яке поєднане з остаточною ме ханічною обробкою заготовки, який відрізняється тим, що формувальні стрижні виконують з радіальними центруючими виступами на їх краю, протилежному їх донній частині, при цьому сумарна площа поперечного перерізу зазорів між зовнішньою поверхнею кожного формувального стрижня в зоні розташування радіальних центруючих виступів і внутрішньою поверхнею аксіального циліндричного отвору, в якому установлений стрижень, є не меншою за площу кільцевого зазору між зовнішньою поверхнею основної частини формувального стрижня і внутрішньою поверхнею аксіального циліндричного отвору, а отвір по центральній осі заготовки виконують наскрізним 2 Спосіб за п 1, який відрізняється тим, що радіальні центруючі виступи на формувальних стрижнях утворюють частинами циліндричного буртика, діаметр якого відповідає діаметру аксіального циліндричного отвору і який попередньо виконують біля краю формувального стрижня, протилежного донній частині формувального стрижня, і симетричними радіальними відокремлюючими вирізами, які виконують в формувальному стрижні на стороні розташування вказаного циліндричного буртика 3 Спосіб за п 2, який відрізняється тим, що симетричні радіальні вирізи виконують похилими до осі формуючого стрижня і з найбільшою глибиною в зоні торцевої поверхні внутрішнього краю стрижня 4 Спосіб за пп 2 або 3, який відрізняється тим, що КІЛЬКІСТЬ симетричних радіальних вирізів, які виконують на краю розташування циліндричного буртика, дорівнює трьом 5 Спосіб за п 1, який відрізняється тим, що сумарна площа поперечного перерізу зазорів між зовнішньою поверхнею кожного стрижня в зоні розташування радіальних центруючих виступів і внутрішньою поверхнею аксіального циліндричного отвору, в якому установлений стрижень, є більшою за площу кільцевого зазору між зовнішньою поверхнею основної частини формувального стрижня і внутрішньою поверхнею аксіального циліндричного отвору ю CM О) ю О) 5925 Корисна модель відноситься до галузі металурги, зокрема до виробництва біметалевих виробів, і може бути використаний у машинобудуванні при виготовленні біметалевих блоків циліндрів аксіально-поршневих гідромашин Відомим Є спосіб виготовлення біметалевих деталей, наприклад, блоків циліндрів аксіальнопоршневих гідромашин, описаний в патенті України №49 на винахід "Спосіб наплавки", виданий замість авторського свідоцтва СРСР №1454600, М кл 4 В23К9/04, B22D19/00, опубл 17 08 87 Цей спосіб передбачає нанесення бронзового покриття на стальну заготовку шляхом наплавлення При виконанні цього способу на відкритій поверхні більш тугоплавкої заготовки в межах припуску формують технологічну ванну, виконують канали, що з'єднують відкриту і внутрішні поверхні, що наплавляються, установлюють в більш тугоплавку стальну заготовку формувальні стиржні, герметизують зазор між формувальними стрижнями і більш тугоплавкою заготовкою в донній ґі частині, розміщують в об'ємі технологічної ванни метал, що наплавляється у КІЛЬКОСТІ, достатній для наплавки відкритих і внутрішніх поверхонь, нагрівають у соляній ванні заготовку, розплавляючи метал, що наплавляється, охолоджують зібраний вузол, і видаляють формувальні стрижні під час остаточної механічної обробки готової заготовки Формувальні стрижні виконують із металу з температурою плавлення, що перевищує температуру плавлення металу, що наплавляється, і що добре обробляється (сталь 3, сталь 45, сталь 12) Формувальні стрижні мають циліндричну форму і виконані ступінчастими з утворенням донної частини більшого діаметру, осьовий розмір якої дорівнює майже 'Л довжині стрижня Завдяки значної довжини донної частини формувальних стрижнів досягають співвісну установку стрижнів відносно циліндричних внутрішніх поверхонь блоку циліндрів, що наплавляються Це забезпечує рівномірний кільцевий зазор між формуючою частиною стрижнів і ВІДПОВІДНИМИ внутрішніми поверхнями блока циліндрів, що наплавляються Завдяки цього досягається рівна товщина шару наплавки бронзи на внутрішні циліндричні поверхні Однак, під час установки формувальних стрижнів в циліндричні отвори заготовки, яке здійснюється шляхом їх запресовування в ці отвори, при відсутності осьових упорів на формувальному стрижні не дозволяє забезпечити точне осьове позиціювання формувальних стрижнів відносно донної частини циліндричних отворів заготовки, що може привести до зменшення величини зазорів між донною частиною циліндричного отвору і торцевою поверхнею формувального стрижня, яке потім негативно позначається на умови надходження розплавленого наплавлюваного сплаву в кільцевий зазор між формувальним стрижнем і циліндричним отвором заготовки Під час остаточної механічної обробки наплавленої заготовки блоку циліндрів донну частину останньої зрізають на товщину донної частини формувальних стрижнів до появи на торцевій по верхні заготовки наплавленого шару бронзи В наслідок цього це призводить до значних витрат матеріалу основи заготовки та матеріалу стрижнів, які зумовлені зрізанням значної КІЛЬКОСТІ металу з донної частини наплавленого блоку циліндрів під час остаточної механічної обробки В описаному способі-аналозі передача тепла від теплоносія - розплаву солі до наплавлювального метала здійснюється через тугоплавку стальну основу заготовки, яка має глухий центральний отвір Оскільки нагрівання заготовки здійснюється лише за рахунок контакту з соляним розплавом донної і бокової поверхонь стальної заготовки, процес нагрівання різних частин заготовки йде нерівномірно В результаті внутрішня частина основи заготовки та ділянки наплавлюваного шару, які розташовані ближче до центральної частини заготовки нагріваються менше, ніж та частина основи заготовки і ті ділянки наплавлюваного шару, які розташовані ближче до її зовнішньої поверхні, яка безпосередньо контактує з теплоносієм Таким чином сама заготовка і наплавлюваний метал нагріваються нерівномірно, що негативно впливає на якість наплавлюваного шару бронзи і призводить до браку заготовок із-за дефектів, які пов'язані з поганим змочуванням недостатньо нагрітих ділянок Також з існуючого рівня техніки є відомим спосіб виготовлення біметалевих деталей, який описаний в деклараційному патенті України №53165 А, М кл B22D19/00, опублікованому 15 01 2003 року в бюл №1 Відомий спосіб виготовлення біметалевих, переважно заготовок блоків циліндрів аксіальнопоршневих гідромашин, наплавленням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, включає виконання технологічної порожнини на верхній торцевій порожнині заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою плавлення, яка перевищує температуру плавлення наплавлюваного сплаву, виконання по центральній осі заготовки наскрізного отвору, розміщення в технологічній порожнині флюсу та наплавлюваного сплаву в мінімально дозованому об'ємі, нагрівання заготовки в соляній ванні до повного розплавлення наплавлюваного сплаву передаванням тепла від тугоплавкої основи заготовки до наплавлюваного сплаву і утримання заготовки із заповненням позплавленим металом зазорів, утворених між внутрішніми поверхнями циліндричних отворів та формувальними стрижнями, і дна технологічної порожнини, витягнення заготовки із соляної ванни і установлення тепло-ізолюючої кришки протягом не більше двох хвилин таким чином, що бокова поверхня частково перермзає по висоті зовнішню поверхню заготовки в зоні готової деталі і охоплює тепловий вузол, охолодження заготовки на ВІДПОВІДНІЙ секції горизонтальної металевої плити і видалення формувальних стрижнів, яке поєднане з остаточною механічною обробкою заготовки При 5925 цьому глухі циліндричні отвори, розташовані по колу, виконують в основі заготовки зверху з боку технологічної порожнини таким чином, що їх глухі КІНЦІ направлені до суцільної донної частини заготовки Закріплення формувальних стрижнів, які установлені в циліндричних отворах, здійснюють переважно за допомогою нарізного з'єднання, при цьому різь виконують на кінцях формувальних стрижнів і в суцільній донній частині заготовки Виконання отвору по центральній осі заготовки наскрізним дозволяє теплоносію, що надходить знизу, заповнити його без перешкод, витискаючи повітря через верхній відкритий кінець наскрізного отвору, забезпечивши тим самим підведення тепла з боку внутрішньої частини основи заготовки, що створює кращі умови для більш рівномірного і швидкого прогрівання заготовки і заповнення зазорів розплавленою бронзою при передаванні тепла до наплавлюваного сплаву від нагрітої тугоплавкої основи Тим самим створюються більш благосприятливі умови для надійного поєднання наплавлюваної бронзи і стальної основи, подальшої кристалізації наплавлюваного сплаву в процесі охолодження, а, отже, і отримання готових деталей більш високої якості Встановлення формувальних стрижнів у циліндричні отвори зверху з боку технологічної порожнини І закріплення їх у суцільній донній частині заготовки за допомогою, наприклад, різьбового з'єднання дозволяє більш точно і надійно закріпити стрижні, тобто сприяє отриманню рівномірного кільцевого зазору між формувальним стрижнем і поверхнею циліндричного отвору в заготовці, що підлягає наплавленню бронзою, а отже і отриманню більш рівномірного наплавлюваного шару, що також підвищує якість готових деталей Використання цього способу виготовлення біметалевих деталей для заготовок блоків циліндрів, які після остаточної механічної обробки мають плоский торець з боку глухої частини глухих циліндричних отворів заготовки, таких, наприклад, що зображені на фіг 7 деклараційного патенту на винахід №53165 А призводить до того, що заготовка повинна вибиратися зі значним осьовим розміром, збільшеного на величину довжини різі, виконаній у глухому отворі і товщину торцевої стінки глухого отвору зі сторони донної частини заготовки В наслідок цього це призводить до додаткових витрат матеріалу основи заготовки, які зумовлені зрізанням значної КІЛЬКОСТІ металу з донної частини блоку циліндрів під час остаточної механічної обробки Крім того, при використанні відомого способу для виготовлення біметалевих блоків циліндрів аксіально-поршневих гідромашин, конструкція яких передбачає виконання похилих каналів, що сполучають наплавлені циліндричні отвори з відкритою торцевою наплавленою поверхнею заготовки і мають діаметр значно менший, ніж діаметр циліндричних каналів заготовки, призводить до зайвих витрат легкоплавкого сплаву, так як при виконанні відомого способа перегородку, в якій виконуються похилий канал, утворюють з легкоплавкого сплаву під час заповнення розплавленим легким сплавом верхньої частини циліндричного отвору, що виконаний в заготовці з боку технологічної порожнини Також з існуючого рівня техніки є відомим спосіб виготовлення біметалевих деталей, який описаний в патенті України на винахід UA 17743 А, М кл 6 B22D19/00, B23K20/14 Згідно З ЦИМ способом виготовлення біметалевих блоків циліндрів аксіально-поршневих гідромашин здійснюють наплавлюванням легкоплавкого сплаву, наприклад, бронзи, на тугоплавку основу, наприклад, стальну Спосіб включає виконання по центральній осі заготовки отвору, виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки зі сторони її нижньої торцевої поверхні - аксіальних циліндричних отворів, розташованих по колу, а також виконання каналів, що з'єднують аксіальні циліндричні отвори з технологічною порожниною, установлення в аксіальних циліндричних отворах формувальних циліндричних стрижнів, що виконані із металу з температурою плавлення, яка перевищує температуру плавлення легкоплавкого сплаву, і що мають основну частину меншого діаметра і донну центруючу частину більшого діаметра, зварювання донних частин установлених в аксіальних циліндричних отворах формувальних стрижнів з нижньою частиною заготовки для утворення герметичної донної частини заготовки, розміщення в технологічній порожнині флюсу та легкоплавкого сплаву в мінімально дозованому об'ємі, нагрівання заготовки в соляній ванні до повного розплавлення легкоплавкого сплаву передаванням тепла від нагрітої тугоплавкої основи до легкоплавного сплаву і утримання заготовки із заповненням розплавленим легкоплавким сплавом зазорів, утворених між внутрішніми поверхнями циліндричних отворів і формувальними стрижнями, і дна технологічної порожнини, витягнення заготовки із соляної ванни і установлення на неї теплоізолюючої кришки протягом не більше двох хвилин, охолодження заготовки на ВІДПОВІДНІЙ секції горизонтальної металевої плити і видалення формувальних стрижнів, яке поєднане з остаточною механічною обробкою заготовки Наявність отвору, виконаного по осі заготовки зменшує масу стальної заготовки, що забезпечує більш швидке нагрівання її в соляній ванні у порівнянні зі способом, описаним в авторському СВІДОЦТВІ СРСР №1454600 Діаметр донної частини формувального стрижня відповідає діаметру отвору в заготовці блока циліндрів і за допомогою якої стрижень центрується у відповідному отворі заготовки Надійне центрування стрижня в отворі заготовки може здійснюватися лише при значній осьовій величині циліндричного буртика, що утворює донну частину стрижня Крім того, під час установлення формувальних стрижнів в циліндричні отвори заготовки, яке здійснюється шляхом їх запресовування в ці отвори, при відсутності осьових упорів на формувальному стрижні, не дозволяє забезпечити точне осьове позиціювання формувальних стрижнів відносно донної частини циліндричних отворів заготовки, що може привести до зменшення величини зазорів між донною частиною циліндричного 5925 12 11 торцевої поверхні 5 стальної заготовки виконують діаметр донної центруючої частини 10 за допомогою свердлення розташовані по колу формувального стрижня відповідає діаметру ненаскрізні аксіальні циліндричні отвори 6 Зі стоаксіального отвору б, в якому установлений форрони технологічної порожнини 4 виконують отвори мувальний стрижень 7, що мають діаметр менший за діаметр аксіальТочне осьове позиціювання формувальних них отворів 6 Отвори 7 служать каналами, що стрижнів 6 в аксіальних циліндричних отворах 6 з'єднують технологічну порожнину 4 з внутрішніми досягають також завдяки радіальних центруючих поверхнями аксіальних отворів 6, які підлягають виступів 13, які в КІНЦІ осьового переміщення форнаплавленню мувальних стрижнів уздовж циліндричної поверхні отвору 6 упираються своєю зовнішньою торцевою По центральній осі заготовки 1 виконують наповерхнею у конічну торцеву поверхню 18, що мескрізний отвір 8 6 аксіальні циліндричні отвори 6 жує з циліндричною поверхнею отвору і яка утвозі сторони нижньої торцевої поверхні 5 заготовки 1 рена під час свердлення цього отвору Це забезустановлюють формувальні стрижні 9, що виконані печує установлення формувальних стрижнів в із металу з температурою плавлення, вище наотворах 6 у положення, що визначається глибиплавлюваного сплаву, наприклад зі сталі, що легко ною останніх обробляється Формувальні стрижні 9, що використовують у запропонованому способі, виконують з Після установлення формувальних стрижнів 9 донною центруючою частиною 10, діаметр якої в отворах 6, виконують герметичне зварювання відповідає діаметру аксіального отвору 6, донних центруючих частин 10 стрижнів з нижньою основною циліндричною частиною 11 меншого частиною стальної заготовки 1 діаметра, яка служить для утворення кільцевого Після завершення зварювання заготовку 1 зазору 12 між формувальним стрижнем і поверхустановлюють на герметичну донну частину, утвонею аксіального циліндричного отвору 6, в якому рену після зварювання її зі стрижнями 9 У техновстановлений формувальний стрижень логічну порожнину 4 поміщають флюс і наплавляючий сплав 19 у вигляді дозованих таблеток, Формувальні стрижні 9 виконують з радіальутворюючи технологічну ванну 20 на відкритій наними центруючими виступами 13 на їх краю 14, плавлювальній поверхні - верхній торцевій поверпротилежному донній частині 10, при цьому сумахні заготовки 1 Наплавляючий сплав 19 вводять рна площа поперечного переризу зазорів 15 між до технологічної порожнини 4 в мінімально дозобоковою поверхнею кожного формувального ваному об'ємі з урахуванням технологічних припустрижня 9 в зоні розташування радіальних сків, попередньо визначаючи його, наприклад, за центруючих виступів 13 і поверхнею аксіального допомогою ХІМІЧНО нейтральної рідини, зокрема, циліндричного отвору 6, в якому установлений води, яка заливається у технологічну порожнину 4 стрижень 6, є не меншою за площу поперечного до заданого рівня Для збільшення висоти технопереризу кільцевого зазору 12 між основною цилілогічної порожнини 4 на верхній торець заготовки ндричною частиною формувального стрижня 9 і 1 установлюють самоцентруюче технологічне кіаксіального циліндричного отвору 6 льце 21 Радіальні центруючі виступи 13 утворюють частинами циліндричного буртика 16 (див фіг 4), Технологічну порожнину 4 закривають графіякий попередньо виконують на краю 14 формуватовою технологічною кришкою 22, для створення льного стрижня 9 з зовнішньим діаметром, який при нагріванні безокисної атмосфери у технологічвідповідаю діаметру аксіального циліндричного ній порожнині 4 Зібраний вузол із заготовкою 1 отвору 6, і трьома відокремлюючими симетричнидля нагрівання поміщають за допомогою пристрою ми радіальними вирізами 17, які виконують в фор23 в соляну ванну 24 При нагріванні заготовки 1 мувальному стрижні 9 на стороні розташування спочатку розплавляється флюс при температурі циліндричного буртика 16 похило до подовжньої нижче температури плавлення наплавленого осі формувального стрижня і з найбільшою глибисплаву, потім по мірі підвищення температури заною в зоні торцевої поверхні внутрішнього краю готовки 1 розплавляються таблетки наплавлювастрижня ного сплаву 19 При цьому передавання тепла здійснюється від тугоплавкої основи заготовки 1 При виготовленні біметалевих блоків циліндрів до наплавлюваного сплаву 19 Розплавлений в найменших типорозмірів бажано використовувати технологічній порожнині 4 наплавлюваний сплав формувальні стрижні 9, у яких сумарна площа по19 затікає через отвори 7 і радіальні зазори 15 між перечного переризу зазорів 15 в зоні розташуванцентруючими виступами 13 в кільцеві зазори 12 ня центруючих виступів 13 і внутрішньою поверхміж внутрішньою поверхнею аксіальних циліндринею аксіального циліндричного отвору 6 є більшою чних отворів 6 і основною частиною 11 формуваза площу поперечного переризу кільцевого зазору льних стрижнів 9 12 за межами радіальних вирізів 17 Формувальні стрижні 9 установлюють в аксіаОскільки сумарна площа поперечного перернльні отвори 6 у положенні стальної заготовки 1, зу радіальних зазорів 15 є не меншою за площу коли її технологічна порожнина 4 обернута донизу поперечного переризу кільцевого зазору 12, розПід час установлення формувальних стрижнів 9 в плавлений наплавлюваний сплав вільно затікає в аксіальні циліндричні отвори 6 здійснюється точне зазори 12 центрування формувального стрижня 9 відносно Заготовку 1 тримають в соляній ванні 24 не біотворів 6 за допомогою радіальних виступів 13 і льше двох хвилин Далі її витягають із соляної циліндричної донної частини стрижня 9 завдяки ванни 24 за допомогою пристрою 23 і встановлютому, що діаметр зовнішньої циліндричної поверхють на відповідну секцію металевої плити 25 для ні виступів 13 і діаметр донної центруючої частини охолодження (див фіг 5) Із заготовки 1 знімають 13 5925 14 заготовки 1 знімають графітову кришку 22, і встареалізується на підприємстві заявника при виготоновлюють зверху на неї теплоізоляційний ковпак вленні біметалевих блоків циліндрів аксіально по26 на термін не більше трьох хвилин Після зняття ршневих гідромашин Застосування цього способу теплоізоляційного ковпака з заготовки 1 подальше на підприємстві заявника підтвердило високу м охолодження відбувається на металевій плиті якість виготовлених цим способом біметалевих Після охолодження заготовки 1 до температури блоків циліндрів при забезпеченні економічного навколишнього середовища знизу з боку донної використання матеріалу стальної заготовки, а сачастини заготовки 1 видаляють формувальні ме стального профільованого круглого прокату, і стрижні 9, поєднуючи цю операцію з остаточною матеріалу наплавлюваного сплаву (бронзи) механічною обробкою заготовки 1, і отримують При реалізації способу були використані такі готову деталь (див фіг 6) Залишки радіальних матеріали і параметри операцій виступів 13, що містяться в готовій деталі міцно Матеріал основи загоСталь 18ХГТ, утримуються в наплавленому шарі 2 і лежать за товки ГОСТ 4543-71, межами робочого ходу поршня аксіальноСталь Ст20, ГОСТ поршневої гідромашини і тому не впливають на 1050-88, процес тертя блока циліндрів і поршнів при роботі Матеріал формувальСталь СтЗ, ГОСТ аксіально-поршневої гідромашини Шар бронзи 2, них стрижнів 380-71, який утворюється після наплавлення, в результаті Матеріал наплавлюБронза Бр механічної обробки частково убирають з урахуваного сплаву О10С2НЗ, ванням технологічних припусків для отримання ПВ200 ГОСТ циліндричних поверхонь заданої точності Так як в Флюс 23178-78, заявляєму способі забезпечується досить точне Температура плавцентрування формувальних стрижнів 9 в отворах лення флюсу 700-750°С, 6, а форма каналів з наплавленням, що сполучаДіапазон максимальють наплавлені циліндричні отвори 6 з відкритою ної активності флюсу 850-1150°С, наплавленою поверхнею готового блоку циліндрів Температура плавзадається формою отворів 7, механічна обробка лення наплавлюваношару 2 наплавленого матеріалу потребує зняття го сплаву 980±°С, незначних припусків, що забезпечує зниження виТемпература нагріву трат наплавленого сплаву 19 Крім того, так як в заготовок в соляній запропонованому способі точне центрування фованні 1100-1150°С, рмувальних стрижнів 9 в аксіальних циліндричних Теплоносій, що утвоотворах 6 досягається при незначній товщині їх рює соляну ванну хлористий барій, донної частини 10, це дозволяє зменшити витрати Час витримки заготовметалу на виготовлення стальної заготовки, так як ки в соляній ванні пісв цьому випадку стальна заготовка 1 має найля повного розплавменший осьовий габарит, а після наплавлення на лення бронзових табїї основу шару 2 з наплавлюваного сплаву 19, ос«2хв, леток таточне механічна обробка заготовки 1 потребує зняття незначного припуску з її донної частини, Час витримки наплавленої розмір якого визначається осьовим розміром донзаготовки під теплоізолюної центруючої частини 10 формувального стрижючим ковпаком після ви«2 хв, не більня 9 лучення із соляної ванни ше 3 хв Спосіб, що заявляється, є освоєний і успішно 16 5925 13 14 \ .13 .. 9 Комп'ютерна верстка М. Клюкін Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of billets of bimetallic units of cylinders of axial-piston hydraulic machines
Назва патенту російськоюСпособ изготовления заготовок биметаллических блоков цилиндров аксиально-поршневых гидромашин
МПК / Мітки
МПК: B22D 19/00
Мітки: заготовок, блоків, гідромашин, аксіально-поршневих, біметалевих, виготовлення, циліндрів, спосіб
Код посилання
<a href="https://ua.patents.su/10-5925-sposib-vigotovlennya-zagotovok-bimetalevikh-blokiv-cilindriv-aksialno-porshnevikh-gidromashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заготовок біметалевих блоків циліндрів аксіально-поршневих гідромашин</a>
Спосіб виготовлення біметалевих деталей
Номер патенту: 3420
Опубліковано: 15.11.2004
Автори: Тропп Валентин Юхимович, Олейніченко Олександр Анатолійович
МПК: B22D 19/00
Мітки: деталей, спосіб, біметалевих, виготовлення
Формула / Реферат:
Спосіб виготовлення біметалевих деталей наплавлюванням легкоплавкого сплаву на тугоплавку основу, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки - глухих циліндричних отворів, розташованих по колу, зверху, збоку технологічної порожнини таким чином, що їх глухі кінці направлені до суцільної донної частини заготовки, установлення формувальних стрижнів в глухі циліндричні отвори зверху,...
Спосіб виготовлення біметалевих деталей
Номер патенту: 53165
Опубліковано: 15.01.2003
Автори: Шнейдерман Олександр Шлемович, Шнейдерман Ілля Олександрович, Шаповалов Геннадій Георгійович, Ліщенко Ігор Геннадійович
МПК: B22D 19/00
Мітки: деталей, спосіб, біметалевих, виготовлення
Формула / Реферат:
1. Спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів аксіально-поршневих гідромашин, наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою...
Пристрій для розточування ущільнювальних поясків під гільзи блоків циліндрів двигунів
Номер патенту: 69563
Опубліковано: 15.09.2004
Автори: Гевко Ігор Богданович, Матвійчук Анатолій Васильович, Романовська Лілія Михайлівна
МПК: B23B 35/00
Мітки: пристрій, ущільнювальних, поясків, циліндрів, гільзи, розточування, блоків, двигунів
Формула / Реферат:
Пристрій для розточування ущільнювальних поясків під гільзи блоків циліндрів двигунів, який виконаний у вигляді нерухомого і рухомого циліндричного корпусів, кріпильних елементів, фланця, циліндричного конуса, який є у взаємодії з торцями розточувальних різців, який відрізняється тим, що по зовнішньому діаметру фланець виконаний конусним і є у взаємодії з відповідним оберненим конусом центрувальної втулки, яка встановлена у блоці циліндра і є...
Блок циліндрів аксіально-поршневої гідромашини
Номер патенту: 64111
Опубліковано: 16.02.2004
Автор: Ніколенко Ілля Вікторович
МПК: F04B 1/20
Мітки: блок, циліндрів, аксіально-поршневої, гідромашини
Формула / Реферат:
Блок циліндрів аксіально-поршневої гідромашини, що містить корпус з циліндричною зовнішньою поверхнею, у якому аксіально виконані циліндрові отвори для поршнів, які каналами зв'язані з торцевою поверхнею корпусу, бандажну гільзу, розташовану на зовнішній поверхні корпусу, який має порожнини гідравлічного розвантаження, що розташовані над зовнішніми стінками циліндрових отворів між внутрішньою поверхнею бандажної гільзи і зовнішньою поверхнею...
Блок циліндрів аксіально-поршневої гідромашини
Номер патенту: 64112
Опубліковано: 16.02.2004
Автор: Ніколенко Ілля Вікторович
МПК: F04B 1/20
Мітки: блок, аксіально-поршневої, циліндрів, гідромашини
Формула / Реферат:
Блок циліндрів аксіально-поршневої гідромашини, що містить корпус з циліндричною зовнішньою поверхнею, у якому аксіально виконані циліндрові отвори для поршнів, які каналами зв'язані з торцевою поверхнею корпусу, бандажну гільзу, розташовану на зовнішній поверхні корпусу, який має порожнини гідравлічного розвантаження, що розташовані над зовнішніми стінками циліндрових отворів між внутрішньою поверхнею бандажної гільзи і зовнішньою поверхнею...
Попередній патент: Грунтова суміш для вирощування кімнатних рослин
Наступний патент: Спосіб діагностики посттравматичних стресових розладів у дітей
Випадковий патент: Спосіб і пристрій для відділення рідин від твердих речовин, забезпечений засобами для відбору рідин знизу і по боках крізь транспортерну стрічку