Спосіб виготовлення біметалевих деталей
Номер патенту: 3420
Опубліковано: 15.11.2004
Автори: Олейніченко Олександр Анатолійович, Тропп Валентин Юхимович
Формула / Реферат
Спосіб виготовлення біметалевих деталей наплавлюванням легкоплавкого сплаву на тугоплавку основу, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки - глухих циліндричних отворів, розташованих по колу, зверху, збоку технологічної порожнини таким чином, що їх глухі кінці направлені до суцільної донної частини заготовки, установлення формувальних стрижнів в глухі циліндричні отвори зверху, збоку технологічної порожнини, закріплення формувальних стрижнів в заготовці, розміщення в технологічній порожнині флюсу та наплавлюваного сплаву, нагрівання заготовки, утримання заготовки із заповненням розплавленим металом зазорів, утворених між внутрішніми поверхнями глухих циліндричних отворів та формувальними стрижнями і дном технологічної порожнини, витягнення заготовки з нагріваючого пристрою, охолодження заготовки та видалення формувальних стрижнів одночасно з остаточною механічною обробкою заготовки, який відрізняється тим, що на верхніх і нижніх частинах формувальних стрижнів утворюють опорні буртики, а закріплення формувальних стрижнів здійснюють шляхом установлення їх нижніми торцями на дно глухих циліндричних отворів і розміщення опорних поверхонь нижніх і верхніх буртиків на утворюючих поверхнях глухих циліндричних отворів, при цьому верхній опорний буртик установлюють між донною частиною технологічної порожнини і торцем обробленого циліндричного отвору, після цього утворюють упор для фіксації формувальних стрижнів між донною частиною технологічної порожнини і верхніми торцями формувальних стрижнів.
Текст
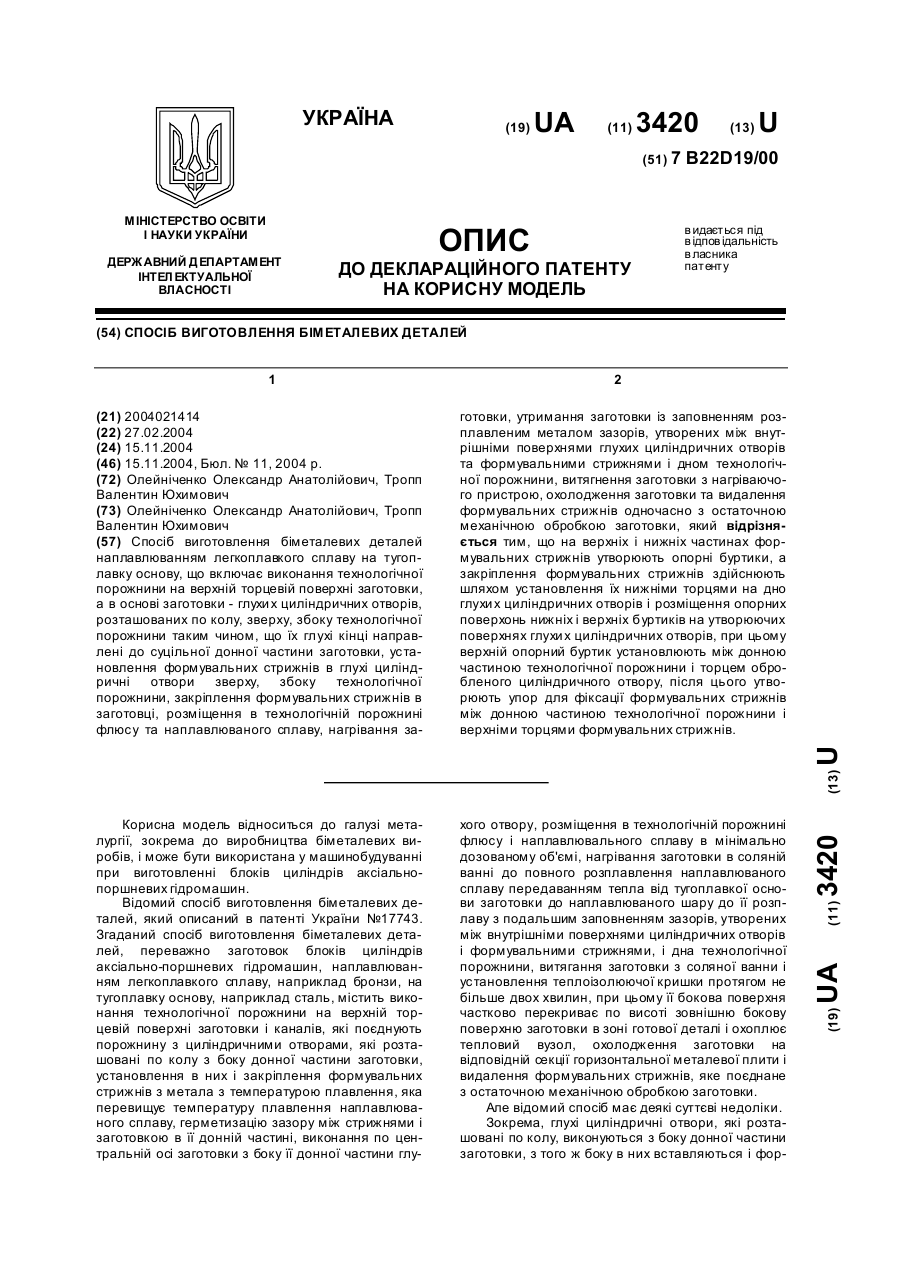
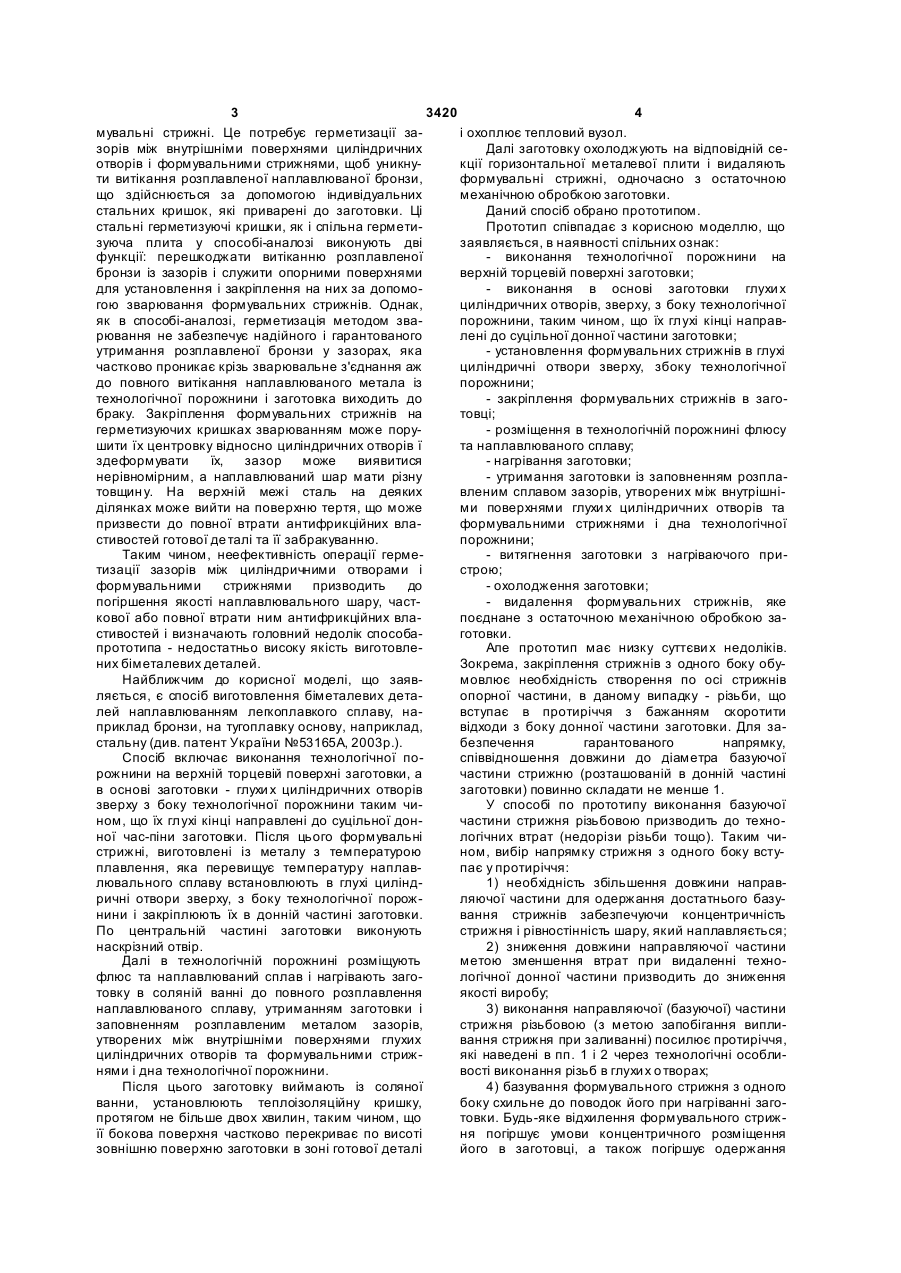
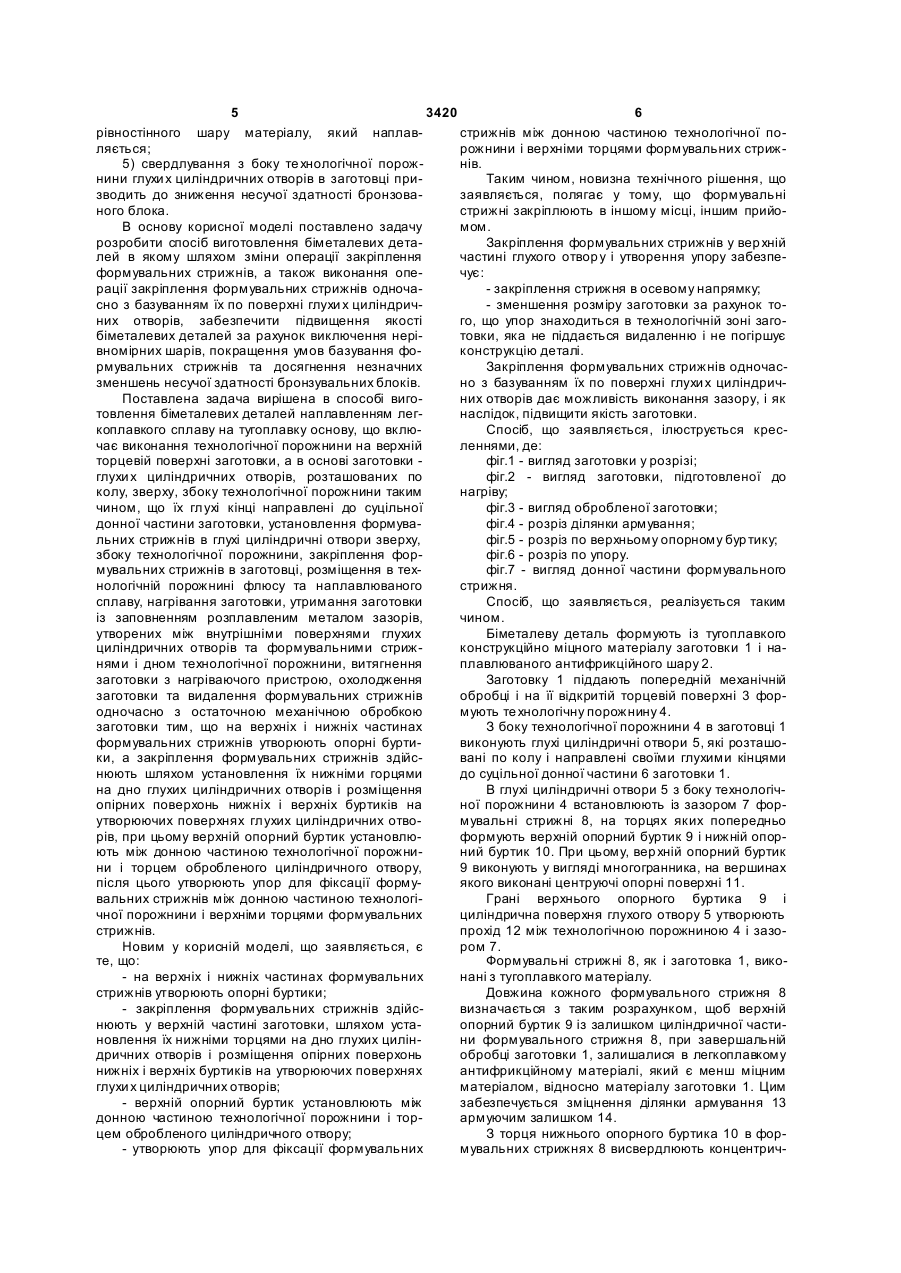
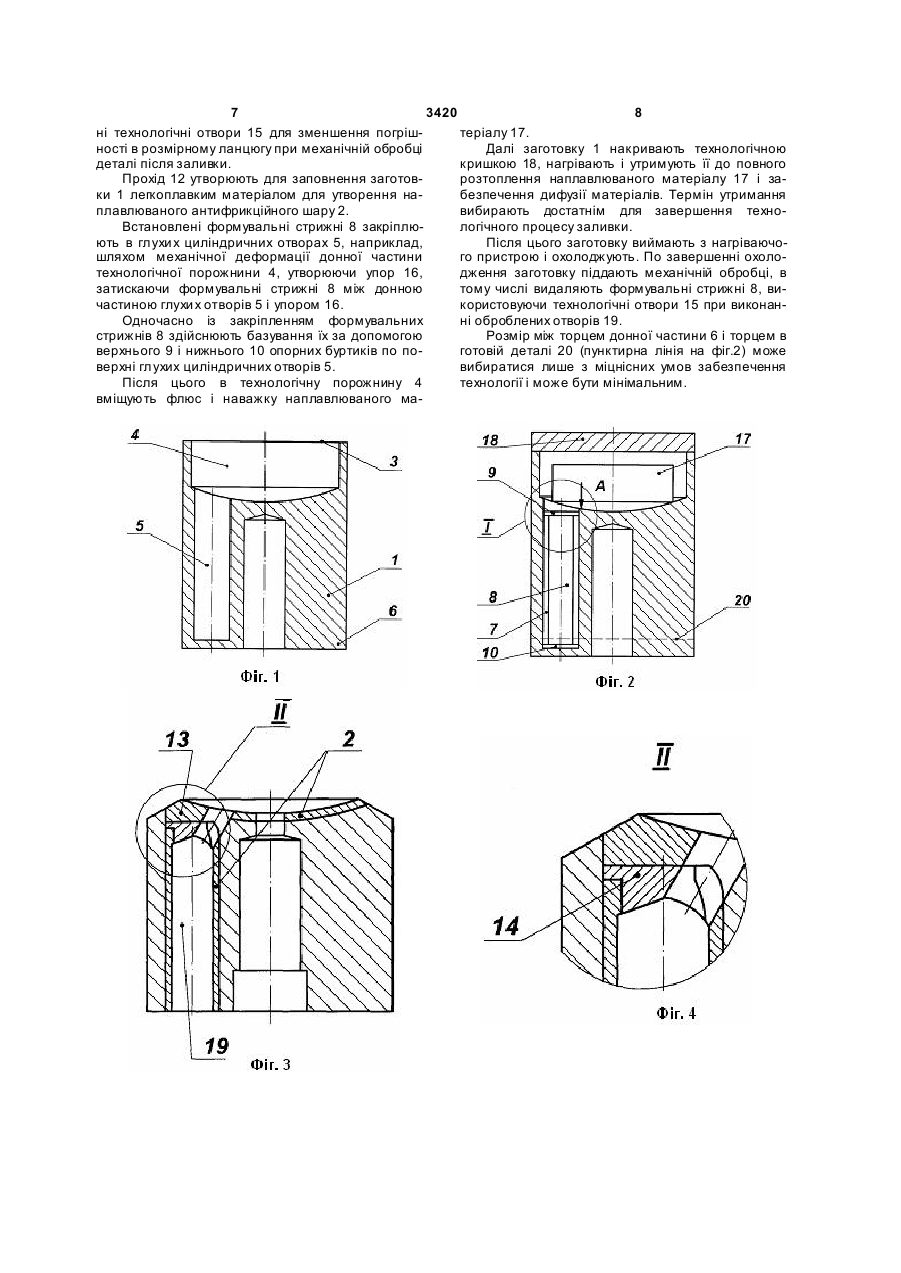
Спосіб виготовлення біметалевих деталей наплавлюванням легкоплавкого сплаву на тугоплавку основу, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки - глухи х циліндричних отворів, розташованих по колу, зверху, збоку технологічної порожнини таким чином, що їх глухі кінці направлені до суцільної донної частини заготовки, установлення формувальних стрижнів в глухі циліндричні отвори зверху, збоку технологічної порожнини, закріплення формувальних стрижнів в заготовці, розміщення в технологічній порожнині флюсу та наплавлюваного сплаву, нагрівання за 3 3420 4 мувальні стрижні. Це потребує герметизації заі охоплює тепловий вузол. зорів між внутрішніми поверхнями циліндричних Далі заготовку охолоджують на відповідній сеотворів і формувальними стрижнями, щоб уникнукції горизонтальної металевої плити і видаляють ти витікання розплавленої наплавлюваної бронзи, формувальні стрижні, одночасно з остаточною що здійснюється за допомогою індивідуальних механічною обробкою заготовки. стальних кришок, які приварені до заготовки. Ці Даний спосіб обрано прототипом. стальні герметизуючі кришки, як і спільна герметиПрототип співпадає з корисною моделлю, що зуюча плита у способі-аналозі виконують дві заявляється, в наявності спільних ознак: функції: перешкоджати витіканню розплавленої - виконання технологічної порожнини на бронзи із зазорів і служити опорними поверхнями верхній торцевій поверхні заготовки; для установлення і закріплення на них за допомо- виконання в основі заготовки глухи х гою зварювання формувальних стрижнів. Однак, циліндричних отворів, зверху, з боку технологічної як в способі-аналозі, герметизація методом звапорожнини, таким чином, що їх глухі кінці направрювання не забезпечує надійного і гарантованого лені до суцільної донної частини заготовки; утримання розплавленої бронзи у зазорах, яка - установлення формувальних стрижнів в глухі частково проникає крізь зварювальне з'єднання аж циліндричні отвори зверху, збоку технологічної до повного витікання наплавлюваного метала із порожнини; технологічної порожнини і заготовка виходить до - закріплення формувальних стрижнів в загобраку. Закріплення формувальних стрижнів на товці; герметизуючих кришках зварюванням може пору- розміщення в технологічній порожнині флюсу шити їх центровку відносно циліндричних отворів ї та наплавлюваного сплаву; здеформувати їх, зазор може виявитися - нагрівання заготовки; нерівномірним, а наплавлюваний шар мати різну - утримання заготовки із заповненням розплатовщин у. На верхній межі сталь на деяких вленим сплавом зазорів, утворених між внутрішніділянках може вийти на поверхню тертя, що може ми поверхнями глухи х циліндричних отворів та призвести до повної втрати антифрикційних влаформувальними стрижнями і дна технологічної стивостей готової де талі та її забракуванню. порожнини; Таким чином, неефективність операції герме- витягнення заготовки з нагріваючого притизації зазорів між циліндричними отворами і строю; формувальними стрижнями призводить до - охолодження заготовки; погіршення якості наплавлювального шару, част- видалення формувальних стрижнів, яке кової або повної втрати ним антифрикційних влапоєднане з остаточною механічною обробкою застивостей і визначають головний недолік способаготовки. прототипа - недостатньо високу якість виготовлеАле прототип має низку суттєви х недоліків. них біметалевих деталей. Зокрема, закріплення стрижнів з одного боку обуНайближчим до корисної моделі, що заявмовлює необхідність створення по осі стрижнів ляється, є спосіб виготовлення біметалевих детаопорної частини, в даному випадку - різьби, що лей наплавлюванням легкоплавкого сплаву, навступає в протиріччя з бажанням скоротити приклад бронзи, на тугоплавку основу, наприклад, відходи з боку донної частини заготовки. Для застальну (див. патент України №53165А, 2003р.). безпечення гарантованого напрямку, Спосіб включає виконання технологічної поспіввідношення довжини до діаметра базуючої рожнини на верхній торцевій поверхні заготовки, а частини стрижню (розташованій в донній частині в основі заготовки - глухи х циліндричних отворів заготовки) повинно складати не менше 1. зверху з боку технологічної порожнини таким чиУ способі по прототипу виконання базуючої ном, що їх глухі кінці направлені до суцільної дончастини стрижня різьбовою призводить до техноної час-піни заготовки. Після цього формувальні логічних втрат (недорізи різьби тощо). Таким чистрижні, виготовлені із металу з температурою ном, вибір напрямку стрижня з одного боку вступлавлення, яка перевищує температуру наплавпає у протиріччя: лювального сплаву встановлюють в глухі цилінд1) необхідність збільшення довжини направричні отвори зверху, з боку технологічної порожляючої частини для одержання достатнього базунини і закріплюють їх в донній частині заготовки. вання стрижнів забезпечуючи концентричність По центральній частині заготовки виконують стрижня і рівностінність шару, який наплавляється; наскрізний отвір. 2) зниження довжини направляючої частини Далі в технологічній порожнині розміщують метою зменшення втрат при видаленні технофлюс та наплавлюваний сплав і нагрівають загологічної донної частини призводить до зниження товку в соляній ванні до повного розплавлення якості виробу; наплавлюваного сплаву, утриманням заготовки і 3) виконання направляючої (базуючої) частини заповненням розплавленим металом зазорів, стрижня різьбовою (з метою запобігання виплиутворених між внутрішніми поверхнями глухих вання стрижня при заливанні) посилює протиріччя, циліндричних отворів та формувальними стрижякі наведені в пп. 1 і 2 через технологічні особлинями і дна технологічної порожнини. вості виконання різьб в глухи х о творах; Після цього заготовку виймають із соляної 4) базування формувального стрижня з одного ванни, установлюють теплоізоляційну кришку, боку схильне до поводок його при нагріванні загопротягом не більше двох хвилин, таким чином, що товки. Будь-яке відхилення формувального стрижїї бокова поверхня частково перекриває по висоті ня погіршує умови концентричного розміщення зовнішню поверхню заготовки в зоні готової деталі його в заготовці, а також погіршує одержання 5 3420 6 рівностінного шару матеріалу, який наплавстрижнів між донною частиною технологічної поляється; рожнини і верхніми торцями формувальних стриж5) свердлування з боку те хнологічної порожнів. нини глухи х циліндричних отворів в заготовці приТаким чином, новизна технічного рішення, що зводить до зниження несучої здатності бронзовазаявляється, полягає у тому, що формувальні ного блока. стрижні закріплюють в іншому місці, іншим прийоВ основу корисної моделі поставлено задачу мом. розробити спосіб виготовлення біметалевих детаЗакріплення формувальних стрижнів у вер хній лей в якому шляхом зміни операції закріплення частині глухого отвор у і утворення упору забезпеформувальних стрижнів, а також виконання опечує: рації закріплення формувальних стрижнів одноча- закріплення стрижня в осевому напрямку; сно з базуванням їх по поверхні глухи х циліндрич- зменшення розміру заготовки за рахунок тоних отворів, забезпечити підвищення якості го, що упор знаходиться в технологічній зоні загобіметалевих деталей за рахунок виключення нерітовки, яка не піддається видаленню і не погіршує вномірних шарів, покращення умов базування фоконструкцію деталі. рмувальних стрижнів та досягнення незначних Закріплення формувальних стрижнів одночасзменшень несучої здатності бронзувальних блоків. но з базуванням їх по поверхні глухи х циліндричПоставлена задача вирішена в способі вигоних отворів дає можливість виконання зазору, і як товлення біметалевих деталей наплавленням легнаслідок, підвищити якість заготовки. коплавкого сплаву на тугоплавку основу, що вклюСпосіб, що заявляється, ілюструється кресчає виконання технологічної порожнини на верхній леннями, де: торцевій поверхні заготовки, а в основі заготовки фіг.1 - вигляд заготовки у розрізі; глухи х циліндричних отворів, розташованих по фіг.2 - вигляд заготовки, підготовленої до колу, зверху, збоку технологічної порожнини таким нагріву; чином, що їх глухі кінці направлені до суцільної фіг.3 - вигляд обробленої заготовки; донної частини заготовки, установлення формувафіг.4 - розріз ділянки армування; льних стрижнів в глухі циліндричні отвори зверху, фіг.5 - розріз по верхньому опорному бур тику; збоку технологічної порожнини, закріплення форфіг.6 - розріз по упору. мувальних стрижнів в заготовці, розміщення в техфіг.7 - вигляд донної частини формувального нологічній порожнині флюсу та наплавлюваного стрижня. сплаву, нагрівання заготовки, утримання заготовки Спосіб, що заявляється, реалізується таким із заповненням розплавленим металом зазорів, чином. утворених між внутрішніми поверхнями глухих Біметалеву деталь формують із тугоплавкого циліндричних отворів та формувальними стрижконструкційно міцного матеріалу заготовки 1 і нанями і дном технологічної порожнини, витягнення плавлюваного антифрикційного шару 2. заготовки з нагріваючого пристрою, охолодження Заготовку 1 піддають попередній механічній заготовки та видалення формувальних стрижнів обробці і на її відкритій торцевій поверхні 3 фородночасно з остаточною механічною обробкою мують те хнологічну порожнину 4. заготовки тим, що на верхніх і нижніх частинах З боку технологічної порожнини 4 в заготовці 1 формувальних стрижнів утворюють опорні буртивиконують глухі циліндричні отвори 5, які розташоки, а закріплення формувальних стрижнів здійсвані по колу і направлені своїми глухими кінцями нюють шляхом установлення їх нижніми горцями до суцільної донної частини 6 заготовки 1. на дно глухих циліндричних отворів і розміщення В глухі циліндричні отвори 5 з боку технологічопірних поверхонь нижніх і верхніх буртиків на ної порожнини 4 встановлюють із зазором 7 форутворюючих поверхнях глухих циліндричних отвомувальні стрижні 8, на торцях яких попередньо рів, при цьому верхній опорний буртик установлюформують верхній опорний буртик 9 і нижній опорють між донною частиною технологічної порожниний буртик 10. При цьому, вер хній опорний буртик ни і торцем обробленого циліндричного отвору, 9 виконують у вигляді многогранника, на вершинах після цього утворюють упор для фіксації формуякого виконані центруючі опорні поверхні 11. вальних стрижнів між донною частиною технологіГрані верхнього опорного буртика 9 і чної порожнини і верхніми торцями формувальних циліндрична поверхня глухого отвору 5 утворюють стрижнів. прохід 12 між технологічною порожниною 4 і зазоНовим у корисній моделі, що заявляється, є ром 7. те, що: Формувальні стрижні 8, як і заготовка 1, вико- на верхніх і нижніх частинах формувальних нані з тугоплавкого матеріалу. стрижнів утворюють опорні буртики; Довжина кожного формувального стрижня 8 - закріплення формувальних стрижнів здійсвизначається з таким розрахунком, щоб верхній нюють у верхній частині заготовки, шляхом устаопорний буртик 9 із залишком циліндричної частиновлення їх нижніми торцями на дно глухих цилінни формувального стрижня 8, при завершальній дричних отворів і розміщення опірних поверхонь обробці заготовки 1, залишалися в легкоплавкому нижніх і верхніх буртиків на утворюючих поверхнях антифрикційному матеріалі, який є менш міцним глухи х циліндричних отворів; матеріалом, відносно матеріалу заготовки 1. Цим - верхній опорний буртик установлюють між забезпечується зміцнення ділянки армування 13 донною частиною технологічної порожнини і торармуючим залишком 14. цем обробленого циліндричного отвору; З торця нижнього опорного буртика 10 в фор- утворюють упор для фіксації формувальних мувальних стрижнях 8 висвердлюють концентрич 7 3420 8 ні технологічні отвори 15 для зменшення погріштеріалу 17. ності в розмірному ланцюгу при механічній обробці Далі заготовку 1 накривають технологічною деталі після заливки. кришкою 18, нагрівають і утримують її до повного Прохід 12 утворюють для заповнення заготоврозтоплення наплавлюваного матеріалу 17 і заки 1 легкоплавким матеріалом для утворення набезпечення дифузії матеріалів. Термін утримання плавлюваного антифрикційного шару 2. вибирають достатнім для завершення техноВстановлені формувальні стрижні 8 закріплюлогічного процесу заливки. ють в глухи х циліндричних отворах 5, наприклад, Після цього заготовку виймають з нагріваючошляхом механічної деформації донної частини го пристрою і охолоджують. По завершенні охолотехнологічної порожнини 4, утворюючи упор 16, дження заготовку піддають механічній обробці, в затискаючи формувальні стрижні 8 між донною тому числі видаляють формувальні стрижні 8, вичастиною глухи х отворів 5 і упором 16. користовуючи технологічні отвори 15 при виконанОдночасно із закріпленням формувальних ні оброблених отворів 19. стрижнів 8 здійснюють базування їх за допомогою Розмір між торцем донної частини 6 і торцем в верхнього 9 і нижнього 10 опорних буртиків по поготовій деталі 20 (пунктирна лінія на фіг.2) може верхні глухих циліндричних отворів 5. вибиратися лише з міцнісних умов забезпечення Після цього в технологічну порожнину 4 технології і може бути мінімальним. вміщують флюс і наважку наплавлюваного ма 9 Комп’ютерна в ерстка А. Крижанівський 3420 Підписне 10 Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 19/00
Мітки: спосіб, виготовлення, біметалевих, деталей
Код посилання
<a href="https://ua.patents.su/5-3420-sposib-vigotovlennya-bimetalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих деталей</a>
Спосіб виготовлення біметалевих деталей
Номер патенту: 53165
Опубліковано: 15.01.2003
Автори: Шнейдерман Олександр Шлемович, Ліщенко Ігор Геннадійович, Шаповалов Геннадій Георгійович, Шнейдерман Ілля Олександрович
МПК: B22D 19/00
Мітки: деталей, спосіб, виготовлення, біметалевих
Формула / Реферат:
1. Спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів аксіально-поршневих гідромашин, наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою...
Спосіб виготовленя біметалевих деталей
Номер патенту: 17743
Опубліковано: 20.05.1997
Автори: Шнейдерман Олександр Шлемович, Нікітін Ігор Арнольдович
МПК: B22D 19/00, B23K 20/14
Мітки: спосіб, виготовленя, біметалевих, деталей
Формула / Реферат:
1. Способ изготовления биметаллических деталей, преимущественно заготовок блоков цилиндров аксиально-поршневых гидромашин, наплавкой легкоплавкого сплава, например, бронзы, на тугоплавкую основу, например, стальную, включающий выполнение технологической полости на верхней торцовой поверхности заготовки и каналов, соединяющих полость с наплавляемой поверхностью цилиндров, установку в цилиндрах формирующих стержней из металла с температурой...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Костенко Георгій Дмитрович, Кельвіч Володимир Тихонович, Завілінський Анатолій Володимирович, Конопатський Василь Леонідович
МПК: B22D 19/00
Мітки: спосіб, виливок, біметалевих, виготовлення
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб виготовлення біметалевих виробів методом зварювання вибухом
Номер патенту: 12553
Опубліковано: 30.04.1999
Автори: Ключко Едуард Іванович, Коваленко Олексій Петрович, Соболєв Валерій Вікторович, Чернай Анатолій Володимирович
МПК: B23K 20/06
Мітки: вибухом, спосіб, зварювання, виробів, виготовлення, методом, біметалевих
Формула / Реферат:
Способ изготовления биметаллических изделий путем сварки взрывом, включающий коаксиальную сборку плакирующей и плакируемой заготовок, размещение вдоль внутренней или внешней поверхности плакирующей заготовки основного заряда взрывчатого вещества, а также нанесение на один из торцов основного заряда инициирующего дополнительного заряда взрывчатого вещества с последующим инициированием взрыва, отличающийся тем, что инициирование взрыва...
Спосіб виготовлення біметалевих виробів
Номер патенту: 17078
Опубліковано: 18.03.1997
Автори: Дорошко Володимир Іванович, Семеняка Людмила Іванівна, Карташова Людмила Іванівна, Дубасов Василь Михайлович
МПК: B21K 5/00
Мітки: біметалевих, виробів, спосіб, виготовлення
Формула / Реферат:
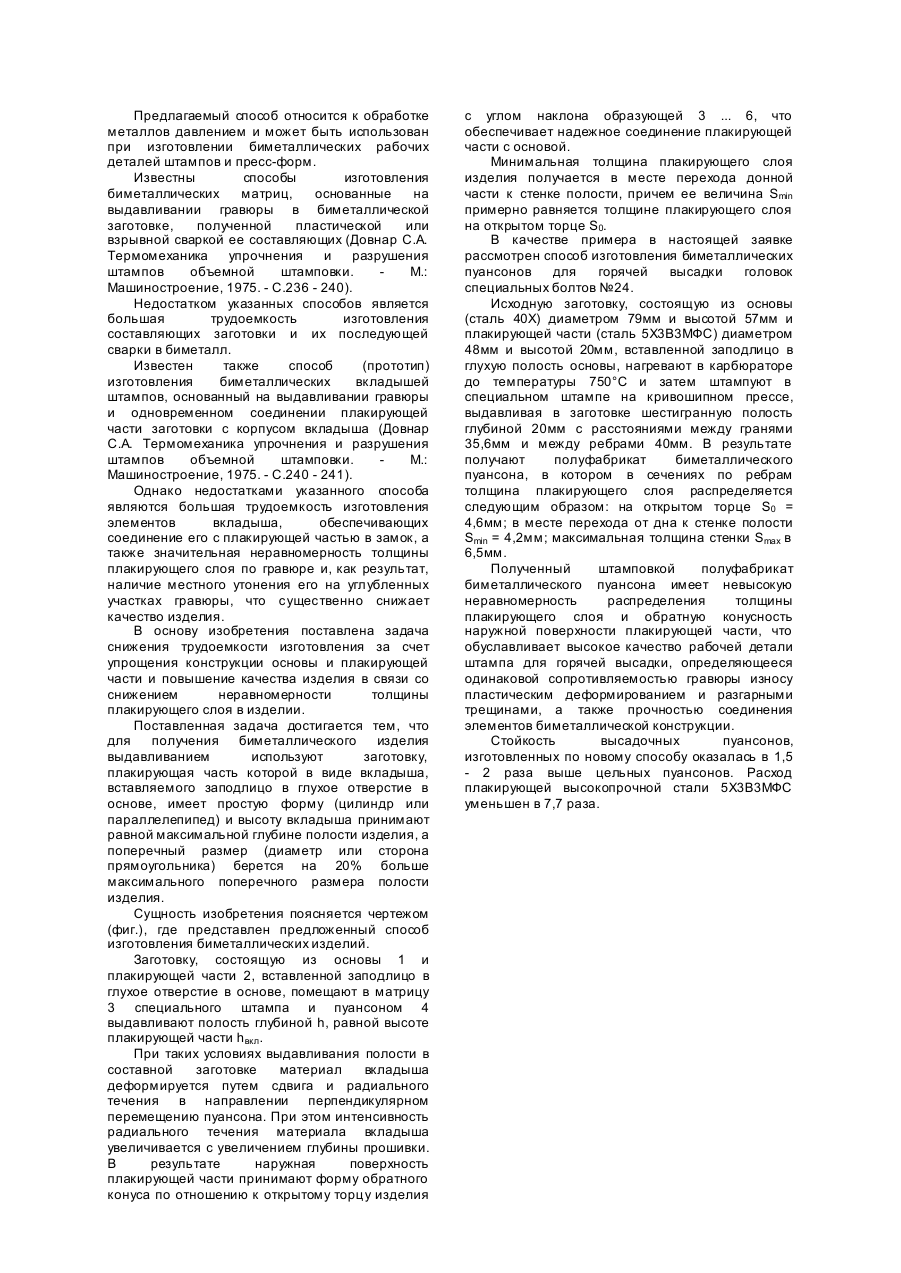
Способ изготовления биметаллических изделий путем выдавливания полости в заготовке, состоящей из основы и плакирующей части в виде вкладыша простой формы (цилиндр или параллелепипед), вставленного заподлицо в глухое отверстие в основе, отличающийся тем, что высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера...
Попередній патент: Спосіб прогнозування прижиттєвого вмісту радіоцезію в м’ясі худоби при випасанні на забруднених радіонуклідами природних пасовищах зони полісся
Наступний патент: Планетарна відцентрова муфта
Випадковий патент: Пилковловлювач