Спосіб експлуатації різально-пакетувального преса і різально-пакетувальний прес
Номер патенту: 59429
Опубліковано: 15.09.2003
Автори: Леманн Оттфрід, Фішер Вальтер, Крізе Фолькер, Бомбош Гюнтер, Шалла Юрген, ван дер Беек Аугуст
Формула / Реферат
1. Спосіб експлуатації різально-пакетувального преса для одержання брикетів, переважно пакетів (20), із відходів, зокрема із шроту та листових відходів, в якому першу операцію попереднього ущільнення поданого матеріалу до ширини пакета (20) здійснюють за допомогою горизонтально переміщуваного в завантажувальній камері (2.1) ущільнювача (3.1), причому, в разі необхідності, матеріал, що виступає над ущільнювачем (3.1), обрізають встановленим на ньому гільйотинним ножем (4.2), другу операцію проміжного ущільнення матеріалу, попередньо ущільненого до ширини пакета (20), до висоти пакета здійснюють за допомогою ущільнювача (3.2), переміщуваного в пресувальній камері (2.2) перпендикулярно завантажувальній камері (2.1), третю операцію остаточного ущільнення матеріалу до кінцевої довжини пакета (20) за допомогою переміщуваного у пакетувальній камері (2.3) горизонтально, перпендикулярно до завантажувальної камери (2.1) ущільнювача (3.3), причому після досягнення кінцевої довжини готовий пакет (20) виштовхують із пакетувальної камери (2.3) через дверці (5.1), причому для виконання цих операцій ущільнення використовують гідравлічну привідну систему (9.1), який відрізняється тим, що
а) попереднє ущільнення в першій операції ущільнення здійснюють з постійним зусиллям і при необхідності відрізають матеріал з вирівнюванням перекидального моменту, що може виникати при різанні, точною плоскопаралельною подачею ущільнювача (3.1) до кінцевого положення в першій операції ущільнення,
b) проміжне ущільнення в другій операції ущільнення здійснюють точною і направленою на плоскопаралельну кінцеву позицію проміжного ущільнення подачею ущільнювача (3.2),
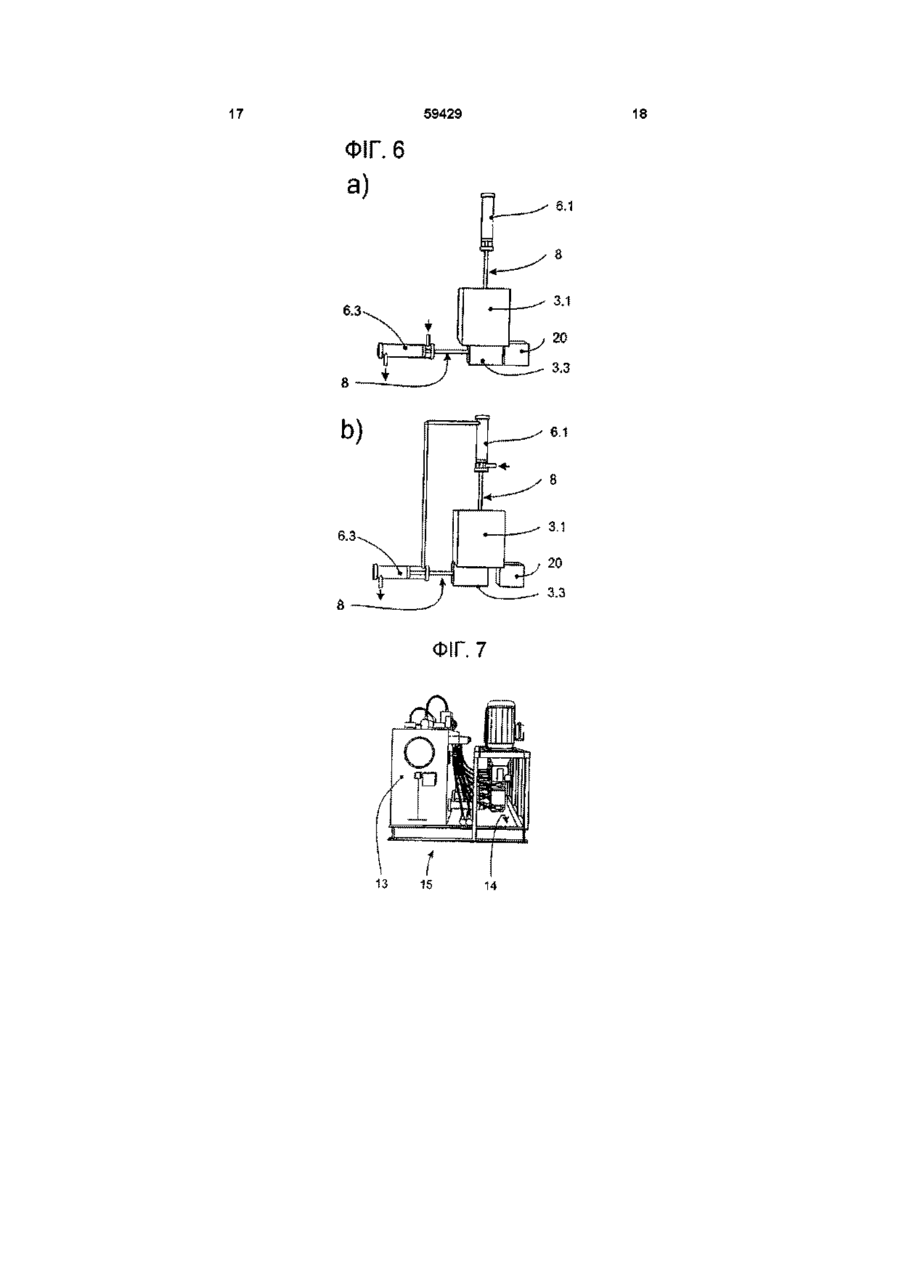
c) остаточне ущільнення, виконуване в третій операції ущільнення здійснюють аналогічною подачею ущільнювача (3.3) , в якому ущільнювач (3.1) уже стоїть у положенні, в якому отвір пакетувальної камери (2.3) вільний, коли ущільнювач (3.3) повертається в положення, в якому матеріал, що можливо падає зверху, не перешкоджає переміщенню ущільнювача (3.3),
d) прикладають зусилля до ущільнювачів 3.1, 3.2, 3.3, які:
для ущільнювачів (3.1, 3.2, 3.3) на початку робочого ходу, а також під час зворотного ходу мають значення, менші від максимального наявного,
для ущільнювача (3.1) під час процесу різання і/або для ущільнювачів (3.2, 3.3) в кінці кожного відповідного процесу пресування мають значення, рівні максимальному наявному,
e) відповідне кожному ступеню ущільнення чи кожному розміру брикета автоматичне управління зусиллям пресування для ущільнювачів (3.1, 3.2, 3.3), що забезпечує параметри пресування до одержання готового виробу.
2. Спосіб згідно з п. 1, який відрізняється тим, що зворотні переміщення ущільнювачів (3.1, 3.3) здійснюють зв'язано, причому частину зворотного шляху ущільнювача (3.3) здійснюють окремо, а решту шляху ущільнювача (3.3) виконують одночасно з ущільнювачем (3.1).
3. Спосіб згідно з п. 1 або 2, який відрізняється тим, що переміщення ущільнювачів (3.1, 3.3) взаємно узгоджують таким чином, що ущільнювач (3.1) лише тоді під час зворотного ходу проходить за різальну кромку (4.1) для забезпечення можливості подачі матеріалу у завантажувальну камеру (2.1), коли ущільнювач (3.3) під час свого зворотного ходу в пакетній камері (2.3) перебуває у положенні, в якому матеріал не може попасти у зону за пресувальною плитою ущільнювача (3.3).
4. Спосіб згідно з одним із пп. 1-3, який відрізняється тим, що дверцята (5.1) закривають одночасно зі зворотним ходом ущільнювача (3.3) (за допомогою гідравлічного розділення).
5. Спосіб згідно з одним із пп. 1-3, який відрізняється тим, що дверцята (5.1) відкривають одночасно зі зворотним ходом ущільнювача (3.2) (за допомогою гідравлічного розділення).
6. Спосіб згідно з одним із пп. 1-5, який відрізняється тим, що використовують вимірювальну систему, здатну контролювати переміщення ущільнювачів (3.1, 3.2, 3.3) і дверцят (5.1), а також розмірів пакета (20) і формувати сигнали зміни параметрів функціональних процесів, таких як подача матеріалу, щільність пакета, тиск у вузлах поршень/циліндр (6.1, 6.2, 6.3), рівень масла (витікання).
7. Спосіб згідно з одним із пп. 1-6, який відрізняється тим, що використовують систему управління, за допомогою якої здійснюють привід ущільнювачів (3.1, 3.2, 3.3) і дверцят (5.1), причому починаючи від завантаження матеріалу, через попереднє і проміжне ущільнення і аж до остаточного ущільнення і виштовхування пакета (20) формують, оцінюють і при необхідності залучають до виконання технологічного процесу щонайменше одну із таких функцій:
a) зміна подачі матеріалу в залежності від необхідної для процесу ущільнення потреби в матеріалі,
b) зміна зусилля пресування щонайменше для одного із ущільнювачів (3.1, 3.2, 3.3) в залежності від операції процесу пресування,
c) зміна ходу ущільнювачів (3.1, 3.2, 3.3) в залежності від щонайменше однієї заданої величини, такої як ширина, висота і/або довжина і щільність пакета (20),
d) збільшення ваги матеріалу за одиницю часу (градієнт).
8. Спосіб згідно з одним із пп. 1-7, який відрізняється тим, що використовують гідравлічну систему приводу ущільнювачів (3.1, 3.2, 3.3) і дверцят (5.1) з використанням відомої гідравлічної привідної системи (9.1), а також вузлів поршень/циліндр (6.1, 6.2, 6.3) і блока управління (9.2), за допомогою якої здійснюють
a) створення максимального тиску,
b) управління операціями процесу з використанням керованих вентилів,
c) розділення за допомогою вентиля у відповідній частині блока (9.2) управління гідравлічних контурів для одночасно виконуваних процесів з різною кількістю потрібного масла,
d) зв'язок процесів з примусово попередньо заданою кількістю масла,
e) контроль для виявлення витікання масла,
f) управління процесами в пресі за допомогою розміщеного над або поряд із вузлом (6.3) для ущільнювача 3.3 компактного блока управління (9.2),
g) вимірювання переміщення кожного з вузлів поршень/циліндр (6.1, 6.2, 6.3) з використанням інтегрованих електронних пристроїв/датчиків.
9. Спосіб згідно з одним із пп. 1-8, який відрізняється тим, що використовують систему управління, за допомогою якої оброблюють сигнали пристроїв вимірювання переміщення і з їх використанням здійснюють управління зважуванням/подачею матеріалу в різально-пакетувальному пресі (1) в залежності від попередньо заданих розмірів і/або щільності пакетів.
10. Спосіб згідно з одним із пп. 1-9, який відрізняється тим, що використовують систему управління з аварійним пристроєм, за сигналами якого здійснюють припинення виконання процесу ущільнення, якщо ущільнювач (3.1) і/або (3.2) не досяг кінцевого положення.
11. Спосіб згідно з одним із пп. 1-10, який відрізняється тим, що під час проведення технічного обслуговування/ремонту щонайменше один із ущільнювачів 3.1, 3.2, 3.3 переводять в таку позицію, що необхідний для технічного обслуговування/ремонту, зокрема для заміни зношених деталей, простір забезпечують без необхідності демонтажу одного із ущільнювачів 3.1, 3.2, 3.3.
12. Різально-пакетувальний прес для здійснення способу, що містить
завантажувальну камеру (2.1) з різальною кромкою (4.1) і виконаний з можливістю горизонтального переміщення в ній ущільнювач (3.1) з гільйотинним ножем (4.2), причому вказані елементи взаємно розміщені таким чином, що на початку процесу різання у виді зверху різальна кромка (4.1) і кромка гільйотинного ножа (4.2) утворюють трикутник,
розміщену вертикально, перпендикулярно до завантажувальної камери (2.1) пресувальну камеру (2.2) зі встановленим у ній з можливістю переміщення ущільнювачем (3.2),
розміщену горизонтально, перпендикулярно до завантажувальної камери (2.1) пакетувальну камеру (2.3) зі встановленим у ній з можливістю переміщення ущільнювачем (3.3),
сполучену із завантажувальною камерою (2.1) і пресувальною камерою (2.2) спільну просторову зону, що приймає пресовані брикети (20), причому стінки завантажувальної камери (2.1), пресувальної камери (2.2) і пакетувальної камери (2.3) утворюють корпус різально-пакетувального преса (1),
отвір у пакетувальній камері (2.3) для горизонтально зміщуваних зсувних дверцят (5.1), розмір якого узгоджено з розміром виштовхуваного брикета (20),
з'єднані з гідравлічною привідною системою (9.1) гідравлічні вузли поршень/циліндр (6.1, 6.2, 6.3, 6.4) приведення в дію ущільнювачів (3.1, 3.2, 3.3) і дверцят (5.1),
стійку до перекидального моменту напрямну для ущільнювача (3.1) з упорами (7.1) як обмежувачами досягнення кінцевого положення,
вивірені упори (7.2) як обмежувачі досягнення кінцевого положення ущільнювача (3.2), який відрізняється тим, що
a) ущільнювач (3.3) має таку довжину, при якій під час його зворотного ходу матеріал не може попасти у просторову зону (8), охоплену вузлами поршень/циліндр (6.1, 6.3),
b) ущільнювачі (3.1, 3.2, 3.3) під час виконання ними процесів пресування можуть бути навантажені повним значенням тиску гідравлічної системи, під час виконання одночасного переміщення щонайменше одним із ущільнювачів (3.1, 3.2, 3.3) і/або дверцятами (5.1) задіяні контури гідравлічного насоса за допомогою вентиля у блоці (9.2) управління гідравлічно розділені,
c) щонайменше один із ущільнювачів (3.1, 3.2, 3.3) стосовно його переміщення за допомогою примусово попередньо заданого забору масла зв'язаний з одним із інших ущільнювачів (3.1, 3.2, 3.3).
13. Різально-пакетувальний прес згідно з п. 12, який відрізняється тим, що дверцята (5.1) за допомогою стяжних болтів (10) з певним зусиллям притиснуті до корпусу пакетувальної камери (2,3) і сприймають зусилля пресування ущільнювача (3.3), причому у статичному стані зусилля пресування діють між ущільнювачем (3.3) і стяжними болтами (10).
14. Різально-пакетувальний прес згідно з п. 13, який відрізняється тим, що дверцята (5.1) встановлено в замкнутій дверній рамі (5.2), стяжні болти (10) встановлено по діагоналі у кутах дверної рами (5.2) і прокладено вздовж пресувальної камери (2.3).
15. Різально-пакетувальний прес згідно з п. 13, який відрізняється тим, що напрямні (5.3, 5.4) дверцят (5.1) виконано самоочисними.
16. Різально-пакетувальний прес згідно з одним із пп. 12-15, який відрізняється тим, що змащувальні отвори розміщено і виконано таким чином, що усунено їх забивання.
17. Різально-пакетувальний прес згідно з п. 13, який відрізняється тим, що вузол поршень/циліндр (6.4) приводу закривання і відкривання дверцят (5.1) розміщено посередині поперечного перерізу дверцят.
18. Різально-пакетувальний прес згідно з одним із пп. 12-17, який відрізняється тим, що вузол поршень/циліндр (6.4) інтегровано розміщений поряд з ущільнювачем (3.1) і боковою стінкою корпусу завантажувальної камери (2.1).
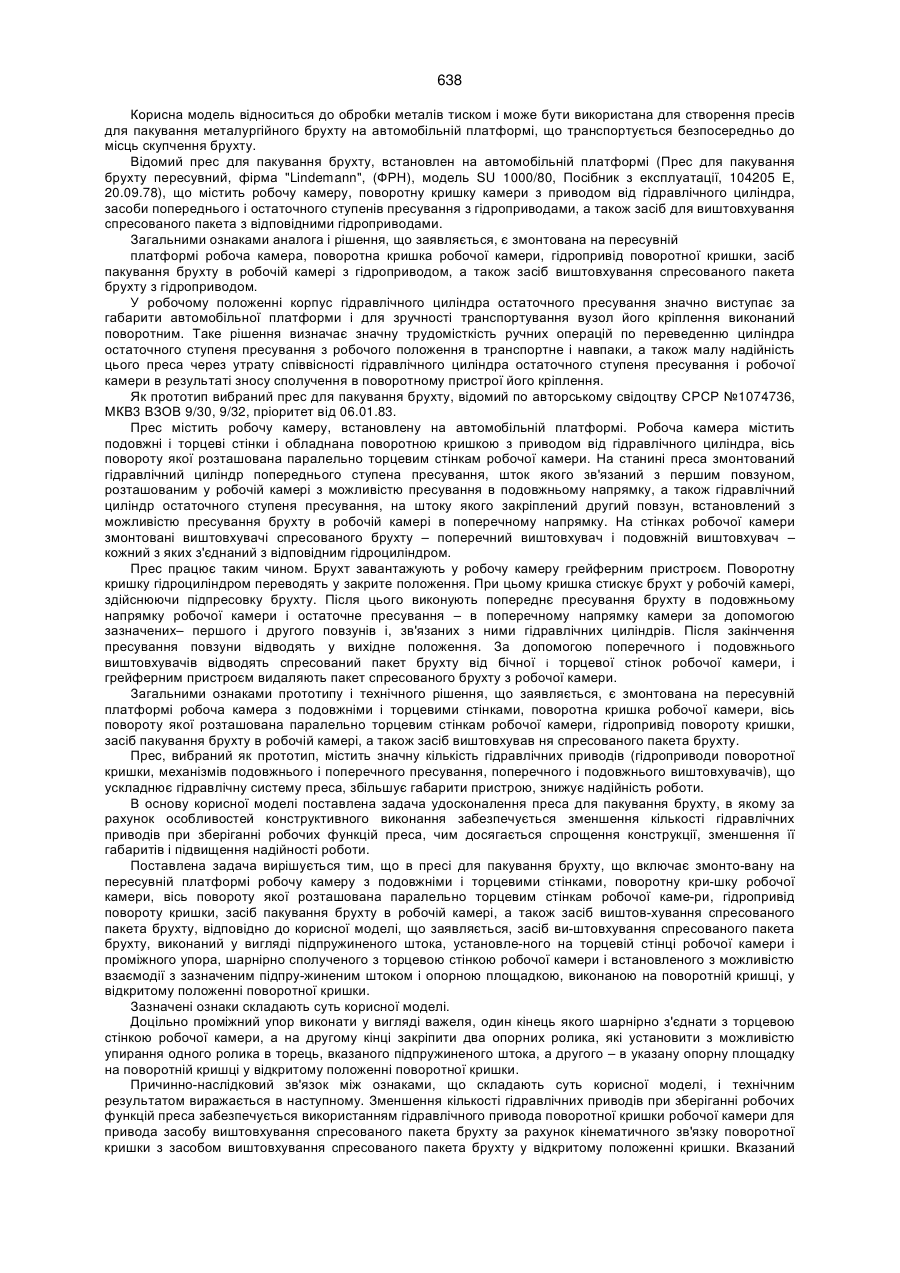
19. Різально-пакетувальний прес згідно з одним із пп. 12-18, який відрізняється тим, що для підтримання процесу завантаження матеріалу він оснащений пресувальною кришкою (11) завантажувальної камери (2.1).
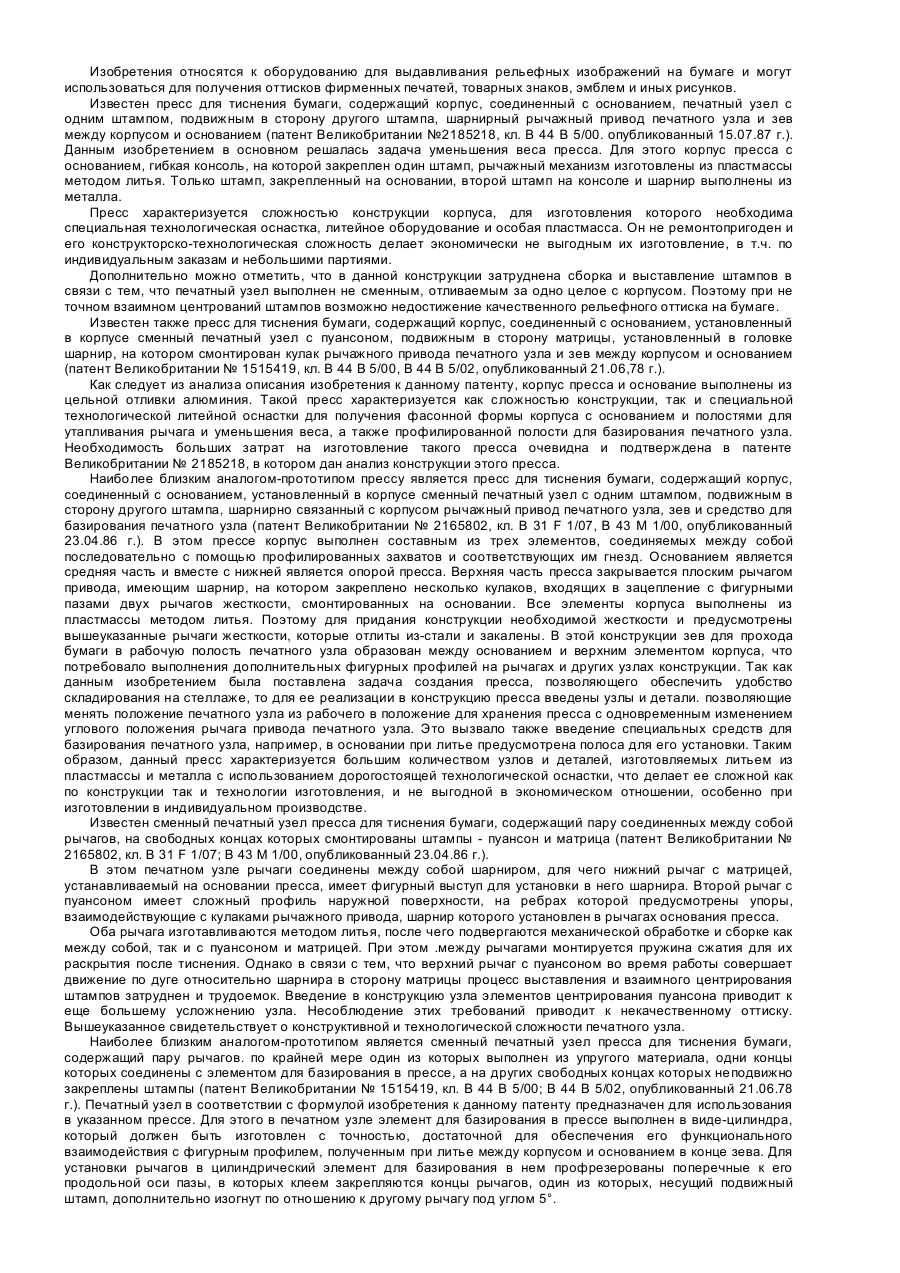
20. Різально-пакетувальний прес згідно з одним із пп. 12-19, який відрізняється тим, що для безперервного виготовлення брикетів (20) приблизно однакової маси завантажувальна камера оснащена дозувальним пристроєм (12).
21. Різально-пакетувальний прес згідно з одним із пп. 12-20, який відрізняється тим, що всі напрямні, зокрема напрямні ущільнювачів (3.1, 3.2, 3.3) і дверцят (5.1) за допомогою змащувальних трубопроводів з'єднані з центральним змащувальним агрегатом з автоматичним управлінням.
22. Різально-пакетувальний прес згідно з п. 12, який відрізняється тим, що профіль обшивки зношуваних деталей подібний до профілю пральної дошки.
23. Різально-пакетувальний прес згідно з п. 12, який відрізняється тим, що
a) компактний гідравлічний блок управління (9.2) розміщено безпосередньо на різально-пакетувальному пресі (1),
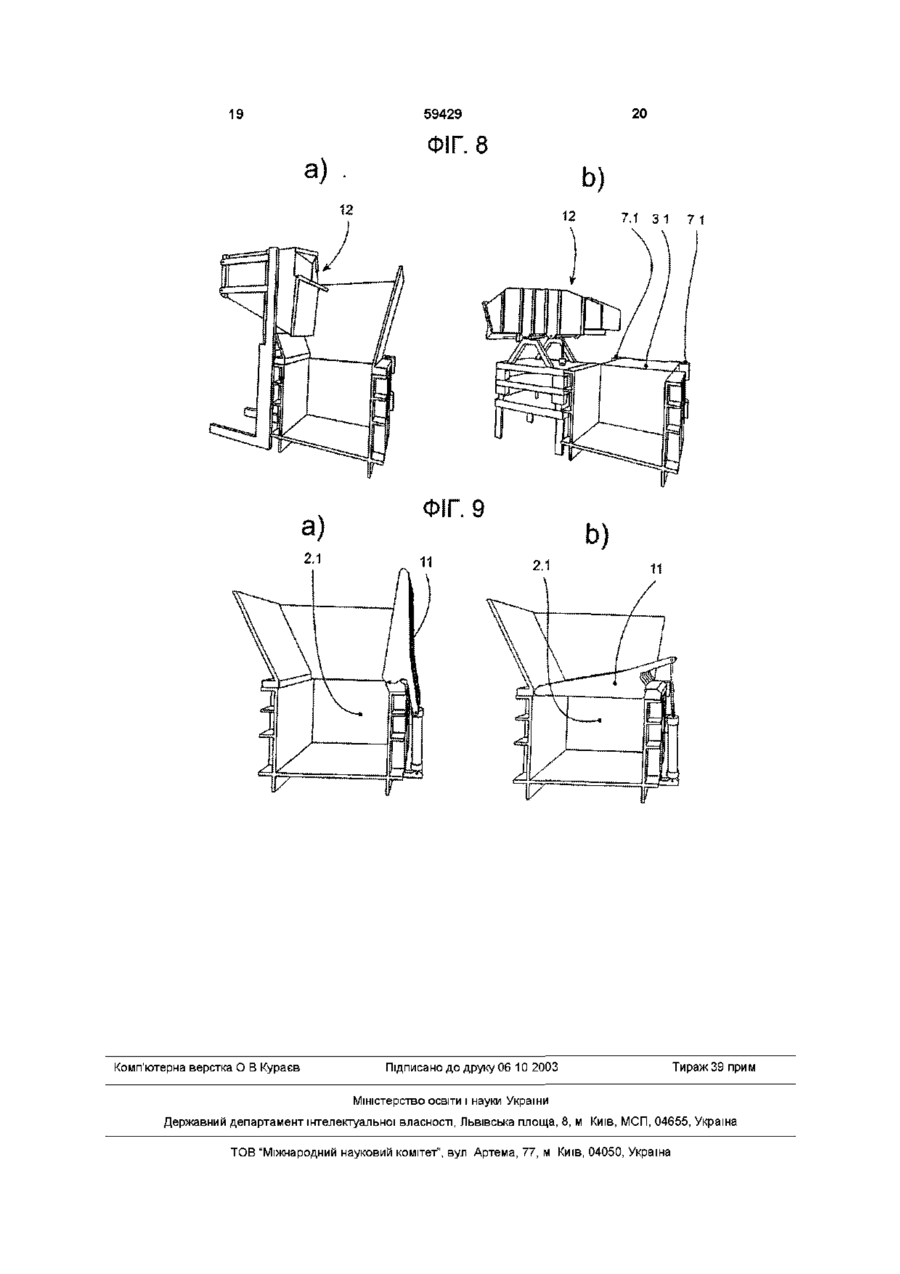
b) гідравлічний бак (13), гідравлічна привідна система (9.1) і/або змащувальний агрегат для автоматичного змащування утворюють попередньо змонтований конструктивний вузол (15), встановлений на рамоподібній масляній ванні (14), і
c) конструктивний вузол (15), оснащений комутаційною шафою (16).
24. Різально-пакетувальний прес згідно з п. 23, який відрізняється тим, що конструктивний вузол (15) розміщено у куті між завантажувальною камерою (2.1) і вузлом (6.3) ущільнювача (3.3).
Текст
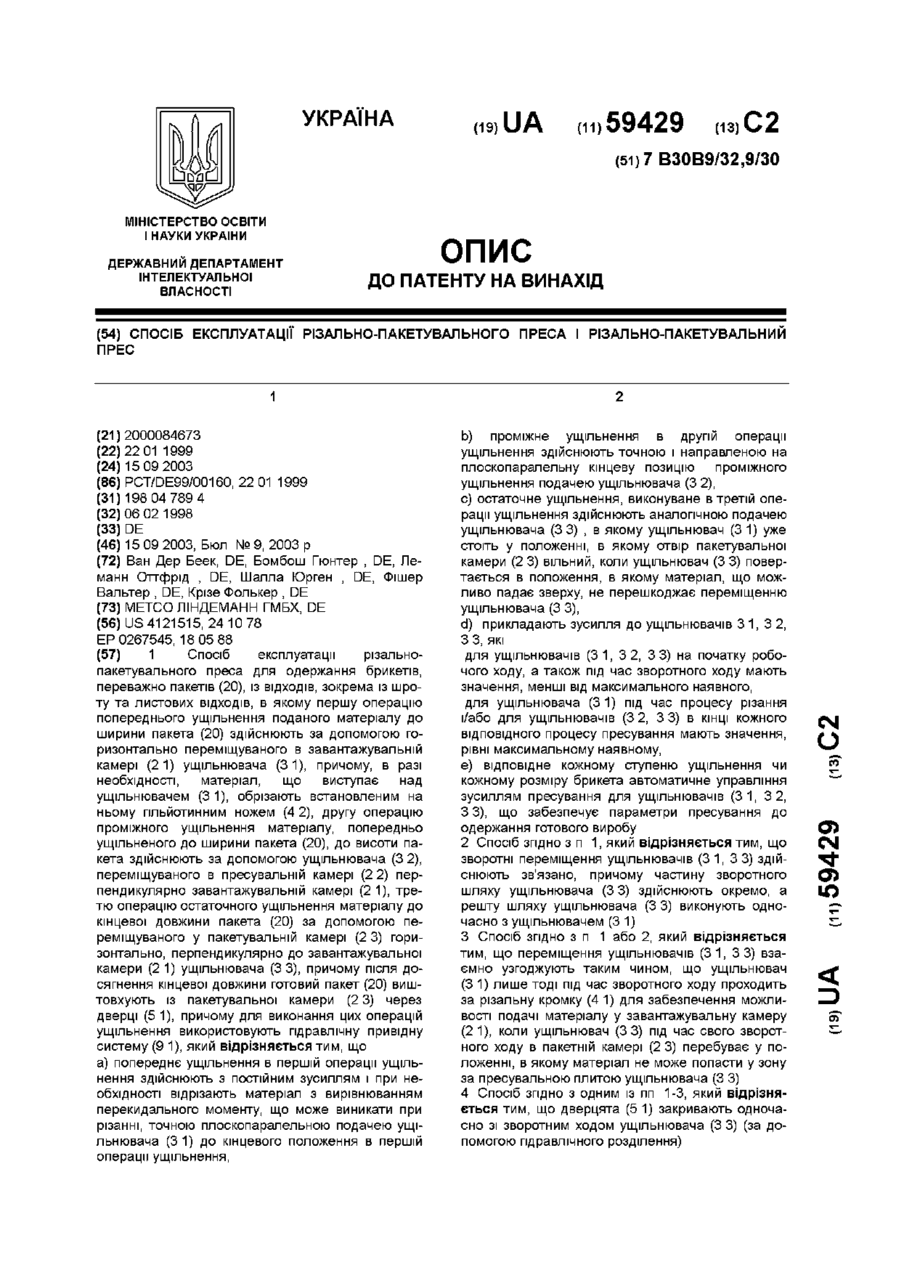
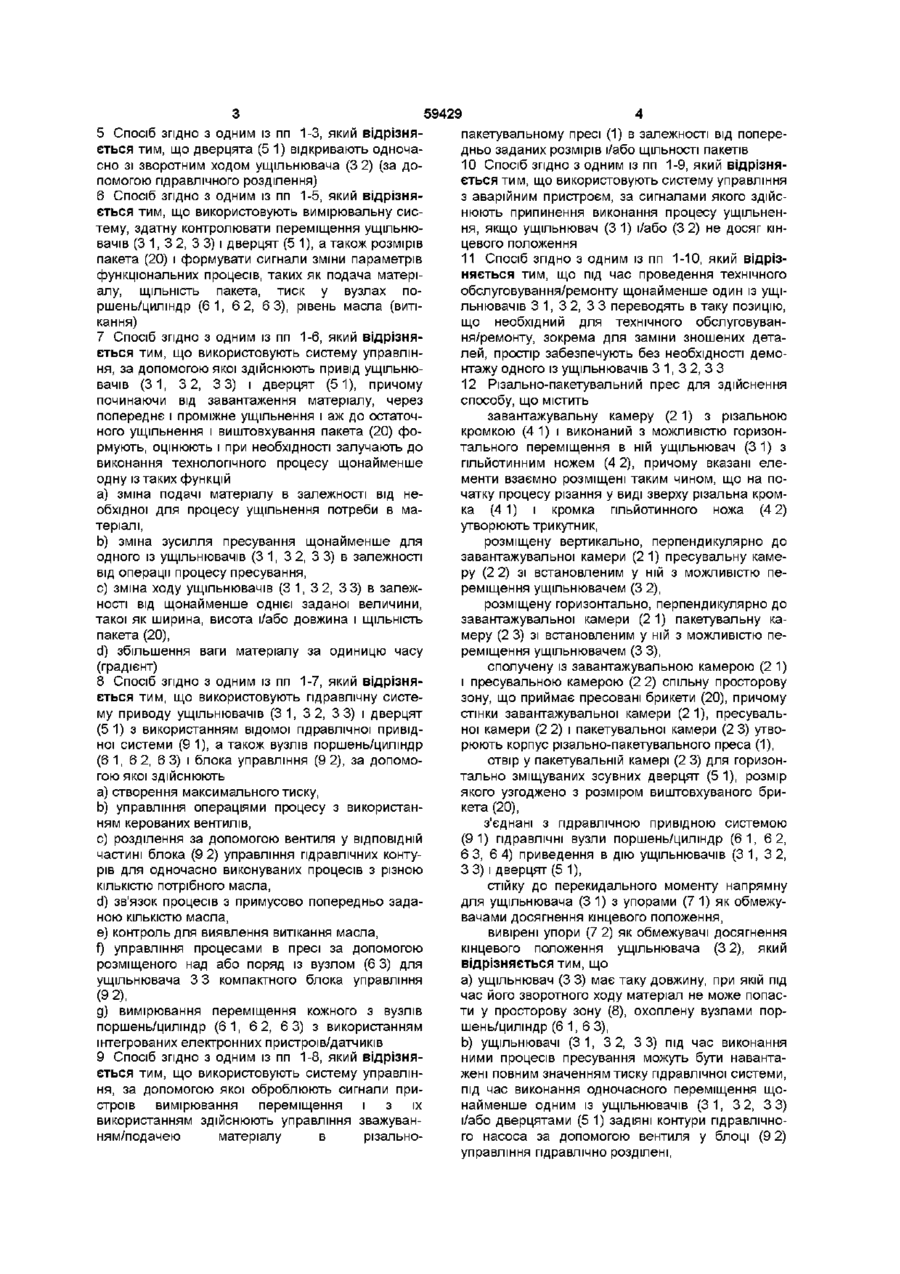
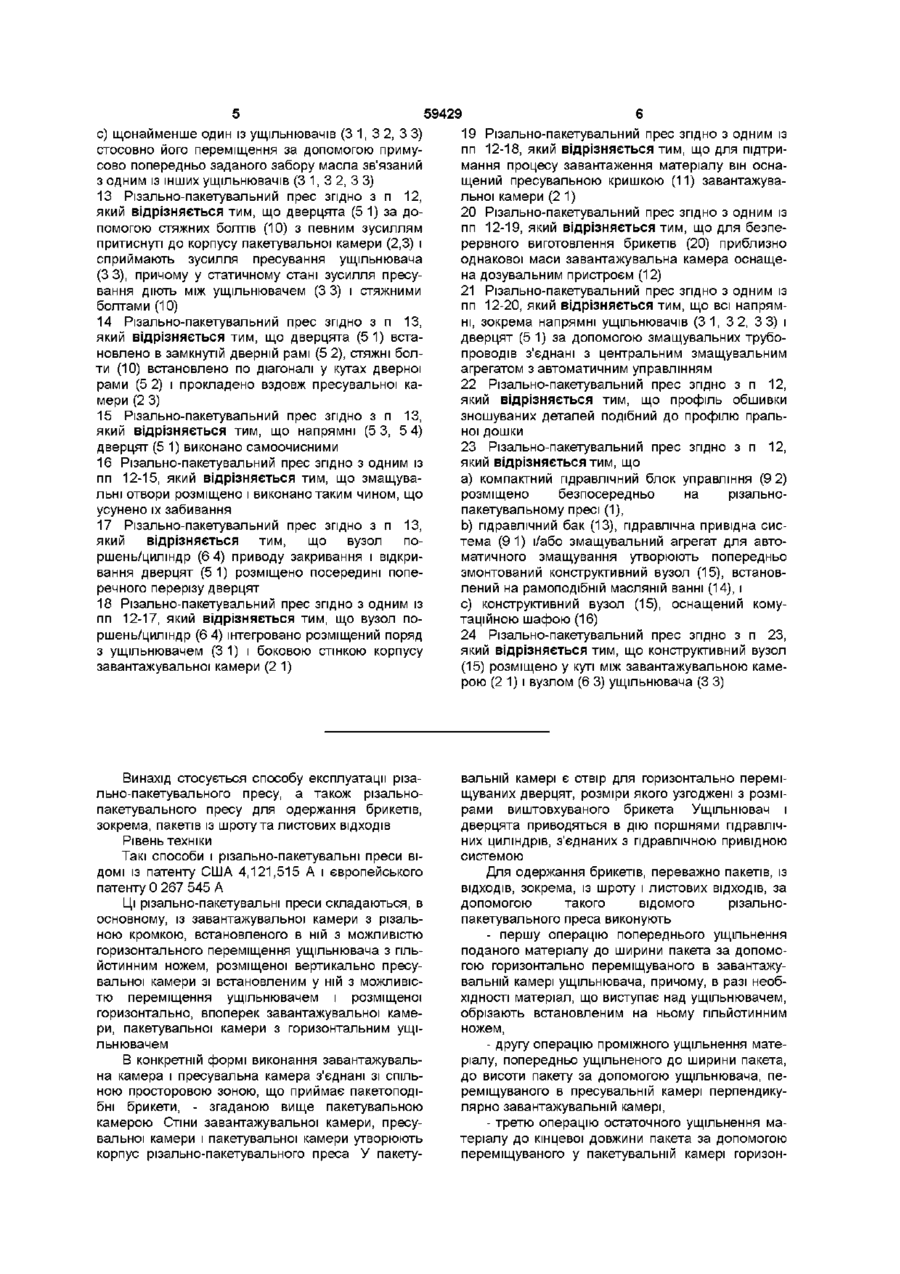
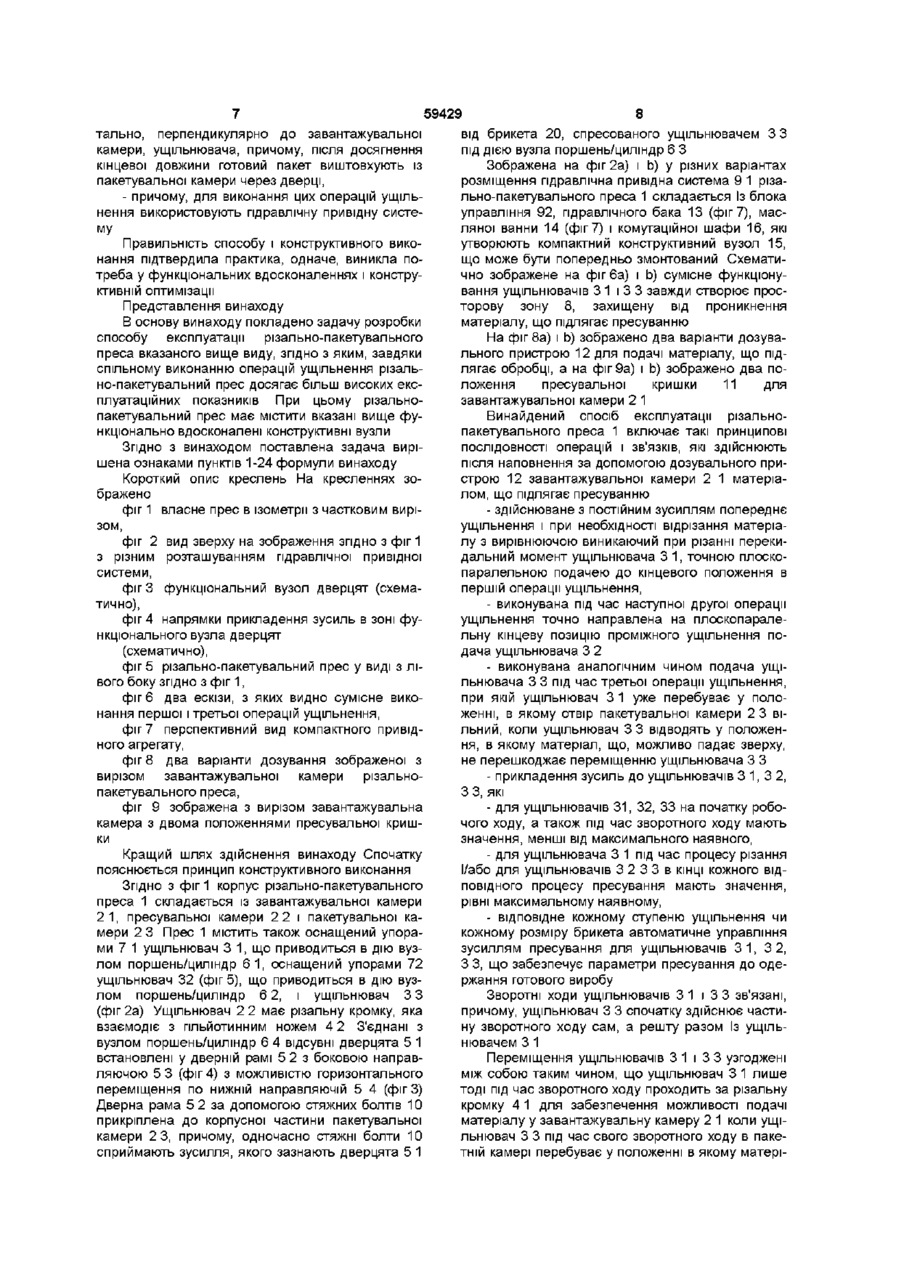
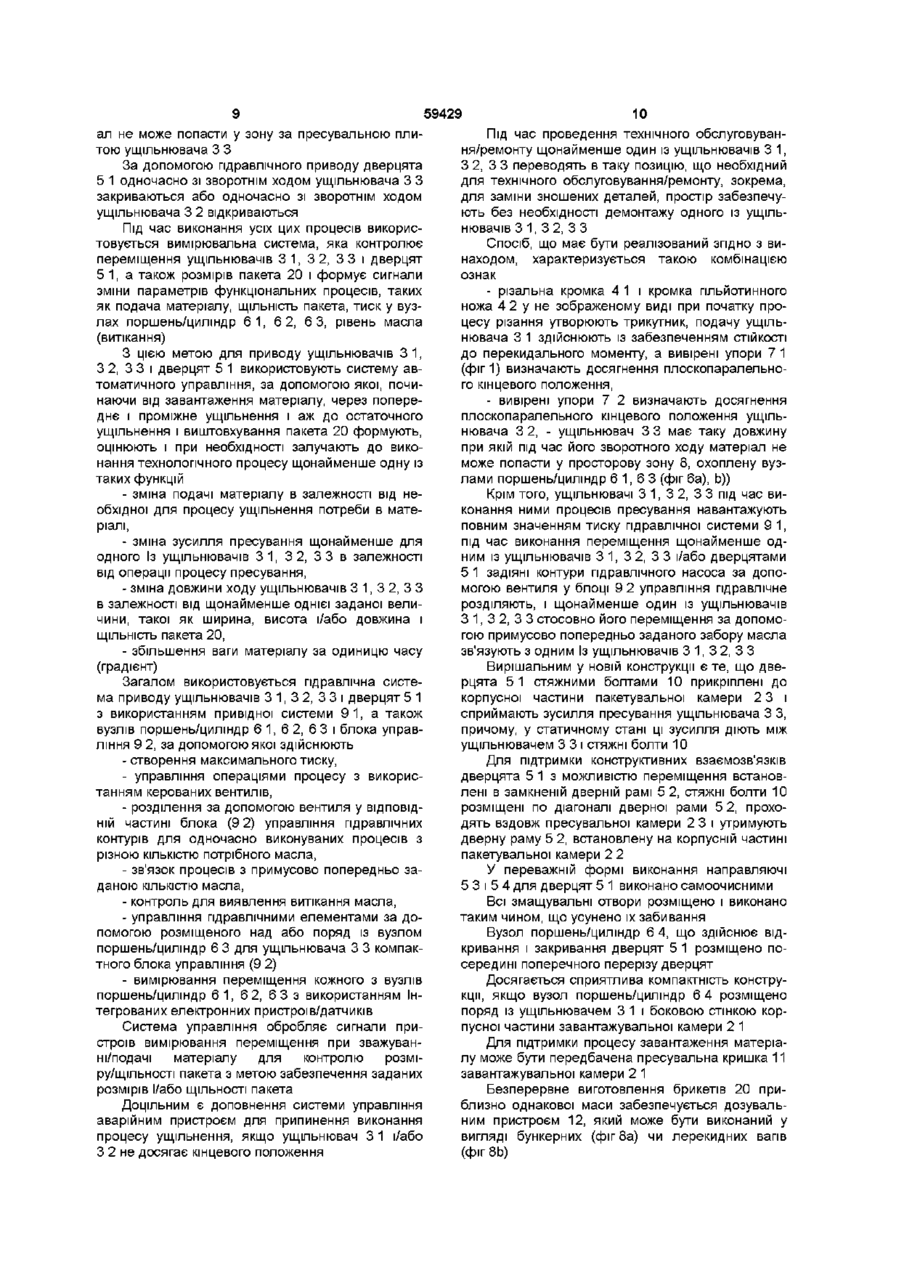
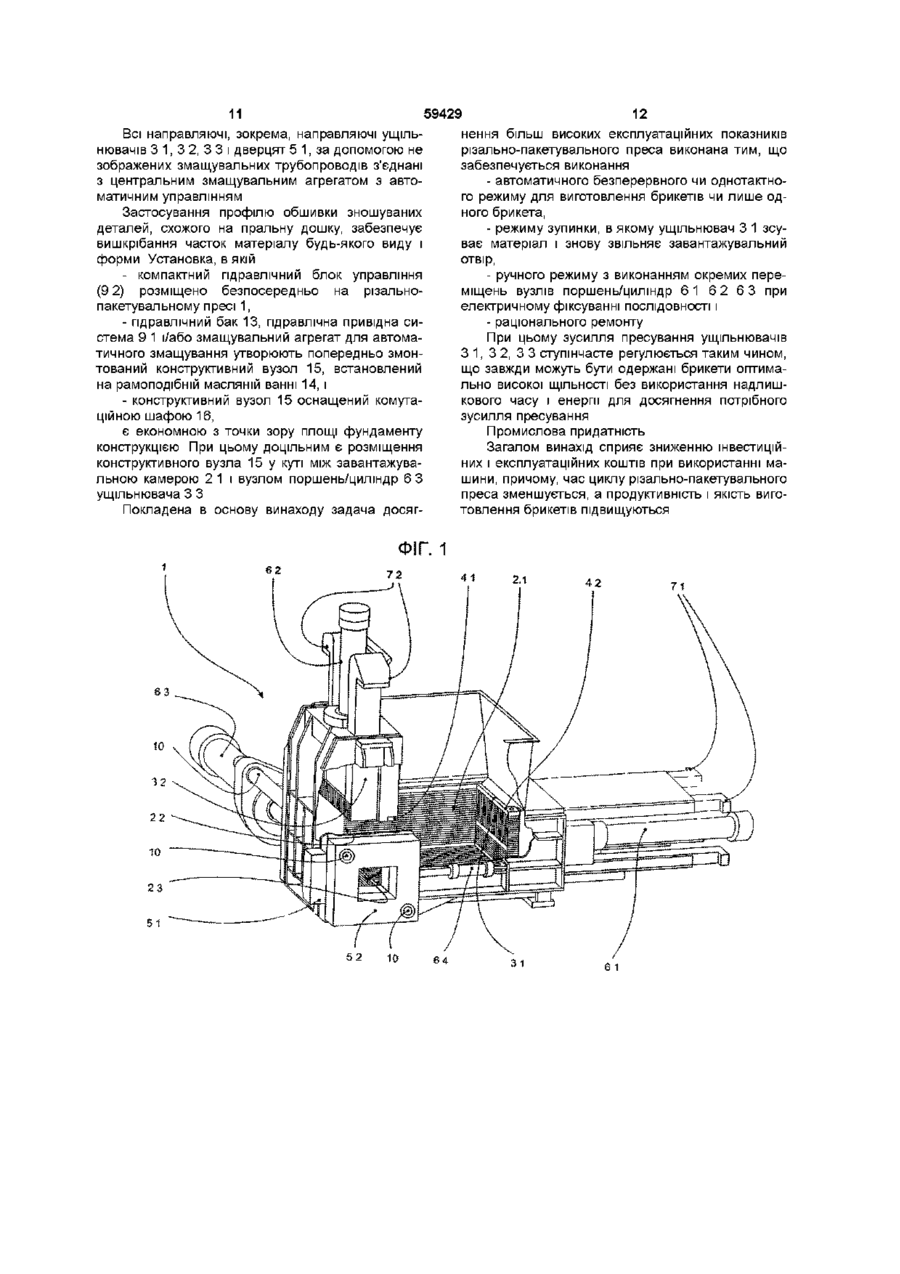
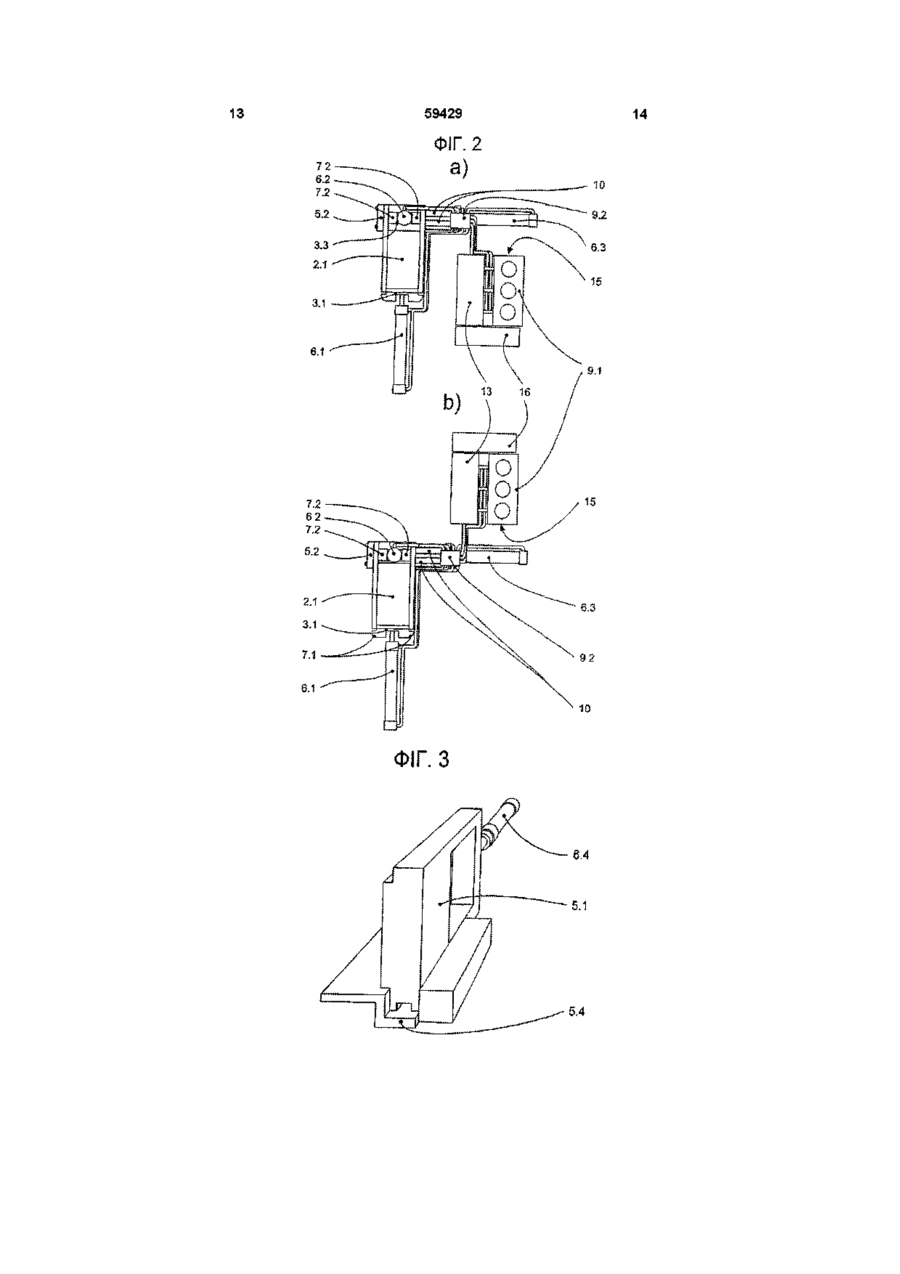
1 Спосіб експлуатації різальнопакетувального преса для одержання брикетів, переважно пакетів (20), із ВІДХОДІВ, зокрема із шроту та листових ВІДХОДІВ, В якому першу операцію попереднього ущільнення поданого матеріалу до ширини пакета (20) здійснюють за допомогою горизонтально переміщуваного в завантажувальній камері (21) ущільнювача (31), причому, в разі необхідності, матеріал, що виступає над ущільнювачем (3 1), обрізають встановленим на ньому гільйотинним ножем (4 2), другу операцію проміжного ущільнення матеріалу, попередньо ущільненого до ширини пакета (20), до висоти пакета здійснюють за допомогою ущільнювача (3 2), переміщуваного в пресувальній камері (2 2) перпендикулярно завантажувальній камері (2 1), третю операцію остаточного ущільнення матеріалу до кінцевої довжини пакета (20) за допомогою переміщуваного у пакетувальній камері (2 3) горизонтально, перпендикулярно до завантажувальної камери (2 1) ущільнювача (3 3), причому після досягнення кінцевої довжини готовий пакет (20) виштовхують із пакетувальної камери (2 3) через дверці (5 1), причому для виконання цих операцій ущільнення використовують гідравлічну привідну систему (9 1), який відрізняється тим, що а) попереднє ущільнення в першій операції ущільнення здійснюють з постійним зусиллям і при необхідності відрізають матеріал з вирівнюванням перекидального моменту, що може виникати при різанні, точною пл ос копа рал ель ною подачею ущільнювача (3 1) до кінцевого положення в першій операції ущільнення, ПРЕСА І РІЗАЛЬНО-ПАКЕТУВАЛЬНИИ b) проміжне ущільнення в другій операції ущільнення здійснюють точною і направленою на плоско паралельну кінцеву позицію проміжного ущільнення подачею ущільнювача (3 2), c) остаточне ущільнення, виконуване в третій операції ущільнення здійснюють аналогічною подачею ущільнювача (3 3) , в якому ущільнювач (3 1) уже стоїть у положенні, в якому отвір пакетувальної камери (2 3) вільний, коли ущільнювач (3 3) повертається в положення, в якому матеріал, що можливо падає зверху, не перешкоджає переміщенню ущільнювача (З З), d) прикладають зусилля до ущільнювачів 3 1 , 3 2, З 3, які для ущільнювачів (3 1, 3 2, 3 3) на початку робочого ходу, а також під час зворотного ходу мають значення, менші від максимального наявного, для ущільнювача (3 1) під час процесу різання і/або для ущільнювачів (3 2, 3 3) в КІНЦІ КОЖНОГО ВІДПОВІДНОГО процесу пресування мають значення, рівні максимальному наявному, є) відповідне кожному ступеню ущільнення чи кожному розміру брикета автоматичне управління зусиллям пресування для ущільнювачів (3 1, 3 2, 3 3), що забезпечує параметри пресування до одержання готового виробу 2 Спосіб згідно з п 1, який відрізняється тим, що зворотні переміщення ущільнювачів (3 1, 3 3) здійснюють зв'язано, причому частину зворотного шляху ущільнювача (3 3) здійснюють окремо, а решту шляху ущільнювача (3 3) виконують одночасно з ущільнювачем (3 1) 3 Спосіб згідно з п 1 або 2, який відрізняється тим, що переміщення ущільнювачів (3 1, 3 3) взаємно узгоджують таким чином, що ущільнювач (З 1) лише тоді під час зворотного ходу проходить за різальну кромку (4 1) для забезпечення можливості подачі матеріалу у завантажувальну камеру (2 1), коли ущільнювач (3 3) під час свого зворотного ходу в пакетній камері (2 3) перебуває у положенні, в якому матеріал не може попасти у зону за пресувальною плитою ущільнювача (З З) 4 Спосіб згідно з одним із пп 1-3, який відрізняється тим, що дверцята (5 1) закривають одночасно зі зворотним ходом ущільнювача (3 3) (за допомогою гідравлічного розділення) О о> ю 59429 5 Спосіб згідно з одним із пп 1-3, який відрізняється тим, що дверцята (5 1) відкривають одночасно зі зворотним ходом ущільнювача (3 2) (за допомогою гідравлічного розділення) 6 Спосіб згідно з одним із пп 1-5, який відрізняється тим, що використовують вимірювальну систему, здатну контролювати переміщення ущільнювачів (3 1, 3 2, 3 3) і дверцят (5 1), а також розмірів пакета (20) і формувати сигнали зміни параметрів функціональних процесів, таких як подача матеріалу, ЩІЛЬНІСТЬ пакета, тиск у вузлах поршень/циліндр (6 1, 6 2, 6 3), рівень масла (витікання) 7 Спосіб згідно з одним із пп 1-6, який відрізняється тим, що використовують систему управління, за допомогою якої здійснюють привід ущільнювачів (3 1, 3 2, 3 3) і дверцят (51), причому починаючи від завантаження матеріалу, через попереднє і проміжне ущільнення і аж до остаточного ущільнення і виштовхування пакета (20) формують, оцінюють і при необхідності залучають до виконання технологічного процесу щонайменше одну із таких функцій a) зміна подачі матеріалу в залежності від необхідної для процесу ущільнення потреби в матеріалі, b) зміна зусилля пресування щонайменше для одного із ущільнювачів (3 1, 3 2, 3 3) в залежності від операції процесу пресування, c) зміна ходу ущільнювачів (3 1, 3 2, 3 3) в залежності від щонайменше однієї заданої величини, такої як ширина, висота і/або довжина і ЩІЛЬНІСТЬ пакета (20), d) збільшення ваги матеріалу за одиницю часу (градієнт) 8 Спосіб згідно з одним із пп 1-7, який відрізняється тим, що використовують гідравлічну систему приводу ущільнювачів (3 1, 3 2, 3 3) і дверцят (5 1) з використанням відомої гідравлічної привідної системи (9 1), а також вузлів поршень/циліндр (6 1, 6 2, 6 3) і блока управління (9 2), за допомогою якої здійснюють a) створення максимального тиску, b) управління операціями процесу з використанням керованих вентилів, c) розділення за допомогою вентиля у ВІДПОВІДНІЙ частині блока (9 2) управління гідравлічних контурів для одночасно виконуваних процесів з різною КІЛЬКІСТЮ потрібного масла, d) зв'язок процесів з примусово попередньо заданою КІЛЬКІСТЮ масла, є) контроль для виявлення витікання масла, f) управління процесами в пресі за допомогою розміщеного над або поряд із вузлом (6 3) для ущільнювача З З компактного блока управління (9 2), д) вимірювання переміщення кожного з вузлів поршень/циліндр (6 1, 6 2, 6 3) з використанням інтегрованих електронних пристроїв/датчиків 9 Спосіб згідно з одним із пп 1-8, який відрізняється тим, що використовують систему управління, за допомогою якої оброблюють сигнали пристроїв вимірювання переміщення і з їх використанням здійснюють управління зважуванням/подачею матеріалу в різально пакетувальному пресі (1) в залежності від попередньо заданих розмірів і/або ЩІЛЬНОСТІ пакетів 10 Спосіб згідно з одним із пп 1-9, який відрізняється тим, що використовують систему управління з аварійним пристроєм, за сигналами якого здійснюють припинення виконання процесу ущільнення, якщо ущільнювач (3 1) і/або (3 2) не досяг кінцевого положення 11 Спосіб згідно з одним із пп 1-10, який відрізняється тим, що під час проведення технічного обслуговування/ремонту щонайменше один із ущільнювачів 3 1, 3 2, 3 3 переводять в таку позицію, що необхідний для технічного обслуговування/ремонту, зокрема для заміни зношених деталей, простір забезпечують без необхідності демонтажу одного із ущільнювачів 3 1, 3 2, З З 12 Різально-пакетувальний прес для здійснення способу, що містить завантажувальну камеру (21) з різальною кромкою (4 1) і виконаний з можливістю горизонтального переміщення в ній ущільнювач (3 1) з гільйотинним ножем (4 2), причому вказані елементи взаємно розміщені таким чином, що на початку процесу різання у виді зверху різальна кромка (41) і кромка гільйотинного ножа (4 2) утворюють трикутник, розміщену вертикально, перпендикулярно до завантажувальної камери (2 1) пресувальну камеру (2 2) зі встановленим у ній з можливістю переміщення ущільнювачем (3 2), розміщену горизонтально, перпендикулярно до завантажувальної камери (2 1) пакетувальну камеру (2 3) зі встановленим у ній з можливістю переміщення ущільнювачем (З З), сполучену із завантажувальною камерою (2 1) і пресувальною камерою (2 2) спільну просторову зону, що приймає пресовані брикети (20), причому стінки завантажувальної камери (2 1), пресувальної камери (2 2) і пакетувальної камери (2 3) утворюють корпус різально-пакетувального преса (1), отвір у пакетувальній камері (2 3) для горизонтально зміщуваних зсувних дверцят (5 1), розмір якого узгоджено з розміром виштовхуваного брикета (20), з'єднані з гідравлічною привідною системою (9 1) гідравлічні вузли поршень/циліндр (6 1, 6 2, 6 3, 6 4) приведення в дію ущільнювачів (3 1, 3 2, З 3) і дверцят (5 1), стійку до перекидального моменту напрямну для ущільнювача (3 1) з упорами (7 1) як обмежувачами досягнення кінцевого положення, вивірені упори (7 2) як обмежувачі досягнення кінцевого положення ущільнювача (3 2), який відрізняється тим, що a) ущільнювач (3 3) має таку довжину, при якій під час його зворотного ходу матеріал не може попасти у просторову зону (8), охоплену вузлами поршень/циліндр ( 6 1 , 6 3), b) ущільнювачі (3 1, 3 2, 3 3) під час виконання ними процесів пресування можуть бути навантажені повним значенням тиску гідравлічної системи, під час виконання одночасного переміщення щонайменше одним із ущільнювачів (3 1, 3 2, 3 3) і/або дверцятами (5 1) задіяні контури гідравлічного насоса за допомогою вентиля у блоці (9 2) управління гідравлічно розділені, 59429 с) щонайменше один із ущільнювачів (3 1, 3 2, З З) стосовно його переміщення за допомогою примусово попередньо заданого забору масла зв'язаний з одним із інших ущільнювачів (3 1, 3 2, З З) 13 Різально-пакетувальний прес згідно з п 12, який відрізняється тим, що дверцята (5 1) за допомогою стяжних болтів (10) з певним зусиллям притиснуті до корпусу пакетувальної камери (2,3) і сприймають зусилля пресування ущільнювача (З 3), причому у статичному стані зусилля пресування діють між ущільнювачем (3 3) і стяжними болтами (10) 14 Різально-пакетувальний прес згідно з п 13, який відрізняється тим, що дверцята (5 1) встановлено в замкнутій дверній рамі (5 2), стяжні болти (10) встановлено по діагоналі у кутах дверної рами (5 2) і прокладено вздовж пресувальної камери (2 3) 15 Різально-пакетувальний прес згідно з п 13, який відрізняється тим, що напрямні (5 3, 5 4) дверцят (5 1) виконано самоочисними 16 Різально-пакетувальний прес згідно з одним із пп 12-15, який відрізняється тим, що змащувальні отвори розміщено і виконано таким чином, що усунено їх забивання 17 Різально-пакетувальний прес згідно з п 13, який відрізняється тим, що вузол поршень/циліндр (6 4) приводу закривання і відкривання дверцят (5 1) розміщено посередині поперечного перерізу дверцят 18 Різально-пакетувальний прес згідно з одним із пп 12-17, який відрізняється тим, що вузол поршень/циліндр (6 4) інтегровано розміщений поряд з ущільнювачем (3 1) і боковою стінкою корпусу завантажувальної камери (2 1) 19 Різально-пакетувальний прес згідно з одним із пп 12-18, який відрізняється тим, що для підтримання процесу завантаження матеріалу він оснащений пресувальною кришкою (11) завантажувальної камери (2 1) 20 Різально-пакетувальний прес згідно з одним із пп 12-19, який відрізняється тим, що для безперервного виготовлення брикетів (20) приблизно однакової маси завантажувальна камера оснащена дозувальним пристроєм (12) 21 Різально-пакетувальний прес згідно з одним із пп 12-20, який відрізняється тим, що всі напрямні, зокрема напрямні ущільнювачів (3 1, 3 2, 3 3) і дверцят (5 1) за допомогою змащувальних трубопроводів з'єднані з центральним змащувальним агрегатом з автоматичним управлінням 22 Різально-пакетувальний прес згідно з п 12, який відрізняється тим, що профіль обшивки зношуваних деталей подібний до профілю пральної дошки 23 Різально-пакетувальний прес згідно з п 12, який відрізняється тим, що a) компактний гідравлічний блок управління (9 2) розміщено безпосередньо на різальнопакетувальному пресі (1), b) гідравлічний бак (13), гідравлічна привідна система (9 1) і/або змащувальний агрегат для автоматичного змащування утворюють попередньо змонтований конструктивний вузол (15), встановлений на рамоподібній масляній ванні (14), і c) конструктивний вузол (15), оснащений комутаційною шафою (16) 24 Різально-пакетувальний прес згідно з п 23, який відрізняється тим, що конструктивний вузол (15) розміщено у куті між завантажувальною камерою (2 1) і вузлом (6 3) ущільнювача (З З) Винахід стосується способу експлуатації різально-пакетувального пресу, а також різальнопакетувального пресу для одержання брикетів, зокрема, пакетів із шроту та листових ВІДХОДІВ Рівень техніки Такі способи і різально-пакетувальні преси ВІДОМІ ІЗ патенту США 4,121,515 А і європейського патенту 0 267 545 А Ці різально-пакетувальні преси складаються, в основному, із завантажувальної камери з різальною кромкою, встановленого в ній з можливістю горизонтального переміщення ущільнювача з гільйотинним ножем, розміщеної вертикально пресувальної камери зі встановленим у ній з можливістю переміщення ущільнювачем і розміщеної горизонтально, впоперек завантажувальної камери, пакетувальної камери з горизонтальним ущільнювачем В конкретній формі виконання завантажувальна камера і пресувальна камера з'єднані зі спільною просторовою зоною, що приймає пакетоподібні брикети, - згаданою вище пакетувальною камерою Стіни завантажувальної камери, пресувальної камери і пакетувальної камери утворюють корпус різально-пакетувального преса У пакету вальніи камері є отвір для горизонтально переміщуваних дверцят, розміри якого узгоджені з розмірами виштовхуваного брикета Ущільнювач і дверцята приводяться в дію поршнями гідравлічних циліндрів, з'єднаних з гідравлічною привідною системою Для одержання брикетів, переважно пакетів, із ВІДХОДІВ, зокрема, із шроту і листових ВІДХОДІВ, за допомогою такого відомого різальнопакетувального преса виконують - першу операцію попереднього ущільнення поданого матеріалу до ширини пакета за допомогою горизонтально переміщуваного в завантажувальній камері ущільнювача, причому, в разі необхідності матеріал, що виступає над ущільнювачем, обрізають встановленим на ньому гільйотинним ножем, - другу операцію проміжного ущільнення матеріалу, попередньо ущільненого до ширини пакета, до висоти пакету за допомогою ущільнювача, переміщуваного в пресувальній камері перпендикулярно завантажувальній камері, - третю операцію остаточного ущільнення матеріалу до кінцевої довжини пакета за допомогою переміщуваного у пакетувальній камері горизон 59429 тально, перпендикулярно до завантажувальної камери, ущільнювача, причому, після досягнення кінцевої довжини готовий пакет виштовхують із пакетувальної камери через дверці, - причому, для виконання цих операцій ущільнення використовують гідравлічну привідну систему Правильність способу і конструктивного виконання підтвердила практика, одначе, виникла потреба у функціональних вдосконаленнях і конструктивній оптимізацм Представлення винаходу В основу винаходу покладено задачу розробки способу експлуатації різально-пакетувального преса вказаного вище виду, згідно з яким, завдяки спільному виконанню операцій ущільнення різально-пакетувальний прес досягає більш високих експлуатаційних показників При цьому різальнопакетувальний прес має містити вказані вище функціонально вдосконалені конструктивні вузли Згідно З винаходом поставлена задача вирішена ознаками пунктів 1-24 формули винаходу Короткий опис креслень На кресленнях зображено фіг 1 власне прес в ізометрії з частковим вирізом, фіг 2 вид зверху на зображення згідно з фіг 1 з різним розташуванням гідравлічної привідної системи, фіг 3 функціональний вузол дверцят (схематично), фіг 4 напрямки прикладення зусиль в зоні функціонального вузла дверцят (схематично), фіг 5 різально-пакетувальний прес у виді з лівого боку згідно з фіг 1, фіг 6 два ескізи, з яких видно сумісне виконання першої і третьої операцій ущільнення, фіг 7 перспективний вид компактного привідного агрегату, фіг 8 два варіанти дозування зображеної з вирізом завантажувальної камери різальнопакетувального преса, фіг 9 зображена з вирізом завантажувальна камера з двома положеннями пресувальної кришки Кращий шлях здійснення винаходу Спочатку пояснюється принцип конструктивного виконання Згідно З фіг 1 корпус різально-пакетувального преса 1 складається із завантажувальної камери 2 1, пресувальної камери 2 2 і пакетувальної камери 2 3 Прес 1 містить також оснащений упорам и / 1 ущільнювач 3 1, що приводиться в дію вузлом поршень/циліндр 6 1, оснащений упорами 72 ущільнювач 32 (фіг 5), що приводиться в дію вузлом поршень/циліндр 6 2, і ущільнювач З З (фіг 2а) Ущільнювач 2 2 має різальну кромку, яка взаємодіє з гільйотинним ножем 4 2 З'єднані з вузлом поршень/циліндр 6 4 відсувні дверцята 5 1 встановлені у дверній рамі 5 2 з боковою направляючою 5 3 (фіг 4) з можливістю горизонтального переміщення по нижній направляючій 5 4 (фіг 3) Дверна рама 5 2 за допомогою стяжних болтів 10 прикріплена до корпусної частини пакетувальної камери 2 3, причому, одночасно стяжні болти 10 сприймають зусилля, якого зазнають дверцята 5 1 8 від брикета 20, спресованого ущільнювачем З З під дією вузла поршень/циліндр 6 З Зображена на фіг 2а) і Ь) у різних варіантах розміщення гідравлічна привідна система 9 1 різально-пакетувального преса 1 складається Із блока управління 92, гідравлічного бака 13 (фіг 7), масляної ванни 14 (фіг 7) і комутаційної шафи 16, які утворюють компактний конструктивний вузол 15, що може бути попередньо змонтований Схематично зображене на фіг 6а) і Ь) сумісне функціонування ущільнювачів 3 1 і З З завжди створює просторову зону 8, захищену від проникнення матеріалу, що підлягає пресуванню На фіг 8а) і Ь) зображено два варіанти дозувального пристрою 12 для подачі матеріалу, що підлягає обробці, а на фіг 9а) і Ь) зображено два положення пресувальної кришки 11 для завантажувальної камери 2 1 Винайдений спосіб експлуатації різальнопакетувального преса 1 включає такі принципові ПОСЛІДОВНОСТІ операцій і зв'язків, які здійснюють після наповнення за допомогою дозувального пристрою 12 завантажувальної камери 2 1 матеріалом, що підлягає пресуванню - здійснюване з постійним зусиллям попереднє ущільнення і при необхідності відрізання матеріалу з вирівнюючою виникаючий при різанні перекидальний момент ущільнювача 3 1, точною плоскопаралельною подачею до кінцевого положення в першій операції ущільнення, - виконувана під час наступної другої операції ущільнення точно направлена на плоскопаралельну кінцеву позицію проміжного ущільнення подача ущільнювача 3 2 - виконувана аналогічним чином подача ущільнювача З З під час третьої операції ущільнення, при якій ущільнювач 3 1 уже перебуває у положенні, в якому отвір пакетувальної камери 2 3 вільний, коли ущільнювач З З відводять у положення, в якому матеріал, що, можливо падає зверху, не перешкоджає переміщенню ущільнювача З З - прикладення зусиль до ущільнювачів 3 1,32, З 3, які - для ущільнювачів 31, 32, 33 на початку робочого ходу, а також під час зворотного ходу мають значення, менші від максимального наявного, - для ущільнювача 3 1 під час процесу різання І/або для ущільнювачів 3 2 3 3 в КІНЦІ КОЖНОГО ВІД ПОВІДНОГО процесу пресування мають значення, рівні максимальному наявному, - відповідне кожному ступеню ущільнення чи кожному розміру брикета автоматичне управління зусиллям пресування для ущільнювачів 3 1, 3 2, З 3, що забезпечує параметри пресування до одержання готового виробу Зворотні ходи ущільнювачів 3 1 і З З зв'язані, причому, ущільнювач З З спочатку здійснює частину зворотного ходу сам, а решту разом Із ущільнювачем 3 1 Переміщення ущільнювачів 3 1 і З З узгоджені між собою таким чином, що ущільнювач 3 1 лише тоді під час зворотного ходу проходить за різальну кромку 4 1 для забезпечення можливості подачі матеріалу у завантажувальну камеру 2 1 коли ущільнювач 3 3 під час свого зворотного ходу в пакетній камері перебуває у положенні в якому матері 59429 ал не може попасти у зону за пресувальною плитою ущільнювача З З За допомогою гідравлічного приводу дверцята 5 1 одночасно зі зворотнім ходом ущільнювача З З закриваються або одночасно зі зворотнім ходом ущільнювача 3 2 відкриваються Під час виконання усіх цих процесів використовується вимірювальна система, яка контролює переміщення ущільнювачів 3 1, 3 2, 3 3 і дверцят 5 1, а також розмірів пакета 20 і формує сигнали зміни параметрів функціональних процесів, таких як подача матеріалу, ЩІЛЬНІСТЬ пакета, тиск у вузлах поршень/циліндр 6 1, 6 2, 6 3, рівень масла (витікання) З цією метою для приводу ущільнювачів 3 1, З 2, З З і дверцят 5 1 використовують систему автоматичного управління, за допомогою якої, починаючи від завантаження матеріалу, через попереднє і проміжне ущільнення і аж до остаточного ущільнення і виштовхування пакета 20 формують, оцінюють і при необхідності залучають до виконання технологічного процесу щонайменше одну із таких функцій - зміна подачі матеріалу в залежності від необхідної для процесу ущільнення потреби в матеріалі, - зміна зусилля пресування щонайменше для одного Із ущільнювачів 3 1, 3 2, 3 3 в залежності від операції процесу пресування, - зміна довжини ходу ущільнювачів 3 1, 3 2, З З в залежності від щонайменше однієї заданої величини, такої як ширина, висота і/або довжина і ЩІЛЬНІСТЬ пакета 20, - збільшення ваги матеріалу за одиницю часу (градієнт) Загалом використовується гідравлічна система приводу ущільнювачів 3 1, 3 2, З З і дверцят 5 1 з використанням привідної системи 9 1, а також вузлів поршень/циліндр 6 1, 6 2, 6 3 і блока управління 9 2, за допомогою якої здійснюють - створення максимального тиску, - управління операціями процесу з використанням керованих вентилів, - розділення за допомогою вентиля у ВІДПОВІДНІЙ частині блока (9 2) управління гідравлічних контурів для одночасно виконуваних процесів з різною КІЛЬКІСТЮ потрібного масла, - зв'язок процесів з примусово попередньо заданою КІЛЬКІСТЮ масла, - контроль для виявлення витікання масла, - управління гідравлічними елементами за допомогою розміщеного над або поряд із вузлом поршень/циліндр 6 3 для ущільнювача З З компактного блока управління (9 2) - вимірювання переміщення кожного з вузлів поршень/циліндр 6 1, 6 2, 6 3 з використанням Інтегрованих електронних пристроїв/датчиків Система управління обробляє сигнали пристроїв вимірювання переміщення при зважуванні/подачі матеріалу для контролю розміру/щільності пакета з метою забезпечення заданих розмірів І/або ЩІЛЬНОСТІ пакета Доцільним Є доповнення системи управління аварійним пристроєм для припинення виконання процесу ущільнення, якщо ущільнювач 3 1 і/або З 2 не досягає кінцевого положення 10 Під час проведення технічного обслуговування/ремонту щонайменше один із ущільнювачів 3 1, З 2, 3 3 переводять в таку позицію, що необхідний для технічного обслуговування/ремонту, зокрема, для заміни зношених деталей, простір забезпечують без необхідності демонтажу одного із ущільнювачів З 1, 3 2, 3 3 Спосіб, що має бути реалізований згідно з винаходом, характеризується такою комбінацією ознак - різальна кромка 4 1 і кромка гільйотинного ножа 4 2 у не зображеному виді при початку процесу різання утворюють трикутник, подачу ущільнювача 3 1 здійснюють із забезпеченням СТІЙКОСТІ до перекидального моменту, а вивірені упори 7 1 (фиг 1) визначають досягнення пл ос копа рал ель ного кінцевого положення, - вивірені упори 7 2 визначають досягнення плоско паралельного кінцевого положення ущільнювача 3 2, - ущільнювач З З має таку довжину при якій під час його зворотного ходу матеріал не може попасти у просторову зону 8, охоплену вузлами поршень/циліндр 6 1,63 (фіг 6а), Ь)) Крім того, ущільнювачі 3 1, 3 2, З З під час виконання ними процесів пресування навантажують повним значенням тиску гідравлічної системи 9 1, під час виконання переміщення щонайменше одним із ущільнювачів 3 1, 3 2, 3 3 і/або дверцятами 5 1 задіяні контури гідравлічного насоса за допомогою вентиля у блоці 9 2 управління гідравлічне розділяють, і щонайменше один із ущільнювачів З 1, 3 2, З З стосовно його переміщення за допомогою примусово попередньо заданого забору масла зв'язують з одним Із ущільнювачів 3 1, 3 2, З З Вирішальним у новій конструкції є те, що дверцята 5 1 стяжними болтами 10 прикріплені до корпусної частини пакетувальної камери 2 3 і сприймають зусилля пресування ущільнювача З З, причому, у статичному стані ці зусилля діють між ущільнювачем З З і стяжні болти 10 Для підтримки конструктивних взаємозв'язків дверцята 5 1 з можливістю переміщення встановлені в замкненій дверній рамі 5 2, стяжні болти 10 розміщені по діагоналі дверної рами 5 2, проходять вздовж пресувальної камери 2 3 і утримують дверну раму 5 2, встановлену на корпусній частині пакетувальної камери 2 2 У переважній формі виконання направляючі 5 3 і 5 4 для дверцят 5 1 виконано самоочисними Всі змащувальні отвори розміщено і виконано таким чином, що усунено їх забивання Вузол поршень/циліндр 6 4, що здійснює відкривання і закривання дверцят 5 1 розміщено посередині поперечного перерізу дверцят Досягається сприятлива компактність конструкції, якщо вузол поршень/циліндр 6 4 розміщено поряд із ущільнювачем 3 1 і боковою стінкою корпусної частини завантажувальної камери 2 1 Для підтримки процесу завантаження матеріалу може бути передбачена пресувальна кришка 11 завантажувальної камери 2 1 Безперервне виготовлення брикетів 20 приблизно однакової маси забезпечується дозувальним пристроєм 12, який може бути виконаний у вигляді бункерних (фіг 8а) чи перекидних вапв (фіг 8Ь) 12 11 59429 Всі направляючі, зокрема, направляючі ущільнення більш високих експлуатаційних показників нювачів 3 1, 3 2, З З і дверцят 5 1, за допомогою не різально-пакетувального преса виконана тим, що зображених змащувальних трубопроводів з'єднані забезпечується виконання з центральним змащувальним агрегатом з авто- автоматичного безперервного чи однотактноматичним управлінням го режиму для виготовлення брикетів чи лише одного брикета, Застосування профілю обшивки зношуваних деталей, схожого на пральну дошку, забезпечує - режиму зупинки, в якому ущільнювач 3 1 зсувишкрібання часток матеріалу будь-якого виду і ває матеріал і знову звільняє завантажувальний форми Установка, в якій отвір, - компактний гідравлічний блок управління - ручного режиму з виконанням окремих пере(9 2) розміщено безпосередньо на різальноміщень вузлів поршень/циліндр 6 1 6 2 6 3 при пакетувальному пресі 1, електричному фіксуванні ПОСЛІДОВНОСТІ І - гідравлічний бак 13, гідравлічна привідна си- раціонального ремонту стема 9 1 і/або змащувальний агрегат для автомаПри цьому зусилля пресування ущільнювачів тичного змащування утворюють попередньо змон3 1, 3 2, 3 3 ступінчасте регулюється таким чином, тований конструктивний вузол 15, встановлений що завжди можуть бути одержані брикети оптимана рамоподібній масляній ванні 14, і льно високої ЩІЛЬНОСТІ без використання надлишкового часу і енергії для досягнення потрібного - конструктивний вузол 15 оснащений комутазусилля пресування ційною шафою 16, є економною з точки зору площі фундаменту Промислова придатність конструкцією При цьому доцільним є розміщення Загалом винахід сприяє зниженню інвестиційконструктивного вузла 15 у куті між завантажуваних і експлуатаційних коштів при використанні мальною камерою 2 1 і вузлом поршень/циліндр 6 З шини, причому, час циклу різально-пакетувального ущільнювача З З преса зменшується, а продуктивність і якість виготовлення брикетів підвищуються Покладена в основу винаходу задача досяг 71 52 10 64 13 59429 14 6.3 92 10 ФІГ. З 5 . 4 15 59429 16 ФІГ 4 1 0 ФІГ. 5 17 59429 18 3.3 b) ФІГ. 7 1 3 1 5 1 4 59429 19 2 0 ФІГ. 8 a) b) 1 2 Комп'ютерна верстка О В Курасв 7,1 31 7 1 Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюShearing and compacting press and method of its operation
Назва патенту російськоюСпособ эксплуатации режуще-пакетировочного пресса и режуще-пакетировочный пресс
МПК / Мітки
Мітки: різально-пакетувальний, різально-пакетувального, прес, преса, експлуатації, спосіб
Код посилання
<a href="https://ua.patents.su/10-59429-sposib-ekspluataci-rizalno-paketuvalnogo-presa-i-rizalno-paketuvalnijj-pres.html" target="_blank" rel="follow" title="База патентів України">Спосіб експлуатації різально-пакетувального преса і різально-пакетувальний прес</a>
Прес для тиснення паперу і змінний друкарський вузол преса для тиснення паперу
Номер патенту: 3447
Опубліковано: 27.12.1994
Автор: Шептицький Володимир Анатолійович
Мітки: прес, друкарський, вузол, тиснення, преса, змінній, паперу
Формула / Реферат:
1. Пресс для тиснения бумаги, содержащий корпус, соединенный с основанием, установленный в корпусе сменный печатный .узел с одним штампом, подвижным в сторону другого штампа, шарнирно связанный с корпусом рычажный привод печатного узла. зев и средство для базирования печатного узла, отличающийся тем, что корпус выполнен в виде П-образного кожуха, основание выполнено в виде пластины, установленной в П-образном кожухе, а средство для...
Прес для пакування брухту
Номер патенту: 638
Опубліковано: 16.10.2000
Автори: Сьоміков Віктор Георгієвич, Анохін Юрій Олександрович, Карпов Володимир Петрович, Омельченко Володимир Іванович
Мітки: брухту, прес, пакування
Формула / Реферат:
1. Прес для пакування брухту, що включає змонтовану на пересувній платформі робочу камеру з подовжніми і торцевими стінками, поворотну кришку робочої камери, вісь повороту якої розташована паралельно торцевим стінкам робочої камери, гідропривід повороту кришки, засіб пакування брухту в робочій камері, а також засіб виштовхування спресованого пакета брухту, який відрізняється тим, що засіб виштовхування спресованого пакета брухту...
Пуансон брикетного преса
Номер патенту: 33132
Опубліковано: 15.02.2001
Автори: Бакарджиєв Роман Олександрович, Кисельов Олексій Васильович
МПК: A01F 15/00
Мітки: пуансон, брикетного, преса
Текст:
...які з'єднують шдпоршневий простір з простором перед пуансоном, а надпоршневий прост- з атмосферою. Виконання пуансона з осьовим отвором в корпусі, ]цо утворює циліндр, в який входить поршень з пресуючою п'ятою, і з'єднання пщпоршневого простору з простором перед пуансоном, а надпоршневого простору - з атмосферою дає змогу при підвищені пневматичного тиску перед пуансоном, якй"передаеться в шдпоршневий простір, перемістити поршень вперед...
Спосіб виготовлення пуансонів прес-форм для виробництва взуття
Номер патенту: 39008
Опубліковано: 15.05.2001
Автори: Тітовський Ігор Миколайович, Тарасюк Павло Юхимович, Передрій Павло Павлович, Гайдук Валентин Миколайович
МПК: A43D 1/00
Мітки: виготовлення, взуття, прес-форм, пуансонів, виробництва, спосіб
Формула / Реферат:
Спосіб виготовлення пуансонів прес-форм для виробництва взуття, який передбачає розміщення і закріплення у прес-формі базового пуансона, введення до порожнини прес-форми заповнювача з його наступним ущільнюванням і технологічну витримку, який відрізняється тим, що виготовлення пуансона здійснюють у дві стадії, на одній з яких попередньо у прес-формі по базовому пуансону з алюмінію відливають заготівку з позитивною конфігурацією сліду взуття з...
Прес для віджимання рослинної олії
Номер патенту: 31311
Опубліковано: 15.12.2000
Автор: Гроза Андрій Дмитрович
МПК: C11B 1/06
Мітки: прес, рослинної, віджимання, олії
Текст:
...зменшення її розмірів , що дозволяє при помірних силах стискання дисків одержати всередині ЇЇ тиск вище 1000 атм . Це дає змогу ефективно використовувати винахід для пресування макухи , що виходить з екструдерів , а також і для прямого віджимання олії з насіння , що містить олію . Сутність запропонованого технічного рішення пояснується кресленням, де на фіг. 1 - вигляд пресу в поперечному розрізі, на фіг. 2 - його вид А-А в...
Попередній патент: Настойка гірка “бренді “золоте”
Наступний патент: Пристосування та різальний елемент для гістологічної вирізки мозку
Випадковий патент: Спосіб клапанної дуоденопластики