Спосіб відцентрового лиття та пристрій для його здійснення







Формула / Реферат
1. Способ центробежного литья труб, включающий заливку жидкого металла во вращаемую изложницу и наклон желоба в конце разливки, отличающийся тем, что, с целью повышения качества отливки за счет улучшения распределения металла на внутренней поверхности изложницы, в процессе заливки расстояние от горловины желоба до нижней образующей поверхности вращаемой изложницы выдерживают постоянным.
2. Устройство для центробежного литья труб, содержащее изложницу, желоб, тележку для перемещения желоба вдоль изложницы, лоток, на котором расположены желоб и опора длиной, равной длине лотка, соединенная с ним со стороны носка желоба цапфами, причем желоб установлен с возможностью наклона с помощью соединенного с ним домкрата, отличающееся тем, что, с целью повышения качества отливки за счет улучшения распределения металла на внутренней поверхности изложницы, она снабжена промежуточной рамой, связанной с тележкой посредством пары горизонтальных цапф и регулируемой по высоте опорой, причем лоток установлен на промежуточной раме с возможностью качания посредством горизонтального вала и сдвоенных домкратов, выполненных заодно с лотком.
3. Устройство по п. 2, отличающееся тем, что промежуточная рама связана с концом лотка посредством горизонтальных цапф и вала, которые соединены между собой парой фланцев, выполненных заодно с промежуточной рамой, причем лоток снабжен подшипником, опертым на вал, который расположен под горизонтальными цапфами.
4. Устройство по п. 2, отличающееся тем, что сдвоенные домкраты снабжены штоками с профильными концами, опертыми на промежуточную раму посредством сферических вогнутых пластин.
5. Устройство по п. 2, отличающееся тем, что промежуточная рама с фланцами выполнена в виде Г-образных рычагов, в углах которых размещены горизонтальные цапфы.
6. Устройство по п. 2, отличающееся тем, что регулируемая по высоте опора промежуточной рамы представляет собой пару регулируемых домкратов с маховиком управления.
7. Устройство по п. 2, отличающееся тем, что оно снабжено дополнительным домкратом, расположенным на тележке под промежуточной рамой.
8. Устройство по п. 2, отличающееся тем, что оно снабжено калиброванными регулировочными прокладками, расположенными в опорах лотка на промежуточной раме.
9. Устройство по п. 2, отличающееся тем, что оно снабжено блоком синхронного управления домкратом для подъема лотка и сдвоенных домкратов.
Текст
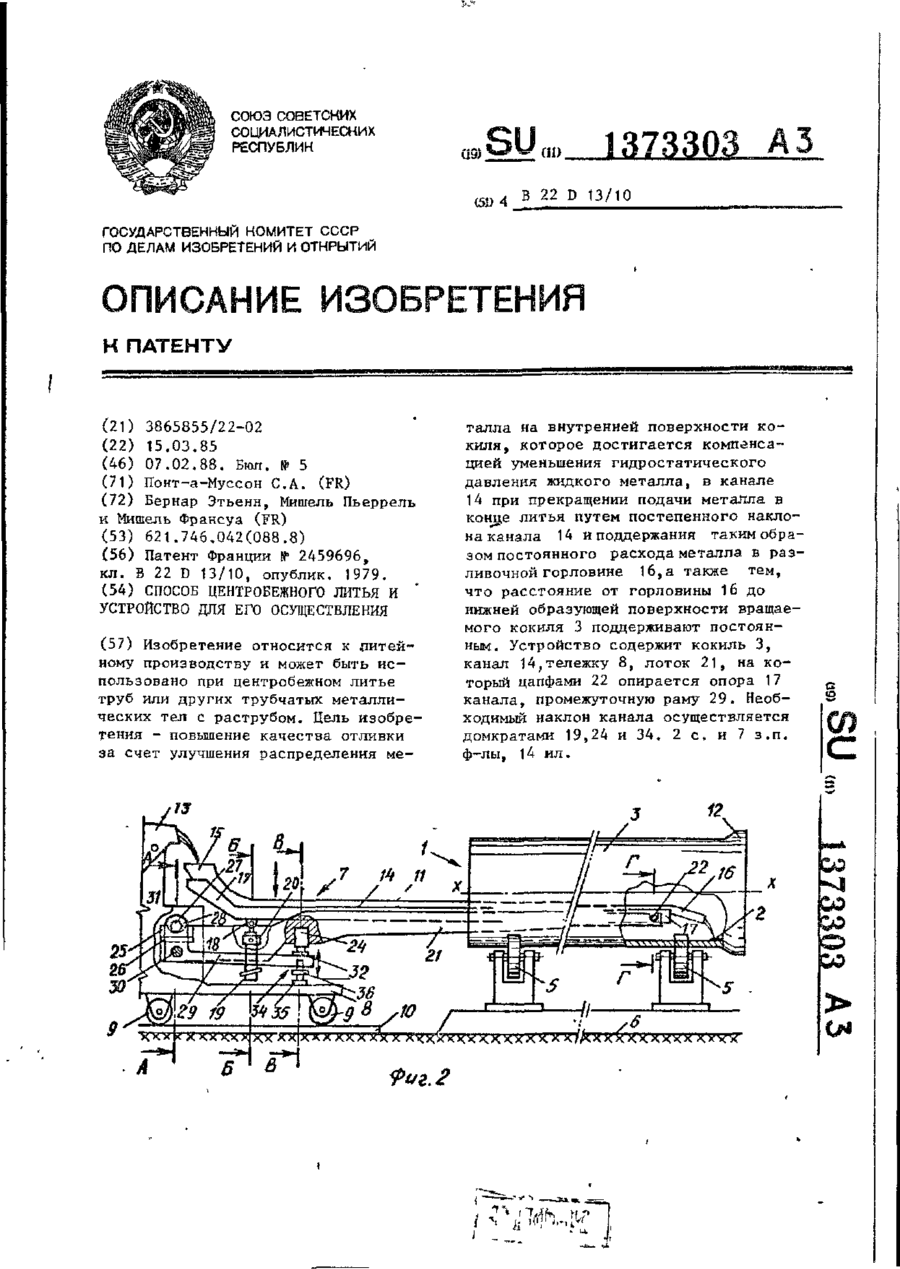
Изобретение относится к .питейному производству и может быть использовано при центробежном литье труб или других трубчатых металлических тел с раструбом. Цель изобретения - повышение качества отливки за счет улучшения распределения ме \.2 С (О 1 1373303 1 Изобретение относится к литейному производству и может быть использовано при центробежном литье труб или других трубчатых металлических тел с раструбом. Цель изобретения - повышение качества отливки за счет улучшения распределения металла на внутренней поверхности изложницы. 10 На фиг.1 изображено устройство для осуществления способа, вид с частичным разрезом установки для центробежного литья, содержащей питающее устройство жидким чугуном; на фиг,2 15 разливочное устройство установки; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.2; на фиг. 6 - разрез Г-Г на фиг.2; на 20 фиг.7 - устройство, общий вид; на фиг.8 - литниковый канал устройства в наклонном положении; на фиг.9 носок литникового канала в наклонном положении; на фиг.10 - горловина лит- 25 никового канала внутри вращающейся изложницы, поперечный разрез; на фиг. 11 - разливочное устройство с прокладкой регулировки первоначальной высоты разливочной горловины, разрез; 30 на фиг.12 - то же, без прокладки регулировки первоначальной высоты разливочной горловины, разрез; на фиг. 13опорная рама лотка канала, общий вид; на фиг.14 - лоток канала, общий вид, Устройство для осуществления предглагаемого способа (фиг.1 и 2) применяется в установке 1 для центробежного литья чугунных труб 2 большого диаметра с раструбом, например, диаметром 700-1200 мм. Установка содержит вращающуюся изложницу 3 центробежного литья, размещенную с возможностью вращения внутри кожуха 4 с помощью катков 5, установленных на основании 6, при этом по меньшей мере один из катков 5 имеет привод для приведения во вращение изложницы 3, а ось вращения каждого из катков 5 параллельна оси Х-Х. 50 Питание жидким чугуном изложницы 3 обеспечивается разливочным устройством 7, включающим подвижную тележку 8, перемещающуюся с помощью колес 9 по рельсам 10, параллельным оси 55 Х-Х, для возможности введения узла 11 (канал и лоток) в изложницу 3 до наиболее удаленного его конца, снабг женного раструбом 12. Разливочное устройство 7 (фиг.16) представляет собой опрокидывающийся разливочный ковш 13, частично показанный в виде' его сливного носка. ' Узел 11 состоит из наклонного вниз канала 14 в направлении изложницы 3, причем канал 14 в верхней части снабжен сливным желобом 15, а в нижней части - разливочной горловиной 16,с большим наклоном (примерно+10°) , чем наклон самого канала, при этом канал 14 в своей прямолинейной части между сливным желобом 15 и разливочной горловиной 16 удерживается кронштейном 17 канала в виде желоба с профилем, сопряженным с профилем канала 14. В верхней части, а именно рядом со сливным желобом 15, кронштейн ,17 канала снабжен в своей нижней части вилкой 18 (фиг.1,2,4 и 8 ) , в которую входит головка поршневого штока домкрата 19, используемого для наклона канала в конце отливки трубы, корпус которого входит в вилку 20, выполненную заодно с лотком 21, несущим кронштейн 17, а в нижней части канала, очень близко от его другого конца, кронштейн 17 канала в своей верхней части имеет по обе стороны две цапфы 22 (фиг.6-9) с осью У-У, ортогональной оси Х-Х, упирающиеся в дно двух поперечных вырезов (или полуподшипников) V-образной формы, выполненных рядом с нижним концом лотка 21. Лоток 21 выполнен в виде почти горизонтальной балки, полой на 4/5 своей длины, для приема и охватывания сопряженного и закругленного профиля кронштейна 17 канала. Лоток 21 всегда выступает относительно тележки 8 (фиг.1-5, 7,8,13 и 14), но не прикреплен к тележке 8. Лоток 21 косвенно опирается на раму 23 тележки 8 в виде опрокидывающейся балки следующим образом: лоток 21 выступает за регулируемую по высоте опору, состоящую из двух боковых домкратов 24, корпусы которых, расположенные с каждой стороны лотка 21, неподвижно прикреплены к лотку и размещены в его нижней части на расстоянии от его верхнего конца, составляющем порядка 1/5 его общей длины. Близко от края указанного верхнего конца (фиг.2 и 3) лоток 21 снабжен в своей верхней части открытым вверх полуподтипником 2 5, 1373303 в известных случаях приподнятым посредством уплотняющей прокладки 26. Полуподшипник 25 упирается в горизонтальную цапфу 27 с осью Z-Z, ортогональной оси Х-Х, закрепленную перпендикулярно двум боковым фланцам 28, расположенным симметрично по обе стороны лотка 21. Боковые фланцы 28 выполнены заод- JQ но с промежуточной рамой 29 между тележкой 8 и лотком 2\. Каждый фланец 28 образует с рамой 29 угловой рычаг. Благодаря двум горизонтальным цапфам 30 с осью W-W, параллельной )5 оси Z-Z и ортогональной оси Х-Х, которые выполнены с ним заодно и расположены под цапфой 27, промежуточная рама 29, которая проходит параллельно узлу 11 (канал-лоток) по обе сто- 20 роны от указанного узла 1J над тележкой 8, сочленяется в верхней части посредством цапф 30, расположенных на изгибе угловых рычагов, с двумя подшипниками (не показаны) выполнен- 25 ными заодно с боковыми и параллельными стойками 31 рамы 23 тележки 8 5 и располагается в нижней части между домкратами 24 лотка 21 и регулируемыми опорами на тележке 8. 30 На верхней стороне промежуточной рамы 29, которая сверху имеет форму открытой вверх скобы, установлены (с каждой стороны лотка 21) две сферически вогнутые опорные пластинки 32. 35 Пластинки 32 соответственно служат опорой для поршневых штоков 33 дом-, кратов 24. Первоначальное расположение литникового канала 14, а точнее высота 40 конца разливочной горловины 16 относительно внутренней нижней составляющей изложницы 3, достигается посредством винтовых домкратов 34 с фиксированной регулировкой в ходе литья -о-' 45 ответственно со стороны каждой опорной пластинки 32 между нижней частью промежуточной рамы 29 и верхней частью рамы 23 тележки 3. При этом конец каждого винта домкрата 34 входит в 50 отверстие, выполненное в промежуточной раме 29, в то время как на другом конце цилиндрическая и гладкая винтовая головка упирается сферическим профилем в деталь 35 на верхней 55 раме 23 тележки 8. Управление каждым винтовым домкратом обеспечивается выполненным с ним заодно маховиком 36. Винтовые домкраты 34 составляют опоры с фиксированной регулировкой (во время литья) промежуточной рамы 29 на тележке 8, Учитывая значительное усилие, которое следует прилагать к маховику 36 для приподнимания массы узла 11 (составной канал-лоток), манипулирование маховиком 36 может быть облегчено использованием домкрата 37, который устанавливают между верхней частью рамы 23 тележки 8 и нижней частью промежуточной рамы 29. Домкрат 37 приподнимает раму 29 при манипулировании маховиками 36. Лоток 21 не прикреплен жестко к тележке 8, а установлен на ней в виде опрокидывающейся балки, опираясь на тележку 8 посредством фланцев 28 и регулируемой по высоте рамы 29. Над рамой 29 лоток 21 соединен с рамой 29 посредством полуподшипника 25 на цапфе 27 фланцев 28 и опирается на раму 29 посредством опорных домкратов 24. Следовательно, лоток 21 является балкой, которая может качаться между положением, показанным непрерывными линиями, и положением, показанным прерывистыми линиями (фиг.7 и 8) по ходу домкратов 24, во время литья, опираясь на цапфу 27 посредством полуподшипника 25. Устройство работает следующим образом. Так как литниковый канал 14 и его кронштейн (фиг.1,2,7,11 и 12) опираются на лоток 21, сначала согласовывают высоту h,, конца разливочной горловины 16 относительно нижней составляющей изложницы 3 с помощью только винтовых домкратов 34, если кокиль имеет диаметр 700-900 мм (фиксированное регулирование только перед литьем). Б случае, когда диаметр кокиля превышает 900 мм, фиксированному регулированию винтовыми домкратами 34 предшествует удаление утолщенной прокладки 26 и установка прокладки 38 между опорными пластинками 32 со сферическими углублениями и верхней стороной промежуточной рамы 29 (фиксированное регулирование перед литьем) . Так как разливочное устройство 7 с тележкой 8 наиболее удалено от изложницы 3 (фиг.1 и 2 ) , включают начало цикла отливки трубы. В этом случае изложница 3 приводится во вращение вокруг своей оси Х-Х в то вре 5 1373303 мя, как тележка 8, перемещающаяся по рельсам 10, передвигается к машине 1 для центробежного литья. В этом случае литниковый канал 14 и его кронштейн 17, лежащий на дне лотка 21, проникают вовнутрь изложницы З в то время, как включают выпивание жидкого чугуна путем опрокидывания вперед ковша 13 на сливной желоб 15 10 литникового канала 14 в точно заданный момент таким образом, что чугун появляется на разливочной горловине 16 канала 14 при поступлении канала на уровень раструба 12 кокиля. 15 Когда раструб наполняется чугуном, разливочное устройство 7 с тележкой 8 отходит назад, продолжая выпивать чугун вдоль цилиндрического корпуса изложницы 3. В момент, когда разли20 вочная горловина 16 канала 14 приближается к концу изложницы 3, почти одновременно останавливают подачу чугуна, опрокидывая назад ковш 13, и начинают наклон канала 14 (фиг.8). 25 В то время, как кронштейн 17 литникового канала 14 сочленяется с лотком 21 посредством своих цапф 22, домкраты 24, называемые компенсационными, поднимают, синхронно с домкра30 том 19, лоток 21 над промежуточной рамой 29. В ходе этого движения лоток 21 верхней частью своего другого конца опирается на шарнирную цапфу 27 с осью Z-Z, которую несет промежуточ35 ная рама 29. Вслед за этим ось У-У цапф 22 on" рокидывания кронштейна 17 литникового канала 14 перемещается вверх, описывая небольшую дугу вокруг оси Z-Z 40 (показано стрелками на фиг.8 и 9) и приводит таким образом к автоматической коррекции и выдерживанию высоты h 4 конца разливочной горловины по мере того, как она приближается к ' 45 нижней составляющей изложницы 3 изизменения наклона канала 14 и его консольной части в нижней части шарнирной оси У-У цапфы 22. Автоматического выдерживания высоты h, разливочной горловины 16 можно 50 избежать, если переместить шарнир У-У кронштейна 17 литникового канала 14 как можно ближе к концу разливочной горловины. Однако по конструктивным 55 особенностям это невозможно из-за изменения наклона и ярко выраженного наклона разливочной горловины 16 относительно самого канала 14, так как" этот наклонный разрыв вызывается суммой наложенных и сопряженных утолщений дна, канала 14 (кронштейна 17 канала), лотка 21,- выражающихся в чрезмерном подъеме канала 14 над нижней составляющей изложницы 3, который следует компенсировать. Этот чрезмерный подъем уже превышает допустимую высоту падения чугуна (около 100 мм) внутри кокилей, причем значительная толщина лотка 21 не может быть уменьшена за счет ее жесткости и длины ее консольной части, нависающей над горловиной 16 в нижней части ее точки опоры, материализованной сферическими углублениями опорных пластинок 32, которые также не могут быть уменьщены. Кроме того, цапфы 22 не смогли бы выдержать интенсивное тепловое излучение, если их разместить рядом с концом разливочной горловины 16. Когда канал 14 полностью опорожняется и, следовательно, отливка трубы закончена, домкраты 19 и 24 возвращают в их первоначальное положение и, следовательно, возвращаются в нижнее первоначальное положение узел 11 (канал 14 - кронштейн 17 канала) и лоток 21. В это время разливочное устройство 7 с тележкой 8 продолжает отходить, удаляясь от изложницы 3. Когда отлитая труба затвердевает, осуществляют ее извлечение. Установка свободна для нового литья. і Если условия изготовления требуют, например, очень частой смены диаметров изложниц 3 с целью ограничения времени исходной регулировки разливочного устройства 7, относительно легко для операций замены изложниц 3 ввести автоматизацию регулировки. Так, например, винтовые домкраты 34 с ручным управлением и с уплотнительными прокладками 26 и 38 можно заменить на гидравлические домкраты. Таким же образом можно расширить или сократить пределы регулировок первоначальной высоты h< канала в зависимости от использования изложниц 3 большего или меньшего диаметра. В зависимости от диаметра изложниц можно использовать прокладки регулировки лотка 21 по высоте в его двух опорных зонах на промежуточной раме 29. 9 1373303 Для изложниц 3 диаметром 700900 мм и изложниц 3 диаметром 9001200 мм предусмотрено, что ход винтовых поршней 34 будет в среднем по- , . ложении регулировки для среднего диаметра изложницы 3, включенного в каждую из двух указанных диаметральных вилок, соответственно 700-900 и 9001200 мм, с целью осуществления регу- 10 лировок наклона канала 14 около среднего оптимального значения, не выходя за вилку допусков, разрешенных для наклона канала 14. Следовательно, при таком располо- ]$ жении лоток 21 может иметь угловое вертикальное перемещение А благодаря винтовым домкратам 34 (фиг.7) для достижения постоянной первоначальной высоты h, разливочной горловины 16 20 выше нижней составляющей изложницы 3 различного диаметра. Кроме того, благодаря домкратам 24 (верхняя часть узла 11) и шарниру 22 с осью У-У кронштейна 17 на лотке 21 (нижняя 25 часть узла 11) можно выдерживать постоянную высоту h, разливочной горловины 16 синхронно с наклоном канала 14 посредством домкрата 19 в конце отливки трубы, в то время как без приемов изобретения наклон канала 14 посредством домкрата 19 в конце литья вызвал бы приближение разливочной горловины 16 к изложнице 3, учитывая положение шарнира 22 с осью У-У 35 кронштейна 17 канала 14 на лотке 21 и его свешивающуюся консоль в нижней части шарнира 22. Таким образом, могут быть обеспечены оптимальные условия истечения чугуна в течение всей продолжительности литья. Кроме того, благодаря установке промежуточной рамы 29 с фланцами 28 между лотком 21 и тележкой 8 можно совершенствовать фиксированные регулировки лотка 21 (перед литьем) с помощью указанных средств. 10 ловины желоба до нижней образующей поверхности вращаемой изложницы выдерживают постоянным. 2. Устройств.0 для центробежного лятья труб, содержащее изложницу, желоб, тележку для перемещения желоба вдоль изложницы, лоток, на котором расположены желоб и опора длиной, равной длине лотка, соединенная с ним со стороны носка желоба цапфами, причем желоб установлен с возможностью наклона с помощью соединенного с ним домкрата, о т л и ч а ю щ е еся тем, что, с целью повышения качества отливки за счет улучшения распределения металла на внутренней поверхности изложницы, она снабжена промежуточной рамой, связанной с теглежкой посредством пары горизонтальных цапф и регулируемой по высоте опорой, причем лоток установлен на промежуточной раме с возможностью качания посредством горизонтального в а л а и с Д в °енных домкратов, выполненных заодно с лотком. 3. Устройство по п.2, о т л и ч а ю щ е е с я тем, что промежуточная рама связана с концом лотка посредством горизонтальных цапф и вала, которые соединены между собой парой фланцев, выполненных заодно с промежуточной рамой, причем лоток снабжен подшипником, опертым на вал, который расположен под горизонтальным!! цапфами. 4. Устройство по п.2, о т л и ч а ю щ е е с я тем, что сдвоенные домкраты снабжены штоками с профильными концами, опертыми на промежуточную раму посредством сферических вогнутых пластин. 5. Устройство по п.2, о т л и ч а ю щ е е с я тем, что промежуточная рама с фланцами выполнена в виде Г-образных рычагов, в углах которых размещены горизонтальные цапфы. 6. Устройство по п.2, о т л иФ о р м у л а и з о б р е т е н и я ч а ю щ е е с я тем, что регулируе50 мая по высоте опора промежуточной ра1. Способ центробежного литья мы представляет собой пару регулируетруб, включающий заливку жидкого мемых домкратов с маховиком управления. талла во вращаемую изложницу и наклон желоба в конце разливки, о т л и - • 7. Устройство по п.2, о т л и ч а ю щ и й с я тем, что, с целью 55 ч а ю щ е е с я тем, что оно снабжеповышения качества отливки за счет но дополнительным домкратом^ располоулучшения распределения металла на женным на тележке под промежуточной внутренней поверхности изложницы, рамой. в процессе заливки расстояние от г о р 1373303 является положением по высоте h . неТак, например, для диаметров 7002 • 900 мм изложницы 3 снижают верхнюю совместимым с оптимальными условиями опору лотка 21 на цапфе 27, устанавлитья. Следовательно, необходимо приливая уплотнительную прокладку 26 с поднять разливочную горловину до помежду лотком 21 и полуподшипником 25 лучения высоты h ? , соответствующей для диаметров более 900 мм. высоте h,, т.е. оптимальным условиям Поднимают нижнюю опору лотка 21 истечения чугуна до автоматического на пластинках 32, устанавливая уплотнаклона канала в конце литья. нительные прокладки 38 между пластин-10 На практике изменения высоты h 4 , ками 32 и промежуточной рамой 29, и h , h , разливочной горловины, соотвключают прокладку 26 (фиг.11). Слеветствующие определенному изменению довательно, благодаря винтовым домдиаметра изложницы, являются относикратам 34 можно согласовать первотельно небольшими. Например, при зам е н е начальную высоту h, конца разливочной 15 -изложницы диаметром 700 мм на изложницу диаметром 900 мм исправгорловины 16 относительно уровня нижляемые различия по высоте составляют ней составляющей изложницы 3, изменяя порядка 170 мм для углового изменена несколько десятых градуса, без изния А на 1 и винтовые домкраты 34 менения направления истечения первоначальный наклон лотка 21 кронштейна 2Q позволяют внести эту коррекцию, причем ход винтовых домкратов умышленно 17 и литникового канала 14, который ограничен из-за необходимости коррексоставляет около 1°, причем это неции внутри диаметральной вилки. большое угловое изменение А (фиг.7) увеличено. Изменять наклон литникоЭтого не происходит, когда исполь-1 вого канала 14 или угол А не обяза- 25 зуют на катковой раме 5 кокили диательно ввиду значительного соотноше. метром 1000-1200 мм, соответствующие ния усиления, связанного со значидопустимой производительности машин тельной длиной L литникового канала для центробежного литья труб с при14, измеренной между разливочной горменением предлагаемых разливочных ловиной 16 и опорами, материализо30 устройств. Действительно, для выдерванными домкратами 24 и сферическими живания приемлемой в этих условиях углублениями пластинок 32. Длина L высоты разливочной горловины вынуждеможет, например, достигать 7 м. ны анормально изменять наклон канала и угол А на величину, выходящую Регулировка первоначальной высоты •зе за разрешенные допуски и вызывающую h. разливочной горловины требуется инверсию канала 14 (восходящий наклон не только перед началом серии выпусканала 14 в сторону изложницы 3 ) , ков, но и во время замены кокилей и, следовательно, отрицательное наразного диаметра. Изложница 3 устаправление истечения. Для частичного новлена на катковой раме из катков 40 исправления этого недостатка, а так5 для его приведения во вращение. же для дополнения умышленно ограниПоложение по высоте этих катков явченных возможностей регулировки винляется постоянным (показано на фиг.10 товых домкратов 34 устанавливают непрерывными штрихами), при этом (фиг.11) уплотнительиые прокладки разделяющее их межосевое пространство^ 38 между пластинками 32 со сферичестакже находится на одном и том же ким углублением и верхней поверхносуровне. Изложница 3 установлена на тью промежуточной рамы 29. Затем искатках 5, в то время как конец разключают уплотнительную прокладку, ливочной горловины 16 занимает первоустановленную между подшипником 25 начальное положение по высоте h ( оти верхней частью лотка 2Т (фиг.З), носительно нижней составляющей излождля приведения чрезмерного наклона ницы 3. Если изложницы 3 заменяют канала 14, связанного с предыдущим изложницы За (прерывистые штрихи) добавлением уплотнительных прокладок большего диаметра, чем диаметр излож38, в оптимальное положение истеченицы 3, то нижняя составляющая этого ния, т.е. отрицательный наклон на ]t 55 в направлении машины для центробежнонового кокиля За расположена ближе к разливочной горловине, чем в прего литья, при этом окончательная редыдущем случае. Новое положение горгулировка высоты h, дополняется дейловины 16 относительно изложницы За ствием винтовых домкратов 34. п 1373303 8. Устройство по п.1, о т л и ч а ю щ е е с я тем, что оно снабжено калиброванными регулировочными прокладками, расположенными в опорах лотка на промежуточной раме. t 12 9. Устройство по п . 2 , о т л и ч а ю щ е е с я тем, .что оно с н а б жено блоком синхронного управления домкратом для подъема лотка и сдвоенных домкратов. 9 29 19 фи г Л 1373303 8-8 11 21 10 Фиг. 6 Фиг. 5 . — — — -Ч И' 1 д чя4^»цГ' Фиг. 7 .. L гз t Ув^^ г / 79 h бїб-^ ^ Фаг. 8 1373303 Фиг 9 ФигЯ З-За 1373303 JL 2 28 1 25 27 28 J/ m Фиг 12 Фи г.13 ФшЛ Редактор Н. Тупица Составитель Н. Ромашова Техред А.Кравчук Корректор Л.Патай Заказ 502/57 Тираж 739 Подписное ВНИШШ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for centrifugal casting
Автори англійськоюBernard Etienne, Pierrel Michel, Michel Francois
Назва патенту російськоюСпособ центробежного литья и устройство для его выполнения
Автори російськоюБернар Этьенн, Мишель Пьеррель, Мишель Франсуа
МПК / Мітки
МПК: B22D 13/10
Мітки: відцентрового, здійснення, лиття, спосіб, пристрій
Код посилання
<a href="https://ua.patents.su/10-5944-sposib-vidcentrovogo-littya-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття та пристрій для його здійснення</a>
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: зливків, спосіб, пристрій, розливу, киплячоі, сталі, здійснення
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Спосіб видобутку залізомарганцевих конкрецій із дна океану та пристрій для його здійснення
Номер патенту: 4599
Опубліковано: 28.12.1994
Автори: Шевченко Георгій Олександрович, Борохович Давид Єфімович, Потураєв Валентин Микитович, Червоненко Альфред Григорович
МПК: E02F 3/88
Мітки: спосіб, здійснення, видобутку, конкрецій, океану, дна, пристрій, залізомарганцевих
Формула / Реферат:
1. Способ добычи железомарганцевых конкреций со дна океана, включающий подачу железомарганцевых конкреций с илом на лоток путем заглубления носка лотка рабочего органа в слой дна океана и перемещение рабочего органа по дну, отделение железомарганцевых конкреций от ила и транспортирование их с помощью вибрации лотка, отличающийся тем. что на вибрирующий лоток с железомарганцевыми конкрециями и илом при движении лотка а направлении,...
Спосіб відцентрового лиття прокатних валків

Номер патенту: 1640
Опубліковано: 25.10.1994
Автори: Воронцов Микола Михайлович, Гольдштейн Леонід Борисович, Долуда Анатолій Олександрович, Свистунов Ігор Олександрович, Темніков Едуард Михайлович, Токар Галина Миколаївна
МПК: B22D 13/02
Мітки: валків, спосіб, відцентрового, лиття, прокатних
Формула / Реферат:
Способ центробежного литья прокатных валков, включающий заливку жидкого металла в литейную форму, скорость вращения которой соответствует значениям гравитационного коэффициента 50—150, для формообразования рабочего слоя валка и последующую заливку жидкого металла для формообразования сердцевины и шеек валков на затвердевший рабочий слой валка, отличающийся тем, что, с целью улучшения качества литых валков за счет уменьшения разрушения...
Спосіб відцентрового лиття прокатних валків
Номер патенту: 1737
Опубліковано: 25.10.1994
Автори: Кондратенко Віктор Іванович, Комляков Володимир Іванович, Будаг'янц Микола Абрамович, Рудюк Сергій Ілларіонович, Сирота Олександр Олексійович, Філіпченко Микола Сергійович, Свистунов Ігор Олександрович, Слюсарь Анатолій Миколайович
МПК: B22D 13/00
Мітки: відцентрового, валків, лиття, спосіб, прокатних
Формула / Реферат:
1. Способ центробежного литья прокатных валков, включающий последовательную заливку расплава наружного и внутреннего слоев во вращаемую изложницу и ввод расчетного количества легирующего материала в расплав, отличающийся тем, что, с целью повышения качества валков и упрощения процесса литья, в качестве легирующего материала берут трехкальциевый борат, при этом 70—75 % его вводят в расплав до начала его заливки во вращаемую изложницу, а...
Спосіб збирання розливального припасу і пристрій для його здійснення
Номер патенту: 4142
Опубліковано: 27.12.1994
Автори: Коломоєц Віталій Прокопович, Кузьміна Людмила Миколаївна, Кашкабаш Микола Іванович, Турінцев Володимир Миколайович
МПК: C21C 7/10
Мітки: припасу, пристрій, спосіб, збирання, розливального, здійснення
Формула / Реферат:
1. Способ оборки разливочного припаса, включающий установку на подставку поддона с опорным кольцом, изложницы, прибыльной надставки с последующей установкой и выверкой подставки относительно оси вакуум-камеры, отличающийся тем, что, с целью сокращения времени на установку разливочного припаса, верхнюю плоскость поддона выверяют параллельно опорной поверхности подставки, а изложницу устанавливают на поддон и совместно с ним жестко...
Попередній патент: Пристрій для з’єднання чавунних труб з вузьким кінцем і раструбом
Наступний патент: Ливарна форма для одержання відливок
Випадковий патент: Автоматичний конденсатовідвідник