Ливарна форма для одержання відливок
Формула / Реферат
1. Литейная форма для получения отливок, содержащая опоку с крышкой, размещенные в ней две газифицируемые модели из вспененного полистирола, засыпку кварцевого песка без связующего, периферийную вакуумную камеру, расположенную между внутренними и наружными стенками опоки и подсоединенную к источнику разрежения, отличающаяся тем, что, с целью повышения качества литья за счет предотвращения газовых включений, литейная форма снабжена центрирующей втулкой с фиксирующим фланцем, выполненной из твердеющей смеси из кварцевого песка и связующего, и стояком в виде оболочки, литниковый канал которого расположен концентрично втулке, при этом верхняя часть оболочки соединена питателями из вспененного полистирола с газифицируемыми моделями, а нижняя - с дном опоки с помощью крепежных средств.
2. Форма по п. 1, отличающаяся тем, что в дне опоки выполнены центральное отверстие и кольцевой выступ с прямоугольными вырезами, а в центрирующей втулке выполнены прямоугольные фиксирующие лапки, расположенные над фланцем и имеющие форму, соответствующую форме прямоугольных вырезов.
3. Форма по п. 2, отличающаяся тем, что в выступе на дне опоки выполнен вырез под фланец центрирующей втулки.
4. Форма по п. 1, отличающаяся тем, что две газифицируемые модели из вспененного полистирола соединены с центрирующей втулкой с помощью оболочки из отвержденной смеси из песка и связующего, которая соединена с одной стороны с каждой из газифицируемых моделей, а с другой стороны - с центрирующей втулкой для центровки и закрепления оболочки на дне опоки.
5. Форма по пп. 1 и 4, отличающаяся тем, что центрирующая втулка выполнена с венцом, расположенным над ее фланцем, при этом нижний конец оболочки установлен на венце, а фланец втулки герметично соединен с металло-проводом через сопло, имеющее форму усеченного конуса.
6. Форма по п. 4, отличающаяся тем, что оболочка над центральным литниковым каналом имеет вогнутый свод, а центральный литниковый канал у свода сообщен с отверстиями, в которых расположены питатели из вспененного полистирола.
7. Форма по п. 1, отличающаяся тем, что оболочка выполнена из вспененного полистирола вместе с питателями.
Текст
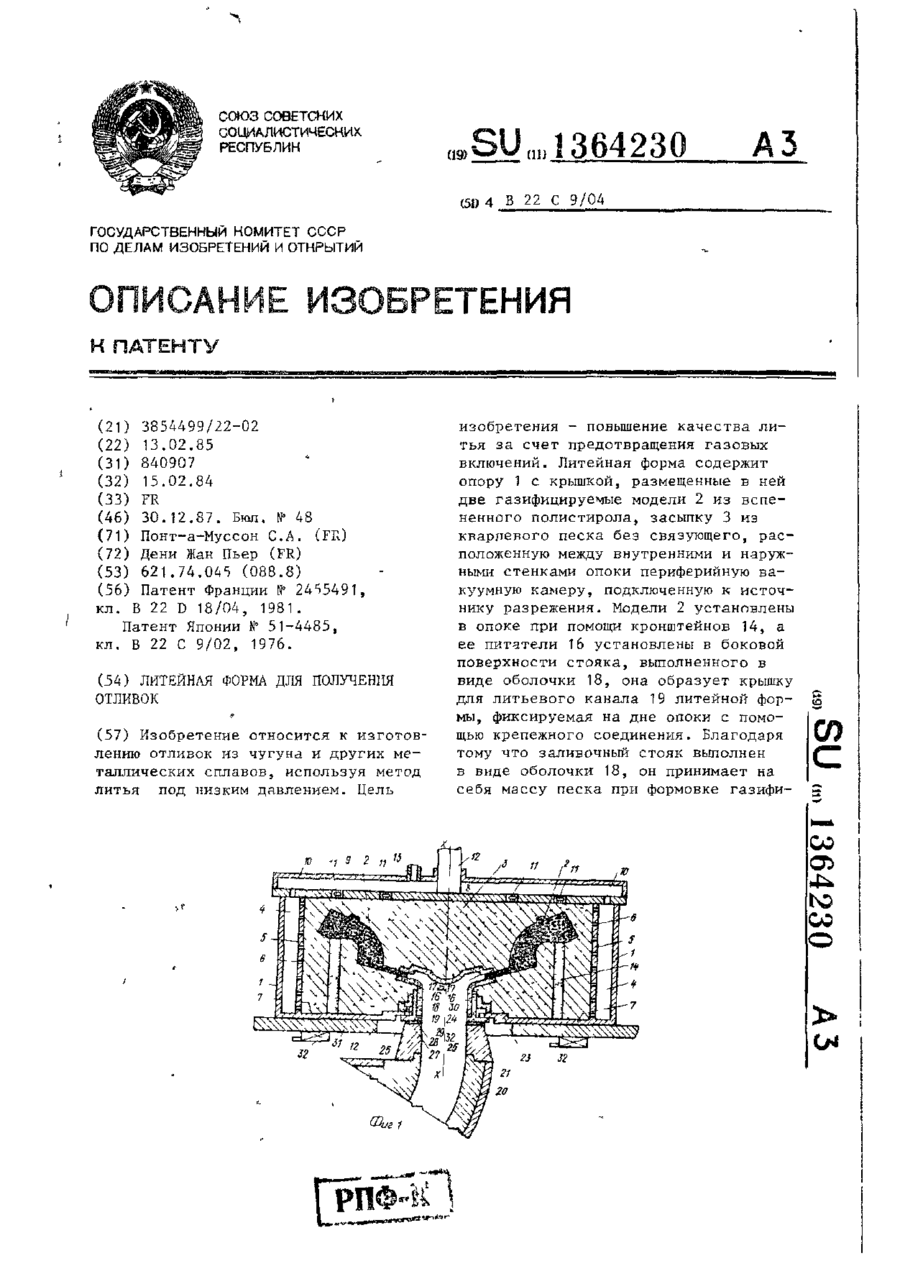
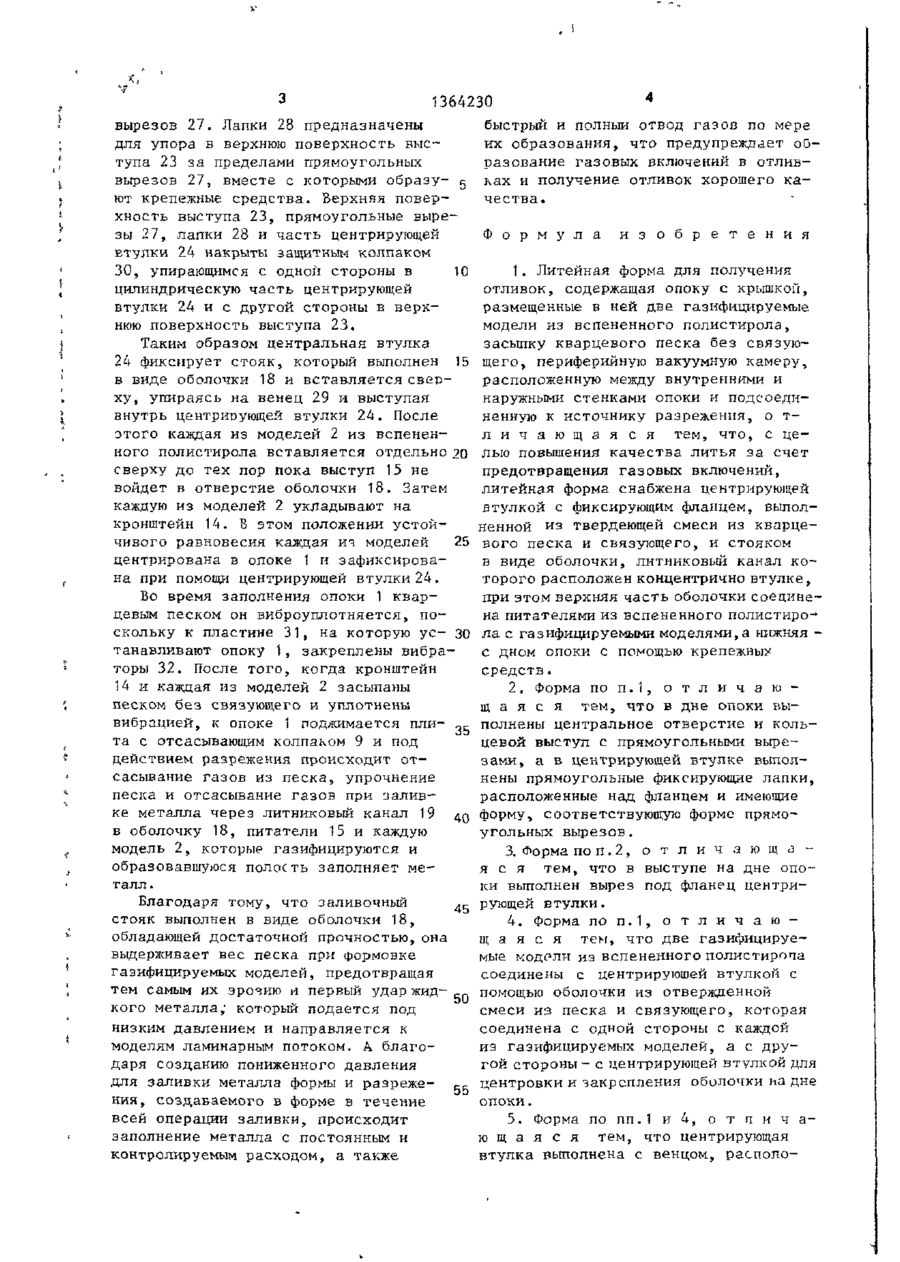
Изобретение относится к изготовлению отливок из чугуна и других металлических сплавов, используя метод литья под низким давлением. Цель изобретения - повышение качества литья за счет предотвращения газовых включений. Литейная форма содержит опору 1 с крышкой, размещенные в ней две газифицируемые модели 2 из вспененного полистирола, засыпку 3 из кварцевого песка без связующего, расположенную между внутренними и наружными стенками опоки периферийную вакуумную камеру, подключенную к источнику разрежения. Модели 2 установлены в опоке при помощи кронштейнов 14, а ее питатели 16 установлены в боковой поверхности стояка, выполненного в виде оболочки 18, она образует крышку для литьевого канала 19 литейной формы, фиксируемая на дне опоки с помощью крепежного соединения. Благодаря тому что заливочный стояк выполнен в виде оболочки 18, он принимает на себя массу песка при формовке газифи « СО GO О 1364230 ваемым в форме разрежением происходит цируемых моделей, предотвращая тем быстрый и полный отвод газов по мере самым их эрозию, а также и первые их образования и заполнение формы меудары жидкого металла, подаваемого таллом с постоянным и контролируемым под низким давлением и направляемого расходом. Это позволяет получать как моделям ламинарным потоком. При этом чественные отливки без газовых дефекв форме в течение всей операции затов. 6 з.п.ф-лы, 3 ил. ливки под низким давлением и созда 1 Изобретение относится к изготовлению отливок из чугуна и других металлических сплавов методом литья под низким давлением. Цель изобретения - повышение качества литья за счет предотвращения газовых включений. На фиг.1 схематично представлена предлагаемая форма в положении заливки ее металлом, разрез, на фиг.2 форма в процессе ее изготовления и заполнения сухим песком без связующего вещества, на фиг.З - разрез А-А на фиг.2. Литейная форма содержит металлическую опоку 1тразмещенные в ней газифицируемые модели 2 из вспененного полистирола, засыпку 3 из сыпучего огнеупорного материала без связующего. Опока содержит периферийную вакуумную камеру 4 для создания вакуума или отсасывания, ограниченную внутренними перегородками 5, имеющими отверстия 6, которые не пропускают сухой кварцевый песок без связующего. Опока имеет дно 7, крышку 8, над которой установлен отсасывающий колпак 9. В крышке 8 выполнены отверстия 10, которые сообщены с камерой 4, и отверстия с фильтрами 11, пропускающие воздух и газ, но не пропускающие кварцевый песок. Крышка S жестко связана со штоком силового цилиндра 12. Отсасывающий колпак 9 имеет канал 13, который сообщает пространство, заключенное между колпаком 9 и крышкой 8, с отсасывающей системой (не показана). Модели 2 в опоке засыпаны кварцевым песком, который утрамбован, и установлены в ней при помощи кронштейнов 14. Они могут быть выполнены, например из отверждаемой смеси из песка и смолы, 10 15 20 25 30 35 40 как одна деталь, и иметь форму трубчатой муфты, опирающейся своим основанием на дно 7 опоки 1. Каждая модель имеет выступ 15, имеющий форму, соответствующую сечению питателя 16. Последние размещены в отверстиях 17 стояка, выполненного в виде оболочки 18 из отверждаемой смеси (песка и термореактивной смолы или из керамики, или песка и минерального связующего) или из вспененного полистирола. Оболочка 18 образует как бы крышку для литьевого канала 19 литейной формы, герметично соединяющуюся с отверстием литьевого сопла 20, имеющего форму усеченного конуса 21. Оболочка 18 представляет собой тройник, соединяющий канал 19 с каждым из питателей 16, и имеет вогнутый свод 22, расположенный над литьевым каналом 19. На боковой поверхности оболочки 18 выполнены отверстия 17 для размещения в них модельных выступов 15 моделей 2. Оболочка устанавливается и удерживается в опоке 1 следующим образом. В дне 7 опоки 1 выполнен выступ 23, на который устанавливается и закрепляется центрирующая втулка 24 с фланцем 25, выполненные из отверждаемой смеси (песок и термореактивная смола). Внутренний диаметр втулки 24 соответствует наружному диаметру оболочки 18, которая своим нижним конЦ ° м устанавливаестя в центрирующую втулку 24. В дне опоки выполнено круглое отверстие 26 (фиг.З) с радиально расположенными прямоугольными вырезами 27 под фланец 25. Центрирующая втулка 24 имеет пару прямоугольных лапок 28 и венец 29. Лапки 28 расположены над фланцем 25 и имеют форму, соответствующую форме прямоугольных 1364230 вырезов 27. Лапки 28 предназначены для упора в верхнюю поверхность выступа 23 за пределами прямоугольных вырезов 27, вместе с которыми образуют крепежные средства. Верхняя поверхность выступа 23, прямоугольные вырезы 27, лапки 28 и часть центрирующей втулки 24 накрыты защитным колпаком 30, упирающимся с одной стороны в 10 цилиндрическую часть центрирующей втулки 24 и с другой стороны в верхнюю поверхность выступа 23. Таким образом центральная втулка 24 фиксирует стояк, который выполнен 15 в виде оболочки 18 и вставляется сверху, упираясь на венец 29 и выступая внутрь центрирующей втулки 24. После этого каждая из моделей 2 из вспененного полистирола вставляется отдельно ?0 сверху до тех пор пока выступ 15 не войдет в отверстие оболочки 18. Затем каждую из моделей 2 укладывают на кронштейн 14. 3 этом положении устойчивого равновесия каждая из моделей 25 центрирована в опоке 1 и зафиксирована при помощи центрирующей втулки 24. Бо время заполнения опоки 1 кварцевым песком он виброуплотняется, поскольку к пластине 31, на которую ус- 30 танавливают опоку 1, закреплены вибраторы 32. После того, когда кронштейн 14 и каждая из моделей 2 засыпаны песком без связующего и уплотнены вибрацией, к опоке 1 поджимается пли35 та с отсасывающим колпаком 9 и под действием разрежения происходит отсасывание газов из песка, упрочнение песка и отсасывание газов при заливке металла через литниковый канал 19 40 в оболочку 18, питатели 15 и каждую модель 2, которые газифицируются и образовавшуюся полос ть заполняет металл. Благодаря тому, что заливочный 45 стояк выполнен в виде оболочки 18, обладающей достаточной прочностью, она выдерживает вес песка при формовке газифицируемых моделей, предотвращая тем самым их эрозию и первый удар жид50 кого металла,' который подается под низким давлением и направляется к моделям ламинарным потоком. А благодаря созданию пониженного давления для заливки металла формы и разреже55 ния, создаваемого в форме в течение всей операции заливки, происходит заполнение металла с постоянным и контролируемым расходом, а также быстрый и полный отвод газов по мере их образования, что предупреждает образование газовых включений в отливках и получение отливок хорошего качества. Ф о р м у л а и з о б р е т е н и я 1. Литейная форма для получения отливок, содержащая опоку с крышкой, размещенные в ней две газифицируемые модели из вспененного полистирола, засыпку кварцевого песка без связующего, периферийную вакуумную камеру, расположенную между внутренними и наружными стенками опоки и подсоединенную к источнику разрежения, о тли ч а ю щ а я ся тем, что, с целью повышения качества литья за счет предотвращения газовых включений, литейная форма снабжена центрирующей втулкой с фиксирующим фланцем, выполненной из твердеющей смеси из кварцевого песка и связующего, и стояком в виде оболочки, литниковый канал которого расположен концентрично втулке, при этом верхняя часть оболочки соединена питателями из вспененного полистирола с газифицируемыми моделями, а нижняя с дном опоки с помощью крепежных средств. 2. Форма по п.1, о т л и ч а ю щ а я с я тем, что в дне опоки выполнены центральное отверстие и кольцевой выступ с прямоугольными вырезами, а в центрирующей втулке выполнены прямоугольные фиксирующие лапки, расположенные над фланцем и имеющие форму, соответствующую форме прямоугольных вырезов. 3. (Тюрма по п.2, о т л и ч а ю щ а я с я тем, что в выступе на дне опоки выполнен вырез под фланец центрирующей втулки. 4. Форма по п.1, о т л и ч а ю щ а я с я тем, что две газифицируемые модели из вспененного полистирта соединены с центрирующей втулкой с помощью оболочки из отвержденной смеси из песка и связующего, которая соединена с одной стороны с каждой из газифицируемых моделей, а с другой стороны - с центрирующей втулкой для центровки и закрепления оболочки на дне опоки. 5. Форма по пп.1 и 4, о т п и ч аю щ а я с я тем, что центрирующая втулка выполнена с венцом, распопо 1364230 вогнутый свод, а центральный л и т н и женным над ее фланцем, при этом нижковый канал у свода сообщен с о т в е р ний конец оболочки установлен на в е н стиями, в которых расположены питатеце, а фланец втулки герметично с о е д и ли из вспененного полистирола. нен с металлопроводом через сопло, 7. Ф о р м а по п . 1 , о т л и ч а ю имеющее форму усеченного конуса. щ а я с я тем, ч т о оболочка выполне6. Форма п о п . 4 , о т л и ч а ю на из вспененного полистирола вместе щ а я с я тем, ч т о оболочка над ц е н с питателями. тральным л и т н и к о в ы м каналом имеет г..-",. і Фиг Z ФигЗ Редактор Ю,Середа Заказ 6386/58 Составитель И.Куницкая Техред Л.Сердюкова Корректор Б.Бутяга Тираж 741 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно -полиграфическое предприятие, г.Ужгород, ул.Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting mold for producing castings
Автори англійськоюDenis Jean Pierre
Назва патенту російськоюЛитейная форма для получения отливок
Автори російськоюДени Жан Пьер
МПК / Мітки
МПК: B22C 9/04
Мітки: ливарна, відливок, одержання, форма
Код посилання
<a href="https://ua.patents.su/4-5945-livarna-forma-dlya-oderzhannya-vidlivok.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для одержання відливок</a>
Ливарна прес-форма для виготовлення еластичних оболонок

Номер патенту: 1631
Опубліковано: 25.10.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович
МПК: B29C 35/02, B29C 35/04
Мітки: еластичних, прес-форма, ливарна, виготовлення, оболонок
Формула / Реферат:
Литьевая пресс-форма для изготовления эластичных оболочек, содержащая нижнюю полуформу с расположенной в зоне экваториальной плоскости оболочки загрузочной камерой, верхнюю полуформу с плунжером и разъемный дорн, состоящий из верхней-и нижней частей, смонтированных с возможностью относительного аксиального перемещения, отличающаяся тем, что, с целью повышения качества эластичной оболочки за счет обеспечения равноценности ее свойств...
Ливарна форма
Номер патенту: 4214
Опубліковано: 27.12.1994
Автори: Горушкіна Любов Петрівна, Шинський Олег Йосипович, Масленніков Сергій Миколайович, Грицай Сергій Васильович
МПК: B22D 27/20
Формула / Реферат:
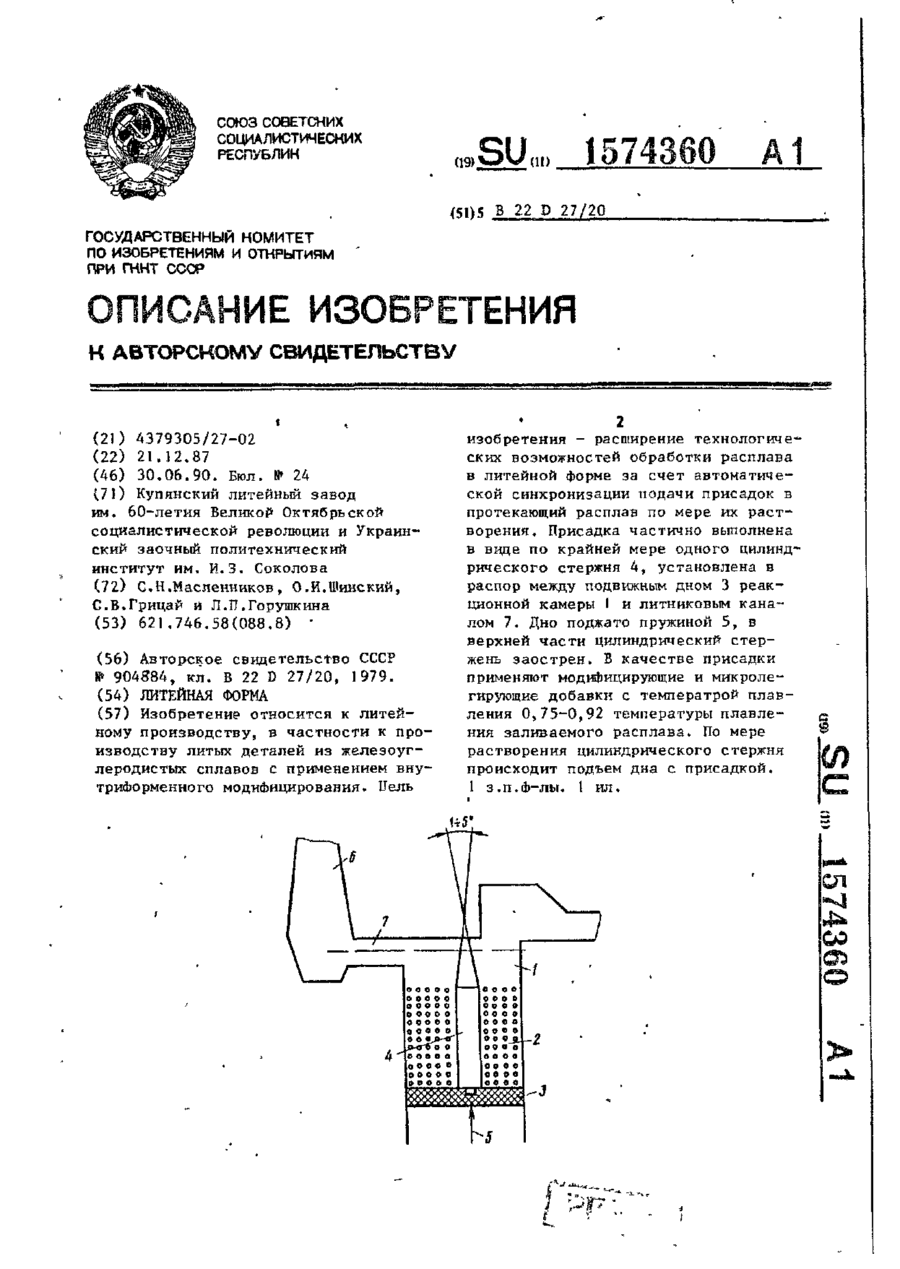
1. Литейная форма, содержащая литниковую систему с литниковым каналом и реакционной камерой с подвижным дном, ось которого перпендикулярна оси литникового канала, и присадку в реакционной камере, отличающаяся тем, что, с целью расширения технологических возможностей обработки расплава в литейной форме за счет автоматической синхронизации подачи присадок в протекающий расплавпо мере их растворения, часть присадки выполнена в виде по крайней...
Спосіб одержання відливок
Номер патенту: 1405
Опубліковано: 25.03.1994
Автор: Шкляр Віктор Соломонович
МПК: B22D 27/02
Мітки: одержання, спосіб, відливок
Формула / Реферат:
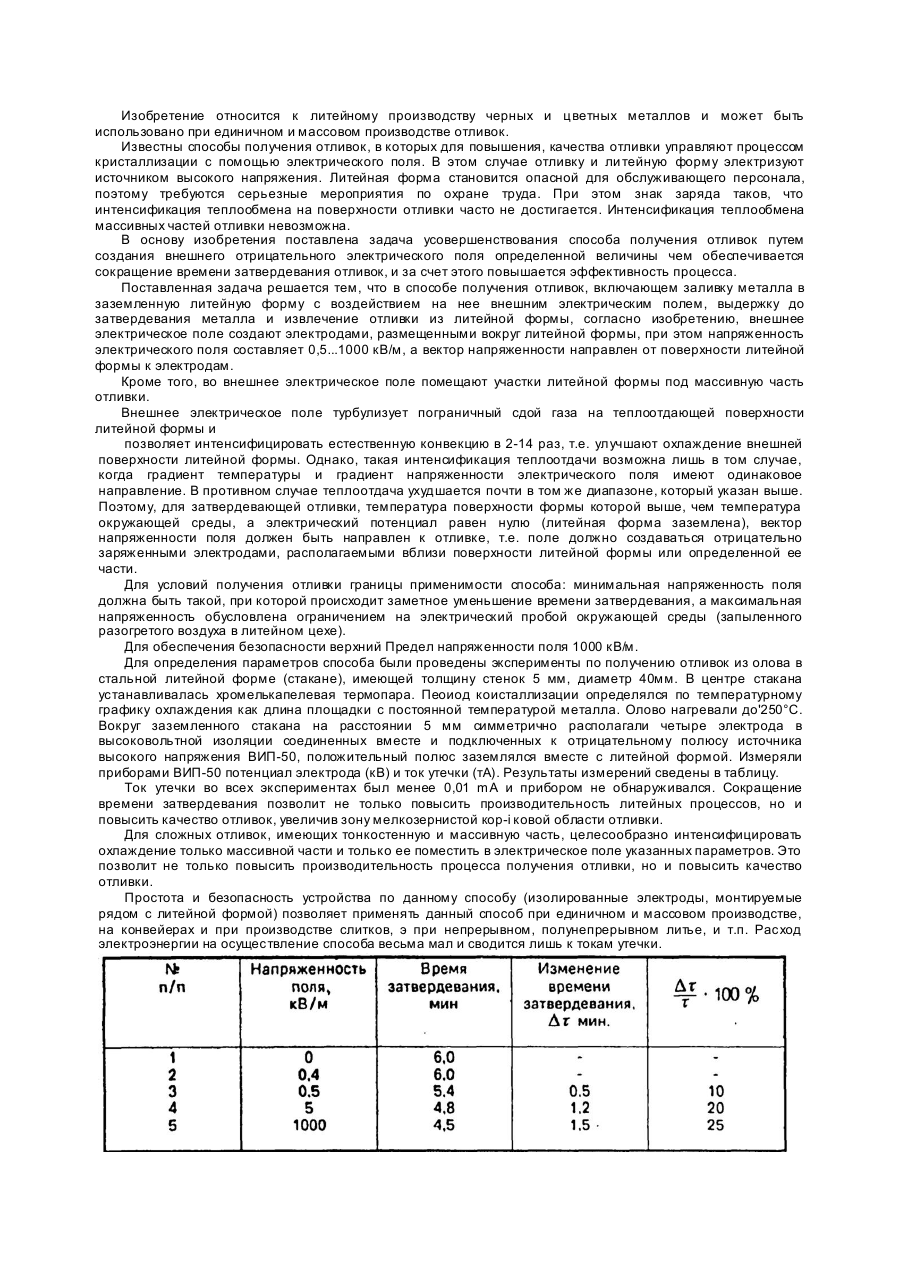
1. Способ получения отливок, включающий заливку металла в заземленную литейную форму с воздействием на нее внешним электрическим полем, выдержку до затвердевания металла и извлечение отливки из литейной формы, отличающийся тем, что внешнее электрическое поле создают электродами, размещенными вокруг литейной формы, при этом напряженность электрического поля составляет 0,5...1000 кВ/м, а вектор напряженности направлен от поверхности литейной...
Спосіб виготовлення відливок складної конфігурації із алюмінієвих сплавів
Номер патенту: 2990
Опубліковано: 26.12.1994
Автори: Шептуха Микола Михайлович, Лісовська Людмила Михайлівна, Касімова Любов Захарівна, Фомін Андрій Володимирович, Костенецький Геннадій Едуардович, Доброскок Анатолій Олексійович, Самойленко Олег Петрович
МПК: B22D 18/04
Мітки: виготовлення, відливок, алюмінієвих, сплавів, складної, конфігурації, спосіб
Формула / Реферат:
Способ изготовления отливок сложной конфигурации из алюминиевых сплавов, включающий нагрев гипсовой формы, полученной с помощью постоянной модели, до температуры 150—200 °C и заливку ее расплавом металла, отличающийся тем, что перед заливкой расплава металла гипсовую форму охлаждают до температуры 60—90 °C заливку производят под низким давлением, составляющим 30—50 кПа.
Установка для електрогідравлічної очистки відливок
Номер патенту: 4259
Опубліковано: 27.12.1994
Автори: Завода Володимир Петрович, Рудень Валерій Афанасійович
МПК: B22D 29/00
Мітки: електрогідравлічної, установка, відливок, очистки
Формула / Реферат:
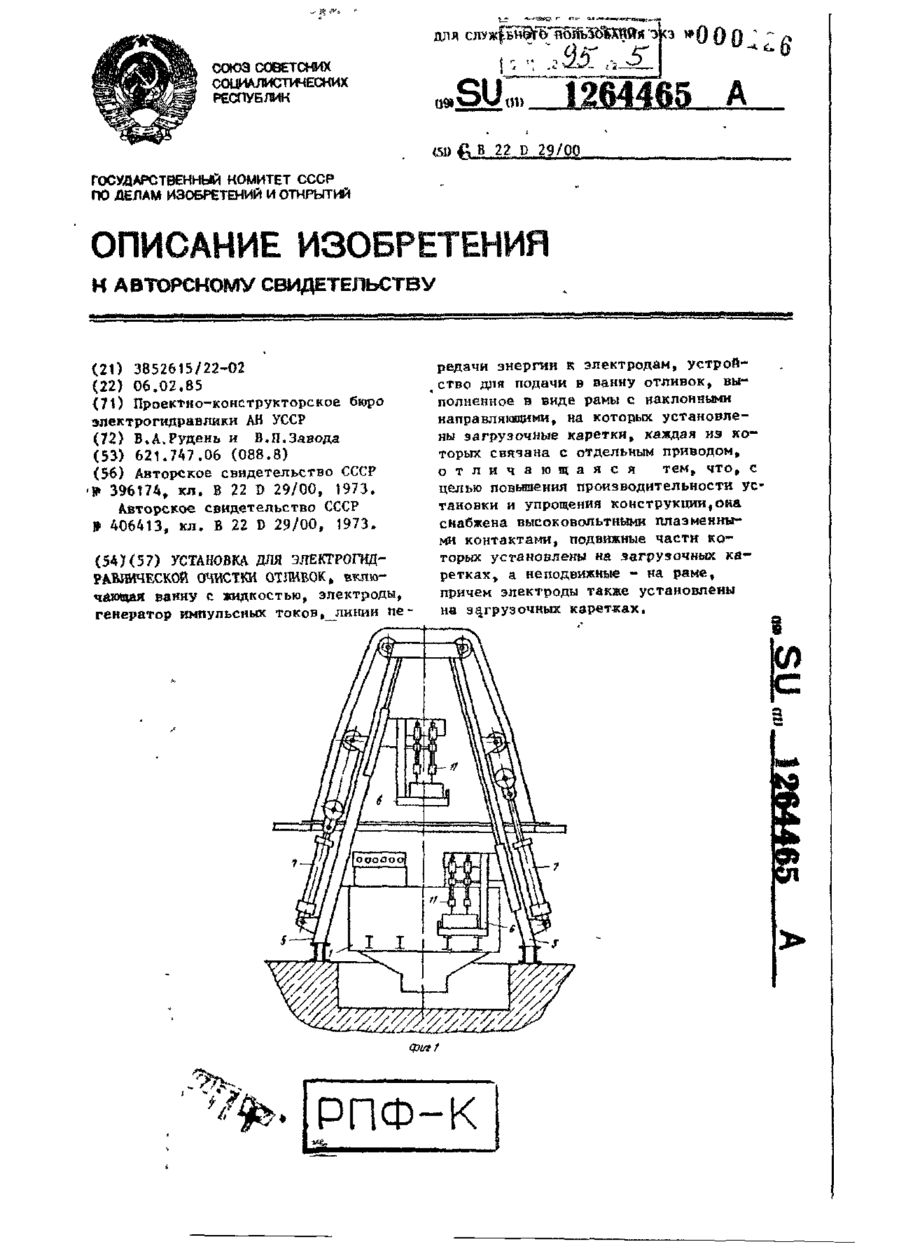
Установка для электрогидравлической очистки отливок, включающая ванну с жидкостью, электроды, генератор импульсных токов, линии передачи энергии к электродам, устройство для подачи в ванну отливок, выполненное в виде рамы с наклонными направляющими, на которых установлены загрузочные каретки, каждая из которых связана с отдельным приводом, отличающаяся тем, что, с целью повышения производительности установки и упрощения конструкции, она...
Попередній патент: Спосіб відцентрового лиття та пристрій для його здійснення
Наступний патент: Герметизуюча прокладка для телескопічно фіксуємих з’єднань
Випадковий патент: Спосіб лікування хибних суглобів кісток