Спосіб обробки тиском
Номер патенту: 71357
Опубліковано: 10.07.2012
Автор: НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ УКРАЇНИ "КИЇВСЬКИЙ ПОЛІТЕХНІЧНИЙ ІНСТИТУТ"

Формула / Реферат
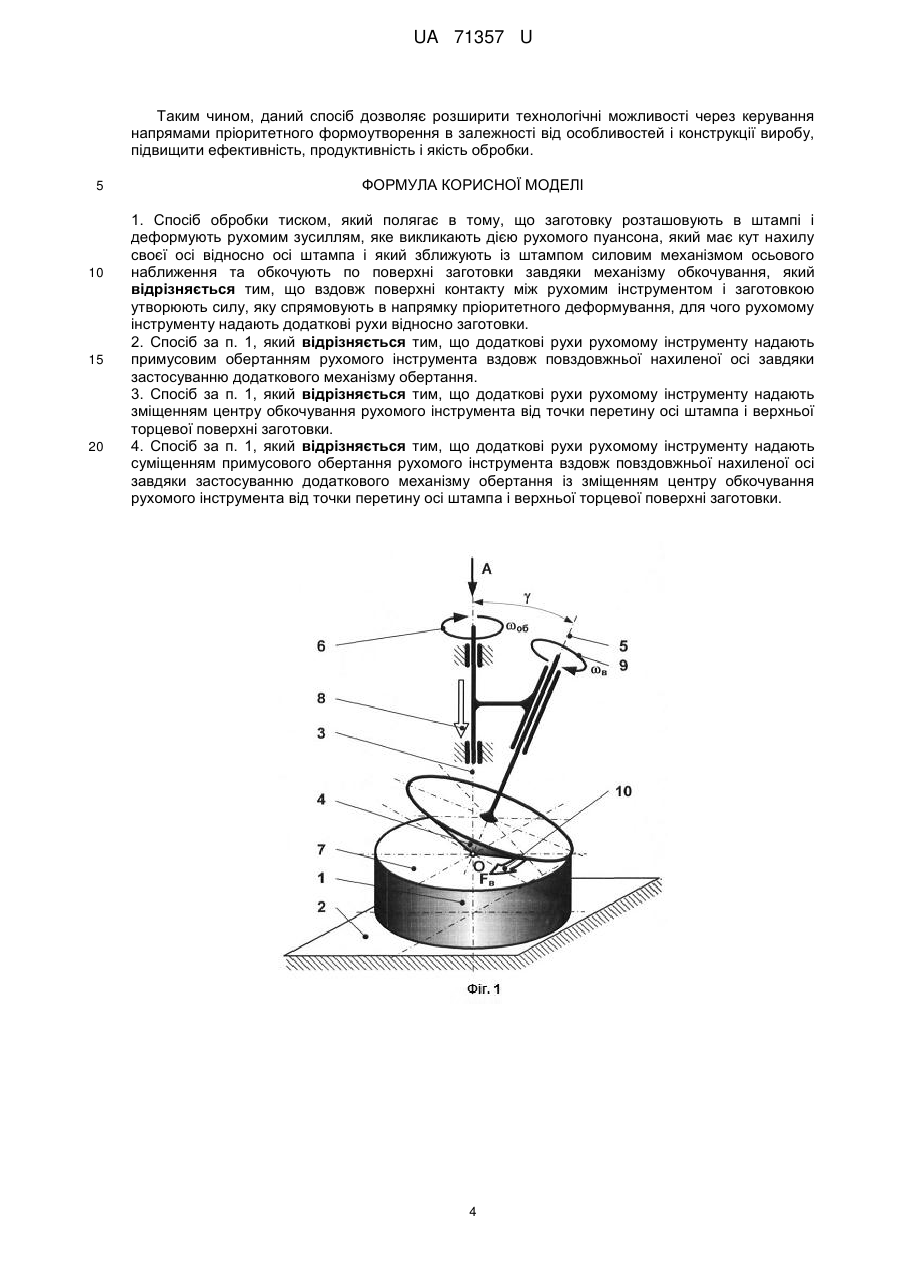
1. Спосіб обробки тиском, який полягає в тому, що заготовку розташовують в штампі і деформують рухомим зусиллям, яке викликають дією рухомого пуансона, який має кут нахилу своєї осі відносно осі штампа і який зближують із штампом силовим механізмом осьового наближення та обкочують по поверхні заготовки завдяки механізму обкочування, який відрізняється тим, що вздовж поверхні контакту між рухомим інструментом і заготовкою утворюють силу, яку спрямовують в напрямку пріоритетного деформування, для чого рухомому інструменту надають додаткові рухи відносно заготовки.
2. Спосіб за п. 1, який відрізняється тим, що додаткові рухи рухомому інструменту надають примусовим обертанням рухомого інструмента вздовж повздовжньої нахиленої осі завдяки застосуванню додаткового механізму обертання.
3. Спосіб за п. 1, який відрізняється тим, що додаткові рухи рухомому інструменту надають зміщенням центру обкочування рухомого інструмента від точки перетину осі штампа і верхньої торцевої поверхні заготовки.
4. Спосіб за п. 1, який відрізняється тим, що додаткові рухи рухомому інструменту надають суміщенням примусового обертання рухомого інструмента вздовж повздовжньої нахиленої осі завдяки застосуванню додаткового механізму обертання із зміщенням центру обкочування рухомого інструмента від точки перетину осі штампа і верхньої торцевої поверхні заготовки.
Текст
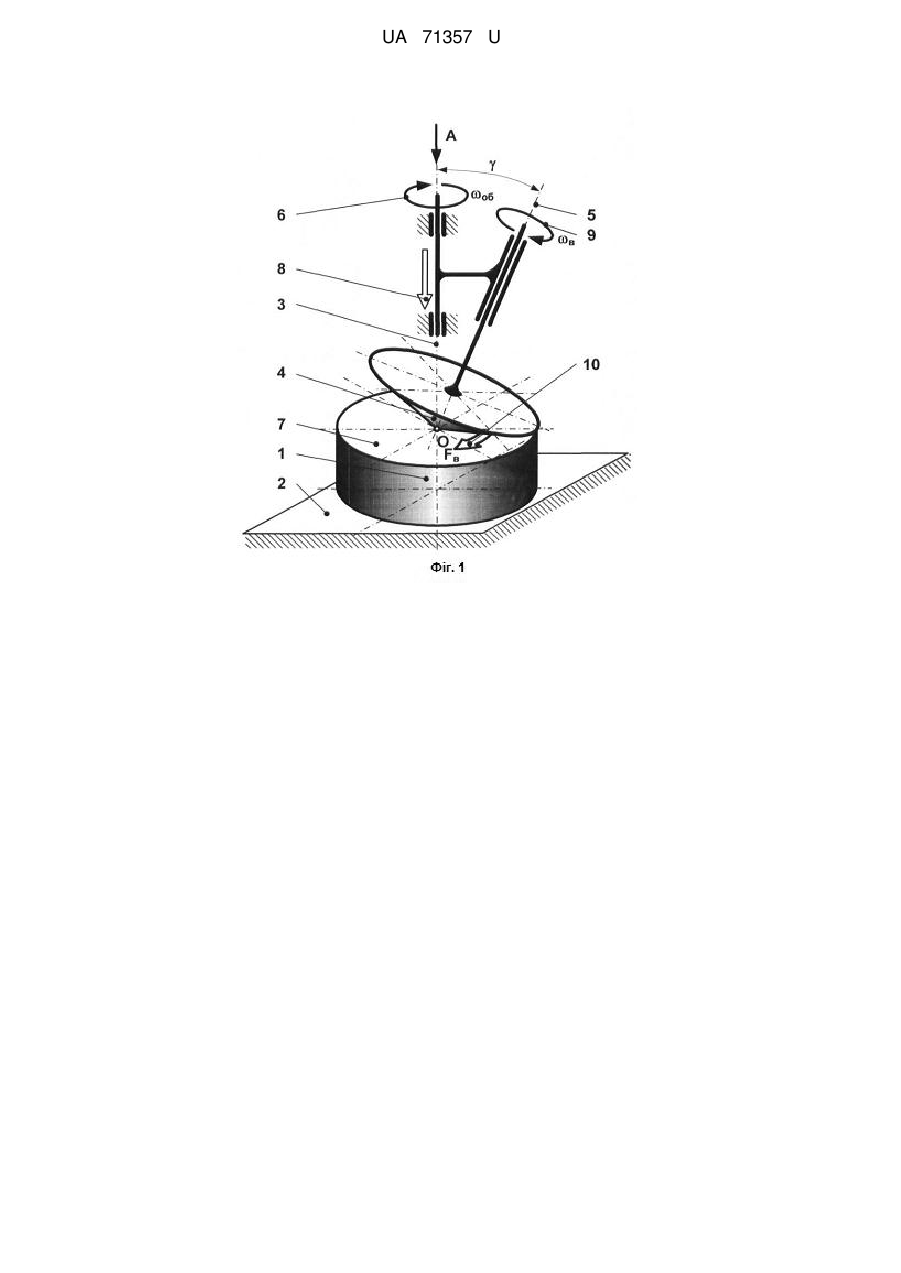
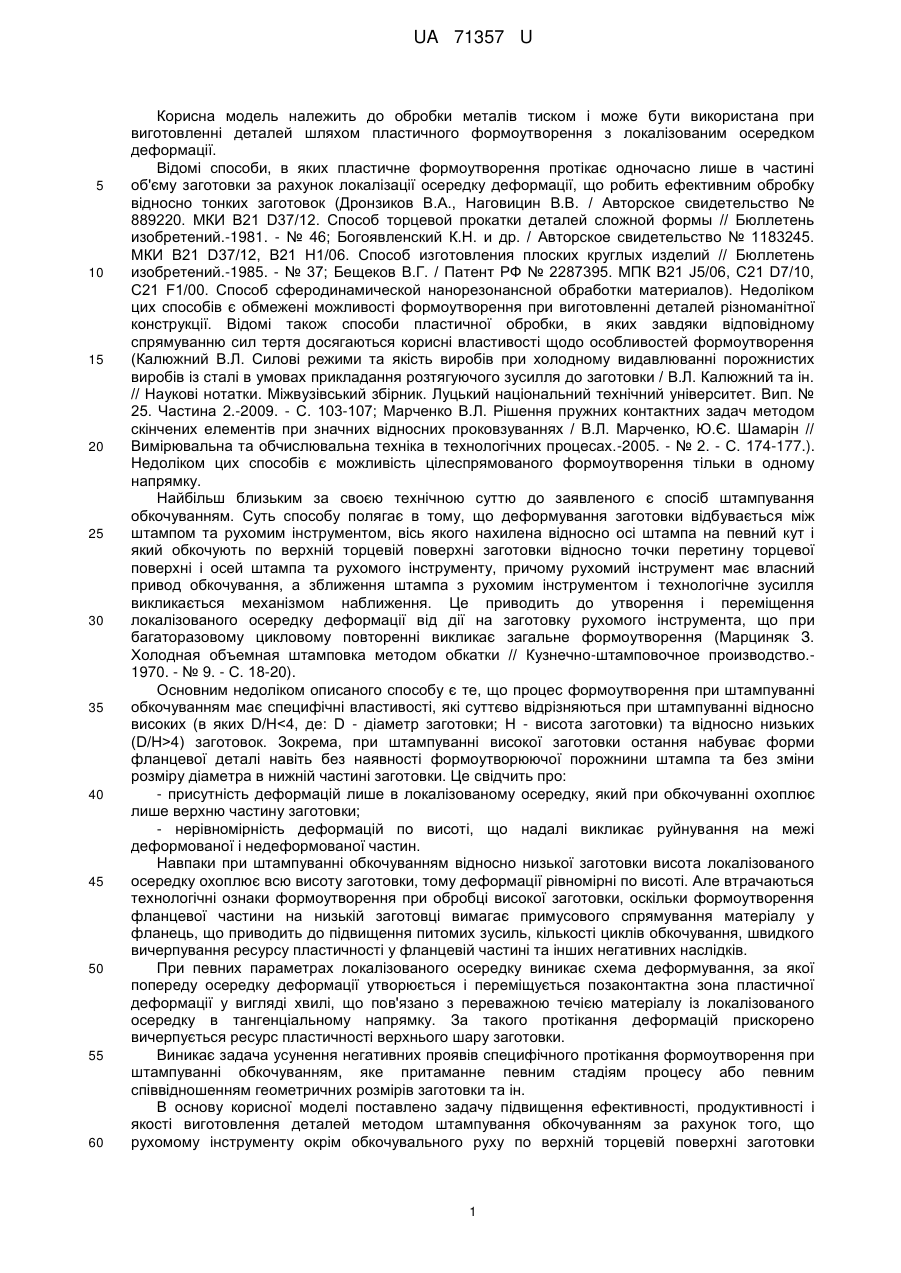
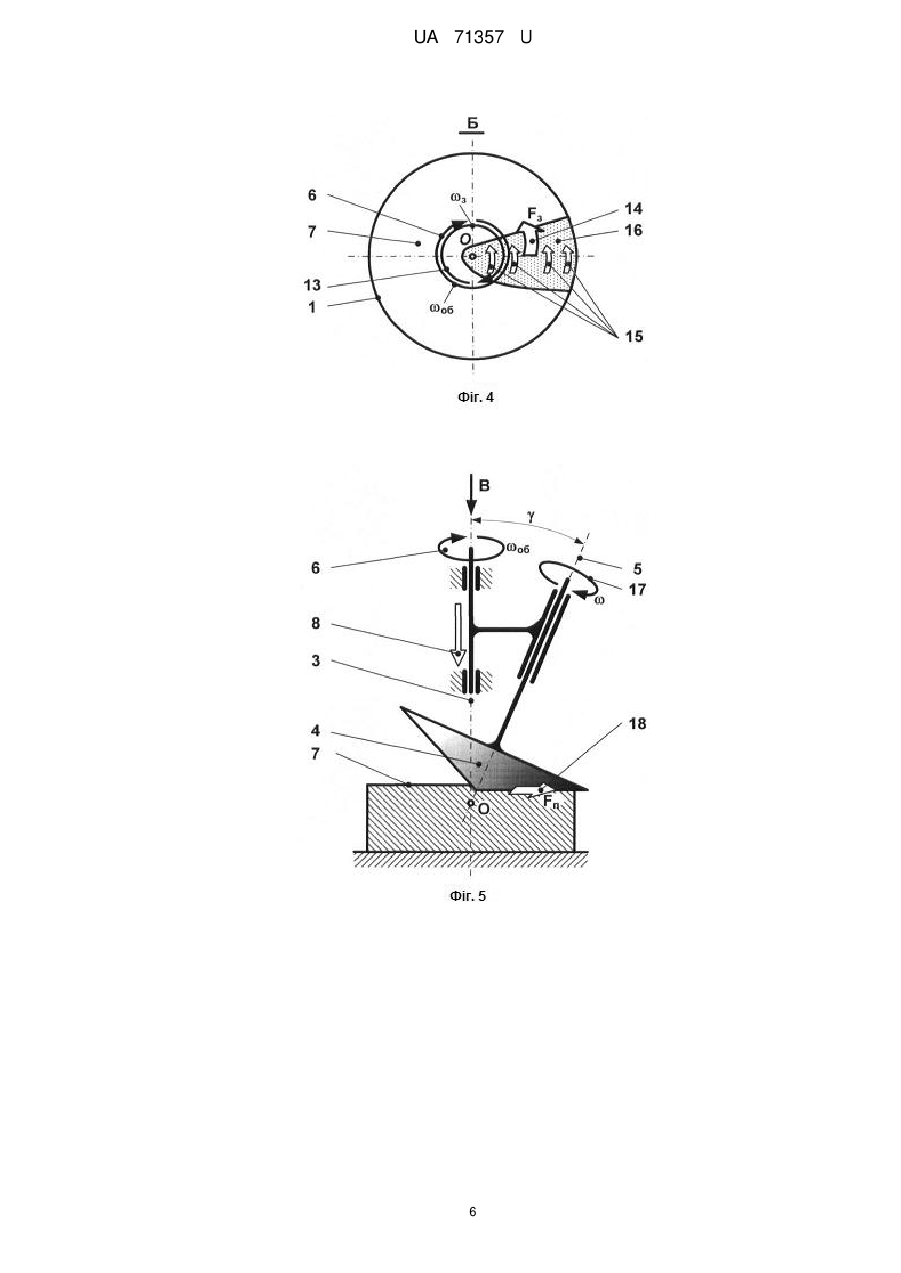
Реферат: Спосіб обробки тиском полягає в тому, що заготовку розташовують в штампі і деформують рухомим зусиллям, яке викликають дією рухомого пуансона, який має кут нахилу своєї осі відносно осі штампа і який зближують із штампом силовим механізмом осьового наближення та обкочують по поверхні заготовки завдяки механізму обкочування. Крім того, вздовж поверхні контакту між рухомим інструментом і заготовкою утворюють силу, яку спрямовують в напрямку пріоритетного деформування, для чого рухомому інструменту надають додаткові рухи відносно заготовки. UA 71357 U (54) СПОСІБ ОБРОБКИ ТИСКОМ UA 71357 U UA 71357 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском і може бути використана при виготовленні деталей шляхом пластичного формоутворення з локалізованим осередком деформації. Відомі способи, в яких пластичне формоутворення протікає одночасно лише в частині об'єму заготовки за рахунок локалізації осередку деформації, що робить ефективним обробку відносно тонких заготовок (Дронзиков В.А., Наговицин В.В. / Авторское свидетельство № 889220. МКИ В21 D37/12. Способ торцевой прокатки деталей сложной формы // Бюллетень изобретений.-1981. - № 46; Богоявленский К.Н. и др. / Авторское свидетельство № 1183245. МКИ В21 D37/12, В21 Н1/06. Способ изготовления плоских круглых изделий // Бюллетень изобретений.-1985. - № 37; Бещеков В.Г. / Патент РФ № 2287395. МПК В21 J5/06, С21 D7/10, С21 F1/00. Способ сферодинамической нанорезонансной обработки материалов). Недоліком цих способів є обмежені можливості формоутворення при виготовленні деталей різноманітної конструкції. Відомі також способи пластичної обробки, в яких завдяки відповідному спрямуванню сил тертя досягаються корисні властивості щодо особливостей формоутворення (Калюжний В.Л. Силові режими та якість виробів при холодному видавлюванні порожнистих виробів із сталі в умовах прикладання розтягуючого зусилля до заготовки / В.Л. Калюжний та ін. // Наукові нотатки. Міжвузівський збірник. Луцький національний технічний університет. Вип. № 25. Частина 2.-2009. - С. 103-107; Марченко В.Л. Рішення пружних контактних задач методом скінчених елементів при значних відносних проковзуваннях / В.Л. Марченко, Ю.Є. Шамарін // Вимірювальна та обчислювальна техніка в технологічних процесах.-2005. - № 2. - С. 174-177.). Недоліком цих способів є можливість цілеспрямованого формоутворення тільки в одному напрямку. Найбільш близьким за своєю технічною суттю до заявленого є спосіб штампування обкочуванням. Суть способу полягає в тому, що деформування заготовки відбувається між штампом та рухомим інструментом, вісь якого нахилена відносно осі штампа на певний кут і який обкочують по верхній торцевій поверхні заготовки відносно точки перетину торцевої поверхні і осей штампа та рухомого інструменту, причому рухомий інструмент має власний привод обкочування, а зближення штампа з рухомим інструментом і технологічне зусилля викликається механізмом наближення. Це приводить до утворення і переміщення локалізованого осередку деформації від дії на заготовку рухомого інструмента, що при багаторазовому цикловому повторенні викликає загальне формоутворення (Марциняк З. Холодная объемная штамповка методом обкатки // Кузнечно-штамповочное производство.1970. - № 9. - С. 18-20). Основним недоліком описаного способу є те, що процес формоутворення при штампуванні обкочуванням має специфічні властивості, які суттєво відрізняються при штампуванні відносно високих (в яких D/H4) заготовок. Зокрема, при штампуванні високої заготовки остання набуває форми фланцевої деталі навіть без наявності формоутворюючої порожнини штампа та без зміни розміру діаметра в нижній частині заготовки. Це свідчить про: - присутність деформацій лише в локалізованому осередку, який при обкочуванні охоплює лише верхню частину заготовки; - нерівномірність деформацій по висоті, що надалі викликає руйнування на межі деформованої і недеформованої частин. Навпаки при штампуванні обкочуванням відносно низької заготовки висота локалізованого осередку охоплює всю висоту заготовки, тому деформації рівномірні по висоті. Але втрачаються технологічні ознаки формоутворення при обробці високої заготовки, оскільки формоутворення фланцевої частини на низькій заготовці вимагає примусового спрямування матеріалу у фланець, що приводить до підвищення питомих зусиль, кількості циклів обкочування, швидкого вичерпування ресурсу пластичності у фланцевій частині та інших негативних наслідків. При певних параметрах локалізованого осередку виникає схема деформування, за якої попереду осередку деформації утворюється і переміщується позаконтактна зона пластичної деформації у вигляді хвилі, що пов'язано з переважною течією матеріалу із локалізованого осередку в тангенціальному напрямку. За такого протікання деформацій прискорено вичерпується ресурс пластичності верхнього шару заготовки. Виникає задача усунення негативних проявів специфічного протікання формоутворення при штампуванні обкочуванням, яке притаманне певним стадіям процесу або певним співвідношенням геометричних розмірів заготовки та ін. В основу корисної моделі поставлено задачу підвищення ефективності, продуктивності і якості виготовлення деталей методом штампування обкочуванням за рахунок того, що рухомому інструменту окрім обкочувального руху по верхній торцевій поверхні заготовки 1 UA 71357 U 5 10 15 20 25 30 35 40 45 50 55 60 надають додаткові рухи, які викликають відносне ковзання між рухомим інструментом і заготовкою. В результаті в період контакту між ними виникають контактні активні сили тертя, причому напрям прикладання додаткових рухів і утворені активні сили тертя спрямовують в залежності від пріоритетного напряму формоутворення. Таким чином виникає можливість переспрямування або зниження інтенсивності природних напрямів формоутворення при штампуванні обкочуванням як високих, так і низьких заготовок, а також застосування цілеспрямованого формоутворення в залежності від конструктивних особливостей деталі. При цьому відкривається розширений спектр технологічних можливостей штампування обкочуванням з точки зору керованого формоутворення. Поставлена задача вирішується тим, що в способі обробки тиском, який полягає в тому, що заготовку розташовують в штампі і деформують рухомим зусиллям, яке викликають дією рухомого інструмента, який має кут нахилу своєї осі відносно осі штампа і який зближують зі штампом силовим механізмом осьового наближення та обкочують по поверхні заготовки завдяки механізму обкочування, новим є те, що вздовж поверхні контакту між рухомим інструментом і заготовкою утворюють силу, яку спрямовують в напрямку пріоритетного деформування, для чого рухомому інструменту надають додаткові рухи відносно заготовки, а також є те, що додаткові рухи рухомому інструменту надають або примусовим обертанням рухомого інструмента вздовж його повздовжньої нахиленої осі завдяки застосуванню додаткового механізму обертання, або зміщенням центру обкочування рухомого інструмента від точки перетину осі штампа і верхньої торцевої поверхні заготовки, або суміщенням примусового обертання рухомого інструмента вздовж його повздовжньої нахиленої осі завдяки застосуванню додаткового механізму обертання із зміщенням центру обкочування рухомого інструменту від точки перетину осі штампа і верхньої торцевої поверхні заготовки. Спосіб ілюструється кресленнями, де на Фіг. 1 зображено схему штампування з утворенням сили, яку спрямовують в тангенціальному напрямку обкочування шляхом примусового обертання рухомого інструмента в цьому ж напрямку; на Фіг. 2 зображено проекцію на осередок контакту за видом А; на Фіг. 3 зображено схему штампування з утворенням сили, яку спрямовують в тангенціальному напряму, протилежному від напрямку обкочування шляхом примусового обертання рухомого інструмента в цьому ж напрямку; на Фіг. 4 зображено проекцію на осередок контакту за видом Б; на Фіг. 5 зображено схему штампування з утворенням сили, яку спрямовують в радіальному напряму до центра заготовки шляхом зміщення центра обкочування рухомого інструмента; на Фіг. 6 зображено проекцію на осередок контакту за видом В; на Фіг. 7 зображено схему штампування з утворенням сили, яку спрямовують в радіальному напряму до центра заготовки шляхом зміщення центра обкочування рухомого інструмента; на Фіг. 8 зображено проекцію на осередок контакту за видом Г; на Фіг. 9 зображено проекцію на осередок контакту з комбінованою течією металу, яку спрямовують в різних радіальних напрямах шляхом зміщення центра обкочування рухомого інструмента по поверхні заготовки за горизонтальну площину; на Фіг. 10 зображено проекцію на осередок контакту з комбінованою течією металу, яку спрямовують в різних радіальних напрямах шляхом зміщення центра обкочування рухомого інструмента по поверхні заготовки перед горизонтальною площиною. Спосіб обробки тиском полягає в наступному. Заготовку 1 (див. Фіг. 1) розміщують на штампі 2 вздовж його центральної осі 3. Рухомий інструмент 4 має кут нахилу своєї подовжньої осі 5 відносно осі 3 і виконує обкочування 6 відносно центру обкочування О по поверхні обкочування 7 заготовки 1 із кутовою швидкістю об від механізму обкочування і рух 8 наближення до штампа 2 від механізму осьового наближення. Одночасно рухомий інструмент 4 виконує примусові обертання 9 вздовж осі 5 від механізму обертання з кутовою швидкістю в, причому в>, де: - кутова швидкість обертання рухомого інструмента, що забезпечуються при рівновазі сил тертя в тангенціальних напрямах на поверхні 7 між рухомим інструментом 4 і заготовкою 1, тобто без примусового обертання 9. В нашому випадку, через примусове обертання 9 рухомого інструмента 4 рівновага сил тертя порушується оскільки лінійна швидкість на поверхні рухомого інструмента 4 в тангенціальному напрямку буде випереджати лінійну швидкість, що визначається швидкість обкочування, і утвориться сумарна сила 10 - FB, яка буде спрямована у відповідності до напрямку обертання 9 і в цьому ж напряму буде спрямована примусова течія металу 11 в контактній плямі 12 між заготовкою 1 і рухомим інструментом 4 (див. Фіг. 2). При наданні рухомому інструменту 4 примусового обертання 13 вздовж осі 5 від механізму обертання з кутовою швидкістю 3, причому 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of plastic forming
Автори англійськоюNATIONAL TECHNICAL UNIVERSITY OF UKRAINE "KYIV POLYTECHNICAL INSTITUTE", KYIV POLYTECHNICAL INSTITUTE", NATIONAL TECHNICAL UNIVERSITY, KYIV POLYTECHNICAL INSTITUTE",NATIONAL TECHNICAL UNIVERSITY OF UKRAINE, KYIV POLYTECHNIC INSTITUTE'NATIONAL TECHNICAL UNIVERSITY OF UKRAINE, NATIONAL TECHNICAL UNIVERSITY OF UKRAINE “KYIV POLYTECHNICAL INSTITUTE”, KYIV POLYTECHNICAL INSTITUTE" NATIONAL TECHNICAL UNIVERSITY OF UKRAINE, KYIV POLYTECHNICAL INSTITUTE", NATIONAL TECHNICAL UNIVERISTY OF UKRAINE, KYIV POLYTECHNICAL INSTITUTE", NATIONAL TECHNICAL UNIVERSITY OF UKRAINE, NATIONAL TECHNICAL UNIVERSITY "KYIV POLYTECHNIC INSTITUT", NATIONAL TECHNICAL UNIVERSITY OF UKRAINE "KYIV POLYTECHNIC INSTITUTE", NATIONAL TECHNICAL UNIVERSITY OF UKRAINE “KYIV POLYTECHNIC INSTITUTE”, NATIONAL TECHNICAL UNIVERSITY OF UKRAINE KYIV POLYTECHNIC INSTITUTE, NATIONAL UNIVERSITY OF UKRAINE KYIV POLYTECHNICAL INSTITUTE
Назва патенту російськоюСпособ обработки давлением
Автори російськоюНАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ "КИЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ", НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ УКРАИНЫ "КИВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ", НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ УКРАИНЫ "КИЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ", НАЦИОНАЛЬНЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ УКРАИНЫ «КИЕВСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ»
МПК / Мітки
МПК: B21D 37/12
Мітки: спосіб, обробки, тиском
Код посилання
<a href="https://ua.patents.su/10-71357-sposib-obrobki-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки тиском</a>
Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу
Номер патенту: 82498
Опубліковано: 25.04.2008
Автори: Хенсгер Карл-Ернст, Плоциннік Крістіан, Плоциннік Уве
МПК: G05B 13/04, B21B 37/00, C21D 11/00, G05B 17/00
Мітки: охолодження, процесом, металевого, матеріалу, спосіб, процесу, керування, термічної, тиском, обробки, регулювання, установці
Формула / Реферат:
1. Спосіб керування процесом або регулювання процесу на установці для обробки тиском, охолодження і/або термічної обробки металевого матеріалу, зокрема сталі або алюмінію, причому установка обладнана виконавчими елементами для регулювання певних робочих параметрів, і в основі способу керування лежить модель процесу, за якою після реєстрації характерних параметрів на основі розрахунку у режимі он-лайн визначають відповідні показники процесу...
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Сіса Олег Федорович, Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обертання, спосіб, дугою, обробки, електродом-інструментом, електричною, розмірної, тіл, непрофільованим
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Інструмент для лиття під тиском, спосіб лиття під тиском відкривального пристрою та пакувальна тара, яка має виконаний литтям під тиском відкривальний пристрій
Номер патенту: 77717
Опубліковано: 15.01.2007
Автори: Ек Йоран, Хоканссон Хокан
МПК: B65D 5/72, B29C 45/14
Мітки: спосіб, виконаний, тара, пристрій, яка, литтям, лиття, тиском, інструмент, пристрою, відкривальний, має, відкривального, пакувальна
Формула / Реферат:
1. Iнструмент для лиття під тиском відкривального пристрою (20) з пластику в oтворi в пакувальному матеріалi (9), що має форму листа або смуги, де отвором утворений край (8), а інструмент складається принаймні з однієї першої частини (1а, 1b) інструмента, виконаної з можливістю уведення в контакт з першою стороною (9а) пакувального матеріалу, і принаймні з однієї другої частини (2) інструмента, виконаної з можливістю уведення в контакт з...
Вертикальна імпульсна машина для обробки металів тиском
Номер патенту: 82769
Опубліковано: 12.05.2008
Автори: Джиганян Арутюн Акопович, Коваленко Ігор Вікторович, Федосенко Костянтин Ігорович, Федосенко Ігор Григорович
МПК: B21J 7/00
Мітки: машина, вертикальна, обробки, металів, імпульсна, тиском
Формула / Реферат:
Вертикальна імпульсна машина для обробки металів тиском, яка містить установлену на станині з можливістю зворотно-поступального переміщення раму, яка включає верхню поперечку, з'єднану колонами з нижньою поперечкою, на яких закріплені відповідні частини інструмента, а в нижній поперечці розташовані розширювальний циліндр зі штоком, виконаним з порожниною й хвостовиком з осьовим і радіальними каналами, що розміщений у заглибині днища...
Спосіб одержання дрібнозернистої структури мідних напівфабрикатів після їх гарячої обробки тиском
Номер патенту: 10851
Опубліковано: 15.11.2005
Автори: Клюєв Сергій Петрович, Шпаковскій Вадім, Клюєв Андрій Петрович
МПК: B21C 1/00
Мітки: мідних, гарячої, спосіб, структури, дрібнозернистої, обробки, одержання, напівфабрикатів, тиском
Формула / Реферат:
1. Спосіб одержання дрібнозернистої структури мідних напівфабрикатів після їх гарячої обробки тиском, в якому одержаний у процесі гарячого пресування напівфабрикат після виходу з матриці протягують через рідинний затвор та жолоб, заповнений охолоджувальною рідиною, який відрізняється тим, що у жолобі для інтенсивного охолодження напівфабрикату за допомогою встановлених на вхідній ділянці спреєрних пристроїв утворюють турбулентні потоки...
Попередній патент: Малошумний транзисторний генератор із виходом на третій гармоніці
Наступний патент: Елемент насадки масообмінного апарата
Випадковий патент: Нейромережевий пристрій класифікації динамічних процесів