Пристрій для виконання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів
Номер патенту: 80609
Опубліковано: 10.06.2013
Автори: Мана Олександр Миколайович, Саленко Олександр Федорович, Коваленко Сергій Вікторович, Дудюк Віталій Олександрович

Формула / Реферат
Пристрій для виконання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів, що складається із закріпленої на рухомій частині верстата соплової головки із встановленим у ній соплом, оснащеним виконаним з можливістю переміщення уздовж осі струменя підтискним елементом, який контактує з одного боку з пружиною, що має налагоджувальний пристрій для забезпечення необхідної сили притискування, а з іншого опирається на оброблювану поверхню, причому рух підтискного елемента обмежується виконаним на останньому пазом, а сама соплова головка має слідкуючу гідросистему, чутливий елемент якої спряжений із підтискним елементом, який відрізняється тим, що встановлений на сопловій головці жорсткий упор контактує із гвинтовим пазом рухомого підтискного елемента, а в останньому виконаний сегментний паз глибиною, що перевищує суму радіуса корпусу підтискного елемента та радіуса отвору струминного сопла (калібрувальної трубки), в який, з можливістю переміщення, входить механічний відсікач періодичної дії із приводом руху, причому зазначений паз розташований за зрізом сопла, а відсікач здійснює переміщення у площині, перпендикулярній осі сопла паралельно стінкам паза, так, що його рух узгоджується із роботою відсікача потоку високого тиску, встановленого на магістралі підведення рідини до соплової головки.
Текст
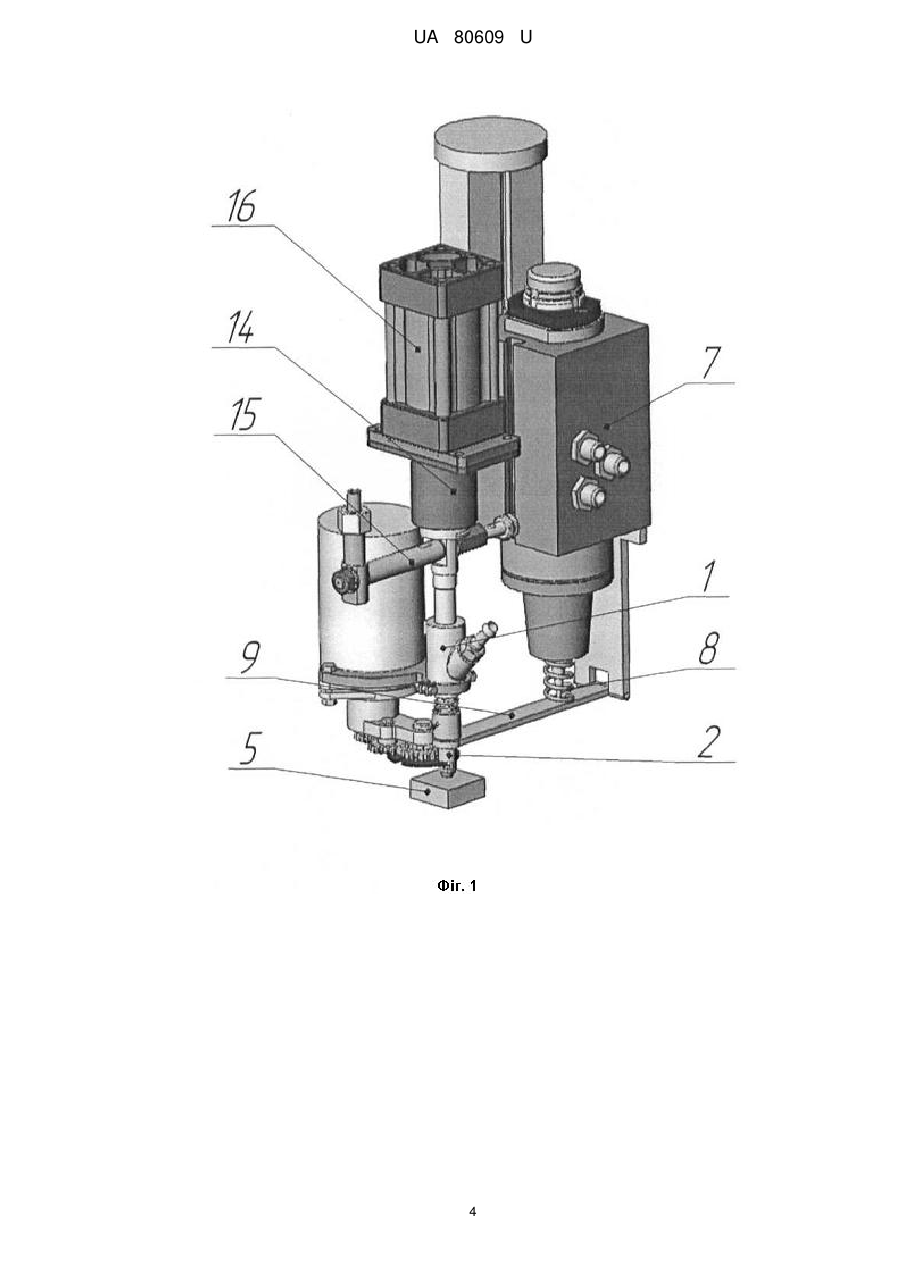
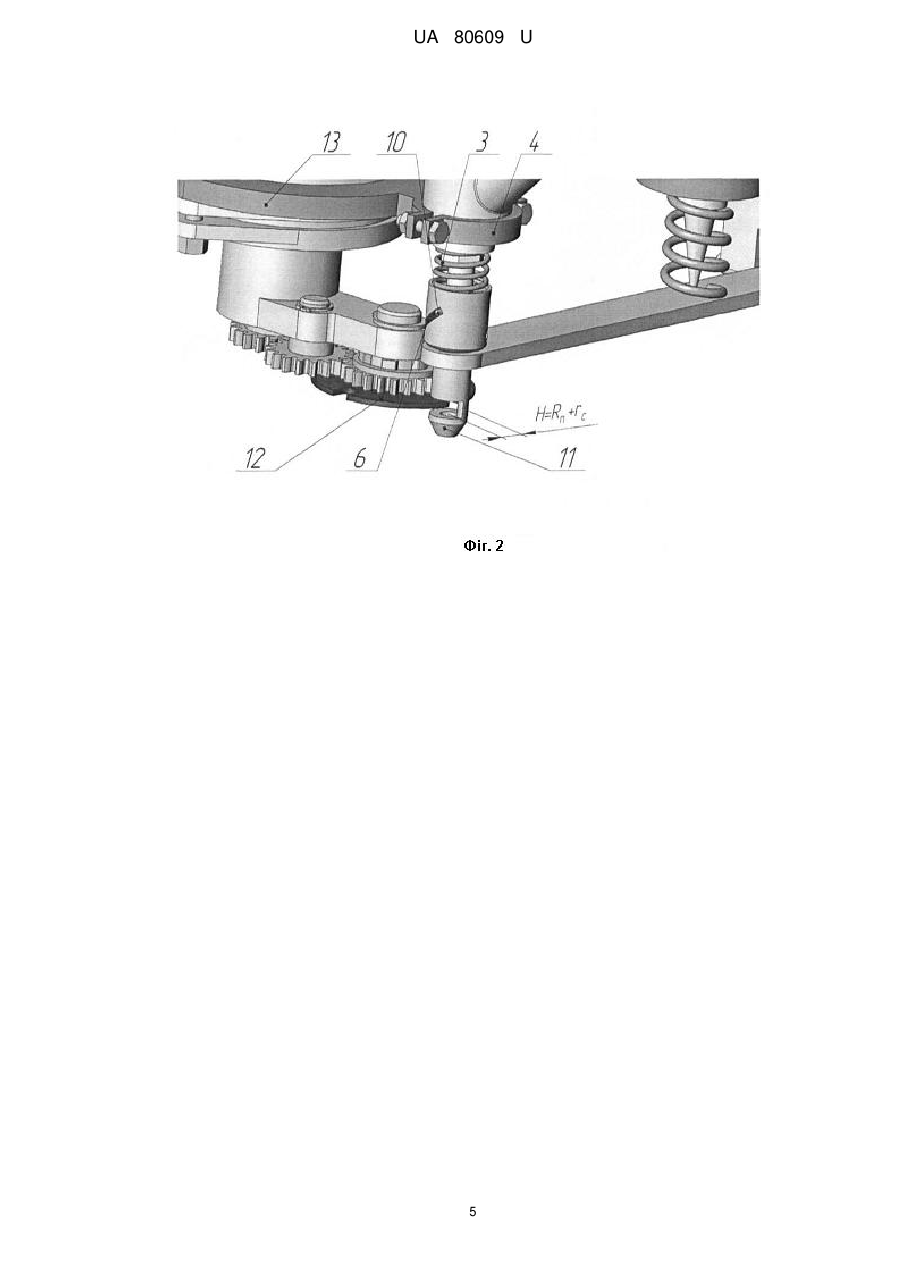
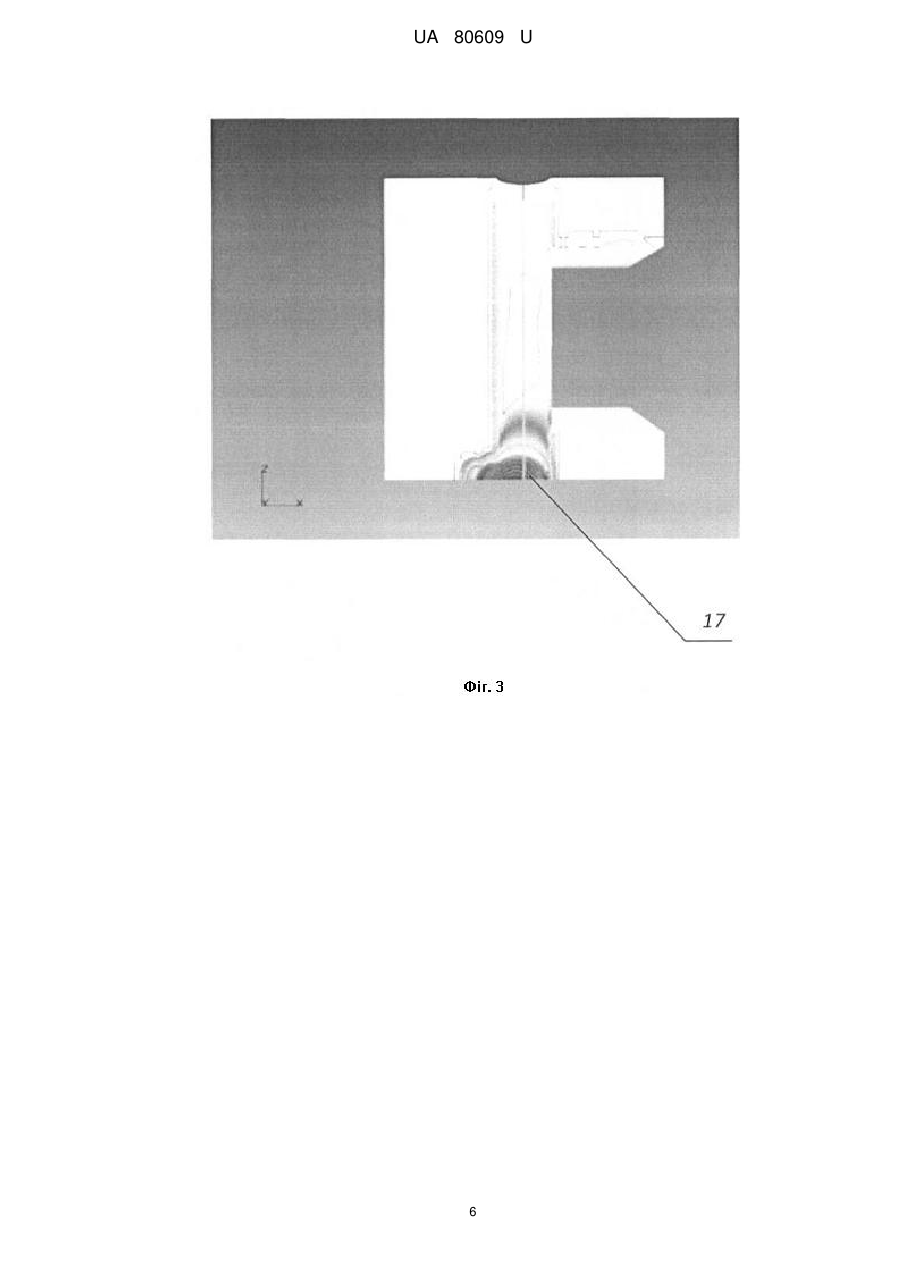
Реферат: Пристрій для виконання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів складається із закріпленої на рухомій частині верстата соплової головки із встановленим у ній соплом, оснащеним виконаним з можливістю переміщення уздовж осі струменя підтискним елементом, який контактує з одного боку з пружиною, що має налагоджувальний пристрій для забезпечення необхідної сили притискування, а з іншого опирається на оброблювану поверхню, причому рух підтискного елемента обмежується виконаним на останньому пазом, а сама соплова головка має слідкуючу гідросистему, чутливий елемент якої спряжений із підтискним елементом, крім того встановлений на сопловій головці жорсткий упор контактує із гвинтовим пазом рухомого підтискного елемента, а в останньому виконаний сегментний паз глибиною, що перевищує суму радіуса корпусу підтискного елемента та радіуса отвору струминного сопла (калібрувальної трубки), в який, з можливістю переміщення, входить механічний відсікач періодичної дії із приводом руху, причому зазначений паз розташований за зрізом сопла, а відсікач здійснює переміщення у площині, перпендикулярній осі сопла паралельно стінкам паза, так, що його рух узгоджується із роботою відсікача потоку високого тиску, встановленого на магістралі підведення рідини до соплової головки. UA 80609 U (12) UA 80609 U UA 80609 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки функціонально-орієнтованих матеріалів технологіями, що базуються на використанні як різального інструмента струменя рідини надвисокого тиску, і дозволяє поліпшити якість і надійність процесу отримання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів, у тому числі у випадку, коли отвори передбачені на одній площині стільника. Відомий спосіб (Патент России № 2172237, кл. В24С1/00 от 20.08.2001, «Способ получения отверстий абразивной жидкостной струей авт. Кравченко Д.В., Петухов Е.Н., Тихомиров Р.А.) виконання отворів у листових матеріалах гідроабразивним методом, який, з метою зменшення величини деструкції композиційних матеріалів та підвищення точності форми отвору, виконується із зсувом осі симетрії струменя відносно осі симетрії отвору на величину є, 2 1 R R c c , де R c - радіус струменя; при цьому площу струменя визначену з умови абразивно-рідинної суспензії вибирають з умови формування площі одержуваного отвору, рівної не менш як двом площам струменя. Такий підхід дозволяє створити місце для вільного виходу рідини і передує пошкодженню форми отвору та розшаруванню прилеглої зони. Мінімально можливий діаметр отвору, отриманого у такий спосіб, дорівнює 1,5...2,0 діаметрам струменя. Відсутність бічної каверни призводить до підвищення точності та якості одержуваного отвору. Недоліком такого способу отримання отворів є те, що різальна здатність струменя зберігається на значній довжині, отже, отримати отвір тільки в одній площині стільника неможливо. Окрім того, даний спосіб передбачає отримання отворів діаметрами, більшими за діаметр гідроабразивного струменя; таким чином, існує обмеження на розмір виконуваних отворів. Існує також спосіб отримання отворів у листових заготовках із композиційних матеріалів (US Patent #4955164 В24В1/00, В24 С9/00 Method and apparatus for drilling small diameter holes in fragile material with velocity liquid jet / M. Hashish, S. Cragen, 11/09/1990), який, з метою передування деламінації (розшаруванню) матеріалу передбачає надання струминному потоку обертового руху довкола осі струменя, тобто створення умов у камері змішування та підведення абразиву, при яких абразивні зерна рухаються до оброблюваної поверхні по дотичних концентричних кіл, умовно розташованих довкола центру струминного впливу. Недоліком такого способу є неможливість отримання отворів тільки в одному елементі стільникової панелі, оскільки різальна здатність струменя з закруткою потоку також залишається високою на значній відстані. Найбільш близьким до пропонованого є спосіб гідроструминного різання матеріалів та пристрій для його реалізації (патент України на винахід № 62103 від 15.12.2003., бюл. № 12, кл. В24В41/04, F16C32/06 авт. Саленко О.Ф., Ляшенко Б.А.), взятий за прототип. Пристрій, що реалізує процес гідроструминного різання композиційних матеріалів із створенням у зоні гідровпливу шару чистого зсуву, складається із закріпленої на рухомій частині верстата соплової головки із встановленим у ній соплом, до якого подається технологічна рідина високого тиску, додатково оснащений виконаним із можливістю переміщення уздовж осі струменя на сопловій головці підтискним елементом, який контактує із пружиною, що має налагоджувальний пристрій для забезпечення необхідної сили притискування, та при обробці опирається на поверхню, створюючи в останній у місці дотику тонкий шар чистого зсуву за рахунок наявної сили тертя від подачі матеріалу, а у нижче розташованих шарах - осьове стискування, напрям якого співпадає з напрямом струминного впливу. Додатково з метою розширення технологічних можливостей та забезпечення стабільної сили підтискування при обробці матеріалів зі змінною товщиною пристрій має слідкуючу гідросистему, чутливий елемент якої спряжений із підтискним елементом. Недоліком даного пристрою є неможливість виконання отворів в окремих елементах стільникової панелі, а також необхідність підтримання руху подачі для виникнення і підтримання зони чистого зсуву в шарах оброблюваного матеріалу. Технічна задача даної корисної моделі - забезпечення можливості виконання отворів в окремих елементах стільникової панелі без руху подачі, а також без виникнення деструкції прилеглої крайки матеріалу та відповідного погіршення якості і форми отримуваного отвору. Розв'язання задачі досягається тим, що у відомому пристрої, що складається із закріпленої на рухомій частині верстата соплової головки із встановленим у ній соплом, оснащеним виконаним з можливістю переміщення уздовж осі струменя підтискним елементом, який контактує з одного боку з пружиною, що має налагоджувальний пристрій для забезпечення необхідної сили притискування, а з іншого опирається на оброблювану поверхню, причому рух підтискного елемента обмежується виконаним на останньому пазом, а сама соплова головка має слідкуючу гідросистему, чутливий елемент якої спряжений із підтискним елементом, новим 1 UA 80609 U 5 10 15 20 25 30 35 40 45 50 55 60 є те, що встановлений на сопловій головці жорсткий упор контактує із гвинтовим пазом рухомого підтискного елемента, а в останньому виконаний сегментний паз глибиною, що перевищує суму радіуса корпусу підтискного елемента та радіуса отвору струминного сопла (калібрувальної трубки), в який, з можливістю переміщення, входить механічний відсікач періодичної дії із приводом руху, причому зазначений паз розташований за зрізом сопла, а відсікам здійснює переміщення у площині, перпендикулярній осі сопла паралельно стінкам паза, так, що його рух узгоджується із роботою відсікача потоку високого тиску, встановленого на магістралі підведення рідини до соплової головки. Сполучення відомих елементів - механічного відсікача потоку із приводом руху, який може являти собою симетричну пластинку із виконаними в ній по контуру отворами, сполучену із приводом обертової дії, з сопловою головкою із підтискним пристроєм, виконаним із сегментним пазом, який сполучається із механічним відсікачем, а також виконання на підтискуючому елементі гвинтового паза, веде до набуття пристроєм нових технічних властивостей: можливості отримувати отвори шляхом копіювання форми струменя за відсутності робочої подачі; при цьому наявність механічного відсікача періодичної дії, сполученого із відсікачем потоку соплового пристрою, дозволяє створити такі умови руху струменя, за яких останній впливає на оброблюваний матеріал протягом чітко визначеного часу, достатнього для руйнування встановленої товщини шару (наприклад, елемента стільникової панелі), а сам вплив має виражений змінний у часі асиметричний характер, що дозволяє на поверхні обробки створити початкову вирву для стікання струменя, тим самим передуючи виникненню відхилення форми отвору та прояву явища розшарування; виконання гвинтового паза на підтискному елементі дозволяє при русі соплової головки уздовж осі струменя та нерухомій заготовці створити обертовий рух, який разом із підтисненням дозволяє створити у місці дотику на заготовці тонкий шар чистого зсуву за рахунок наявної сили тертя від обертання підтискувала, а у нижче розташованих шарах - осьове стискування, напрям якого співпадає з напрямом струминного впливу. Таким чином, подане технічне рішення відповідає критерію «Суттєві відміни». Роботу пристрою для виконання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів пояснено фігурами. На фіг. 1 зображено пристрій для забезпечення надійності процесів струминної обробки функціонально орієнтованих матеріалів, на фіг. 2 - збільшено вузол приводу механічного відсікача потоку та підтиску вального елемента. На фіг. 3, 4 наведені результати моделювання переривання струменя за допомогою механічного переривача (час спрацювання задається швидкістю переміщення механічного переривача, в даному випадку t = 0,08 с). На фіг. 5 подано зразки отриманих отворів у стільниковій панелі СВА. Пристрій складається із соплової головки 1 (фіг. 1, 2), в якій змонтоване струминне сопло (або співвісно сполучені між собою струминне сопло, змішувальна камера та калібрувальна трубка) та на якій з можливістю переміщення уздовж осі змонтований підтискний елемент 2, що контактує з одного боку з пружиною 3, виконаною з можливістю регулювання сили підтискування за допомогою засобу регулювання 4 у вигляді, наприклад, переміщуваний по поверхні соплової головки стопор з ручною фіксацією, а з іншого - опирається на оброблювану поверхню 5. На підтискному елементі 2 виконаний гвинтовий паз 6, який обмежує рух підтискного елемента 2 та забезпечує повертання на певний кут при переміщенні соплової головки в момент контакту підтискного елемента 2 із оброблюваною поверхнею 5. Соплова головка 1 має слідкуючий гідророзподільник 7, чутливий елемент якої 8 спряжений із підтискним елементом 2 механічною ланкою 9. Додатково на сопловій головці встановлено жорсткий упор 10, який контактує з можливістю переміщення із гвинтовим пазом рухомого підтискного елемента 2. За зрізом сопла (або калібрувальної трубки) в підтискному елементі виконаний сегментний паз 11 глибиною, що перевищує суму радіуса корпусу підтискного елемента 2 та радіуса отвору струминного сопла (калібрувальної трубки), тобто (Rn + rc). В паз 11 з можливістю переміщення входить механічний відсікач періодичної дії 12, що являє собою диск із надміцного матеріалу з рядом отворів діаметром, що перевищує діаметр зрізу сопла, і сполучений із приводом руху 13, виконаним, наприклад, у вигляді двигуна із системою механічних передач. Перед сопловою головкою 1 змонтований відсікач потоку 14, сполучений із магістраллю підведення рідини 15 та соплом струминної головки відповідною системою каналів. Для переміщення струминної головки використовується змонтований на робочому органі гідрорізного верстата привод 16, керування роботою якого здійснює слідкуючий гідророзподільник 7. Пристрій працює так. У початковий момент часу струминна головка 2 знаходиться в крайньому верхньому положенні і не контактує із поверхнею оброблюваного матеріалу 5, 2 UA 80609 U 5 10 15 20 25 30 35 відсікач потоку 14 перекриває магістраль підведення рідини 15, і до струминної головки 1 рідина не надходить, механічний переривач 12 розташований так, що отвір перекриває напрям руху струменя рідини, підтискний елемент 2 під дією пружини 3 знаходиться в крайньому нижньому положенні, обмеженому гвинтовим пазом 6 з упором 10, чутливий елемент 8 гідро розподільника 7 через механічну ланку зміщений у таке крайнє положення, яке забезпечує рух приводу 19 вниз з максимальною швидкістю. Після вмикання живлення привод 16 починає переміщувати соплову головку 1 до оброблюваної поверхні 5 до тих пір, поки підтискний елемент 2 не торкнеться поверхні 5. Далі, долаючи силу опору пружини 3, відрегульовану засобом 4, струминна головка 1 продовжує рух вниз, одночасно знижуючи швидкість руху та виконуючи провертанням за рахунок контакту гвинтового пазу 6 із жорстким упором 10, що, разом із підтисненням, дозволяє створити у місці дотику на заготовці тонкий шар чистого зсуву за рахунок наявної сили тертя від обертання підтискувала, а у нижче розташованих шарах - осьове стискування, напрям якого співпадає з напрямом струминного впливу. Рух соплової головки 1 з нерухомим підтискним елементом 2 продовжується до тих пір, поки механічна ланка 9, сполучена із нерухомим підтискним елементом 2, не перемістить чутливий елемент гідророзподільника 7 до настання рівноважного стану, тобто стану, коли рух струминної головки 1 припиниться. Після цього спрацьовує відсікач потоку 14, і починає рух механічний переривач 12, сполучений із приводом 13. Рідина високого тиску прямує до сопла та звідти - до механічного переривача 12, який, за час провороту, експонує оброблювану поверхню 5, викривляючи потік і створюючи умови для несиметричного навантаження, внаслідок чого на поверхні 5 виникає зона ерозії 17 (фіг. 3, 4 де представлені результати моделювання зміни напрямку руху рідини та переривача в середовищі SolidWorks в початковий момент часу, фіг. 3 та при перекриванні отвору, фіг. 4), яка переміщується при русі отвору переривача потоку 12 і дозволяє струменю рідини вільно стікати після виконання роботи руйнування. При цьому на поверхні 5 формуватиметься отвір діаметром і формою, що відповідає діаметру і формі сопла струминної головки 1 (фіг. 1, 2). В результаті того, що експонування поверхні відбувається протягом певного часу, обумовленого швидкістю руху отвору в переривачі потоку 12, робота руйнування може бути забезпечена так, що отвір виникатиме тільки в одному елементі стільника, як показано на фіг. 5. Після того, як отвір, виконаний в механічному переривачі потоку 12 (фіг. 1, 2), вийде за зону витікання струменя із соплової головки 1, і, таким чином, перекриє потік, знову спрацьовує відсікач потоку 14, однак тепер надходження рідини високого тиску від магістралі 15 припиняється, і соплова головка починає рухатися догори у зворотній послідовності. По досягненні крайнього верхнього положення пристрій готовий для виконання наступного отвору. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Пристрій для виконання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів, що складається із закріпленої на рухомій частині верстата соплової головки із встановленим у ній соплом, оснащеним виконаним з можливістю переміщення уздовж осі струменя підтискним елементом, який контактує з одного боку з пружиною, що має налагоджувальний пристрій для забезпечення необхідної сили притискування, а з іншого опирається на оброблювану поверхню, причому рух підтискного елемента обмежується виконаним на останньому пазом, а сама соплова головка має слідкуючу гідросистему, чутливий елемент якої спряжений із підтискним елементом, який відрізняється тим, що встановлений на сопловій головці жорсткий упор контактує із гвинтовим пазом рухомого підтискного елемента, а в останньому виконаний сегментний паз глибиною, що перевищує суму радіуса корпусу підтискного елемента та радіуса отвору струминного сопла (калібрувальної трубки), в який, з можливістю переміщення, входить механічний відсікач періодичної дії із приводом руху, причому зазначений паз розташований за зрізом сопла, а відсікач здійснює переміщення у площині, перпендикулярній осі сопла паралельно стінкам паза, так, що його рух узгоджується із роботою відсікача потоку високого тиску, встановленого на магістралі підведення рідини до соплової головки. 3 UA 80609 U 4 UA 80609 U 5 UA 80609 U 6 UA 80609 U 7 UA 80609 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for making holes of small diameter in honeycomb panels of nonmetallic composite materials
Автори англійськоюSalenko Oleksandr Fedorovych, Dudiuk Vitalii Oleksandrovych, Mana Oleksandr Mykolaiovych, Kovalenko Serhii Viktorovych
Назва патенту російськоюУстройство для выполнения отверстий малого диаметра в сотовых панелях из неметаллических композиционных материалов
Автори російськоюСаленко Александр Федорович, Дудюк Виталий Александрович, Мана Александр Николаевич, Коваленко Сергей Викторович
МПК / Мітки
МПК: F16C 32/06, B24B 41/00
Мітки: стільникових, пристрій, матеріалів, малого, діаметра, панелях, виконання, отворів, композиційних, неметалевих
Код посилання
<a href="https://ua.patents.su/10-80609-pristrijj-dlya-vikonannya-otvoriv-malogo-diametra-v-stilnikovikh-panelyakh-iz-nemetalevikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виконання отворів малого діаметра в стільникових панелях із неметалевих композиційних матеріалів</a>
Агрегатна силова головка для глибокого свердління отворів малого діаметра
Номер патенту: 12743
Опубліковано: 15.02.2006
Автори: Кондратюк Олег Леонідович, Корж Олег Володимирович
МПК: B23B 47/00
Мітки: агрегатна, малого, силова, отворів, глибокого, головка, свердління, діаметра
Формула / Реферат:
Агрегатна силова головка для глибокого свердління отворів малого діаметра, що містить шпиндель, приводи його обертання і подачі, систему автоматичного керування силовими параметрами, що включає датчик виміру крутного моменту, регулятор подачі й обмежник подачі шпинделя, яка відрізняється тим, що привід подачі виконаний у вигляді електромагніта з демпферним пристроєм, а система автоматичного керування силовими параметрами додатково містить...
Пристрій для виконання біполярної електрокоагуляції кровоносних судин малого та середнього діаметра
Номер патенту: 66294
Опубліковано: 15.04.2004
Автори: Косован Віктор Миколайович, Парфентьєв Роман Сергійович, Грубнік Володимир Володимирович, Баязітов Микола Рашитович
МПК: A61N 1/28
Мітки: кровоносних, судин, діаметра, електрокоагуляції, виконання, малого, середнього, пристрій, біполярної
Формула / Реферат:
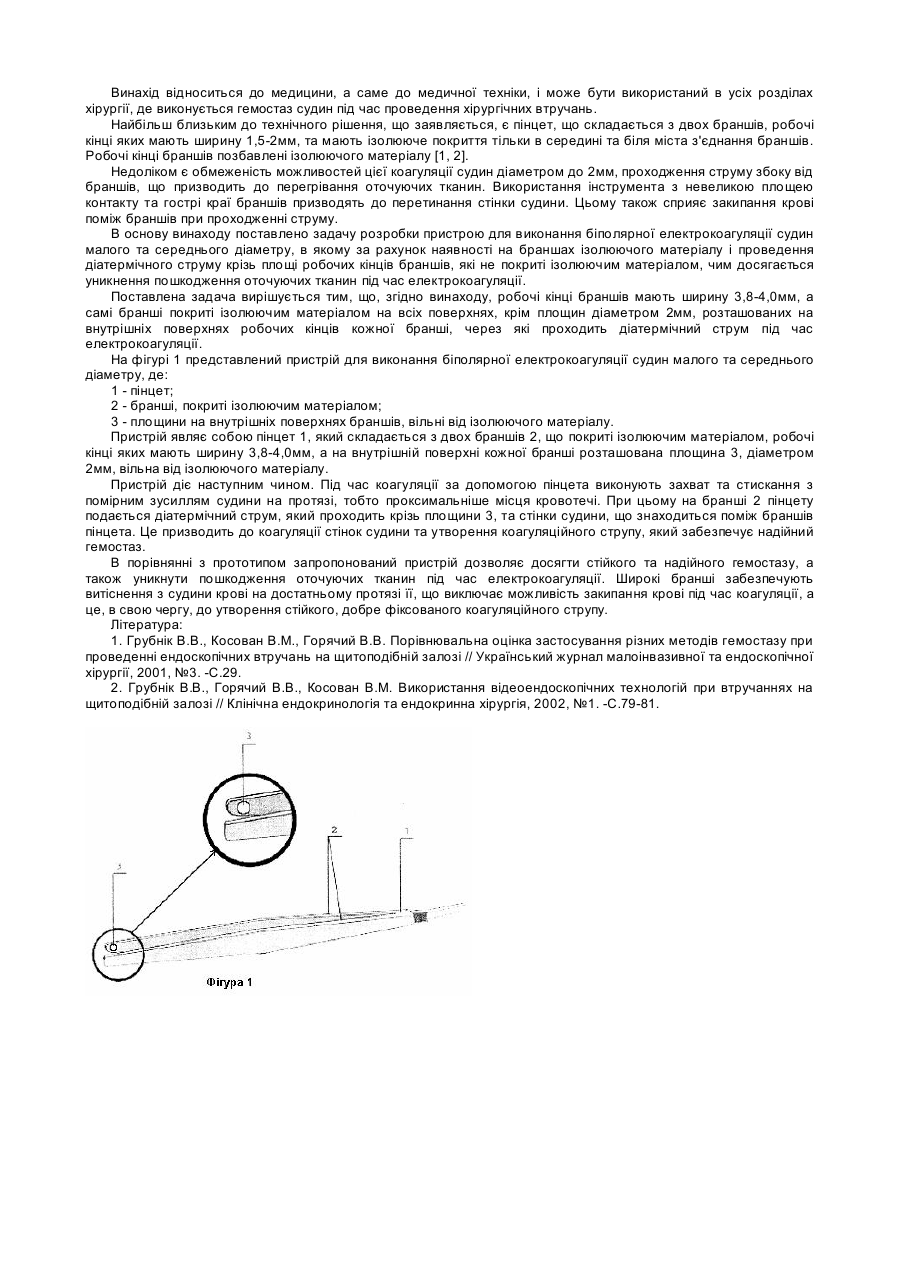
Пристрій для виконання біполярної електрокоагуляції кровоносних судин малого та середнього діаметра, який являє собою пінцет, що складається з двох бранш, який відрізняється тим, що робочі кінці бранш мають ширину 3,8-4,0 мм, а самі бранші покриті ізолюючим матеріалом на всіх поверхнях, крім площин діаметром 2 мм, розташованих на внутрішніх поверхнях робочих кінців кожної бранші, при цьому крізь площини проходить діатермічний струм під час...
Спосіб гідроструминного різання неметалевих матеріалів та пристрій для його реалізації
Номер патенту: 62103
Опубліковано: 15.12.2003
Автори: Саленко Олександр Федорович, Ляшенко Борис Артемович
МПК: B24B 41/00, F16C 32/06
Мітки: матеріалів, різання, гідроструминного, реалізації, спосіб, пристрій, неметалевих
Формула / Реферат:
1. Спосіб гідроструминного різання неметалевих матеріалів шляхом впливу струменем рідини високого тиску, який відрізняється тим, що на поверхні натікання струменя створюють таке силове навантаження в межах пружності оброблюваного матеріалу, яке здатне викликати появу тонкого шару чистих зсувних напружень, у той час, коли інша частина матеріалу, яка знаходитиметься на осі дії струменя, буде попередньо стиснута.2. Пристрій для реалізації...
Пристрій для краніометричного виконання фрезових отворів склепіння черепа
Номер патенту: 74160
Опубліковано: 25.10.2012
Автори: Богуславський Юрій Володимирович, Черно Валерій Степанович, Вовк Юрій Миколайович, Вовк Олег Юрійович
МПК: A61B 5/00
Мітки: фрезових, склепіння, черепа, отворів, пристрій, виконання, краніометричного
Формула / Реферат:
1. Пристрій для краніометричного виконання фрезових отворів склепіння черепа, що містить вимірювальний обруч та лінійки, гвинтовий фіксатор, який відрізняється тим, що на овалоподібному гнучкому обручі є градусна шкала, по середині якого розміщена поздовжня лінійка з бічними шкалами та центральним пазом для рухомої лінійки.2. Пристрій для краніометричного виконання фрезових отворів склепіння черепа за п. 1, який відрізняється тим, що...
Пристрій для очищення внутрішньої поверхні трубопроводів малого діаметра
Номер патенту: 58710
Опубліковано: 26.04.2011
Автори: Гордієнко Олександр Михайлович, Вечерік Роман Леонідович, Гуменюк Андрій Ігорович, Химко Ольга Мирославівна, Петришак Галина Василівна, Клюк Богдан Олексійович, Рудко Володимир Васильович, Микитин Володимир Михайлович
МПК: B08B 9/04
Мітки: поверхні, трубопроводів, малого, очищення, внутрішньої, пристрій, діаметра
Формула / Реферат:
Пристрій для очищення внутрішньої поверхні трубопроводів малого діаметра, що містить гумовий корпус з нарізаними на зовнішній поверхні прямокутними гвинтовими каналами та встановленими чотирма металевими щітками, який відрізняється тим, що в центральній частині гумового корпусу встановлений гідравлічний вібратор.
Попередній патент: Комплексний тренажер для спільної підготовки осіб групи керівництва польотами, офіцерів бойового управління та пілотів літальних апаратів
Наступний патент: Спосіб обробки нервових стовбурів при ампутації кінцівки
Випадковий патент: Спосіб утилізації ракетного палива - 1,1,- диметилгідразину