Спосіб стабілізації і керування тепловим профілем валків стана ливарно-прокатного модуля
Номер патенту: 44719
Опубліковано: 15.03.2002
Автори: Кожевніков Георгій Васильович, Райгородецький Леонід Якович, Белобров Юрій Миколайович, Деркач Дмитро Олександрович, Самохвалов Микола Іванович, Полєщук Валентин Михайлович, Стеч Володимир Станіславович, Ботштейн Володимир Абрамович
Формула / Реферат
Способ стабилизации и управления тепловым профилем валков стана литейно-прокатного модуля, включающий управление тепловым профилем бочки валков путем подачи к требуемой зоне по длине бочки горячей или холодной воды, отличающийся тем, что подогрев рабочих валков осуществляют путем подачи горячей воды с температурой 50-90° С в период пауз между прокаткой полос , а интенсивность подогрева увеличивают в пределах зоны подогрева путем соответствующего увеличения плотности орошения от края к середине бочки валка в пределах 2-8 м3/м2 ч, при этом ширину зоны устанавливают равной ширине сляба, который будет прокатываться после паузы.
Текст
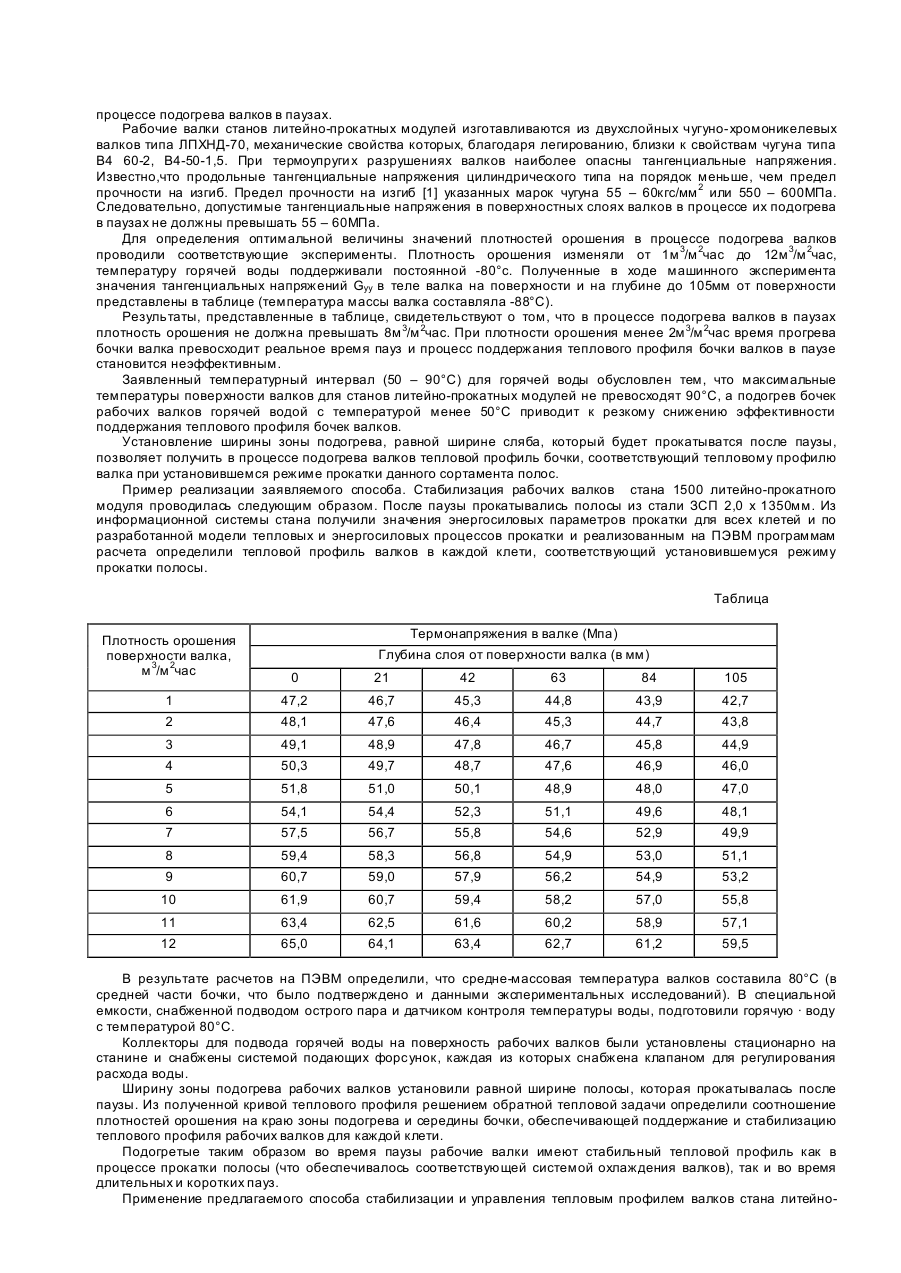
Изобретение относится к технологии горячей прокатки на стане литейно-прокатного модуля, а именно: к стабилизации и управлению тепловым профилем валков в период пауз между прокаткой полос. Основной проблемой в те хнологии стабилизации и управления тепловым профилем валков стана литейнопрокатного модуля является изменение теплового профиля бочки валков во время паузы между прокаткой полос, которая достигает 7 минут, а также в более длительных паузах (60 минут), соответствующи х времени замены кристаллизатора. Для получения полос высокого качества и устойчивости процесса прокатки необходимо поддерживать тепловой профиль валков как во время прокатки полосы, так и в период пауз. Для стабилизации теплового профиля валков во время прокатки полосы применяют те или иные технические решения. В соответствии с одним из них (авт. Св. СССР №1754251 М кл. В21В 37/06 от 15.08.1992 г.) количество охладителя, подаваемого на валки при прокатке концевых участков на заправочной скорости, уменьшают в 16 – 20 раз по сравнению с количеством охладителя, подаваемого при прокатке на максимальной скорости. Недостатком этого решения является то, что оно направлено на стабилизацию теплового профиля валков в цикле машинного времени прокатки полосы и не обеспечивает такую стабилизацию в период пауз между прокаткой полос. Кроме того, данное техническое решение не учитывает изменение теплового профиля бочки рабочих валков в период пауз. Наиболее близким к заявляемому по технической сущности является другое известное решение (заявка 0371177 ЕПВ МКМ5 В21В 27/08, В21В 37/0 опубл. 06.06.90 г.), где предложены валки, профилем бочки которых можно управлять с помощью подачи внутрь валка холодной или горячей воды. Вода подается в требуемую зону по длине бочки. Путем подачи холодной или горячей воды к соответствующим теплообменным группам канавок – хонам через одно из осевых сверлений в сердечнике с выводом воды из валка по другому сверлению, можно регулировать профиль бочки. Это решение является технически сложным и труднореализуемым. Существуе т реальная опасность засорения внутренних канавок в теле валка за счет примесей и других отложений, что приведет к резкому снижению эффективности использования данного технического решения или к полной невозможности его использования. Кроме того, известное техническое решение не позволяет изменять интенсивность подогрева бочки валка по ширине зоны нагрева, что уменьшает технологические возможности использования известного решения. В основу изобретения положена задача создания такого способа стабилизации и управления тепловым профилем валков стана литейно-прокатного модуля, в котором тепловой профиль валков поддерживается неизменным за счет соответствующего режима подогрева валков при отсутствии металла в валках как в период пауз между прокаткой полос, так и в более длительных паузах, которые имеют место при смене кристаллизатора. Кроме того, способ должен обеспечивать возможность гибкого изменения величины и формы тепловой выпуклости бочки рабочих валков. Решение поставленной задачи позволит улучшить планшетность и разнотолщинность прокатываемых полос и повысить устойчивость процесса прокатки. Поставленная задача решена тем, что предложен способ стабилизации и управления тепловым профилем валков стана литейно-прокатного модуля, включающий управление тепловым профилем бочки валков путем подачи к требуемой зоне по длине бочки горячей или холодной воды, в котором согласно изобретению подогрев рабочих валков осуществляют путем подачи горячей воды с температурой 50 – 90°С на наружную поверхность бочки в период пауз между прокаткой полос, а интенсивность подогрева путем соответствующего увеличения плотности орошения от края зоны к середине бочки валка в пределах 2 – 8м 3/м 2час, при этом ширину зоны устанавливают равной ширине сляба, который будет прокатываться после паузы. Такой способ стабилизации и управления тепловым профилем валков позволяет поддерживать необходимый для нормального ведения процесса прокатки тепловой профиль рабочих валков в период коротких и длительных пауз для всего сортамента прокатываемых полос. Положенная в основу изобретения задача стабилизации и управления тепловым профилем валков при отсутствии металла в валках решена следующим образом. Для стана литейно-прокатного модуля время паузы между прокаткой полос составляет 4 – 7 минут. Обычно при таких паузах отключают подачу охладителя на поверхность рабочих валков, однако тепловой профиль валка изменяется ввиду охлаждения валка на воздухе. Для поддержания профиля бочки в период паузы неизменным на участок поверхности бочки, соответствующий ширине прокатываемой полосы, подают горячую воду с температурой 50 – 90°С, с увеличением плотности орошения от края зоны к середине бочки валка в пределах 2 – 8м 3/м 2час. Такой способ стабилизации и управления тепловым профилем валков стана литейно-прокатного модуля позволит повысить качество проката по геометрическим характеристикам, стойкость валков и повысить устойчивость процесса прокатки. Для того, чтобы оценить уровень колебания теплового профиля пары рабочих валков во время пауз и соответственно определить необходимое для его устранения воздействие на бочку валка – подачу горячей воды с определенными энергетическими параметрами на определенный участок по длине бочки – была поставлена и решена задача термоупругости для ступенчатого цилиндра, каковым является рабочий валок. На ПЭВМ реализована программа расчета температуры поверхности валка и терморасширения бочки, позволяющая смоделировать условия, в которых на ходится валок во время прокатки полосы и во время паузы. Кроме того, на станах 1680 горячей прокатки меткомбината "Запорожсталь", станах 2000 НЛМК и ЧерМК, 2500 ММК были проведены экспериментальные исследования с целью выявления особенностей теплового состояния рабочих валков чистовой группы клетей. Результаты обработки экспериментальных данных позволили сделать выводы о величине и форме тепловой выпуклости бочек рабочих валков и об их связи с параметрами прокатки и геометрическими размерами прокатываемых полос. Таким образом, получив экспериментальные данные о величинах тепловой выпуклости бочек рабочих валков, можно было проводить машинные эксперименты на ПЭВМ с целью отработки оптимальных параметров нагрева бочек валков во время пауз. По комплексу программ были определены температурные распределения в теле валка и соответствующие ему термонапряжения при различных плотностях орошения поверхностей валков и температурах горячей воды в процессе подогрева валков в паузах. Рабочие валки станов литейно-прокатных модулей изготавливаются из двухслойных чугуно-хромоникелевых валков типа ЛПХНД-70, механические свойства которых, благодаря легированию, близки к свойствам чугуна типа В4 60-2, В4-50-1,5. При термоупруги х разрушениях валков наиболее опасны тангенциальные напряжения. Известно,что продольные тангенциальные напряжения цилиндрического типа на порядок меньше, чем предел прочности на изгиб. Предел прочности на изгиб [1] указанных марок чугуна 55 – 60кгс/мм 2 или 550 – 600МПа. Следовательно, допустимые тангенциальные напряжения в поверхностных слоях валков в процессе их подогрева в паузах не должны превышать 55 – 60МПа. Для определения оптимальной величины значений плотностей орошения в процессе подогрева валков проводили соответствующие эксперименты. Плотность орошения изменяли от 1м 3/м 2час до 12м 3/м 2час, температуру горячей воды поддерживали постоянной -80°с. Полученные в ходе машинного эксперимента значения тангенциальных напряжений Gуу в теле валка на поверхности и на глубине до 105мм от поверхности представлены в таблице (температура массы валка составляла -88°С). Результаты, представленные в таблице, свидетельствуют о том, что в процессе подогрева валков в паузах плотность орошения не должна превышать 8м 3/м 2час. При плотности орошения менее 2м 3/м 2час время прогрева бочки валка превосходит реальное время пауз и процесс поддержания теплового профиля бочки валков в паузе становится неэффективным. Заявленный температурный интервал (50 – 90°С) для горячей воды обусловлен тем, что максимальные температуры поверхности валков для станов литейно-прокатных модулей не превосходят 90°С, а подогрев бочек рабочих валков горячей водой с температурой менее 50°С приводит к резкому снижению эффективности поддержания теплового профиля бочек валков. Установление ширины зоны подогрева, равной ширине сляба, который будет прокатыватся после паузы, позволяет получить в процессе подогрева валков тепловой профиль бочки, соответствующий тепловому профилю валка при установившемся режиме прокатки данного сортамента полос. Пример реализации заявляемого способа. Стабилизация рабочих валков стана 1500 литейно-прокатного модуля проводилась следующим образом. После паузы прокатывались полосы из стали ЗСП 2,0 х 1350мм. Из информационной системы стана получили значения энергосиловых параметров прокатки для всех клетей и по разработанной модели тепловых и энергосиловых процессов прокатки и реализованным на ПЭВМ программам расчета определили тепловой профиль валков в каждой клети, соответствующий установившемуся режиму прокатки полосы. Таблица Термонапряжения в валке (Мпа) Плотность орошения поверхности валка, м 3/м 2час 0 21 42 63 84 105 1 47,2 46,7 45,3 44,8 43,9 42,7 2 48,1 47,6 46,4 45,3 44,7 43,8 3 49,1 48,9 47,8 46,7 45,8 44,9 4 50,3 49,7 48,7 47,6 46,9 46,0 5 51,8 51,0 50,1 48,9 48,0 47,0 6 54,1 54,4 52,3 51,1 49,6 48,1 7 57,5 56,7 55,8 54,6 52,9 49,9 8 59,4 58,3 56,8 54,9 53,0 51,1 9 60,7 59,0 57,9 56,2 54,9 53,2 10 61,9 60,7 59,4 58,2 57,0 55,8 11 63,4 62,5 61,6 60,2 58,9 57,1 12 65,0 64,1 63,4 62,7 61,2 59,5 Глубина слоя от поверхности валка (в мм) В результате расчетов на ПЭВМ определили, что средне-массовая температура валков составила 80°С (в средней части бочки, что было подтверждено и данными экспериментальных исследований). В специальной емкости, снабженной подводом острого пара и датчиком контроля температуры воды, подготовили горячую · воду с температурой 80°С. Коллекторы для подвода горячей воды на поверхность рабочих валков были установлены стационарно на станине и снабжены системой подающих форсунок, каждая из которых снабжена клапаном для регулирования расхода воды. Ширину зоны подогрева рабочих валков установили равной ширине полосы, которая прокатывалась после паузы. Из полученной кривой теплового профиля решением обратной тепловой задачи определили соотношение плотностей орошения на краю зоны подогрева и середины бочки, обеспечивающей поддержание и стабилизацию теплового профиля рабочих валков для каждой клети. Подогретые таким образом во время паузы рабочие валки имеют стабильный тепловой профиль как в процессе прокатки полосы (что обеспечивалось соответствующей системой охлаждения валков), так и во время длительных и коротких пауз. Применение предлагаемого способа стабилизации и управления тепловым профилем валков стана литейно прокатного модуля позволяет: – повысить качество листового проката за счет стабилизации профиля образующей бочки валка во время эксплуатации; – повысить стойкость валков за счет снижения уровня градиента температур и термонапряжений в валках; – повысить устойчивость процесса прокатки. 1. Справочник конструктора-машиностроителя М. "Машиностроение", 1973. Справочник конструктора М. Машгиз. 1963.
ДивитисяДодаткова інформація
Автори англійськоюBotshtein Volodymyr Abramovych, Poleschuk Valentyn Mykhailovych, Polieschuk Valentyn Mykhailovych, Belobrov Yurii Mykolaiovych, Samokhvalov Mykola Ivanovych, Derkach Dmytro Oleksandrovych, Raihorodetskyi Leonid Yakovych, Stech Volodymyr Stanislavovych, Kozhevnikov Heorhii Vasyliovych
Автори російськоюБотштейн Владимир Абрамович, Полещук Валентин Михайлович, Белобров Юрий Николаевич, Самохвалов Николай Иванович, Деркач Дмитрий Александрович, Райгородецкий Леонид Яковлевич, Стеч Владимир Станиславович, Кожевников Георгий Васильевич
МПК / Мітки
МПК: B21B 37/28, B21B 27/06
Мітки: керування, тепловим, модуля, стана, валків, стабілізації, профілем, спосіб, ливарно-прокатного
Код посилання
<a href="https://ua.patents.su/3-44719-sposib-stabilizaci-i-keruvannya-teplovim-profilem-valkiv-stana-livarno-prokatnogo-modulya.html" target="_blank" rel="follow" title="База патентів України">Спосіб стабілізації і керування тепловим профілем валків стана ливарно-прокатного модуля</a>
Вузол робочих валків прокатного стана
Номер патенту: 23379
Опубліковано: 31.08.1998
Автори: Сатонін Олександр Володимирович, Доброносов Юрій Костянтинович, Федорінов Володимир Анатолійович, Потапкін Віктор Федорович, Морозов Ігор Олександрович
МПК: B21B 27/00
Мітки: робочих, вузол, стана, прокатного, валків
Формула / Реферат:
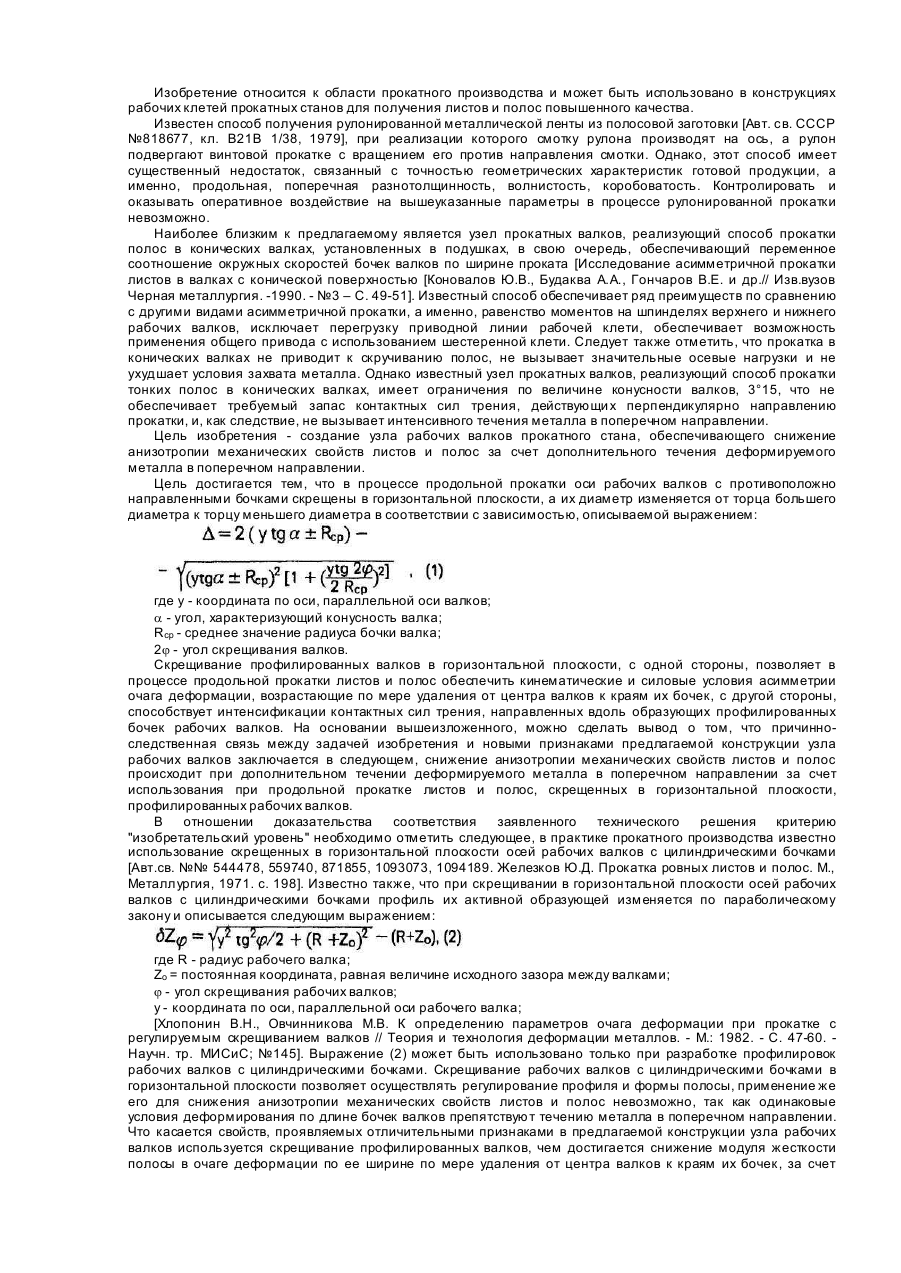
Узел рабочих валков прокатного стана, содержащий установленный в подушках посредством подшипников верхний и нижний рабочие валки с противоположно направленными бочками, диаметр которых изменяется от торца большего диаметра к торцу меньшего диаметра, отличающийся тем, что оси валков скрещены в горизонтальной плоскости, а профиль каждой бочки валков выполнен в соответствии с выражением:где a - угол наклона прямой, лежащей в...
Спосіб відновлення робочої поверхні валків прокатного стана
Номер патенту: 27378
Опубліковано: 15.09.2000
Автори: Карлов Ігор Анатольєвич, Рева Юрій Миколайович, Цимбал Володимир Данилович, Онушкевич Генадій Федорович, Григоренко Микола Дмитрович, Кулагін Григорій Федорович, Кокін Володимир Михайлович, Малий Юрій Георгійович
МПК: B21B 13/00, B21B 28/00
Мітки: стана, прокатного, робочої, поверхні, валків, відновлення, спосіб
Текст:
...известного способа восстановления рабочей поверхности валков признаками являются: - верхний валок при наличии нижнего давле• ния (или нижний валок при наличии верхнего давления) растачивают на величину естественного износа и в очередную завалку в клеть ставят вниз (вверх); - нижний валок при наличии нижнего давления (или верхний валок при наличии верхнего давления) растачивают на величину, являющуюся суммой съема металла по диаметру верхнего...
Спосіб експлуатації прокатного стана для виробництва прокату
Номер патенту: 26059
Опубліковано: 30.04.1999
Автори: Хорс Гертнєр, Фрідріх Холльманн, Гєрд Байземанн, Хуго Фєльдманн
Мітки: експлуатації, прокату, стана, прокатного, спосіб, виробництва
Формула / Реферат:
1. Способ эксплуатации прокатного стана для производства проката, в частности, катаной ленты, в котором рабочие валки с криволинейным контуром, в том числе, сужающимся к одному концу бочки и расширяющимся к другому ее концу, установлены с опорой на ответные поверхности опорных и/или промежуточных и опорных валков с возможностью относительного осевого перемещения всех валков в противоположных направлениях, отличающийся тем, что сужающийся...
Спосіб визначення пружних деформацій валків
Номер патенту: 14117
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 38/00
Мітки: спосіб, деформацій, валків, пружних, визначення
Формула / Реферат:
Способ определения упругих деформаций валков, включающий прокатку контрольной полосы и определение величин упругих деформаций валков, отличающийся тем, что, с целью повышения точности определения в качестве контрольной полосы используют стальную полосу с вставками, расположенными по контуру в полосе, а величину прогиба валка определяют по разности толщины вставки, расположенной на оси прокатки, и остальных вставок, а упругое сплющивание...
Комплект валків прокатної кліті листового стану
Номер патенту: 12070
Опубліковано: 25.12.1996
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Тилик Василь Трохимович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Пилипенко Сергій Степанович, Трофімов Віталій Олександрович
МПК: B21B 27/00
Мітки: кліті, комплект, прокатної, стану, листового, валків
Формула / Реферат:
Комплект валков прокатной клети листового стана, содержащий опорные и рабочие валки, бочки которых выполнены с чередующимися разновысокими и разнонаправленными участками микрошероховатости, образованной линиями выступов и впадин, отличающийся тем, что, с целью снижения энергосиловых параметров прокатки путем улучшения условий захвата смазки при сохранении центрирования полосы, на более низких участках микрошероховатости линии выступов и...
Наступний патент: Композиція для відбілювання природних зубів
Випадковий патент: Затяжне печиво дієтично-функціонального призначення