Робоча кліть прокатного стана
Номер патенту: 60115
Опубліковано: 15.09.2003
Автори: Сатонін Антон Олександрович, Сатонін Олександр Володимирович, Морозов Ігор Олександрович, Федорінов Володимир Анатолійович, Кокотько Михайло Євгенович
Формула / Реферат
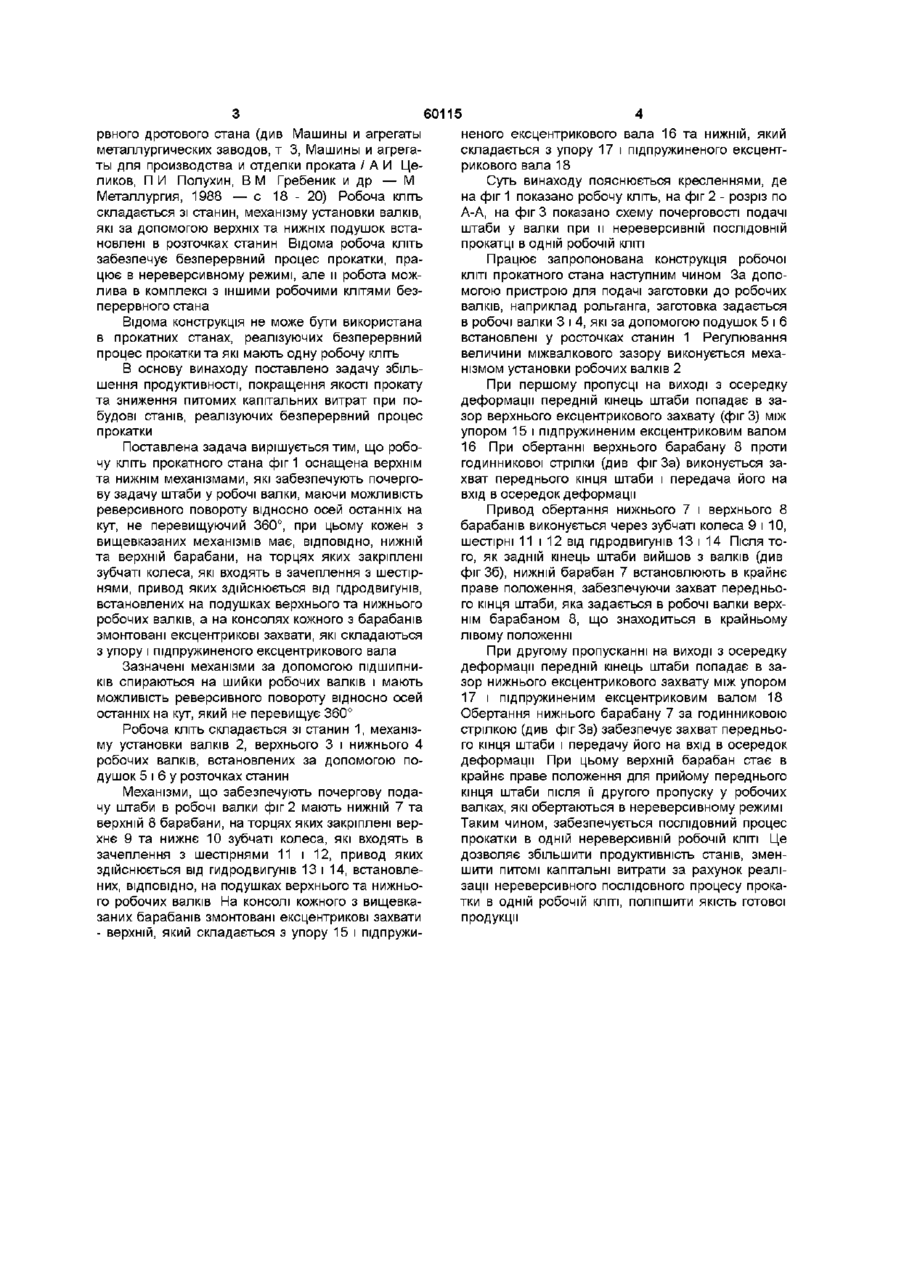
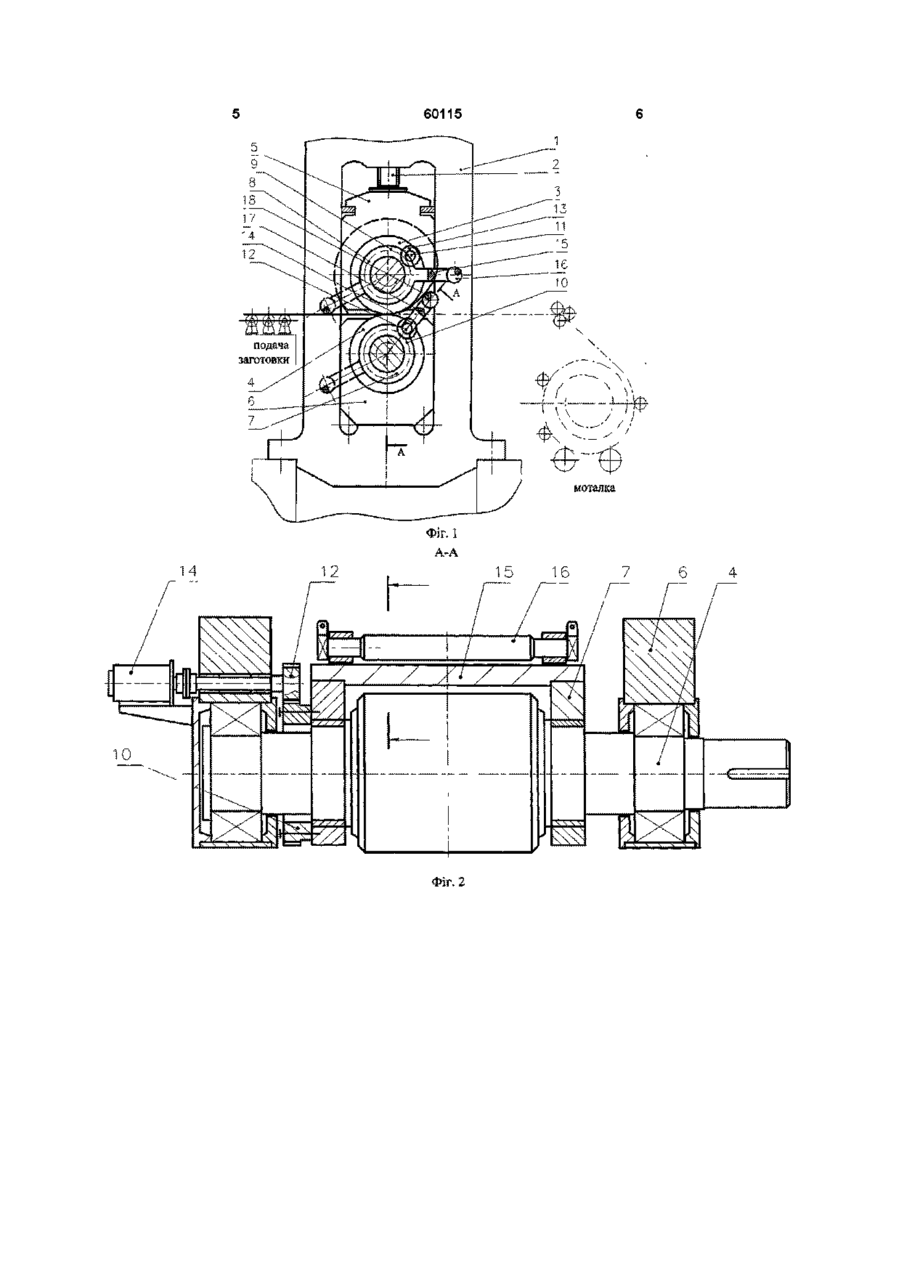
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має, відповідно, нижній та верхній барабани, на торцях яких закріплені зубчаті колеса, які входять в зачеплення з шестірнями, привід яких здійснюється від гідродвигунів, встановлених на подушках верхнього та нижнього робочих валків, а на консолях кожного з барабанів змонтовані ексцентрикові захвати, які складаються з упору і підпружиненого ексцентрикового вала.
Текст
Робоча кліть прокатного стана, яка включає станини, механізм установки валків, верхній та нижній робочі валки, які за допомогою подушок установлені в розточках станин, який відрізняється тим, що робоча кліть оснащена верхнім та нижнім механізмами, які забезпечують почергову подачу штаби у робочі валки, маючи можливість реверсивного повороту відносно осей останніх на кут, не перевищуючий 360°, при цьому кожен з вищевказаних механізмів має, ВІДПОВІДНО, НИЖНІЙ та верхній барабани, на торцях яких закріплені зубчаті колеса, які входять в зачеплення з шестірнями, привід яких здійснюється від пдродвигунів, встановлених на подушках верхнього та нижнього робочих валків, а на консолях кожного з барабанів змонтовані ексцентрикові захвати, які складаються з упору і під пружиненого ексцентрикового вала Винахід відноситься до галузі техніки, а саме до прокатного виробництва і може бути використаний при прокатці штаб, а також сортового профілю з почерговим зміщенням розкату від калібру до калібру Відомо пристрій для зворотної передачі тонких листів при прокатці у клітях "дуо", відрізняючою особливістю якого є можливість передачі листів, що прокатують, на другу сторону робочої КЛІТІ через нижній валок з використанням обертання робочих валків (див А с 92375 (СРСР) Пристрій для зворотньої передачі тонких листів при прокатці у клітях "дуо" / В А Карпека Заявлено 11 09 1950 р За № 434414 у Держтехніку СРСР) Пристрій складається з переднього та заднього коливальних столів, двох натискних тягнучих роликів з пружинними пристроями під робочими валками 3 метою передачі тонкого листу через нижній валок застосовано опускання заднього столу під дією ваги прокатаного листа, а для забезпечення підйому переднього столу, застосовано сегмент з механізмом управління При цьому для приводу роликів переднього столу застосовано нижній ролик, який змінює напрямок обертання при стисканні з верхнім чи нижнім робочими валками У відомому технічному рішенні завбачена можливість прокатки листів у декілька пропусків при нереверсивному режимі прокатки в КЛІТІ "дуо" До недоліків вищевказаного пристрою слід віднести періодичність процесу прокатки, неможливість прокатки штаб, довжина яких значно більша довжини листів Відомо спосіб передачі листів, що прокатують, у холодному стані через верхній валок на передню сторону робочої КЛІТІ нереверсивного стану "дуо" (див а с 147993 (СРСР) / А А Грайзман, Б В Батуєв, Л Г Рихляков Опубл 1962р, Бюл № 12) У відомому способі для передачі листів, що прокатують, у холодному стані через верхній валок на передню сторону робочої КЛІТІ нереверсивного стану "дуо" застосовано електромагнітний барабан, який захоплює лист за задній кінець і утримує його у притягнутому стані до тих пір, доки лист не з'явиться на передній стороні КЛІТІ ПО верхній стороні ролика через верхній валок стану Використання відомого способу дозволяє механізувати процес прокатки стосовно нереверсивних станів "дуо", з урахуванням того, що прокатка здійснюється у декілька пропусків Недоліками вище вказаного способу є наступні неможливість забезпечення безперервного процесу прокатки, неможливість прокатки штаб і профілів, довжина яких значно перевищує довжину листів Відоме і найбільш близьке по технічній суті рішення задачі нереверсивна робоча кліть безпере ю о (О 60115 рвного дротового стана (див Машины и агрегаты неного ексцентрикового вала 16 та нижній, який металлургических заводов, т 3, Машины и агрегаскладається з упору 17 і підпружиненого ексцентты для производства и отделки проката / А И Церикового вала 18 ликов, П И Полухин, В М Гребеник и др — М Суть винаходу пояснюється кресленнями, де Металлургия, 1988 — с 1 8 - 2 0 ) Робоча кліть на фіг 1 показано робочу кліть, на фіг 2 - розріз по складається зі станин, механізму установки валків, А-А, на фіг 3 показано схему почерговості подачі які за допомогою верхніх та нижніх подушок всташтаби у валки при и нереверсивній ПОСЛІДОВНІЙ новлені в розточках станин Відома робоча кліть прокатці в одній робочій КЛІТІ забезпечує безперервний процес прокатки, праПрацює запропонована конструкція робочої цює в нереверсивному режимі, але и робота можКЛІТІ прокатного стана наступним чином За дополива в комплексі з іншими робочими клітями безмогою пристрою для подачі заготовки до робочих перервного стана валків, наприклад рольганга, заготовка задається в робочі валки 3 і 4, які за допомогою подушок 5 і 6 Відома конструкція не може бути використана встановлені у росточках станин 1 Регулювання в прокатних станах, реалізуючих безперервний величини міжвалкового зазору виконується мехапроцес прокатки та які мають одну робочу кліть нізмом установки робочих валків 2 В основу винаходу поставлено задачу збільшення продуктивності, покращення якості прокату При першому пропусці на виході з осередку та зниження питомих капітальних витрат при подеформації передній кінець штаби попадає в забудові станів, реалізуючих безперервний процес зор верхнього ексцентрикового захвату (фіг 3) між прокатки упором 15 і підпружиненим ексцентриковим валом Поставлена задача вирішується тим, що робо16 При обертанні верхнього барабану 8 проти чу кліть прокатного стана фіг 1 оснащена верхнім годинникової стрілки (див фіг За) виконується зата нижнім механізмами, які забезпечують почергохват переднього кінця штаби і передача його на ву задачу штаби у робочі валки, маючи можливість вхід в осередок деформації реверсивного повороту відносно осей останніх на Привод обертання нижнього 7 і верхнього 8 кут, не перевищуючий 360°, при цьому кожен з барабанів виконується через зубчаті колеса 9 і 10, вищевказаних механізмів має, ВІДПОВІДНО, НИЖНІЙ шестірні 11 і 12 від пдродвигунів 13 і 14 Після тота верхній барабани, на торцях яких закріплені го, як задній кінець штаби вийшов з валків (див зубчаті колеса, які входять в зачеплення з шестірфіг 36), нижній барабан 7 встановлюють в крайнє нями, привод яких здійснюється від пдродвигунів, праве положення, забезпечуючи захват передньовстановлених на подушках верхнього та нижнього го кінця штаби, яка задається в робочі валки верхробочих валків, а на консолях кожного з барабанів нім барабаном 8, що знаходиться в крайньому змонтовані ексцентрикові захвати, які складаються лівому положенні з упору і підпружиненого ексцентрикового вала При другому пропусканні на виході з осередку деформації передній кінець штаби попадає в заЗазначені механізми за допомогою ПІДШИПНИзор нижнього ексцентрикового захвату між упором КІВ спираються на шийки робочих валків і мають можливість реверсивного повороту відносно осей 17 і підпружиненим ексцентриковим валом 18 останніх на кут, який не перевищує 360° Обертання нижнього барабану 7 за годинниковою стрілкою (див фіг Зв) забезпечує захват передньоРобоча кліть складається зі станин 1, механізго кінця штаби і передачу його на вхід в осередок му установки валків 2, верхнього 3 і нижнього 4 деформації При цьому верхній барабан стає в робочих валків, встановлених за допомогою покрайнє праве положення для прийому переднього душок 5 і 6 у розточках станин кінця штаби після її другого пропуску у робочих Механізми, що забезпечують почергову подавалках, які обертаються в нереверсивному режимі чу штаби в робочі валки фіг 2 мають нижній 7 та Таким чином, забезпечується послідовний процес верхній 8 барабани, на торцях яких закріплені верпрокатки в одній нереверсивній робочій КЛІТІ Це хнє 9 та нижнє 10 зубчаті колеса, які входять в дозволяє збільшити продуктивність станів, змензачеплення з шестірнями 11 і 12, привод яких шити питомі капітальні витрати за рахунок реаліздійснюється від гидродвигунів 13 і 14, встановлезації нереверсивного послідовного процесу проканих, ВІДПОВІДНО, на подушках верхнього та нижньотки в одній робочій КЛІТІ, поліпшити якість готової го робочих валків На консолі кожного з вищевкапродукції заних барабанів змонтовані ексцентрикові захвати - верхній, який складається з упору 15 і підпружи 60115 Фіг. 60115 ФІг З Комп'ютерна верстка А Крулевський Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюWorking stand of rolling mill
Автори англійськоюFedorinov Volodymyr Anatoliiovych, Satonin Oleksandr Volodymyrovych, Morozov Ihor Oleksandrovych
Назва патенту російськоюРабочая клеть прокатного стана
Автори російськоюФедоринов Владимир Анатольевич, Сатонин Александр Владимирович, Морозов Игорь Александрович
МПК / Мітки
МПК: B21B 13/00
Мітки: робоча, прокатного, кліть, стана
Код посилання
<a href="https://ua.patents.su/4-60115-robocha-klit-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Робоча кліть прокатного стана</a>
Робоча кліть двадцятивалкового стана
Номер патенту: 29888
Опубліковано: 15.11.2000
Автори: Шпак Віктор Іванович, Потапкін Віктор Федорович, Ткачьов Юрій Олександрович, Сатонін Олександр Володимирович, Федорінов Володимир Анатольович
МПК: B21B 13/00
Мітки: робоча, двадцятивалкового, кліть, стана
Текст:
...2 - верхній центральний кут; фіг. 3 - боковий клин; фіг. 4 - опорний валок; фіг. 5 – плита опорна. Робоча кліть (фіг. 1) багатовалкового стану, який має станини (поз. 1), механізм регулювання профілю штаби (поз. 2), механізм регулювання то вщини штаби (поз. 3), комплект валків, який має дві (верхню та нижню) валкові піраміди (поз. 4), механізм установки нижньої валкової піраміди у нулевій рівень прокатки, подібний по діям механізм...
Робоча кліть прокатного стану
Номер патенту: 14355
Опубліковано: 25.04.1997
Автори: Сатонін Олександр Володимирович, Доброносов Юрій Костянтинович, Потапкін Віктор Федорович, Пашков Віктор Григорович, Рубановський Віктор Володимирович
МПК: B21B 13/14
Мітки: робоча, стану, прокатного, кліть
Формула / Реферат:
Рабочая клеть прокатного стана, содержащая станины, соединенные поперечинами, валки с подушками, нажимной механизм, перемещающиеся опоры с приводом, отличающаяся тем, что, с целью регулирования жесткости клети и тем самым воздействия на физико-механические свойства полосы без нарушения ее профиля и снижения затрат на изготовление и эксплуатацию, перемещающиеся опоры выполнены в виде П-образных планок, установленных между подушками валков...
Формувальна кліть трубоелектрозварювального стана
Номер патенту: 54359
Опубліковано: 17.02.2003
Автори: Зайцев Володимир Олександрович, Мамчіц Євген Карлович
МПК: B21B 27/02, B21B 13/00
Мітки: кліть, стана, трубоелектрозварювального, формувальна
Формула / Реферат:
Формувальна кліть трубоелектрозварювального стана з валками, які мають відкритий калібр, що містить станину з розташованим у ній верхнім та нижнім валковим інструментом, контактуючим з внутрішньою та зовнішньою поверхнею заготівки, а також верхній валок, виконаний цільною бочкою, яка відрізняється тим, що бочка нижнього валка виконана складеною з двох симетричних половин, опозитно установлених на спільному валу зі змінною прокладкою, що може...
Валкові вузли неперервного стана
Номер патенту: 31315
Опубліковано: 15.12.2000
Автори: Телюк Віктор Григорович, Васильєв Олександр Геннадійович, Бриштен Микола Сидорович, Мовшович Вілорд Соломонович, Боборикін Дмитро Анастасович, Суханов Віктор Михайлович, Штехно Олег Миколайович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Ніколенко Андрій Георгійович, Трощенков Микола Олексійович, Кудрин Володимир Іванович
МПК: B21B 27/02
Мітки: стана, валкові, вузлі, неперервного
Текст:
...якості поверхні І готової продукції. ' На фігурі зображена схема розміщення безперервного стана з 4-х клітей з робочими валковими вузлами, розташованими між опорними вал ками 2; штаба 3 прокатується на всіх клітях стана І виходячи з чистової (четвертої) КЛІТІ з необхідними розмірами та величинами шорсткості поверхні. Робочі валкові вузли в клітях 1,3,4 з насіченими поверхнями , а в КЛІТІ 2 - тільки зі шліфованою поверхнею. Безперервний стан...
Робоча кліть профілезгинального стану
Номер патенту: 54186
Опубліковано: 17.02.2003
Автори: Ахлестін Олександр Володимирович, Левченко Володимир Миколайович
МПК: B21D 5/06
Мітки: стану, кліть, профілезгинального, робоча
Формула / Реферат:
Спосіб виробництва м'ясного фаршу з морськими водоростями фукусами, що передбачає подрібнення м'ясної сировини, перемішування, фасування, який відрізняється тим, що при приготуванні м'ясного фаршу на стадії перемішування додають морські водорості фукуси у кількості 2% до загальної маси фаршу, попередньо їх замочивши у воді у співвідношенні 1:3.
Попередній патент: Піца і спосіб її виготовлення
Наступний патент: Блок пам’яті
Випадковий патент: Пристрій для перевірки системи вприскування палива двигуна внутрішнього згоряння