Спосіб обробки рівчаків валків пілігримового стану
Номер патенту: 70352
Опубліковано: 11.06.2012
Автори: Юдін Дмитро Петрович, Баранов Олександр Михайлович, Котелевець Микола Григорович



Формула / Реферат
Спосіб обробки рівчаків валків пілігримового стану, при якому обробку профілю рівчака у міру повороту валка здійснюють ріжучим інструментом з переданням йому обертального руху, який відрізняється тим, що як ріжучий інструмент використовують фрезу зі скругленою ріжучою частиною, якій надають робочий рух по контуру, що відповідає профілю рівчака і включає дугу кола, при цьому точка дотику ріжучої частини фрези і профілю рівчака перебуває з віссю валка в площині, яка є перпендикулярною до осі обертання фрези.
Текст
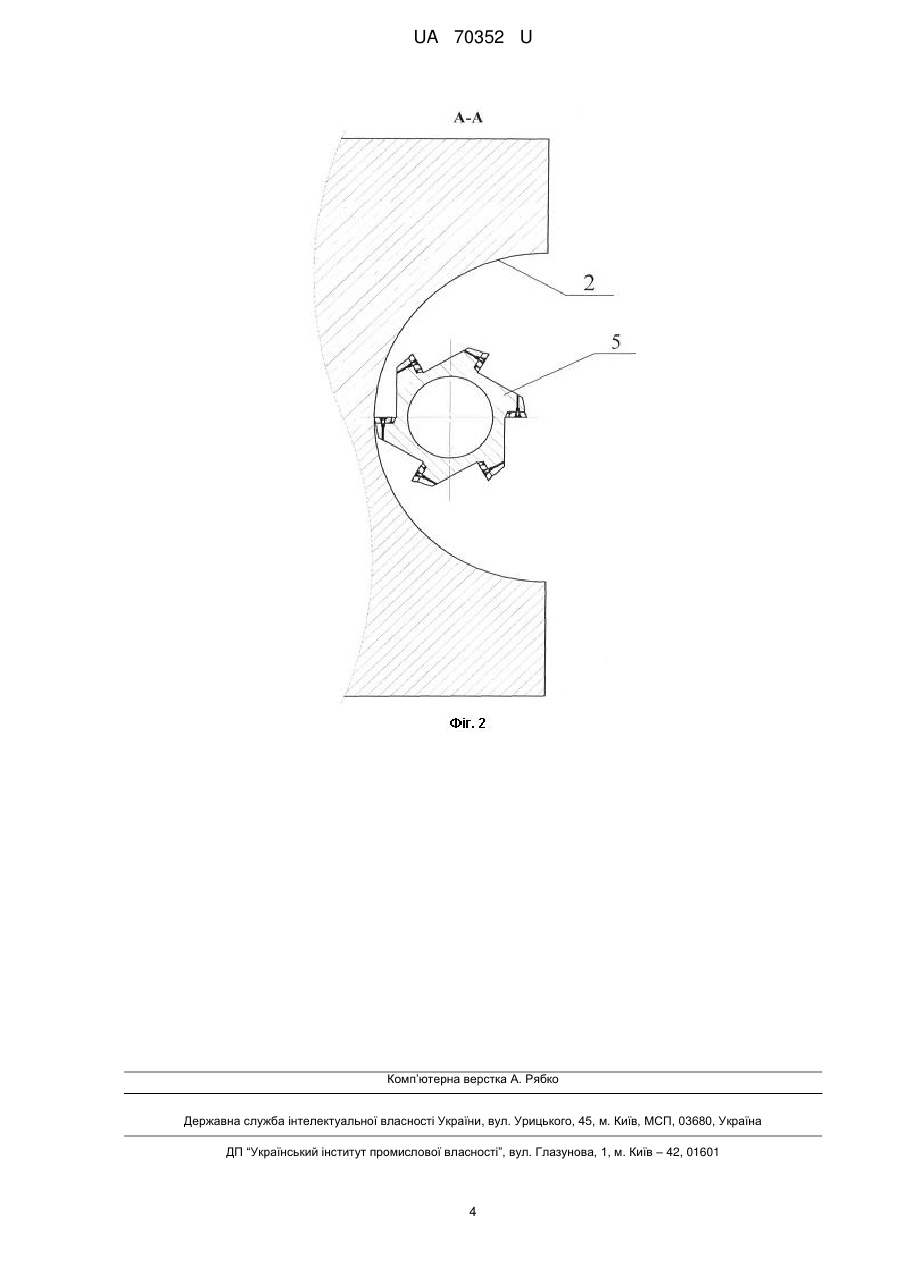
Реферат: Спосіб обробки рівчаків валків пілігримового стану, при якому обробку профілю рівчака у міру повороту валка здійснюють ріжучим інструментом з переданням йому обертального руху. Як ріжучий інструмент використовують фрезу зі скругленою ріжучою частиною, якій надають робочий рух по контуру, що відповідає профілю рівчака і включає дугу кола. UA 70352 U (54) СПОСІБ ОБРОБКИ РІВЧАКІВ ВАЛКІВ ПІЛІГРИМОВОГО СТАНУ UA 70352 U UA 70352 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до області обробки металів різанням, а саме - до обробки металорізальним інструментом рівчаків валків пілігримових станів для гарячого вальцювання труб. Загальновідомі способи обробки рівчаків валків пілігримового стану (пільгерстану) гарячого вальцювання з перемінним профілем рівчака, що має в перетині обмежену дугою кола середню частину, яка пов'язана з бічними скосами. Відомий спосіб обробки рівчаків валків пільгерстану, згідно з яким обробку профілю здійснюють розточувальним різцем, якому надають обертальний рух і радіальне переміщення за програмою. Різець розташовують у площині, що є перпендикулярною до осі обертання і проходить через вісь обертання валка, а обробку прямолінійних частин профілю виконують циліндричною кінцевою фрезою. Фрезу повертають в площині осі обертання валка за програмою навколо центру дуги кола профілю рівчака в осьовому перетині й переміщують у напрямі, що є перпендикулярним до осі обертання фрези за сигналами від датчика, що контактує з виробом (див. опис винаходу до авторського свідоцтва СРСР №295345, В23В 35/00, Бюл. №6, 1980 p.). Згідно з даним способом при фрезеруванні бічних криволінійних скосів обробка проводиться рядками при порівняно низькій швидкості обертання (швидкості подачі) валка, що збільшує час обробки рівчаків валків пільгерстану. Для отримання сполучення скосу з радіусною ділянкою необхідне візуальне ручне налаштування шляхом поєднання щупа датчика з профілем валка, що також збільшує час обробки. Крім того, для здійснення цього способу, зокрема, при обробці бічних скосів, необхідна рухома в двох напрямках фрезерна бабка, встановлена на поворотному столі. Перераховані вище особливості способу обробки рівчаків негативно відбиваються на продуктивності робіт і собівартості продукції. Найбільш близьким за сукупністю суттєвих ознак і технічним результатом, що досягається, є спосіб обробки рівчаків валків пільгерстану, в якому обробку бічних скосів профілю рівчака виконують прохідним різцем, встановленим в процесі різання перпендикулярно до дотичної профілю бічного скоса. При цьому обертання різця припиняють і різцю надають радіальне й осьове переміщення в площині, що проходить через вісь валка. Обертання валка при обробці бічних скосів здійснюють в режимі головного руху (див. опис винаходу до патенту РФ №2102192, В23В 35/00, Бюл. №2, 1998 р.). Зазначений спосіб дозволяє змінювати інструмент (розточувальний різець на прохідній) у ході обробки і розташовувати його таким чином, щоб виконувати оптимальну обробку в будьякій точці профілю рівчака і при цьому максимально спростити процес. Заявлений і відомий способи мають наступні подібні ознаки: спосіб обробки рівчаків валків пілігримового стану, при якому обробку профілю рівчака у міру повороту валка здійснюють ріжучим інструментом з переданням йому обертального руху. За сукупністю суттєвих ознак спосіб обробки рівчаків валків пілігримового стану є найбільш близьким аналогом (прототипом). Недоліком даного способу обробки рівчаків валків пілігримового стану є низька продуктивність обробки валків. Задачею корисної моделі є створити спосіб обробки рівчаків валків пілігримового стану, що забезпечує високу продуктивність і низьку собівартість за рахунок технічного результату, що полягає в оптимізації режимів різання при обробці рівчаків валків пілігримового стану. Поставлена задача вирішується тим, що при реалізації способу обробки рівчаків валків пілігримового стану обробку профілю рівчака у міру повороту валка здійснюють ріжучим інструментом з переданням йому обертального руху, згідно з корисною моделлю, як ріжучий інструмент використовують фрезу зі скругленою ріжучою частиною, якій надають робочий рух по контуру, що відповідає профілю рівчака і включає дугу кола. Точка дотику ріжучої частини фрези і профілю рівчака перебуває з віссю валка в площині, яка є перпендикулярною до осі обертання фрези. Між відмітними ознаками корисної моделі й технічним результатом, що досягається, є причинно-наслідковий зв'язок. Завдяки використанню як ріжучого інструменту фрези зі скругленою ріжучою частиною, наданню фрезі робочого руху по контуру, що відповідає профілю рівчака і включає дугу кола, а також розміщенню точки дотику ріжучої частини фрези і профілю рівчака з віссю валка в площині, що є перпендикулярною до осі обертання фрези в процесі механічної обробки використовуються кілька ріжучих кромок, що дозволяє оптимізувати (підвищити) режими різання при обробці рівчаків валків пілігримового стану. 1 UA 70352 U 5 10 15 20 25 30 35 40 45 50 55 60 За рахунок можливості механічної обробки рівчаків на горизонтально-розточувальному верстаті з числовим програмним керуванням (ЧПК) виключається необхідність використання спеціалізованого обладнання для обробки валків пілігримового стану. При механічній обробці рівчаків, у відповідності з даним способом, можуть бути використані такі типи фрез зі скругленою ріжучою частиною, як дискові й кінцеві, а також спеціальні фрези з круглою ріжучою кромкою або круглими пластинами із високопродуктивних матеріалів. Дискретне збільшення повороту стола розраховується відповідно до тієї шорсткості, яку необхідно отримати. Середня величина шорсткості прирівнюється до величини хвилястості, отриманої шляхом перекриття круглої ріжучої частини фрези (кромки пластини) при повороті стола. Чим більший радіус ріжучої кромки, тим більшим є дискретне збільшення повороту стола, необхідне для даної хвилястості й тим меншу кількість проходів необхідно виконати при обробці рівчака. Суть корисної моделі найбільш повно пояснюється за допомогою графічних матеріалів, де зображені на: Фіг.1 - схема встановлення валка пілігримового стану для обробки рівчака; Фіг.2 - перетин А-А на Фіг.1. Заявлена корисна модель є промислово придатною - вона впроваджена на Новокраматорському машинобудівному заводі (НКМЗ) при дослідженнях та розробці технологічних процесів виготовлення валків пілігримового стану. Обробка рівчаків валків пілігримового стану здійснюється в такій послідовності виконання операцій: - валок 1 (Фіг.1) після виконання на токарному верстаті механічної обробки бочки і радіусної канавки мінімального радіуса кривизни змінного профілю рівчака 2 (Фіг.2) вертикально встановлюють на розточувальному верстаті із системою ЧПК в центрі стола 3 (Фіг.1) і закріплюють в установлювальному пристрої 4; - на розточувальному верстаті з системою ЧПК виконують попередню (чорнову) обробку рівчака 2 (Фіг.2) по контуру, що відповідає чорновому профілю рівчака; - поворотний стіл 3 (Фіг.1) повертають на кут дискретного збільшення повороту стола і виконують рух фрези 5 по новому контуру з виконанням цих дій у необхідній кількості повторень; - на розточувальному верстаті з системою ЧПК виконують чистову обробку рівчака 2 (Фіг.2) по контуру, що відповідає профілю рівчака; - поворотний стіл 3 (Фіг.1) повертають на кут дискретного збільшення повороту стола і виконують рух фрези 5 по новому контуру з виконанням цих дій у необхідній кількості повторень. У виробничих умовах НКМЗ були реалізовані вищеописані технологічні прийоми. Вихідні дані: - оброблюваний виріб - валок пілігримового стану; - технологічне обладнання - горизонтально-розточний верстат з поворотним столом і системою ЧПК; - технологічне оснащення - установлювальний пристрій (болтовий патрон) для вертикального встановлення валка в центрі стола; - ріжучий інструмент - спеціальна дискова фреза зі змінними ріжучими пластинами (6 шт.) радіусом 10 мм і міжцентровою відстанню пластин 150 мм; - керуюча програма, розроблена для системи управління Sinumerik 840 D. Реалізацію заявленого способу виконували наступним чином. Валок 1 (Фіг.1) встановили вертикально в центрі поворотного стола 3 та закріпили в установлювальному пристрої 4. Поворотний стіл 3 із валком 1 повернули в нульове положення для відліку криволінійного профілю рівчака 2 (Фіг.2). Фрезу 5 розташували відповідно до керуючої програми таким чином, щоб точка дотику ріжучої частини фрези (кромки пластини) і профілю рівчака 2 перебувала з віссю валка 1 (Фіг.1) в площині, що є перпендикулярною до осі обертання фрези 5. Для попередньої обробки профілю рівчака 2 (Фіг.2) відповідно до керуючої програми виконали рух фрези 5 по контуру, що відповідає чорновому профілю рівчака. Поворотний стіл 3 (Фіг.1) із валком 1 повернули на кут дискретного збільшення повороту стола і виконали рух фрези 5 по новому контуру з виконанням цих дій у необхідній кількості повторень для попереднього формування профілю рівчака 2 (Фіг.2). Чистову обробку профілю рівчака 2 виконали таким же чином, як і попередню, тільки з більш дрібним дискретним збільшенням повороту стола 3 (Фіг.1). Переваги описаного способу полягають в наступному: 2 UA 70352 U 5 10 - завдяки використанню в якості ріжучого інструменту фрези в процесі механічної обробки використовуються кілька ріжучих кромок, що дозволяє підвищити режими різання при обробці рівчаків валків пілігримового стану; - за рахунок використання в якості ріжучого інструменту фрези, в якої радіус ріжучої кромки більше радіуса різця при вершині, скорочується кількість дискретних поворотів стола і зменшується час обробки; - через можливість використання для механічної обробки рівчаків горизонтальнорозточувального верстата з поворотним столом і системою ЧПК виключається необхідність використання спеціалізованого обладнання для обробки валків пілігримового стану, а також застосування як заготовки дорогого виливка. Таким чином, заявлений спосіб обробки рівчаків валків пілігримового стану забезпечує оптимізацію режимів різання при виконанні механічної обробки рівчаків, а також дозволяє підвищити продуктивність роботи та знизити собівартість валків для гарячого вальцювання безшовних труб. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Спосіб обробки рівчаків валків пілігримового стану, при якому обробку профілю рівчака у міру повороту валка здійснюють ріжучим інструментом з переданням йому обертального руху, який відрізняється тим, що як ріжучий інструмент використовують фрезу зі скругленою ріжучою частиною, якій надають робочий рух по контуру, що відповідає профілю рівчака і включає дугу кола, при цьому точка дотику ріжучої частини фрези і профілю рівчака перебуває з віссю валка в площині, яка є перпендикулярною до осі обертання фрези. 3 UA 70352 U Комп’ютерна верстка А. Рябко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing roll passes of pilger rolling mill
Автори англійськоюBaranov Oleksandr Mykhailovych, Kotelevets Mykola Hryhorovych, Yudin Dmytro Petrovych
Назва патенту російськоюСпособ обработки ручьев валков пилигримового стана
Автори російськоюБаранов Александр Михайлович, Котелевец Николай Григорьевич, Юдин Дмитрий Петрович
МПК / Мітки
МПК: B23C 3/00, B23B 35/00
Мітки: спосіб, рівчаків, валків, пілігримового, обробки, стану
Код посилання
<a href="https://ua.patents.su/6-70352-sposib-obrobki-rivchakiv-valkiv-piligrimovogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рівчаків валків пілігримового стану</a>
Спосіб термічної обробки прокатних валків
Номер патенту: 11472
Опубліковано: 15.12.2005
Автори: Шеремет Володимир Олександрович, Кушнаренко Олексій Валерійович, Шапаренко Олександр Володимирович, Дьомічев Сергій Володимирович, Панішко Сергій Олександрович, Горяний Анатолій Григорович, Сокуренко Анатолій Валентинович, Босий Володимир Миколайович, Бабенко Михайло Антонович
МПК: B21B 27/06, C21D 1/09
Мітки: валків, прокатних, спосіб, обробки, термічної
Формула / Реферат:
1. Спосіб термічної обробки прокатних валків, що включає нагрівання мікроплазмовою дугою валка, що обертається, з послідовним зміщенням анодної плями по поверхні валка, який відрізняється тим, що спочатку для неробочої поверхні оброблюваного валка при оптимальних значеннях таких параметрів, як частота обертання валка, напруга на мікроплазмовій дузі і витрата плазмоутворювального і захисного газу, визначають значення струму мікроплазмової...
Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків
Номер патенту: 70145
Опубліковано: 25.05.2012
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B21B 37/00
Мітки: циліндричних, електроерозійної, чорнової, твердосплавних, обробки, спосіб, поверхонь, валків, прокатних
Формула / Реферат:
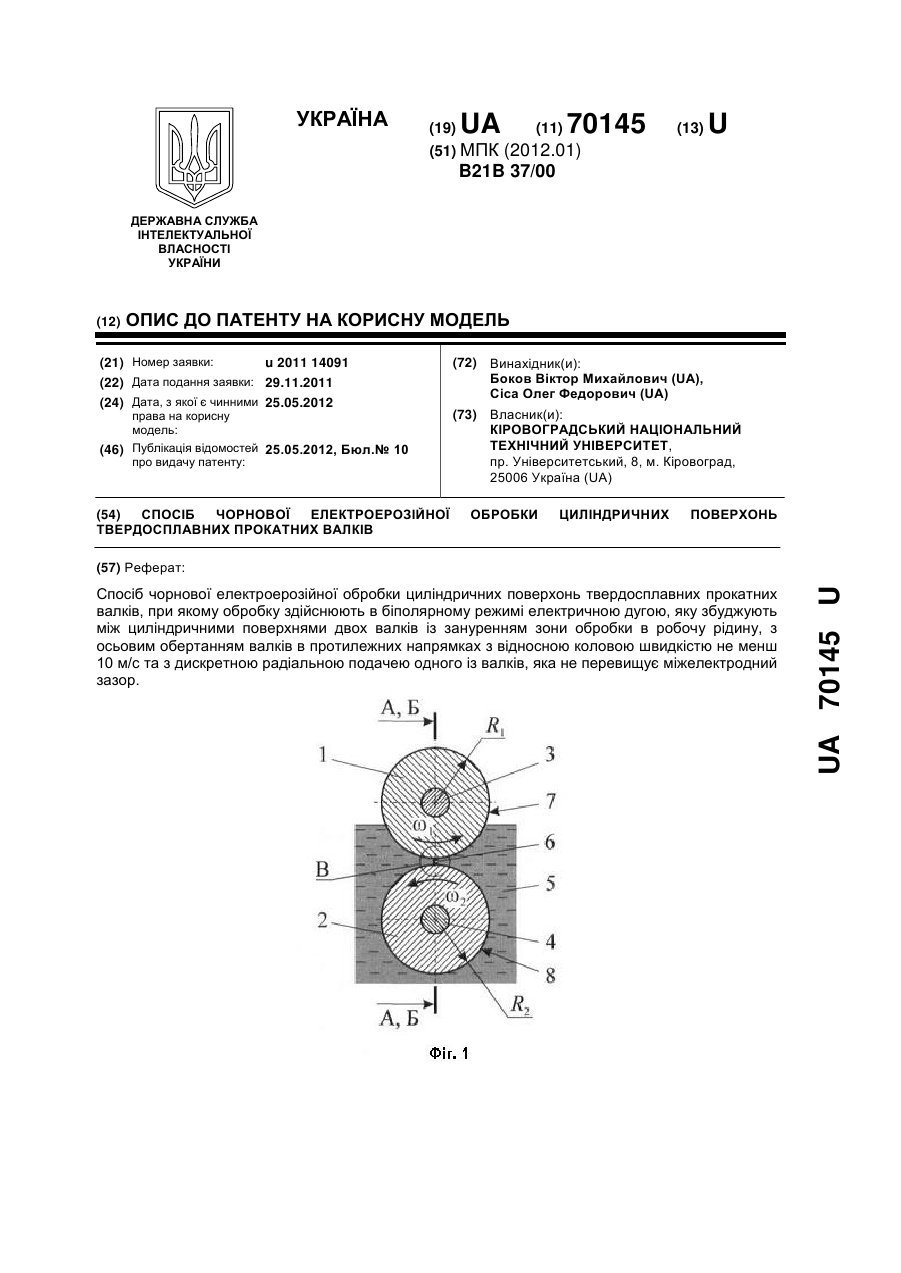
1. Спосіб чорнової електроерозійної обробки циліндричних поверхонь твердосплавних прокатних валків, який відрізняється тим, що обробку здійснюють в біполярному режимі електричною дугою, яку збуджують між циліндричними поверхнями двох валків із зануренням зони обробки в робочу рідину, з осьовим обертанням валків в протилежних напрямках з відносною коловою швидкістю не менш 10 м/с та з дискретною радіальною подачею одного із валків, яка не...
Спосіб термічного оброблення рівчаків валків для прокатки арматурної сталі періодичного профілю
Номер патенту: 17140
Опубліковано: 18.03.1997
Автори: Шеремет Володимир Олександрович, Морозов Валерій Іванович, Демичев Сергій Володимирович, Нечепоренко Володимир Андрійович, Горяний Анатолій Григорович, Бабенко Михайло Антонович, Шапаренко Олександр Володимирович, Деркач Дмитро Олександрович
МПК: C21D 1/09
Мітки: періодичного, спосіб, прокатки, рівчаків, термічного, валків, сталі, профілю, оброблення, арматурної
Формула / Реферат:
1. Способ термической обработки ручьев валков для прокатки арматурной стали периодического профиля, включающий последовательный со смещением по поверхности изделия нагрев под закалку плазменной дугой при раздельной подаче плазмообразующего и защитного газов, отличающийся тем, что перед нагревом поперечные канавки для формирования поперечного профиля и участки ручьев валка, прилегающие к кромкам канавок, покрывают электроизоляционным...
Верстат для електроіскрової обробки валків
Номер патенту: 49527
Опубліковано: 16.09.2002
Автор: Тимошенко Борис Іванович
МПК: B23H 1/02
Мітки: обробки, електроіскрової, валків, верстат
Формула / Реферат:
Верстат для електроіскрової обробки валків, що містить станину і ванну для діелектричної рідини, який відрізняється тим, що верстат оснащений багатоелектродними пластинчатими елементами, які змонтовані в загальній касеті паралельно осі валка, що обробляється, а кожний елемент установлений в індивідуальній касеті у власному електродотримачі, який вільно переміщується у напрямку обробки поверхні валка під власною вагою, при цьому кожний...
Пристрій для охолодження сортових прокатних валків
Номер патенту: 93253
Опубліковано: 25.01.2011
Автори: Ремез Олег Анатолійович, Огінський Йосип Кузьмич, Самсоненко Андрій Анатолійович, Данченко Валентин Миколайович
МПК: B21B 37/28, B21B 27/06, B21B 37/74
Мітки: пристрій, охолодження, сортових, валків, прокатних
Формула / Реферат:
Пристрій для охолодження сортових прокатних валків, який містить проводку, встановлену по осі прокатки з боку виходу прокату з осередку деформації, та камеру для подачі охолоджувача, встановлену вздовж проводки, який відрізняється тим, що оснащений додатковою камерою для подачі охолоджувача, розташованою вздовж проводки з протилежної сторони відносно осі прокатки у вертикальній площині, причому камери утворені поверхнями, відповідно,...
Попередній патент: Пластикова ємність для лікарського препарату
Наступний патент: Спосіб дослідження периферійного внутрішньо-ниркового водія циркадіанного ритму
Випадковий патент: Склад кексу "сонечко з курагою"