Зварювальний пристрій і спосіб виготовлення герметичних упаковок з розливним харчовим продуктом
Номер патенту: 93244
Опубліковано: 25.01.2011
Автори: Нємков Валентін С., Гнад Герхард, Маджаров Ніколай
Формула / Реферат
1. Зварювальний пристрій (1) для виготовлення герметичних упаковок (2) з труби (3) листового пакувального матеріалу, яка подається вздовж траєкторії (А) і безперервно заповнюються розливним харчовим продуктом, при цьому згаданий зварювальний пристрій (1) має:
несучий корпус (6);
принаймні одну пару протилежних затискних губок (12, 13), які виконані з можливістю циклічного переміщення відносно згаданого несучого корпуса (6) і вздовж частини згаданої траєкторії (А) для щільного затискання згаданої труби (3) пакувального матеріалу у розташованих через однакові проміжки поперечних перерізах;
засоби (29) зварювання ультразвуком, встановлені на першій (12) із згаданих затискних губок (12, 13) для зварювання згаданої труби (3) пакувального матеріалу у згаданих поперечних перерізах; і
електромагнітні засоби (50) для подачі електроенергії до згаданих зварювальних засобів (29), які мають принаймні первинну обмотку (56), прикріплену до згаданого корпуса (6) біля згаданої траєкторії (А) і здатну з'єднуватися з джерелом електроенергії, і вторинну обмотку (63), встановлену на згаданій першій затискній губці (12), яка виконана з можливістю живлення згаданих зварювальних засобів (29) і приймання електроенергії за допомогою електромагнітної індукції від згаданої первинної обмотки (56) при русі згаданої першої затискної губки (12) до первинної обмотки (56), який відрізняється тим, що має трансформаторні засоби (70), які виконані з можливістю живлення від згаданого джерела електроенергії напругою першої величини і живлення згаданої первинної обмотки (56) напругою другої ефективної величини, меншої за згадану першу величину напруги, і при цьому згадана вторинна обмотка (63) виконана з можливістю живлення під час роботи електроенергією за допомогою електромагнітної індукції від згаданої первинної обмотки (56) напругою третьої величини, більшої за згадану другу величину напруги.
2. Пристрій за п. 1, який відрізняється тим, що має електромагнітний контур (69), який виконаний з можливістю з'єднання згаданого джерела електроенергії із згаданими трансформаторними засобами (70) і згаданої вторинної обмотки (63) із згаданими зварювальними засобами (29), при цьому згаданий контур (69) має електромагнітні компенсаційні засоби (76, 77, 78) для компенсації послаблення, спричиненого згаданими трансформаторними засобами (70), згаданими зварювальними засобами (29) і згаданою первинною і вторинною обмоткою (56, 63), так, що напруга, яка подається до зварювальних засобів (29), є максимальною приблизно при частоті подачі електроенергії згаданого джерела електроенергії.
3. Пристрій за п. 2, який відрізняється тим, що згадані електромагнітні компенсаційні засоби (76, 77, 78) мають індуктор (78), з'єднаний електрично із згаданими зварювальними засобами (29) і із згаданою вторинною обмоткою (63) для компенсації послаблення, спричиненого згаданими зварювальними засобами (29).
4. Пристрій за п. 2, який відрізняється тим, що згадані електромагнітні компенсаційні засоби (76, 77, 78) мають конденсатор (77), з'єднаний електрично із згаданою вторинною обмоткою (63) і із згаданими зварювальними засобами (29) для компенсації послаблення, спричиненого згаданою вторинною обмоткою (63).
5. Пристрій за п. 2, який відрізняється тим, що згадані трансформаторні засоби (70) мають принаймні один трансформатор (70), який має перші витки (71), з'єднані електрично із згаданим джерелом електроенергії, і другі витки (72), з'єднані електрично із згаданою первинною обмоткою (56), і при цьому згадані електромагнітні компенсаційні засоби (76, 77, 78) мають конденсатор (76), з'єднаний електрично із згаданим джерелом електроенергії і із згаданими першими витками (71) для компенсації послаблення, спричиненого згаданим трансформатором (70).
6. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадана вторинна обмотка (63) угворена кабелем, який містить ряд ізольованих дротів.
7. Спосіб зварювання для виготовлення герметичних упаковок (2) з труби (3) листового пакувального матеріалу, яка подається вздовж траєкторії (А) і безперервно заповнюється розливним харчовим продуктом, у якому:
циклічно переміщають пару протилежних затискних губок (12, 13) відносно несучого корпусу (6) вздовж частини згаданої траєкторії (А) для щільного затискання згаданої труби (3) пакувального матеріалу у розташованих через однакові проміжки поперечних перерізах;
зварюють згадану трубу (3) пакувального матеріалу у згаданих поперечних перерізах за допомогою ультразвукових зварювальних засобів (29);
подають електроенергію до згаданих зварювальних засобів (29) за допомогою електромагнітних засобів (50), які мають принаймні первинну обмотку (56), прикріплену до згаданого корпуса (6) біля згаданої траєкторії (А) і здатну з'єднуватися з джерелом електроенергії, і вторинну обмотку (63), встановлену на згаданій першій затискній губці (12), яка живить згадані зварювальні засоби (29) і живиться електроенергією за допомогою електромагнітної індукції від згаданої первинної обмотки (56) при русі згаданої першої затискної губки (12) до первинної обмотки (56), який відрізняється тим, що у ньому трансформаторні засоби (70) живлять за допомогою згаданого джерела електроенергії напругою першої величини і живлять згадану первинну обмотку (56) за допомогою згаданих трансформаторних засобів (70) напругою другої величини, меншої за згадану першу величину напруги;
при цьому згадана вторинна обмотка (63) живиться згаданою електроенергією за допомогою електромагнітної індукції від згаданої первинної обмотки (56) третьою величиною напруги, більшою за згадану другу величину напруги.
Текст
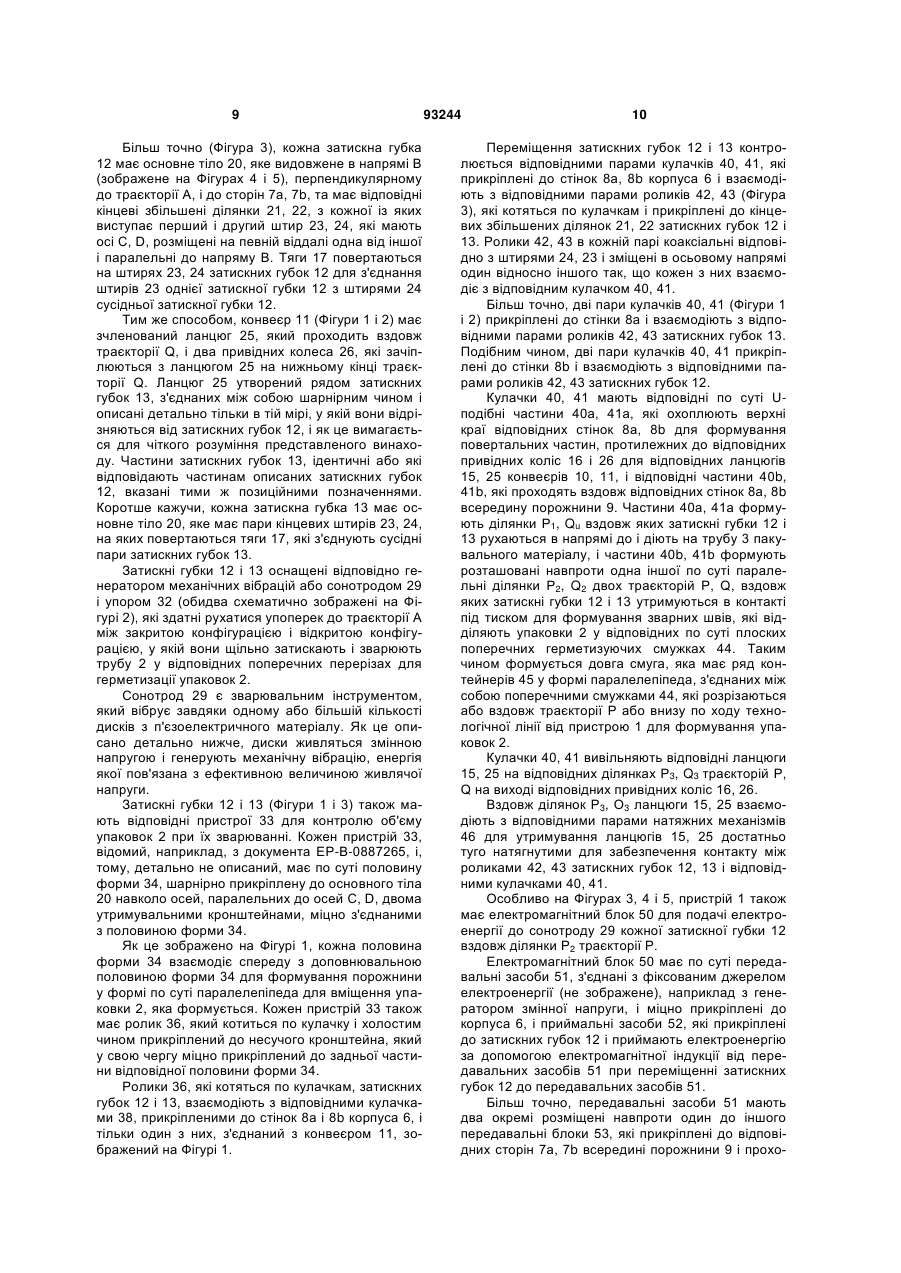
1. Зварювальний пристрій (1) для виготовлення герметичних упаковок (2) з труби (3) листового пакувального матеріалу, яка подається вздовж траєкторії (А) і безперервно заповнюються розливним харчовим продуктом, при цьому згаданий зварювальний пристрій (1) має: несучий корпус (6); принаймні одну пару протилежних затискних губок (12, 13), які виконані з можливістю циклічного переміщення відносно згаданого несучого корпуса (6) і вздовж частини згаданої траєкторії (А) для щільного затискання згаданої труби (3) пакувального матеріалу у розташованих через однакові проміжки поперечних перерізах; засоби (29) зварювання ультразвуком, встановлені на першій (12) із згаданих затискних губок (12, 13) для зварювання згаданої труби (3) пакувального матеріалу у згаданих поперечних перерізах; і електромагнітні засоби (50) для подачі електроенергії до згаданих зварювальних засобів (29), які мають принаймні первинну обмотку (56), прикріплену до згаданого корпуса (6) біля згаданої траєкторії (А) і здатну з'єднуватися з джерелом електроенергії, і вторинну обмотку (63), встановлену на згаданій першій затискній губці (12), яка виконана з можливістю живлення згаданих зварювальних засобів (29) і приймання електроенергії за допомогою електромагнітної індукції від згаданої первинної обмотки (56) при русі згаданої першої затискної губки (12) до первинної обмотки (56), який відрізняється тим, що має трансформаторні засоби (70), які виконані з можливістю живлення від згаданого джерела електроенергії напругою першої величини і живлення згаданої первинної обмотки 2 (19) 1 3 93244 4 компенсації послаблення, спричиненого згаданим трансформатором (70). 6. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що згадана вторинна обмотка (63) утворена кабелем, який містить ряд ізольованих дротів. 7. Спосіб зварювання для виготовлення герметичних упаковок (2) з труби (3) листового пакувального матеріалу, яка подається вздовж траєкторії (А) і безперервно заповнюється розливним харчовим продуктом, у якому: циклічно переміщають пару протилежних затискних губок (12, 13) відносно несучого корпусу (6) вздовж частини згаданої траєкторії (А) для щільного затискання згаданої труби (3) пакувального матеріалу у розташованих через однакові проміжки поперечних перерізах; зварюють згадану трубу (3) пакувального матеріалу у згаданих поперечних перерізах за допомогою ультразвукових зварювальних засобів (29); подають електроенергію до згаданих зварювальних засобів (29) за допомогою електромагнітних засобів (50), які мають принаймні первинну обмотку (56), прикріплену до згаданого корпуса (6) біля згаданої траєкторії (А) і здатну з'єднуватися з джерелом електроенергії, і вторинну обмотку (63), встановлену на згаданій першій затискній губці (12), яка живить згадані зварювальні засоби (29) і живиться електроенергією за допомогою електромагнітної індукції від згаданої первинної обмотки (56) при русі згаданої першої затискної губки (12) до первинної обмотки (56), який відрізняється тим, що у ньому трансформаторні засоби (70) живлять за допомогою згаданого джерела електроенергії напругою першої величини і живлять згадану первинну обмотку (56) за допомогою згаданих трансформаторних засобів (70) напругою другої величини, меншої за згадану першу величину напруги; при цьому згадана вторинна обмотка (63) живиться згаданою електроенергією за допомогою електромагнітної індукції від згаданої первинної обмотки (56) третьою величиною напруги, більшою за згадану другу величину напруги. Представлений винахід відноситься до зварювального пристрою і способу виготовлення герметичних упаковок з розливним харчовим продуктом. Як відомо, багато розливних харчових продуктів, таких як фруктовий сік, пастеризоване або оброблене при ультрависокій температурі молоко, вино, томатний соус і подібне, продаються в упаковках, виготовлених з стерилізованого пакувального матеріалу. Типовим прикладом цього типу упаковки є упаковка у формі паралелепіпеда для рідких або розливних харчових продуктів, відома як Tetra Brik Aseptic (зареєстрована торгова марка), яка виготовляється складанням і зварюванням ламінованого смугового пакувального матеріалу. Пакувальний матеріал має багатошарову структуру, яка по суті має основний шар для цупкості і міцності, який може формуватися шаром волокнистого матеріалу, наприклад паперу, або заповненим мінералом поліпропіленовим матеріалом і рядом шарів термозварюваного пластичного матеріалу, наприклад поліетиленової плівки, які покривають з обох сторін основний шар. У випадку асептичних упаковок для продуктів з довгим терміном зберігання, таких як пастеризоване молоко, пакувальний матеріал також має шар газо- і світлонепроникного матеріалу, наприклад алюмінієвої фольги або плівку етилвінілового спирту (EVOH), який накладається на шар термозварюваного пластичного матеріалу і, у свою чергу, покривається іншим шаром термозварюваного пластичного матеріалу, який формує внутрішню поверхню упаковки, яка, врешті решт, контактує з харчовим продуктом. Як відомо, упаковки цього типу виготовляються на повністю автоматизованих пакувальних установках, на яких з рулонного пакувального матеріалу формується довга труба. Більш точно, полотно пакувального матеріалу розмотується з рулону і подається крізь асептичну камеру на па кувальній установці, де воно стерилізується, наприклад нанесенням стерилізуючого агента, такого як пероксид водню, який потім випарюється нагріванням, і/або пакувальний матеріал піддається опроміненню з відповідною довжиною хвилі і інтенсивністю, а стерилізоване полотно зберігають у закритому стерильному навколишньому середовищі, і подають на валик та зварюють відомим способом в поздовжньому напрямі для формування довгої труби. Труба пакувального матеріалу, яка фактично формує корпус асептичної камери, подається у вертикальному напрямі, заповнюється стерилізованим або стерильно обробленим харчовим продуктом і подається крізь зварювальний пристрій для формування окремих упаковок. Більш точно, у зварювальному пристрої, трубу зварюють в ряді розташованих через однакові проміжки поперечних перерізах для формування подушкоподібних упаковок, з'єднаних між собою поперечними герметизуючими смужками, тобто які проходять перпендикулярно напряму руху труби. Подушкоподібні упаковки відділяються одна від іншої розрізанням відповідних поперечних герметизуючих смужок і подаються до блоку складання, де вони механічно складаються з формуванням відповідних кінцевих упаковок у формі паралелепіпеда. Відомі пакувальні установки, що описані, наприклад, в європейському патенті ЕР-В-0887265, мають два ланцюгових конвеєри, які утворюють відповідні нескінчені траєкторії і оснащені відповідними кількостями, зварювальних затискних губок. Дві траєкторії мають відповідні гілки, які по суті розташовані одна навпроти іншої і паралельно одна одній, і між якими труба пакувального матеріалу подається так, що затискні губки на одному конвеєрі взаємодіють з відповідними затискними губками на іншому конвеєрі вздовж них для затис 5 кання труби в ряді послідовних поперечних перерізів, і для зварювання та відрізання упаковок. Також відомо, що пакувальні установки мають тільки дві пари затискних губок, які поперемінно діють на трубу пакувального матеріалу із затисканням і зварюванням, наприклад термозварюванням, неї вздовж ряду розташованих через однакові проміжки поперечних перерізів. Після завершення операції зварювання, різець, який встановлений, наприклад на одній із затискних губок в кожній парі, приводиться в дію і взаємодіє з трубою пакувального матеріалу для відрізання неї вздовж центральної лінії поперечного перерізу, який тільки що був зварений, і, таким чином, від'єднує подушкоподібну упаковку від нижнього кінця труби пакувального матеріалу. Нижній кінець зварюється в поперечному напрямі, відповідні затискні губки при досяганні нижнього центрального мертвого положення можуть розводитися для уникнення взаємодії з верхньою частиною труби. У той же час, інша пара затискних губок, яка працює точно тим же способом, рухається донизу від верхнього центрального мертвого положення і повторює вищезгадані процеси затискання/формування, зварювання і розрізання. На обох типах пакувальних установок, частину труби, затиснуту між кожною парою затискних губок, типово зварюють нагрівальними засобами, встановленими на одній із затискних губок, які локально плавлять шари термозварюваного пластичного матеріалу, міцно затиснутого між затискними губками. Для зменшення часу, необхідного для локального плавлення пакувального матеріалу, і, таким чином, для збільшення кількості готових упаковок на виході, широко використовуються нагрівальні засоби, які мають пристрої для зварювання ультразвуком. Як це описано, наприклад, в документі ЕР-В615907, такі пристрої мають по суті генератор механічних вібрацій або сонотрод і упор, які кріпляться до відповідних затискних губок в кожній парі, і взаємодіють між собою для нагрівання пакувального матеріалу ультразвуковими вібраціями. Більш точно, сонотрод є зварювальним інструментом, який вібрує завдяки одному або більшій кількості дисків з п'єзоелектричного матеріалу. Диски живляться змінною напругою і генерують механічну вібрацію, енергія якої пов'язана з ефективною напругою або величиною живлячого електричного струму. Більш точно, для вірного і повного зварювання, сонотрод повинен живитися особливо високою напругою, наприклад приблизно з величиною тисяча вольт. Будучи рухомими з відповідними затискними губками, сонотроди повинні живитися електроенергією від джерела електроенергії, зафіксованого у заданому положенні вздовж траєкторії руху труби пакувального матеріалу. Іншими словами, електроенергія повинна передаватися від фіксованого джерела до рухомого пристрою-споживача вздовж ділянки траєкторії, яка проходиться ним. 93244 6 Це може виконуватися відомим способом шляхом оснащення затискних губок, які мають сонотроди, щітками, переважно виготовленими з вуглецю, які вздовж наперед визначеної ділянки траєкторії, яка проходиться ними, ковзають вздовж відповідних мідних стрижнів електроживлення, прикріплених до корпуса пакувальної установки. Швидке зношення щіток і нестійкий контакт між щітками та стрижнями електроживлення є основними недоліками цього способу, які призводять до погіршення роботи, коли продуктивність пакувальної установки зростає. Для усунення цих недоліків, пропонується, як це описано, наприклад, в документі ЕР-04105565, використовувати спосіб, який базується на передачі електроенергії від фіксованого джерела до рухомого пристрою-споживача за допомогою електромагнітної індукції. Електроенергія передається від передавального блоку, прикріпленого до корпуса пакувальної установки, до приймального блоку, прикріпленого до однієї із затискних губок у відповідній парі. Передавальний блок має фіксований магнітний сердечник, оснащений первинною обмоткою, з'єднаною з джерелом електроенергії, тоді як приймальний блок має рухомий магнітний сердечник, міцно з’єднаний з тілом відповідної затискної губки і оснащений вторинною обмоткою, з'єднаною з відповідним сонотродом. Більш точно, джерело електроенергії є генератором напруги, який живить первинну обмотку для генерування в ній електричного струму і пов'язаного з ним магнітного поля, яке, при переміщенні приймального блоку до передавального блоку, індукує у вторинній обмотці електричний струм для живлення сонотроду. Тут не має контакту між приймальним і передавальним блоками, а вищезгаданий спосіб вирішує проблему зношення. З іншого боку, індукційні системи передачі електроенергії є незадовільними через те, що для вірного і повного зварювання, сонотрод повинен живитися особливо високою напругою, яка повинна передаватися за допомогою індукції від первинної до вторинної обмотки. Оскільки, за робочих умов, навколишнє середовище між первинною та вторинною обмотками є вологим і забруднене провідними речовинами, то така передача повинна тягнути за собою великий ризик появи електричних розрядів на первинній і вторинній обмотках, таким чином призводячи до можливого ушкодження і погіршення роботи пакувальної установки. Заявник виявив, що це особливо важливо у випадку первинної обмотки, яка має великі відкриті поверхні для послаблення ефектів неоднорідного розподілу електричного струму (відомого як "скінефект") і тому їх важко ізолювати. Індукційні передавальні системи є також незадовільними внаслідок електроенергії, яка подається від джерела напруги до первинної обмотки по більшій мірі у вигляді напруги і у меншій мірі у вигляді електричного струму, тоді як електричний струм, індукований у вторинній обмотці, і, тому, 7 напруга, яка живить сонотрод, пропорційні потоку електричного струму в первинній обмотці. Задачею представленого винаходу є надання зварювального пристрою для виготовлення герметичних упаковок з розливним харчовим продуктом, сконструйованого для забезпечення повного і вірного зварювання упаковок з одночасним наданням простого дешевого рішення для вищезгаданих недоліків, типово пов'язаних з відомими зварювальними пристроями. Згідно з представленим винаходом, надається зварювальний пристрій для виготовлення герметичних упаковок з розливним харчовим продуктом, який має: - несучий корпус; - принаймні одну пару, протилежних затискних губок, які здатні циклічно рухатися відносно згаданого корпуса вздовж частини траєкторії для щільного затискання труби пакувального матеріалу у розташованих через однакові проміжки поперечних перерізах; - засоби зварювання ультразвуком, встановлені на першій із згаданих затискних губок, для зварювання згаданої труби пакувального матеріалу у згаданих поперечних перерізах; і - електромагнітні засоби для подачі електроенергії до згаданих зварювальних засобів, при цьому згадані електромагнітні засоби мають принаймні первинну обмотку, прикріплену до згаданого корпуса біля згаданої траєкторії і здатну з'єднуватися з джерелом електроенергії, і вторинну обмотку, яка знаходиться на згаданій першій затискній губці, яка живить згадані зварювальні засоби, і приймає електроенергію за допомогою електромагнітної індукції від згаданої первинної обмотки при переміщенні згаданої першої затискної губки до первинної обмотки, який відрізняється тим, що має трансформаторні засоби, які живляться згаданим джерелом електроенергії напругою першої величини і живлять згадану первинну обмотку напругою другої величини, яка менша за згадану першу величину напруги. Представлений винахід також відноситься до способу зварювання для виготовлення герметичних упаковок з труби листового пакувального матеріалу, яка подається вздовж траєкторії і безперервно заповнюється розливним харчовим продуктом, причому у цьому способі: - циклічно переміщають пару протилежних затискних губок відносно несучого корпусу вздовж частини згаданої траєкторії для щільного затискання згаданої труби пакувального матеріалу у розташованих через однакові проміжки поперечних перерізах; - зварюють згадану трубу пакувального матеріалу у згаданих поперечних перерізах за допомогою засобів зварювання ультразвуком; - подають електроенергію до згаданих зварювальних засобів за допомогою засобів електроживлення, які мають принаймні первинну обмотку, прикріплену до згаданого корпуса біля згаданої траєкторії і здатну з'єднуватися з джерелом електроенергії, і вторинну обмотку, встановлену на згаданій першій затискній губці, яка живить електроенергією згадані зварювальні засоби і приймає 93244 8 електроенергію завдяки електромагнітній індукції від згаданої первинної обмотки при русі згаданої першої затискної губки до первинної обмотки, який відрізняється тим, що у ньому трансформаторні засоби живлять за допомогою згаданого джерела електроенергії напругою першої величини і живлять згадану первинну обмотку за допомогою згаданих трансформаторних засобів напругою другої величини, яка менша за згадану першу величину напруги. Короткий опис креслень Переважний необмежувальний варіант виконання представленого винаходу буде описуватися у вигляді прикладу з посиланням на супровідні креслення, на яких: Фігура 1 зображає вид перспективи з видаленими для ясності частинами зварювального пристрою у відповідності з представленим винаходом; Фігура 2 зображає схематичний вид збоку зварювального пристрою з Фігури 1; Фігура 3 зображає збільшений вид перспективи частини зварювального пристрою з Фігури 1; Фігура 4 зображає збільшений вид перспективи деталі з Фігури 3; Фігура 5 зображає збільшений переріз вздовж лінії V-V з Фігури 4; Фігура 6 зображає схему електричних з'єднань деталі зварювального пристрою з Фігури 1-3. Найкращий варіант виконання винаходу Цифра 1 на Фігурах 1 і 2 вказує в цілому зварювальний пристрій для безперервного виготовлення герметичних упаковок 2 з розливним харчовим продуктом, таким як пастеризоване або оброблене при ультрависокій температурі молоко, фруктовий сік, вино і подібне, з труби 3 пакувального матеріалу. Трубу 3 формують відомим способом зверху по технологічній лінії від пристрою 1 шляхом складання в поздовжньому напрямі і зварювання полотна термозварюваного листового матеріалу, і заповнюють стерилізованим або стерильно обробленим харчовим продуктом для пакування. Пристрій 1 має корпус 6 (Фігури 1 і 3), утворений двома сторонами 7а, 7b і двома паралельними поперечними стінками 8а, 8b, міцно закріпленими між сторонами 7а, 7b для формування з сторонами 7а, 7b порожнини 9, і два ланцюгові конвеєри 10, 11, які прикріплені до корпуса 6 і мають відповідні затискні губки 12, 13 (тільки одна пара зображена на Фігурі 1), які взаємодіють між собою для взаємодії з трубою 3 пакувального матеріалу, яка подається вздовж вертикальної траєкторії А крізь порожнину 9. Особливо на Фігурі 2, конвеєри 10, 11 формують відповідні нескінчені траєкторії Р, Q, вздовж яких подаються затискні губки 12, 13 і які проходять відповідно біля стінок 8а, 8b корпусу 6. Конвеєр 10 має зчленований ланцюг 15, який проходить вздовж траєкторії Р, і два привідні колеса 16, які зачіплюються з обох сторін з ланцюгом 15 на нижньому кінці траєкторії Р. Затискні губки 12 є суцільними деталями і формують резервні з'єднання ланцюга 15, та з'єднані між собою шарнірним чином парами тяг 17. 9 Більш точно (Фігура 3), кожна затискна губка 12 має основне тіло 20, яке видовжене в напрямі В (зображене на Фігурах 4 і 5), перпендикулярному до траєкторії А, і до сторін 7а, 7b, та має відповідні кінцеві збільшені ділянки 21, 22, з кожної із яких виступає перший і другий штир 23, 24, які мають осі С, D, розміщені на певній віддалі одна від іншої і паралельні до напряму В. Тяги 17 повертаються на штирях 23, 24 затискних губок 12 для з'єднання штирів 23 однієї затискної губки 12 з штирями 24 сусідньої затискної губки 12. Тим же способом, конвеєр 11 (Фігури 1 і 2) має зчленований ланцюг 25, який проходить вздовж траєкторії Q, і два привідних колеса 26, які зачіплюються з ланцюгом 25 на нижньому кінці траєкторії Q. Ланцюг 25 утворений рядом затискних губок 13, з'єднаних між собою шарнірним чином і описані детально тільки в тій мірі, у якій вони відрізняються від затискних губок 12, і як це вимагається для чіткого розуміння представленого винаходу. Частини затискних губок 13, ідентичні або які відповідають частинам описаних затискних губок 12, вказані тими ж позиційними позначеннями. Коротше кажучи, кожна затискна губка 13 має основне тіло 20, яке має пари кінцевих штирів 23, 24, на яких повертаються тяги 17, які з'єднують сусідні пари затискних губок 13. Затискні губки 12 і 13 оснащені відповідно генератором механічних вібрацій або сонотродом 29 і упором 32 (обидва схематично зображені на Фігурі 2), які здатні рухатися упоперек до траєкторії А між закритою конфігурацією і відкритою конфігурацією, у якій вони щільно затискають і зварюють трубу 2 у відповідних поперечних перерізах для герметизації упаковок 2. Сонотрод 29 є зварювальним інструментом, який вібрує завдяки одному або більшій кількості дисків з п'єзоелектричного матеріалу. Як це описано детально нижче, диски живляться змінною напругою і генерують механічну вібрацію, енергія якої пов'язана з ефективною величиною живлячої напруги. Затискні губки 12 і 13 (Фігури 1 і 3) також мають відповідні пристрої 33 для контролю об'єму упаковок 2 при їх зварюванні. Кожен пристрій 33, відомий, наприклад, з документа ЕР-В-0887265, і, тому, детально не описаний, має по суті половину форми 34, шарнірно прикріплену до основного тіла 20 навколо осей, паралельних до осей С, D, двома утримувальними кронштейнами, міцно з'єднаними з половиною форми 34. Як це зображено на Фігурі 1, кожна половина форми 34 взаємодіє спереду з доповнювальною половиною форми 34 для формування порожнини у формі по суті паралелепіпеда для вміщення упаковки 2, яка формується. Кожен пристрій 33 також має ролик 36, який котиться по кулачку і холостим чином прикріплений до несучого кронштейна, який у свою чергу міцно прикріплений до задньої частини відповідної половини форми 34. Ролики 36, які котяться по кулачкам, затискних губок 12 і 13, взаємодіють з відповідними кулачками 38, прикріпленими до стінок 8а і 8b корпуса 6, і тільки один з них, з'єднаний з конвеєром 11, зображений на Фігурі 1. 93244 10 Переміщення затискних губок 12 і 13 контролюється відповідними парами кулачків 40, 41, які прикріплені до стінок 8а, 8b корпуса 6 і взаємодіють з відповідними парами роликів 42, 43 (Фігура 3), які котяться по кулачкам і прикріплені до кінцевих збільшених ділянок 21, 22 затискних губок 12 і 13. Ролики 42, 43 в кожній парі коаксіальні відповідно з штирями 24, 23 і зміщені в осьовому напрямі один відносно іншого так, що кожен з них взаємодіє з відповідним кулачком 40, 41. Більш точно, дві пари кулачків 40, 41 (Фігури 1 і 2) прикріплені до стінки 8а і взаємодіють з відповідними парами роликів 42, 43 затискних губок 13. Подібним чином, дві пари кулачків 40, 41 прикріплені до стінки 8b і взаємодіють з відповідними парами роликів 42, 43 затискних губок 12. Кулачки 40, 41 мають відповідні по суті Uподібні частини 40а, 41а, які охоплюють верхні краї відповідних стінок 8а, 8b для формування повертальних частин, протилежних до відповідних привідних коліс 16 і 26 для відповідних ланцюгів 15, 25 конвеєрів 10, 11, і відповідні частини 40b, 41b, які проходять вздовж відповідних стінок 8а, 8b всередину порожнини 9. Частини 40а, 41а формують ділянки Р1, Qu вздовж яких затискні губки 12 і 13 рухаються в напрямі до і діють на трубу 3 пакувального матеріалу, і частини 40b, 41b формують розташовані навпроти одна іншої по суті паралельні ділянки Р2, Q2 двох траєкторій Р, Q, вздовж яких затискні губки 12 і 13 утримуються в контакті під тиском для формування зварних швів, які відділяють упаковки 2 у відповідних по суті плоских поперечних герметизуючих смужках 44. Таким чином формується довга смуга, яка має ряд контейнерів 45 у формі паралелепіпеда, з'єднаних між собою поперечними смужками 44, які розрізаються або вздовж траєкторії Ρ або внизу по ходу технологічної лінії від пристрою 1 для формування упаковок 2. Кулачки 40, 41 вивільняють відповідні ланцюги 15, 25 на відповідних ділянках Р3, Q3 траєкторій Р, Q на виході відповідних привідних коліс 16, 26. Вздовж ділянок Р3, О3 ланцюги 15, 25 взаємодіють з відповідними парами натяжних механізмів 46 для утримування ланцюгів 15, 25 достатньо туго натягнутими для забезпечення контакту між роликами 42, 43 затискних губок 12, 13 і відповідними кулачками 40, 41. Особливо на Фігурах 3, 4 і 5, пристрій 1 також має електромагнітний блок 50 для подачі електроенергії до сонотроду 29 кожної затискної губки 12 вздовж ділянки Р2 траєкторії Р. Електромагнітний блок 50 має по суті передавальні засоби 51, з'єднані з фіксованим джерелом електроенергії (не зображене), наприклад з генератором змінної напруги, і міцно прикріплені до корпуса 6, і приймальні засоби 52, які прикріплені до затискних губок 12 і приймають електроенергію за допомогою електромагнітної індукції від передавальних засобів 51 при переміщенні затискних губок 12 до передавальних засобів 51. Більш точно, передавальні засоби 51 мають два окремі розміщені навпроти один до іншого передавальні блоки 53, які прикріплені до відповідних сторін 7а, 7b всередині порожнини 9 і прохо 11 дять симетрично на протилежних сторонах траєкторії А та ділянки Р2 траєкторії Ρ затискних губок 12. На Фігурі 4, кожен передавальний блок 53 видовжений в напрямі, паралельному до траєкторії А і ділянки Р2 траєкторії Р, і по суті має пластиковий несучий тримач 54, зафіксований магнітний сердечник 55 і переважно мідну первинну обмотку 56, з’єднану з зафіксованим джерелом електроенергії. Зафіксований сердечник 55 утворений прямокутною пластиною, видовженою в напрямі траєкторії А і прикріпленої до тримача 54 для захисту від тримача 54 всередині порожнини 9. Зафіксований сердечник 55 виготовлений з магнітодіелектричного матеріалу і має основну частину 57 у формі паралелепіпеда, з якої ряд -у зображеному прикладі чотири-паралельних виступів 58 виступають в напрямі В до затискних губок 12 (Фігура 5). Первинна обмотка 56 має дві видовжені провідні пластини 59, які прикріплені ι виступають з відповідних центральних виступів 58 фіксованого сердечника 55 для формування подовжень виступів 58 всередину порожнини 9. Приймальні засоби 52 мають два набори приймальних блоків 60, які прикріплені поперемінно до збільшених ділянок 21, 22 відповідних затискних губок 12, 13 і взаємодіють з відповідними передавальним блоками 53. Кожен приймальний блок 60 (Фігури 3 і 4) виступає з відповідної збільшеної ділянки 21, 22 відповідної затискної губки 12, 13 і має по суті опорне вухо 61, рухомий магнітний сердечник 62 і вторинну обмотку 63, переважно утворену кабелем, який має ряд ізольованих дротів для послаблення ефектів неоднорідного розподілу електричного струму або "скін-ефекту", які приймають електроенергію за допомогою електромагнітної індукції від первинної обмотки 56 при переміщенні приймального блоку 60 до відповідного передавального блоку 53. У зображеному прикладі, рухомий сердечник 62 утворений тілом, яке переважно виготовлене з фериту або іншого магнітодіелектричного матеріалу, виступає з відповідної збільшеної ділянки 21, 22 відповідної затискної губки 12, 13 в напрямі до відповідної сторони 7а, 7b корпуса 6, і переважно має Ε-подібну форму в перерізі у площині, перпендикулярній до траєкторії А. Більш точно, рухомий сердечник 62 має основну частину 64 у формі прямокутної пластини, з якої три паралельні виступи 65 виступають в напрямі В до відповідної сторони 7а, 7b. У зображеному прикладі, вторинна обмотка 63 має ряд витків 66, кожен з яких має кінцеву ділянку 67, навиту навколо центрального виступу 65 рухомого сердечника 62 для формування котушки, і довгу ділянку 68, яка з'єднує відповідну кінцеву ділянку 67 з сонотродом 29. Пристрій 1 переважно має трансформаторні засоби (Фігура 6), які живляться від джерела електроенергії напругою першої ефективної величини і які живлять первинну обмотку 56 напругою другої ефективної величини, меншої за першу величину напруги. 93244 12 Більш точно, трансформаторні засоби мають відомий трансформатор 70, який, у свою чергу, має перші витки 71 і другі витки 72, з’єднані між собою відомим способом завдяки магнітному полю та за допомогою сердечника з магнітного матеріалу (не зображений). Пристрій 1 має електромагнітний контур 69 для електромагнітного з'єднання джерела електроенергії, трансформатора 70, передавального блоку 53 і сонотрода 29. Контур 69 має перші електричні лінії 73, які з’єднають джерело електроенергії з першими витками 71 трансформатора 70, другі електричні лінії 74, які з'єднують другі витки 72 трансформатора 70 з первинною обмоткою 56, і треті електричні лінії 75, які з'єднують вторинну обмотку 63 і сонотрод 29. Більш точно, перших витків 71 більше ніж других витків 72 так, що ефективна величина другої напруги, яка подається до других витків 72 трансформатора 70, по лініям 74 до первинної обмотки 56, менша за ефективну величину першої напруги, яка подається джерелом електроенергії до перших витків 71 трансформатора 70. Відношення кількості перших витків 71 до кількості других витків 72 залежить від бажаного відношення між ефективною величиною першої напруги, яка подається джерелом електроенергії до перших витків 71, та ефективною величиною другої напруги, яка подається до других витків 72. У зображеному прикладі, відношенню між кількістю перших витків 71 та кількістю других витків 72 становить 50. Трансформатор 70 передбачає живлення первинної обмотки 56 передавального блоку 53 другою напругою ефективної величини, набагато меншою за ефективну величину першої напруги, так, що електроенергія передається за допомогою електромагнітної індукції від первинної обмотки 56 до вторинної обмотки 63 з малою ефективною величиною напруги і великою ефективною величиною електричного струму, таким чином значно зменшуючи ризик появи розрядів у вологому забрудненому навколишньому середовищі між первинною обмоткою 56 та вторинною обмоткою 63. Первинна обмотка 56 і вторинна обмотка 63 виконані для індукування у вторинній обмотці 63 третьої напруги, ефективна величина якої більша за ефективну величину другої напруги і досить висока для забезпечення вірного і ефективного зварювання сонотродом 29. У зображеному прикладі, відношення між ефективною величиною третьої напруги та ефективною величиною другої напруги становить 50. Контур 69 також має конденсатор 76, який електрично послідовно з'єднаний з джерелом електроенергії вздовж однієї з електричних ліній 73 та має таку ємність, щоб по суті вирівнювати індуктивні характеристики перших витків 71 трансформатора 70 так, що ефективна величина другої напруги, індукованої в других витках 72, є максимальною приблизно при частоті коливання напруги, яка подається джерелом електроенергії. Контур 69 має конденсатор 77, електрично паралельно з'єднаний з вторинною обмоткою 63 і 13 має таку ємність, щоб по суті вирівнювати індуктивні електромагнітні характеристики вторинної обмотки 63, і індуктор 78, електрично паралельно з'єднаний з конденсатором 77, на протилежній стороні конденсатора 77 - з вторинною обмоткою 63 і має таку індуктивність, щоб вирівнювати електромагнітні характеристики сонотроду 29 і пакувального матеріалу. Більш точно, електромагнітні характеристики сонотроду 29 і пакувального матеріалу представлені конденсатором 79, електрично паралельно з'єднаним з індуктором 78 і розташованим на стороні індуктора 78, протилежній до конденсатора 77, і послідовним з'єднанням 80 конденсатора 81, індуктора 82 і резистора 83. З'єднання 80 електрично паралельно з'єднане з конденсатором 79 на стороні конденсатора 79, протилежній до індуктора 78. В силу контура 69, ефективна величина напруги, яка подається до сонотрода 29, є максимальною приблизно при частоті коливання напруги, індукованої у вторинній обмотці 63. Тому, п'єзоелектричні диски генерують в сонотроді 29 вібрації з амплітудою, достатньою для забезпечення вірного і ефективного зварювання. Герметизуючий пристрій 1 працює наступним чином. Два конвеєра 10, 11 повертаються в протилежних напрямах, як це вказано стрілками на Фігурі 2, так, що відповідні затискні губки 12 і 13 взаємодіють з трубою З пакувального матеріалу з кінця відповідних ділянок Р1, Q i траєкторій Р, Q і вздовж відповідних ділянок Р2, Q2 із законом руху, визначеним профілями кулачків 40, 41. Одночасно з переміщенням конвеєрів 10, 11 джерело електроенергії живить перші витки 71 трансформатора 70 по лініям 73. Конденсатор 76 компенсує послаблюючий ефект по суті індуктивних характеристик перших витків 71 так, що ефективна величина напруги, яка подається до других витків 72, є максимальною приблизно при частоті живлення джерела електроенергії. Трансформатор 70 перетворює і зменшує ефективну величину напруги, яка передається від перших витків 71 до других витків 72. Другі витки 72 передають напругу до первинної обмотки 56 по лініям 74. Робочий цикл буде тепер описуватися більш детально з посиланням на одну затискну губку 12 конвеєра 10 і відповідну затискну губку 13 конвеєра 11, при цьому усі затискні губки 12 і 13 очевидно виконують той же цикл через певні інтервали часу, які залежать від продуктивності. Вздовж ділянок Р1, і О1 затискні губки 12 і 13 зводяться одна до іншої для .поступової деформації і, врешті решт, "розплющення" труби 3 у поперечній смужці 44. В кінці ділянок Р1, О1 пристрої 33 для контролю об'єму упаковок 2 приводяться в дію, а половини форми 34 затискних губок 12 і 13 зводяться спереду одна до іншої для формування порожнини у формі паралелепіпеда, яка визначає об'єм контейнера 45 упаковки 2, яка формується. 93244 14 Вздовж відповідних ділянок Р2, О2 траєкторій Р, Q затискні губки 12 і 13 міцно стискають трубу 3, а приймальний блок 60 затискної губки 12 рухається в напрямі до відповідного передавального блоку 53 і з'єднується з ним в напрямі В. Більш точно, приймальний блок 60 позиціонується відносно відповідного передавального блоку 53, як це зображено на Фігурі 5. Коли затискна губка 12 рухається вздовж ділянки Р2 траєкторії Р, то напруга у вторинній обмотці 63 відповідного приймального блоку 60 індукується первинною обмоткою 56, таким чином живлячи електроенергією сонотрод 29, який зварює дві накладені ділянки пакувального матеріалу, які формують смужку 44. Більш точно, ефективна величина напруги, індукованої у вторинній обмотці 63, більша за ефективну величину напруги на других витках 72 так, що сонотрод 29 живиться по лініям 74 ефективною величиною змінної напруги, достатньою для забезпечення вірного і повного зварювання двох ділянок пакувального матеріалу, які формують смужку 44. При живленні сонотрода 29 конденсатор 77 компенсує послаблюючий ефект по суті індуктивних характеристик вторинної обмотки 63, а індуктор 78 компенсує послаблюючий ефект електромагнітних характеристик сонотрода 29 і пакувального матеріалу так, що ефективна величина напруги, яка подається до сонотрода 29, є максимальною приблизно при частоті, з якою напруга індукується у вторинній обмотці 63. При від'єднанні приймального блоку 60 від відповідного передавального блоку 53 в кінці ділянки Р2 траєкторії Ρ або при досягання необхідної величини енергії зварювання, припиняється індукування електричного струму у вторинній обмотці 63 у точці, де затискні губки 12 і 13 вивільняють нову зварену смужку 44 і відводяться від смуги упаковок 2. Переваги пристрою 1 і способу згідно з представленим винаходом стануть очевидними з наступного опису. Зокрема, зварювальний пристрій 1 передбачає вірне і повне зварювання ділянок пакувального матеріалу, які формують смужку 44, таким чином зменшуючи ризик появи розрядів між первинною обмоткою 56 і вторинною обмоткою 63. Трансформатор 70 фактично живить другі витки 72 напругою меншої ефективної величини і електричним струмом більшої ефективної величини порівняно з тими, які подаються джерелом електроенергії до перших витків 71. Електроенергія, таким чином, подається другими витками 72 до первинної обмотки 56 головним чином у вигляді змінного електричного струму і у меншій степені у вигляді змінної напруги. Тому, малі ефективні величини напруги спостерігаються між первинною обмоткою 56 і вторинною обмоткою 63, таким чином сильно знижуючи ризик появи електричних розрядів, особливо, що стосується первинної обмотки 56. Більше того, струм, індукований у вторинній обмотці 63 і, тому, напруга, яка подається до сонотрода 29, є особливо високою, будучи пропорцій 15 ною до електричного струму у первинній обмотці 56, при цьому сонотрод 29 може легко живитися високими напругами, необхідними для вірного і повного зварювання. Ясно, що у зварювальний пристрій 1 і в описаний спосіб можуть вноситися зміни без, однак, виходу за рамки правового захисту, визначені супровідною формулою винаходу. Зокрема, пристрій 1 може мати тільки одну або дві пари затискних губок 12, 13, які діють циклічно на трубу 3 пакувального матеріалу. 93244 16 На противагу до послідовного з'єднання по лініям 73, конденсатор 76 може електрично паралельно з'єднуватися з першими витками 71 трансформатора 70. Нарешті, контур 69 не повинен обов'язково мати конденсатори 76, 77 і/або індуктор 78. Застосовуються або ні конденсатори 76, 77 або індуктор 78 залежить від електромагнітних характеристик сонотрода 29 і від конкретної конфігурації первинної обмотки 56 і вторинної обмотки 63. 17 93244 18 19 Комп’ютерна верстка Г. Паяльніков 93244 Підписне 20 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSealing device and method for producing sealed packages with pourable food product
Автори англійськоюNemkov Valentin S., Madzharov Nikolay, Gnad Gerhard
Назва патенту російськоюСварочное устройство и способ изготовления герметичных упаковок c разливным пищевым продуктом
Автори російськоюНемков Валентин C., Маджаров Николай, Гнад Герхард
МПК / Мітки
МПК: B29C 65/08
Мітки: розливним, зварювальний, пристрій, герметичних, харчовим, виготовлення, упаковок, продуктом, спосіб
Код посилання
<a href="https://ua.patents.su/10-93244-zvaryuvalnijj-pristrijj-i-sposib-vigotovlennya-germetichnikh-upakovok-z-rozlivnim-kharchovim-produktom.html" target="_blank" rel="follow" title="База патентів України">Зварювальний пристрій і спосіб виготовлення герметичних упаковок з розливним харчовим продуктом</a>
Пристрій індукційного зварювання для термозварювання пакувального матеріалу та пакувальна установка для виготовлення герметичних упаковок з розливним харчовим продуктом
Номер патенту: 76151
Опубліковано: 17.07.2006
Автори: Бабіні Андреа, Фангарецці Джанні
МПК: B65B 51/22, B29C 65/02
Мітки: установка, виготовлення, пакувальна, індукційного, розливним, продуктом, харчовим, пристрій, герметичних, матеріалу, пакувального, термозварювання, упаковок, зварювання
Формула / Реферат:
1. Пристрій (15) індукційного зварювання для термозварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами, переміщуваних відносно пристрою (15) у першому напрямку (А), який містить індукційні елементи (20, 21), які виконані з можливістю взаємодії із пакувальним матеріалом за допомогою пари перших активних поверхонь (26) індукційних елементів (21) та пари других активних поверхонь (25)...
Індукційний зварювальний пристрій і спосіб індукційного зварювання для виготовлення упаковок з розливними харчовими продуктами
Номер патенту: 81801
Опубліковано: 11.02.2008
Автори: Феррарі Клаудіо, Джавед Саквіб, Галавотті Джорджіо, Меландрі Антоніо
МПК: B65B 51/22, B29C 65/02, B65B 57/00
Мітки: індукційний, виготовлення, зварювальний, індукційного, упаковок, спосіб, харчовими, розливними, зварювання, продуктами, пристрій
Формула / Реферат:
1. Індукційний зварювальний пристрій, який виконаний з можливістю використання для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому зварювальний пристрій містить:- генеруючі засоби для генерування сигналу
Спосіб виготовлення та пакувальна машина для виготовлення герметичних упаковок для розливних харчових продуктів із заготовок, попередньо вирізаних з листового пакувального матеріалу
Номер патенту: 79456
Опубліковано: 25.06.2007
Автори: Бенедетті Паоло, Ліндгрін Елф
МПК: A61L 2/20, B65B 55/04
Мітки: листового, попередньо, розливних, упаковок, матеріалу, заготовок, машина, спосіб, продуктів, герметичних, пакувального, виготовлення, харчових, вирізаних, пакувальна
Формула / Реферат:
1. Спосіб виготовлення герметичної упаковки для розливного харчового продукту із по суті трубчастої заготовки (2), яка попередньо вирізана з листового пакувального матеріалу і має відкриті протилежні кінці (3, 4), де згаданий спосіб включає етапи:- подавання згаданої заготовки (2) на відповідну формуючу оправку (9);- заварювання одного кінця (3) згаданої заготовки (2) на згаданій оправці (9) з метою формування контейнера (6,...
Спосіб виготовлення упаковки з в’язким харчовим продуктом
Номер патенту: 52209
Опубліковано: 10.08.2010
Автори: Вальтер Едуард Володимирович, Довженко Володимир Михайлович, Зіменков Вадим Станіславович
МПК: B65D 85/72
Мітки: в'язким, харчовим, виготовлення, упаковки, спосіб, продуктом
Формула / Реферат:
1. Спосіб виготовлення упаковки з в'язким харчовим продуктом, що включає виготовлення упаковки і наповнення її в'язким харчовим продуктом, який відрізняється тим, що для формування упаковки використовують плівку, яку протягують з рулону комплектом приводних коліс, що приводять в рух електродвигуном із змінною швидкістю, крізь ролики і комір для формування плівки в рукав, потім плівку зварюють на місці напуску для одержання герметичного...
Пристрій та спосіб заповнення пакетів з фольги харчовим продуктом (варіанти)
Номер патенту: 89477
Опубліковано: 10.02.2010
Автори: Крафт Ебергард, Вільд Др. Ганс-Петер
МПК: B65B 1/04
Мітки: фольги, варіанти, харчовим, продуктом, пристрій, пакетів, заповнення, спосіб
Формула / Реферат:
1. Пристрій для заповнення пакетів з фольги харчовими продуктами з транспортувальним пристроєм для транспортування пакетів з фольги, дозувальним пристроєм для відмірювання наперед визначеної кількості твердих харчових продуктів, заповнювальним пристроєм для заповнення пакетів з фольги відміряною кількістю твердих харчових продуктів і закривальним пристроєм для закривання пакетів з фольги, який відрізняється тим, що дозувальний пристрій має...
Попередній патент: Регулювання посилення звуку з використанням основаного на конкретній гучності виявлення акустичних подій
Наступний патент: Фармацевтична субстанція на основі таурохолевої кислоти
Випадковий патент: Пристрій для садіння щепів винограду