Спосіб виготовлення та пакувальна машина для виготовлення герметичних упаковок для розливних харчових продуктів із заготовок, попередньо вирізаних з листового пакувального матеріалу
Формула / Реферат
1. Спосіб виготовлення герметичної упаковки для розливного харчового продукту із по суті трубчастої заготовки (2), яка попередньо вирізана з листового пакувального матеріалу і має відкриті протилежні кінці (3, 4), де згаданий спосіб включає етапи:
- подавання згаданої заготовки (2) на відповідну формуючу оправку (9);
- заварювання одного кінця (3) згаданої заготовки (2) на згаданій оправці (9) з метою формування контейнера (6, 106, 206), відкритого з протилежного кінця (4);
- знімання згаданого контейнера (6, 106, 206) із згаданої оправки (9); та
- стерилізації згаданого контейнера (6, 106, 206) перед його заповненням згаданим розливним харчовим продуктом; згаданий спосіб містить також етап попереднього нагрівання згаданого контейнера (6, 106, 206) перед його стерилізацією; який відрізняється тим, що згаданий етап попереднього нагрівання згаданого контейнера (6, 106, 206) здійснюють за рахунок нагрівання згаданої оправки (9).
2. Пакувальна машина (1) для виготовлення герметичних упаковок для розливних харчових продуктів із по суті трубчастих заготовок (2), які попередньо вирізані з листового пакувального матеріалу і мають відкриті протилежні кінці (3, 4), де до складу згаданої машини (1) входить блок герметизації (5) для заварювання одного кінця (3) згаданих заготовок (2) з метою формування відповідних контейнерів (6, 106, 206), відкритих з протилежного кінця (4), і блок стерилізації (7) для стерилізації згаданих контейнерів (6, 106, 206); причому згаданий блок герметизації (5) містить певну кількість формуючих оправок (9), котрі призначені для захоплення відповідними згаданими заготовками (2) і встановлені з можливістю переміщення вздовж заданої траєкторії, вздовж якої кожна згадана заготовка (2) перетворюється у відповідний згаданий контейнер (6, 106, 206), відкритий з одного кінця (4), яка відрізняється тим, що згаданий блок герметизації (5) містить нагрівальні засоби (13) для нагрівання згаданих оправок (9), які передають тепло відповідним згаданим контейнерам (6, 106, 206) перед їх подачею до згаданого блока стерилізації (7).
3. Машина за п. 2, яка відрізняється тим, що згадані нагрівальні засоби містять електрорезистивний нагрівник (13) для кожної згаданої оправки (9).
4. Машина за п. 2 або 3, яка відрізняється тим, що містить засоби (14, 15) для електростатичного керування температурою згаданих оправок (9).
Текст
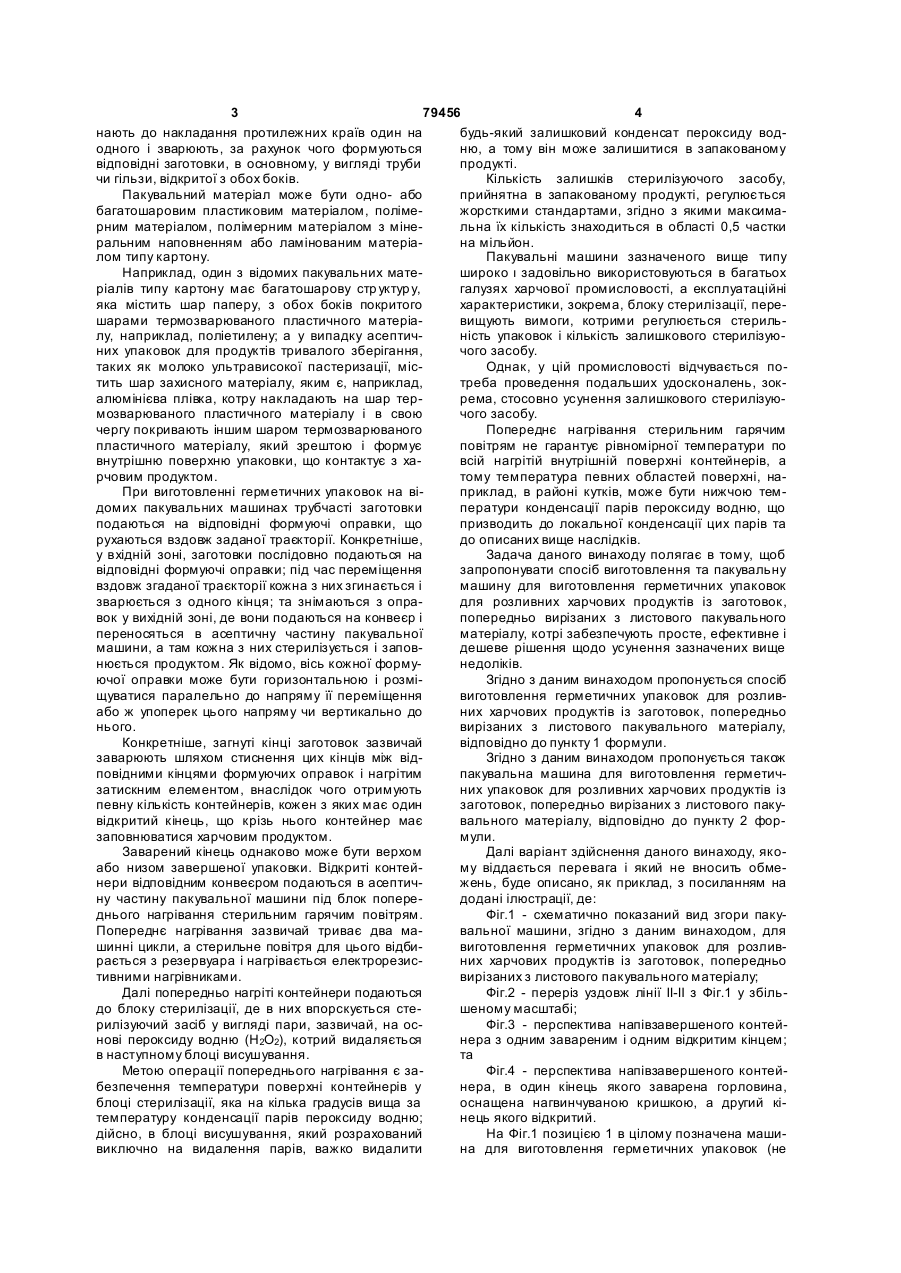
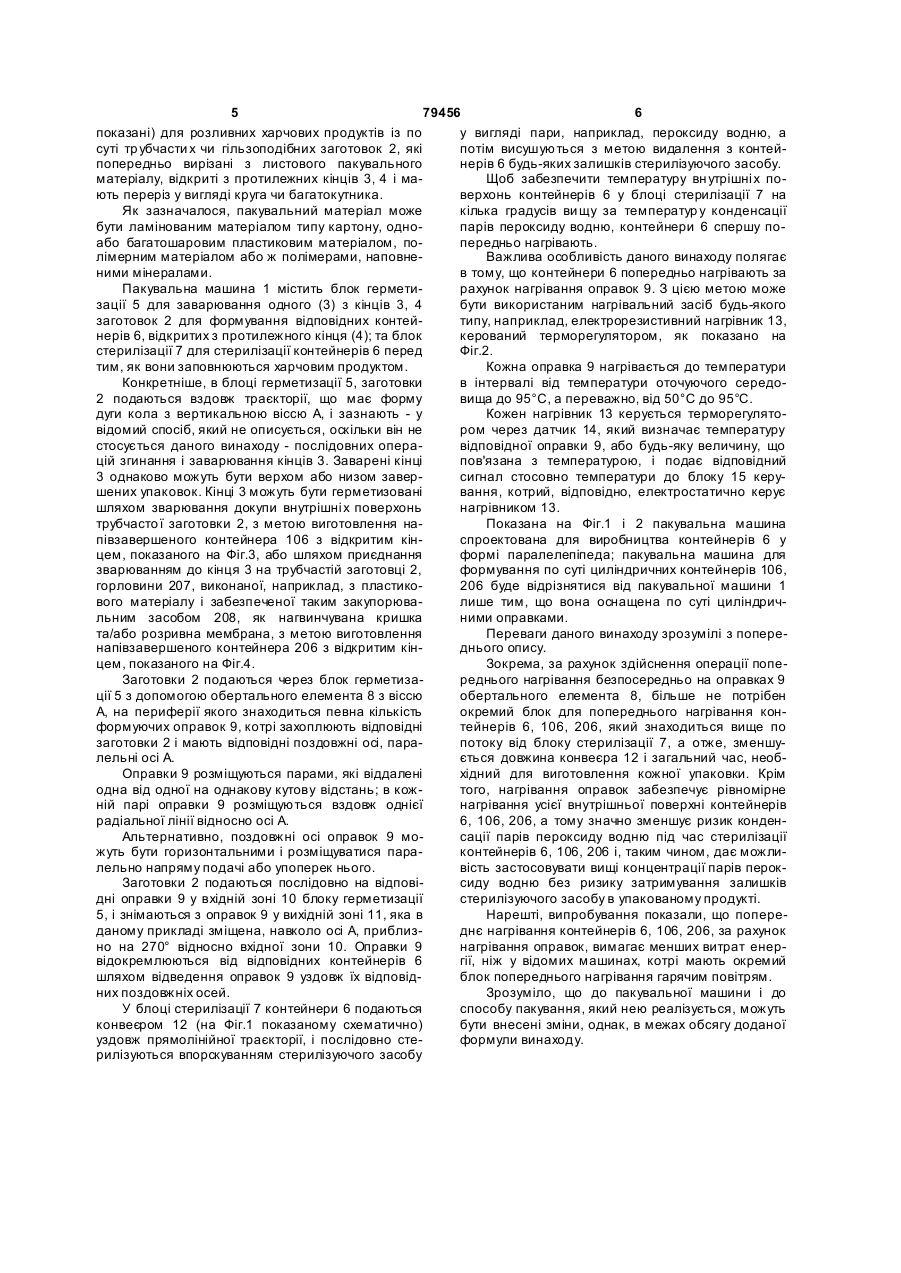
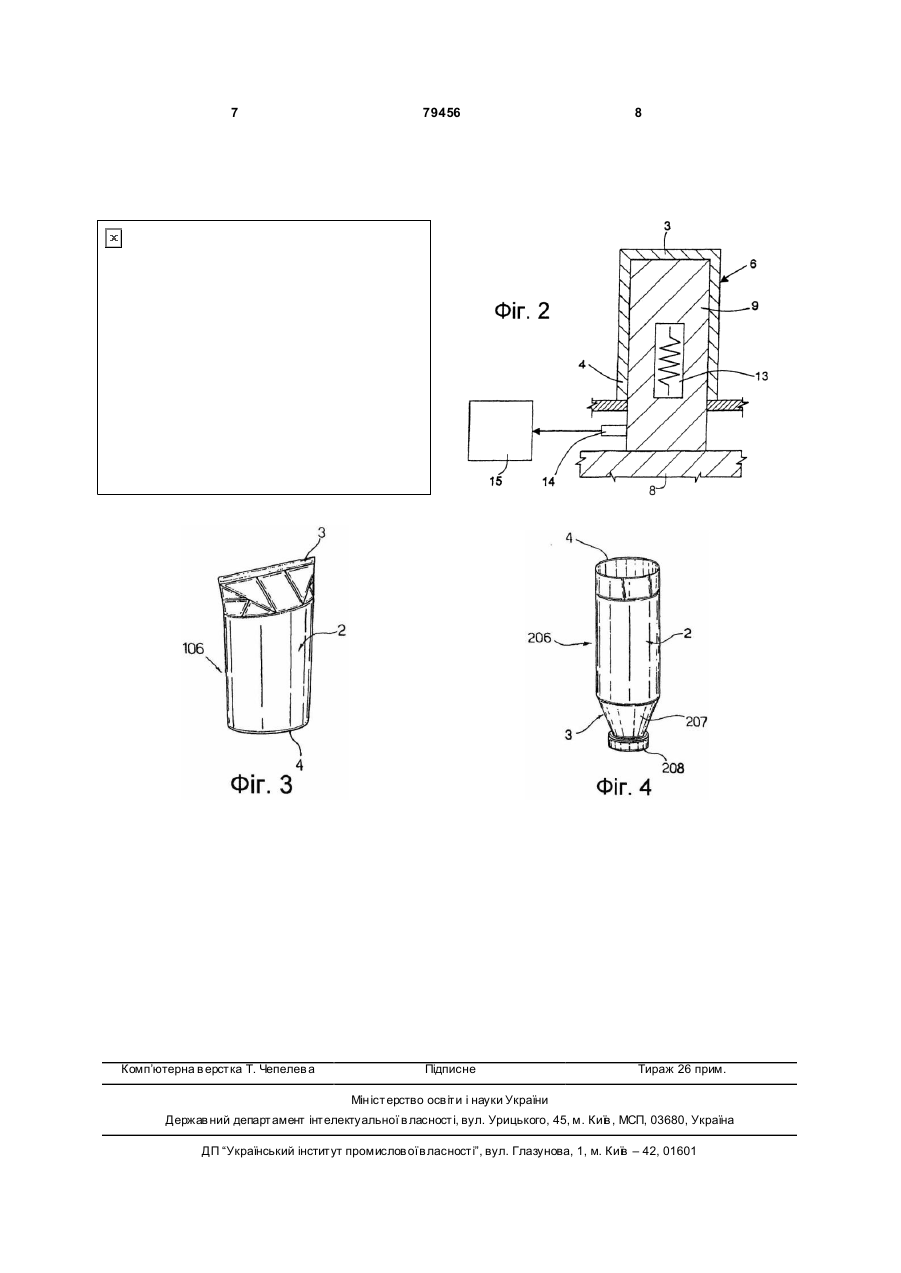
1. Спосіб виготовлення герметичної упаковки для розливного харчового продукту із по суті трубчастої заготовки (2), яка попередньо вирізана з листового пакувального матеріалу і має відкриті протилежні кінці (3, 4), де згаданий спосіб включає етапи: - подавання згаданої заготовки (2) на відповідну формуючу оправку (9); - заварювання одного кінця (3) згаданої заготовки (2) на згаданій оправці (9) з метою формування контейнера (6, 106, 206), відкритого з протилежного кінця (4); - знімання згаданого контейнера (6, 106, 206) із згаданої оправки (9); та - стерилізації згаданого контейнера (6, 106, 206) перед його заповненням згаданим розливним харчовим продуктом; згаданий спосіб містить також етап попереднього нагрівання згаданого контейнера (6, 106, 206) перед його стерилізацією; який C2 2 UA 1 3 79456 4 нають до накладання протилежних країв один на будь-який залишковий конденсат пероксиду вододного і зварюють, за рахунок чого формуються ню, а тому він може залишитися в запакованому відповідні заготовки, в основному, у вигляді труби продукті. чи гільзи, відкритої з обох боків. Кількість залишків стерилізуючого засобу, Пакувальний матеріал може бути одно- або прийнятна в запакованому продукті, регулюється багатошаровим пластиковим матеріалом, полімежорсткими стандартами, згідно з якими максимарним матеріалом, полімерним матеріалом з мінельна їх кількість знаходиться в області 0,5 частки ральним наповненням або ламінованим матеріана мільйон. лом типу картону. Пакувальні машини зазначеного вище типу Наприклад, один з відомих пакувальних матешироко ι задовільно використовуються в багатьох ріалів типу картону має багатошарову стр уктур у, галузях харчової промисловості, а експлуатаційні яка містить шар паперу, з обох боків покритого характеристики, зокрема, блоку стерилізації, перешарами термозварюваного пластичного матеріавищують вимоги, котрими регулюється стерильлу, наприклад, поліетилену; а у випадку асептичність упаковок і кількість залишкового стерилізуюних упаковок для продуктів тривалого зберігання, чого засобу. таких як молоко ультрависокої пастеризації, місОднак, у цій промисловості відчувається потить шар захисного матеріалу, яким є, наприклад, треба проведення подальших удосконалень, зокалюмінієва плівка, котру накладають на шар террема, стосовно усунення залишкового стерилізуюмозварюваного пластичного матеріалу і в свою чого засобу. чергу покривають іншим шаром термозварюваного Попереднє нагрівання стерильним гарячим пластичного матеріалу, який зрештою і формує повітрям не гарантує рівномірної температури по внутрішню поверхню упаковки, що контактує з хавсій нагрітій внутрішній поверхні контейнерів, а рчовим продуктом. тому температура певних областей поверхні, наПри виготовленні герметичних упаковок на віприклад, в районі кутків, може бути нижчою темдомих пакувальних машинах трубчасті заготовки ператури конденсації парів пероксиду водню, що подаються на відповідні формуючі оправки, що призводить до локальної конденсації цих парів та рухаються вздовж заданої траєкторії. Конкретніше, до описаних вище наслідків. у вхідній зоні, заготовки послідовно подаються на Задача даного винаходу полягає в тому, щоб відповідні формуючі оправки; під час переміщення запропонувати спосіб виготовлення та пакувальну вздовж згаданої траєкторії кожна з них згинається і машину для виготовлення герметичних упаковок зварюється з одного кінця; та знімаються з опрадля розливних харчових продуктів із заготовок, вок у вихідній зоні, де вони подаються на конвеєр і попередньо вирізаних з листового пакувального переносяться в асептичну частину пакувальної матеріалу, котрі забезпечують просте, ефективне і машини, а там кожна з них стерилізується і заповдешеве рішення щодо усунення зазначених вище нюється продуктом. Як відомо, вісь кожної формунедоліків. ючої оправки може бути горизонтальною і розміЗгідно з даним винаходом пропонується спосіб щуватися паралельно до напряму її переміщення виготовлення герметичних упаковок для розливабо ж упоперек цього напряму чи вертикально до них харчових продуктів із заготовок, попередньо нього. вирізаних з листового пакувального матеріалу, Конкретніше, загнуті кінці заготовок зазвичай відповідно до пункту 1 формули. заварюють шляхом стиснення цих кінців між відЗгідно з даним винаходом пропонується також повідними кінцями формуючих оправок і нагрітим пакувальна машина для виготовлення герметичзатискним елементом, внаслідок чого отримують них упаковок для розливних харчових продуктів із певну кількість контейнерів, кожен з яких має один заготовок, попередньо вирізаних з листового пакувідкритий кінець, що крізь нього контейнер має вального матеріалу, відповідно до пункту 2 форзаповнюватися харчовим продуктом. мули. Заварений кінець однаково може бути верхом Далі варіант здійснення даного винаходу, якоабо низом завершеної упаковки. Відкриті контейму віддається перевага і який не вносить обменери відповідним конвеєром подаються в асептичжень, буде описано, як приклад, з посиланням на ну частину пакувальної машини під блок попередодані ілюстрації, де: днього нагрівання стерильним гарячим повітрям. Фіг.1 - схематично показаний вид згори пакуПопереднє нагрівання зазвичай триває два мавальної машини, згідно з даним винаходом, для шинні цикли, а стерильне повітря для цього відбивиготовлення герметичних упаковок для розливрається з резервуара і нагрівається електрорезисних харчових продуктів із заготовок, попередньо тивними нагрівниками. вирізаних з листового пакувального матеріалу; Далі попередньо нагріті контейнери подаються Фіг.2 - переріз уздовж лінії ІІ-ІІ з Фіг.1 у збільдо блоку стерилізації, де в них впорскується стешеному масштабі; рилізуючий засіб у вигляді пари, зазвичай, на осФіг.3 - перспектива напівзавершеного контейнові пероксиду водню (Н2О2), котрий видаляється нера з одним завареним і одним відкритим кінцем; в наступному блоці висушування. та Метою операції попереднього нагрівання є заФіг.4 - перспектива напівзавершеного контейбезпечення температури поверхні контейнерів у нера, в один кінець якого заварена горловина, блоці стерилізації, яка на кілька градусів вища за оснащена нагвинчуваною кришкою, а другий кітемпературу конденсації парів пероксиду водню; нець якого відкритий. дійсно, в блоці висушування, який розрахований На Фіг.1 позицією 1 в цілому позначена машивиключно на видалення парів, важко видалити на для виготовлення герметичних упаковок (не 5 79456 6 показані) для розливних харчових продуктів із по у вигляді пари, наприклад, пероксиду водню, а суті тр убчасти х чи гільзоподібних заготовок 2, які потім висушуються з метою видалення з контейпопередньо вирізані з листового пакувального нерів 6 будь-яких залишків стерилізуючого засобу. матеріалу, відкриті з протилежних кінців 3, 4 і маЩоб забезпечити температуру вн утрішні х поють переріз у вигляді круга чи багатокутника. верхонь контейнерів 6 у блоці стерилізації 7 на Як зазначалося, пакувальний матеріал може кілька градусів ви щу за температур у конденсації бути ламінованим матеріалом типу картону, однопарів пероксиду водню, контейнери 6 спершу поабо багатошаровим пластиковим матеріалом, попередньо нагрівають. лімерним матеріалом або ж полімерами, наповнеВажлива особливість даного винаходу полягає ними мінералами. в тому, що контейнери 6 попередньо нагрівають за Пакувальна машина 1 містить блок герметирахунок нагрівання оправок 9. З цією метою може зації 5 для заварювання одного (3) з кінців 3, 4 бути використаним нагрівальний засіб будь-якого заготовок 2 для формування відповідних контейтипу, наприклад, електрорезистивний нагрівник 13, нерів 6, відкритих з протилежного кінця (4); та блок керований терморегулятором, як показано на стерилізації 7 для стерилізації контейнерів 6 перед Фіг.2. тим, як вони заповнюються харчовим продуктом. Кожна оправка 9 нагрівається до температури Конкретніше, в блоці герметизації 5, заготовки в інтервалі від температури оточуючого середо2 подаються вздовж траєкторії, що має форму вища до 95°С, а переважно, від 50°С до 95°С. дуги кола з вертикальною віссю А, і зазнають - у Кожен нагрівник 13 керується терморегулятовідомий спосіб, який не описується, оскільки він не ром через датчик 14, який визначає температуру стосується даного винаходу - послідовних операвідповідної оправки 9, або будь-яку величину, що цій згинання і заварювання кінців 3. Заварені кінці пов'язана з температурою, і подає відповідний 3 однаково можуть бути верхом або низом заверсигнал стосовно температури до блоку 15 керушених упаковок. Кінці 3 можуть бути герметизовані вання, котрий, відповідно, електростатично керує шляхом зварювання докупи внутрішні х поверхонь нагрівником 13. трубчасто ї заготовки 2, з метою виготовлення наПоказана на Фіг.1 і 2 пакувальна машина півзавершеного контейнера 106 з відкритим кінспроектована для виробництва контейнерів 6 у цем, показаного на Фіг.3, або шляхом приєднання формі паралелепіпеда; пакувальна машина для зварюванням до кінця 3 на трубчастій заготовці 2, формуванняпо суті циліндричних контейнерів 106, горловини 207, виконаної, наприклад, з пластико206 буде відрізнятися від пакувальної машини 1 вого матеріалу і забезпеченої таким закупорювалише тим, що вона оснащена по суті циліндричльним засобом 208, як нагвинчувана кришка ними оправками. та/або розривна мембрана, з метою виготовлення Переваги даного винаходу зрозумілі з поперенапівзавершеного контейнера 206 з відкритим кінднього опису. цем, показаного на Фіг.4. Зокрема, за рахунок здійснення операції попеЗаготовки 2 подаються через блок герметизареднього нагрівання безпосередньо на оправках 9 ції 5 з допомогою обертального елемента 8 з віссю обертального елемента 8, більше не потрібен А, на периферії якого знаходиться певна кількість окремий блок для попереднього нагрівання конформуючих оправок 9, котрі захоплюють відповідні тейнерів 6, 106, 206, який знаходиться вище по заготовки 2 і мають відповідні поздовжні осі, парапотоку від блоку стерилізації 7, а отже, зменшулельні осі А. ється довжина конвеєра 12 і загальний час, необОправки 9 розміщуються парами, які віддалені хідний для виготовлення кожної упаковки. Крім одна від одної на однакову кутову відстань; в кожтого, нагрівання оправок забезпечує рівномірне ній парі оправки 9 розміщуються вздовж однієї нагрівання усієї внутрішньої поверхні контейнерів радіальної лінії відносно осі А. 6, 106, 206, а тому значно зменшує ризик конденАльтернативно, поздовжні осі оправок 9 мосації парів пероксиду водню під час стерилізації жуть бути горизонтальними і розміщуватися параконтейнерів 6, 106, 206 і, таким чином, дає можлилельно напряму подачі або упоперек нього. вість застосовувати вищі концентрації парів перокЗаготовки 2 подаються послідовно на відповісиду водню без ризику затримування залишків дні оправки 9 у вхідній зоні 10 блоку герметизації стерилізуючого засобу в упакованому продукті. 5, і знімаються з оправок 9 у вихідній зоні 11, яка в Нарешті, випробування показали, що попереданому прикладі зміщена, навколо осі А, приблизднє нагрівання контейнерів 6, 106, 206, за рахунок но на 270° відносно вхідної зони 10. Оправки 9 нагрівання оправок, вимагає менших витрат енервідокремлюються від відповідних контейнерів 6 гії, ніж у відомих машинах, котрі мають окремий шляхом відведення оправок 9 уздовж їх відповідблок попереднього нагрівання гарячим повітрям. них поздовжніх осей. Зрозуміло, що до пакувальної машини і до У блоці стерилізації 7 контейнери 6 подаються способу пакування, який нею реалізується, можуть конвеєром 12 (на Фіг.1 показаному схематично) бути внесені зміни, однак, в межах обсягу доданої уздовж прямолінійної траєкторії, і послідовно стеформули винаходу. рилізуються впорскуванням стерилізуючого засобу 7 Комп’ютерна в ерстка Т. Чепелев а 79456 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and machine for producing a sealed package of a pourable food product from a substantially tubular pieces cut blank of sheet packaging material
Автори англійськоюBenedetti, Paolo
Назва патенту російськоюСпособ изготовления и упаковочная машина для изготовления герметических упаковок для разливных пищевых продуктов из заготовок, предварительно вырезанных из листового упаковочного материала
Автори російськоюБенедетти Паоло
МПК / Мітки
МПК: A61L 2/20, B65B 55/04
Мітки: харчових, продуктів, виготовлення, спосіб, вирізаних, машина, листового, заготовок, герметичних, матеріалу, упаковок, пакувального, розливних, пакувальна, попередньо
Код посилання
<a href="https://ua.patents.su/4-79456-sposib-vigotovlennya-ta-pakuvalna-mashina-dlya-vigotovlennya-germetichnikh-upakovok-dlya-rozlivnikh-kharchovikh-produktiv-iz-zagotovok-poperedno-virizanikh-z-listovogo-pakuvalnogo.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення та пакувальна машина для виготовлення герметичних упаковок для розливних харчових продуктів із заготовок, попередньо вирізаних з листового пакувального матеріалу</a>
Пристрій індукційного зварювання для термозварювання пакувального матеріалу та пакувальна установка для виготовлення герметичних упаковок з розливним харчовим продуктом
Номер патенту: 76151
Опубліковано: 17.07.2006
Автори: Бабіні Андреа, Фангарецці Джанні
МПК: B65B 51/22, B29C 65/02
Мітки: зварювання, герметичних, виготовлення, продуктом, розливним, пакувального, пакувальна, упаковок, термозварювання, матеріалу, індукційного, харчовим, пристрій, установка
Формула / Реферат:
1. Пристрій (15) індукційного зварювання для термозварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами, переміщуваних відносно пристрою (15) у першому напрямку (А), який містить індукційні елементи (20, 21), які виконані з можливістю взаємодії із пакувальним матеріалом за допомогою пари перших активних поверхонь (26) індукційних елементів (21) та пари других активних поверхонь (25)...
Спосіб з’єднування внапуск ламінованого матеріалу для пакування розливних харчових продуктів
Номер патенту: 73600
Опубліковано: 15.08.2005
Автори: Саббадіні Девід, Морселлі Джанні, Бенедетті Паоло, Грізенді Роберто, Канті Паоло
МПК: B65H 19/18, B29C 65/02, B29L 9/00, B32B 27/10
Мітки: продуктів, пакування, спосіб, внапуск, матеріалу, харчових, ламінованого, розливних, з'єднування
Формула / Реферат:
1. Спосіб з'єднування між собою внапуск першої (10) і другої (20) стрічок попередньо загнутого ламінованого пакувального матеріалу, призначеного для виготовлення герметичних упаковок для розливних харчових продуктів у пакувальній машині, котра формує упаковку, заповнює її і герметизує, причому кожна стрічка (10, 20) містить принаймні один волокнистий шар (11, 21), що має перший бік (12, 22), покритий принаймні одним першим полімерним шаром...
Вузол стерилізації поданого з рулону матеріалу в машині для пакування розливних харчових продуктів
Номер патенту: 76818
Опубліковано: 15.09.2006
Автори: Ферраріні Філіппо, Бенедетті Паоло
МПК: B65B 55/04
Мітки: стерилізації, розливних, вузол, поданого, харчових, рулону, машини, матеріалу, продуктів, пакування
Формула / Реферат:
1. Вузол стерилізації, призначений для стерилізації стрічки (2) пакувального матеріалу в машині (1) для пакування розливних харчових продуктів, де до складу вузла (3) стерилізації входять:ванна (7), котра містить стерилізуючий засіб, у який безперервно подається згадана стрічка (2);асептичне середовище (30), яке містить камеру обробки (8), зв'язану з виходом (12) із згаданої ванни (7), і містить засоби (17) висушування для...
Вузол стерилізації поданого з рулону матеріалу в машині для пакування розливних харчових продуктів
Номер патенту: 76819
Опубліковано: 15.09.2006
Автори: Веллані Фабіо, Андерссон Ян, Сьоренсен Карстен, Ферраріні Філіппо, Еліас Детлеф, Річчі Ерманно
МПК: B65B 55/04
Мітки: поданого, розливних, рулону, машини, пакування, вузол, матеріалу, продуктів, харчових, стерилізації
Формула / Реферат:
1. Вузол (3) стерилізації, призначений для стерилізації стрічки (2) пакувального матеріалу в машині (1) для пакування розливних харчових продуктів, де до складу вузла стерилізації входять:ванна (7), котра містить стерилізуючий засіб, у який безперервно подається згадана стрічка (2);асептичне середовище (30), яке містить камеру обробки (8), зв'язану з виходом (12) із згаданої ванни (7), і містить засоби (17) висушування для...
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Сельберг Ханс, Бенедетті Паоло
МПК: B65B 9/10, B65B 51/26
Мітки: герметичний, спосіб, цього, агрегат, виготовлення, герметичних, містять, пакувального, пакетів, трубки, рідкі, способу, пакет, продукти, матеріалу, харчові, реалізації, пакувальний
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...