Пристрій та спосіб для пакування виробів з мінеральної вати
Номер патенту: 93856
Опубліковано: 25.03.2011

Формула / Реферат
1. Спосіб виготовлення упаковки (5), що включає виріб (1) з мінеральної вати, що по суті має паралельні протилежні поверхні (1'), які знаходяться в герметично запечатаному стані, що не пропускає повітря, у фользі (25), який відрізняється тим, що
виконують зменшення розміру згаданого виробу (1) з мінеральної вати шляхом його механічного стискання в першому напрямку з використанням засобів (30) для механічного стискання, прикладаючи рівномірний або по суті рівномірний тиск до протилежних поверхонь (1');
переміщають виріб з мінеральної вати зменшеного розміру від засобу (30) для механічного стискання до засобу (40) для вакуумування, і
виконують вакуумування виробу (1) з мінеральної вати зменшеного розміру, запечатаного в фольгу, (25) до тих пір, коли тиск всередині упаковки (5), що містить виріб (1) з мінеральної вати, запечатаний в фольгу (25), буде урівноважено тиском на поверхнях (1'), необхідних для отримання згаданого зменшеного розміру (Т-t), при цьому вакуумування виробу (1) з мінеральної вати зменшеного розміру, герметично запечатаного в фольгу (25), вибирають таким, щоб підтримувати або по суті підтримувати згаданий зменшений розмір (T-t), причому
вакуумування проводять, по суті підтримуючи згаданий зменшений розмір, і закінчують механічне стискання, що виконується згаданими засобами (30) для стискання, при виконанні вакуумування.
2. Спосіб за п. 1, який відрізняється тим, що виріб (1) з мінеральної вати герметично запечатують у фольгу (25) після механічного стискання, причому виріб (1) з мінеральної вати зменшеного розміру, герметично запечатаний у фольгу (25), потім піддають вакуумуванню.
3. Спосіб за п. 1, який відрізняється тим, що виріб (1) з мінеральної вати герметично запечатують у фольгу (25) до механічного стискання, причому виріб (1) з мінеральної вати зменшеного розміру, герметично запечатаний у фольгу (25), потім піддають вакуумуванню.
4. Спосіб за п. 1, який відрізняється тим, що виріб (1) з мінеральної вати герметично запечатують у фольгу (25) під час механічного стискання, причому виріб (1) з мінеральної вати зменшеного розміру, герметично запечатаний у фольгу (25), потім піддають вакуумуванню.
5. Спосіб за одним з пп. 1-4, який відрізняється тим, що засіб (30) для механічного стискання містить прес з плоскою поверхнею (30'), який прикладають рівно принаймні до однієї із згаданих протилежних поверхонь (1') виробу (1) з мінеральної вати і який переміщують для забезпечення згаданого зменшеного розміру (Т-t).
6. Спосіб за п. 1, який відрізняється тим, що згаданий зменшений розмір (Т-t) становить найбільше 70 %, переважно не більше 60 %.
7. Пристрій (А) для виготовлення упаковки (5), що містить виріб (1) з мінеральної вати, в герметично запечатаному стані, що не пропускає повітря, у фользі (25), який містить:
засіб (30) для механічного стискання, виконаний з можливістю прийняття виробу (1) з мінеральної вати і його стискання в першому напрямку для зменшення його розміру;
пакувальні засоби (W) для герметичного запечатування виробу (1) з мінеральної вати в полотно, по суті, у фольгу (25), що не пропускає повітря;
засоби (40) для вакуумування, розташовані нижче по потоку від засобів (30) для стискання, для вакуумування виробу (1) з мінеральної вати, стиснутого за допомогою засобів (30) для стискання і герметично запечатаного у фольгу (25).
8. Пристрій за п. 7, в якому засоби (W) для обгортання виконано з можливістю обгортання фольги (25) навколо виробу (1) з мінеральної вати до введення в дію засобів (30) для стискання для виконання зменшеного розміру; причому пакувальні засоби (W) містять засоби (17, 18) для герметичного запечатування, які вводять в дію для герметичного запечатування фольги (25) після обгортання; а засоби (40) для вакуумування виконані з можливістю вакуумування виробу (1) з мінеральної вати, герметично запечатаного в згадану герметично запечатану фольгу (25).
9. Пристрій за п. 8, що містить конвеєрні засоби (8, 9, 12", 14) для транспортування виробу (1) з мінеральної вати вздовж тракту, в якому пакувальні засоби (W) містять засоби (15) для подачі полотна і приймальні засоби (20) для прийняття кінця полотна, причому полотно пропускають між засобами (25) для подачі і приймальними засобами (20) з перетинанням тракту для прийому виробу (1) з мінеральної вати в області прийому (R); причому засоби (30) для стискання розташовано нижче по потоку від області прийому (R).
10. Пристрій за п. 7, в якому пакувальні засоби (W) використовують для огортання полотна навколо виробу (1) з мінеральної вати після вводу в дію засобів (30) для механічного стискання для виконання зменшеного розміру, причому пакувальні засоби (W) містять засоби (17, 18) для герметичного запечатування, що вводяться в дію для герметичного запечатування фольги (25) після виконання обгортання, а засіб (40) для вакуумування виконаний з можливістю вакуумування виробу (1) з мінеральної вати, що герметично запечатується у фольгу (25) для герметичного запечатування.
11. Пристрій за п. 10, що містить конвеєрні засоби для транспортування виробу (1) з мінеральної вати вздовж тракту, в якому пакувальні засоби (W) містять засоби (15) для подачі полотна і приймальні засоби (20) для прийому кінця полотна, причому полотно пропускають між засобами (15) для подачі і приймальними засобами (20) з перегином тракту для прийому виробу (1) з мінеральної вати в області прийому (R), при цьому засіб (30) для стискання розташований вище по потоку від згаданої області прийому (R).
12. Пристрій за одним з пп. 7-11, що містить станцію вакуумування, що включає засоби (40) для вакуумування і має протилежні поверхні для підтримання зменшеного розміру під час транспортування до засобів (40) для вакуумування виробу з мінеральної вати, стиснутого за допомогою засобів для стискання і герметично запечатаного у фольгу, причому протилежні поверхні підтримують зменшений розмір під час вакуумування за допомогою засобів для вакуумування.
13. Пристрій за одним з пп. 7-11, в якому засоби для стискання містять прес (30) з плоскою поверхнею (30'), що переміщається.
14. Пристрій за п. 7, в якому пакувальні засоби (W) виконані з можливістю обгортання полотна навколо виробу (1) з мінеральної вати під час введення в дію засобу (30) для механічного стискання для виконання зменшеного розміру, причому пакувальні засоби (W) містять засоби (17, 18) для герметичного запечатування, що вводяться в дію для герметичного запечатування фольги (25) після виконання обгортання, а засіб (40) для вакуумування виконаний з можливістю вакуумування виробу (1) з мінеральної вати, що герметично запечатується у фольгу (25) для герметичного запечатування.
15. Пристрій за п. 14, в якому засіб (30) для механічного стискання містить перші та другі протилежні конвеєрні засоби (9', 9") для транспортування виробу (1) з мінеральної вати вздовж тракту, між якими створено прохід зменшеної ширини для досягнення зменшеного розміру, причому пакувальні засоби (W) містять засоби (15) для подачі полотна та приймальні засоби (20) для приймання кінця полотна, причому полотно пропускають між засобами (15) для подачі і приймальними засобами (20) з перетином тракту для прийому виробу (1) з мінеральної вати в області прийому; при цьому засіб (30) для стискування розташовано нижче по потоку від області прийому.
Текст
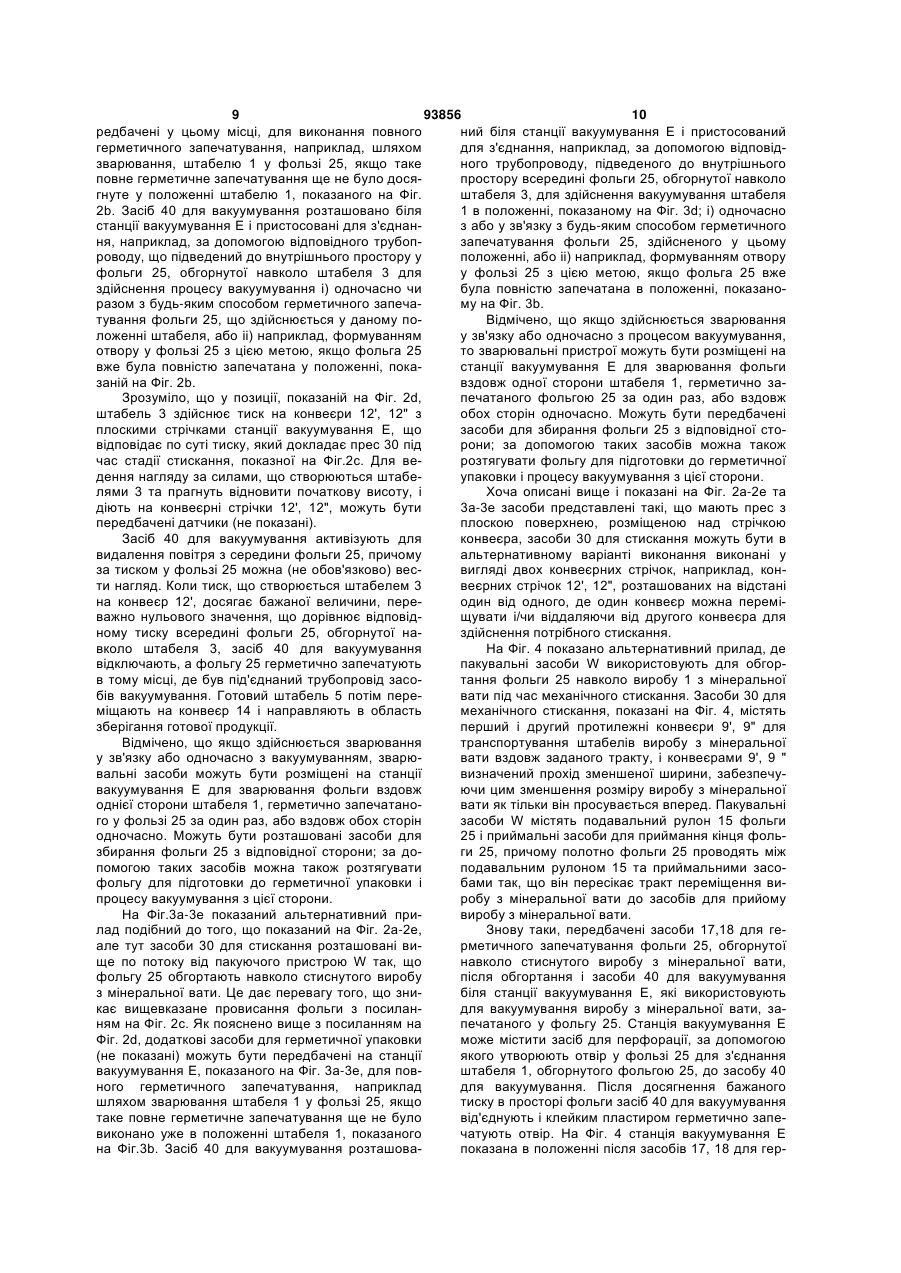
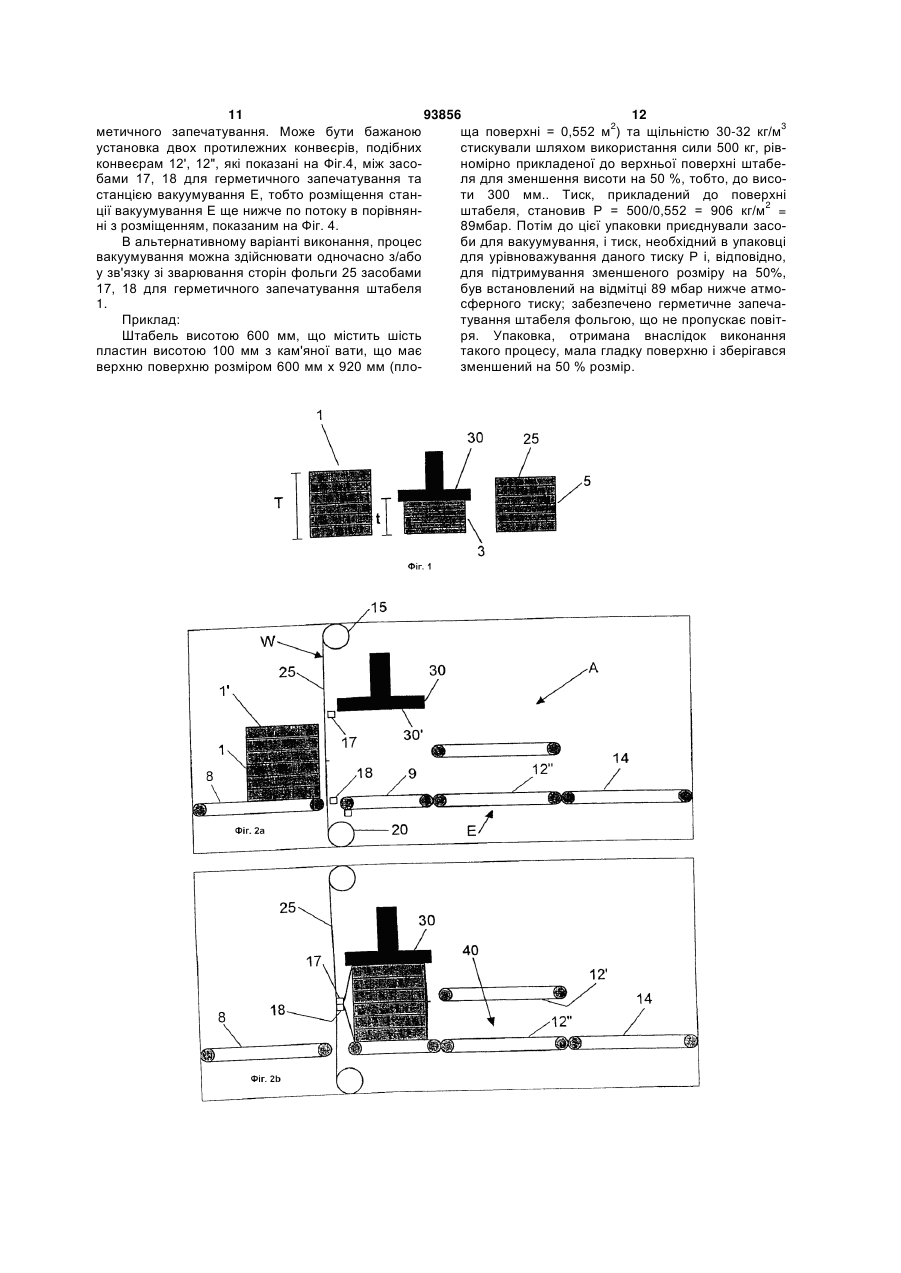
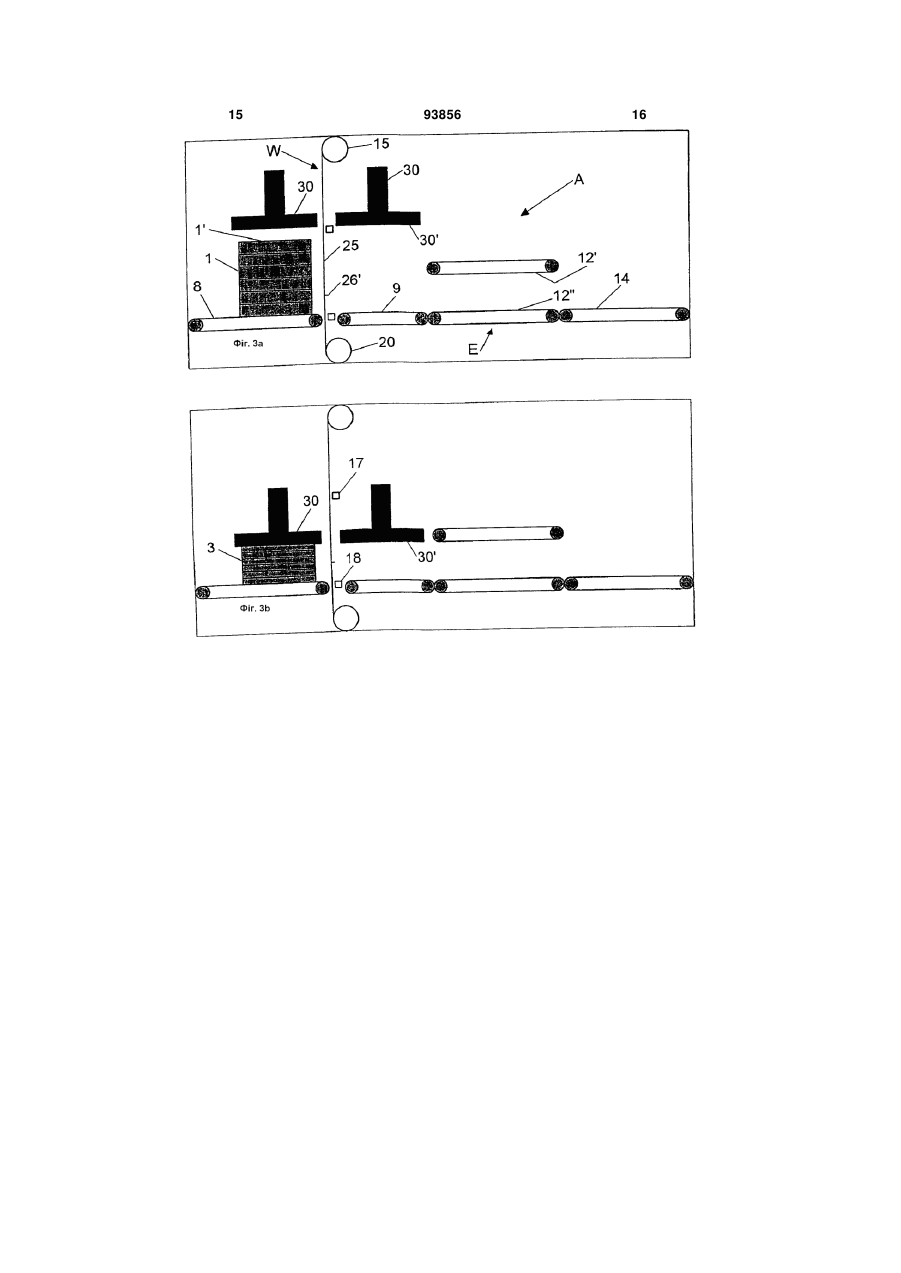
1. Спосіб виготовлення упаковки (5), що включає виріб (1) з мінеральної вати, що по суті має паралельні протилежні поверхні (1'), які знаходяться в герметично запечатаному стані, що не пропускає повітря, у фользі (25), який відрізняється тим, що виконують зменшення розміру згаданого виробу (1) з мінеральної вати шляхом його механічного стискання в першому напрямку з використанням засобів (30) для механічного стискання, прикладаючи рівномірний або по суті рівномірний тиск до протилежних поверхонь (1'); переміщають виріб з мінеральної вати зменшеного розміру від засобу (30) для механічного стискання до засобу (40) для вакуумування, і виконують вакуумування виробу (1) з мінеральної вати зменшеного розміру, запечатаного в фольгу, (25) до тих пір, коли тиск всередині упаковки (5), що містить виріб (1) з мінеральної вати, запечатаний в фольгу (25), буде урівноважено тиском на поверхнях (1'), необхідних для отримання згаданого зменшеного розміру (Т-t), при цьому вакуумування виробу (1) з мінеральної вати зменшеного розміру, герметично запечатаного в фольгу (25), вибирають таким, щоб підтримувати або по суті підтримувати згаданий зменшений розмір (T-t), причому вакуумування проводять, по суті підтримуючи згаданий зменшений розмір, і закінчують механічне стискання, що виконується згаданими засобами (30) для стискання, при виконанні вакуумування. 2 (19) 1 3 93856 4 нання зменшеного розміру; причому пакувальні 12. Пристрій за одним з пп. 7-11, що містить станзасоби (W) містять засоби (17, 18) для герметичцію вакуумування, що включає засоби (40) для ного запечатування, які вводять в дію для гермевакуумування і має протилежні поверхні для підттичного запечатування фольги (25) після обгорримання зменшеного розміру під час транспортутання; а засоби (40) для вакуумування виконані з вання до засобів (40) для вакуумування виробу з можливістю вакуумування виробу (1) з мінеральної мінеральної вати, стиснутого за допомогою засовати, герметично запечатаного в згадану герметибів для стискання і герметично запечатаного у чно запечатану фольгу (25). фольгу, причому протилежні поверхні підтримують 9. Пристрій за п. 8, що містить конвеєрні засоби (8, зменшений розмір під час вакуумування за допо9, 12", 14) для транспортування виробу (1) з мінемогою засобів для вакуумування. ральної вати вздовж тракту, в якому пакувальні 13. Пристрій за одним з пп. 7-11, в якому засоби засоби (W) містять засоби (15) для подачі полотна для стискання містять прес (30) з плоскою поверхі приймальні засоби (20) для прийняття кінця понею (30'), що переміщається. лотна, причому полотно пропускають між засоба14. Пристрій за п. 7, в якому пакувальні засоби (W) ми (25) для подачі і приймальними засобами (20) з виконані з можливістю обгортання полотна навкоперетинанням тракту для прийому виробу (1) з ло виробу (1) з мінеральної вати під час введення мінеральної вати в області прийому (R); причому в дію засобу (30) для механічного стискання для засоби (30) для стискання розташовано нижче по виконання зменшеного розміру, причому пакувапотоку від області прийому (R). льні засоби (W) містять засоби (17, 18) для герме10. Пристрій за п. 7, в якому пакувальні засоби (W) тичного запечатування, що вводяться в дію для використовують для огортання полотна навколо герметичного запечатування фольги (25) після виробу (1) з мінеральної вати після вводу в дію виконання обгортання, а засіб (40) для вакуумузасобів (30) для механічного стискання для виковання виконаний з можливістю вакуумування винання зменшеного розміру, причому пакувальні робу (1) з мінеральної вати, що герметично запезасоби (W) містять засоби (17, 18) для герметиччатується у фольгу (25) для герметичного запечаного запечатування, що вводяться в дію для гертування. метичного запечатування фольги (25) після вико15. Пристрій за п. 14, в якому засіб (30) для механання обгортання, а засіб (40) для вакуумування нічного стискання містить перші та другі протилевиконаний з можливістю вакуумування виробу (1) з жні конвеєрні засоби (9', 9") для транспортування мінеральної вати, що герметично запечатується у виробу (1) з мінеральної вати вздовж тракту, між фольгу (25) для герметичного запечатування. якими створено прохід зменшеної ширини для 11. Пристрій за п. 10, що містить конвеєрні засоби досягнення зменшеного розміру, причому пакувадля транспортування виробу (1) з мінеральної вальні засоби (W) містять засоби (15) для подачі ти вздовж тракту, в якому пакувальні засоби (W) полотна та приймальні засоби (20) для приймання містять засоби (15) для подачі полотна і приймакінця полотна, причому полотно пропускають між льні засоби (20) для прийому кінця полотна, призасобами (15) для подачі і приймальними засобачому полотно пропускають між засобами (15) для ми (20) з перетином тракту для прийому виробу (1) подачі і приймальними засобами (20) з перегином з мінеральної вати в області прийому; при цьому тракту для прийому виробу (1) з мінеральної вати засіб (30) для стискування розташовано нижче по в області прийому (R), при цьому засіб (30) для потоку від області прийому. стискання розташований вище по потоку від згаданої області прийому (R). Цей винахід відноситься до новітнього способу отримання і зберігання зменшення розміру виробу з мінеральної вати шляхом виготовлення упаковки, як визначено у пункті 1 патентної формули. Винахід також відноситься до новітнього приладу для пакування виробу з мінеральної вати, де зменшення розміру забезпечують і зберігають як заявлено у п. 12. Крім того, винахід відноситься до новітнього виробу з мінеральної вати, зменшеного у розмірі, як визначено у п. 21. При пакуванні виробів з мінеральної вати розмір виробу в цілому зазвичай зменшується для полегшення перевезення до кінцевого споживача та зменшення площі, необхідної для зберігання виробу. Зокрема, при пакуванні штабелів з мінеральної вати, що використовуються в будівельній промисловості з ізоляційною метою, плити формують у штабелі й висота штабелів зменшена таким чином, що штабелі, доставлені кінцевому споживачу, мають зменшену початкову висоту на 15 % - 50 %, а у випадку кам'яної вати зменшення зазвичай складає близько 15 % - 30 %. Зазвичай, таке зменшення розміру досягається шляхом механічного стискання штабеля в межах еластичності, і штабель обгортають фольгою для підтримування зменшеної висоти. Завдяки природній тенденції плити з мінеральної вати відновлювати початковий розмір, стиснутий штабель тяжіє до розправляння після механічного стискання. Фольга, обгорнута довкола стиснутого штабеля, розтягується до певної межі так, що зменшення початкової висоти на близько 50 % на стадії стискання часто перетворюються в зменшення висоти не більш ніж на 18 % у штабелях, котрі дійсно доставляються кінцевому споживачу, при цьому проходить розтягування фольги і змінюються геометричні форми упаковки. Очевидно, таке розширення є небажаним з точки зору транспортування продукції. Один спосіб отримання більшого кінцевого зменшення висоти може полягати в іще більшому 5 93856 6 стисканні штабеля на стадії стискання та якомога деться. Процес вакуумування можна здійснювати щільнішому обгортанню стиснутого штабеля. Прошляхом використання насосу, що втягує повітря. те, після певного рівня стискання, властивості кінКрім того, завдяки використанню виробу з міцевого виробу погіршуються. неральної вати, що має по суті паралельні поверБула проведена перевірка альтернативних хні, і засобів механічного стискання, завдяки яким способів, таких як процес вакуумування, при якому до цих поверхонь прикладають рівномірний тиск, спочатку довкола штабеля панелей з мінеральної наприклад, за допомогою засобів стискання, що вати обгортають фольгу і герметично запечатумістять прес з плоскими поверхнями, досягають ють, після чого ця упаковка вакуумується. Проте, підвищену ступінь гомогенізації виробу з мінераколивання щільності виробів з мінеральної вати льної вати. невідворотно проявляються у вигляді значних коПереважно, щоб механічне стискання особлиливань форми контуру поверхні вакуумованого во кам'яної вати становило менш ніж 70 %, бажано виробу з мінеральної вати. Таким чином, вакуумоменш ніж 60 % початкового розміру виробу з міневана упаковка має вкрай нерівну поверхню, що ральної вати. Таким чином, стискання проводять в відображається в рельєфі поверхні самої верхньої межах, що умовно вважаються межею еластичнопанелі в упаковці, що може призвести до того, що сті, зокрема, виробів з кам'яної вати. Механічне у кінцевого споживача можуть виникнути сумніви стискання виробів зі скловати можна вибирати так, відносно якості виробу. щоб воно становило менше 95 %, переважно Вданий час встановлено, що зменшення розменшим 85 %. міру можна отримати згідно з винаходом, піддаючи При практичному використанню винаходу мовиріб з мінеральної вати механічному стисканню жна використовувати пристрій, визначений у п. 12 та вакуумуючи виріб з мінеральної вати, обгорнуформули винаходу, що містить засоби для механітого фольгою, що не пропускає повітря. Шляхом чного стискання та засоби для обгортання фольпроцесу вакуумування зменшують тиск повітря у гою, розташовані нижче чи вище по потоку від запористому виробі з мінеральної вати, переважно собів механічного стискання і засобів до рівня, коли різниця між таким тиском та атмосвакуумування. Переважно, щоб засоби для вакууферним тиском по суті урівноважує зовнішній тиск, мування були відділені від засобів стискання, і який треба прикласти механічним способом для щоб тимчасова підтримка зменшеного розміру забезпечення потрібного зменшення розміру. Вивиробу з мінеральної вати під час його транспорріб з мінеральної вати необхідно переважно запетування до засобів вакуумування виконувалось, чатати у фольгу повністю герметично для досягнаприклад, за допомогою протилежних поверхонь, нення найкращого результату. відстань між якими становить простір, в якому виУпаковка, утворена завдяки винаходу, має ріб транспортують до засобів для вакуумування. надзвичайно рівну поверхню завдяки механічному Засоби для вакуумування можуть містити будь-яке стисканню, що гомогенізує виріб з мінеральної відповідне обладнання, таке як повітряні насоси та вати, завдяки чому кінцевий виріб не матиме неріпристрої для герметичної упаковки, необхідні для вностей поверхні, що у противному разі можуть вакуумування виробу з мінеральної вати, напривиникнути внаслідок тільки одного процесу вакууклад крізь отвір, утворений з цією метою у фользі, мування, що описаний вище. обмотаній навколо виробу з мінеральної вати. Згідно з переважним варіантом виконання Винахід нижче описаний детальніше з посизменшення розміру по суті підтримують шляхом ланням на фігури, на яких зображено: вакуумування виробу з мінеральної вати, обгорнуна Фіг. 1 - зміни розміру штабелю плит з мінетого фольгою, до стану, коли різниця між атмосральної вати при стисканні та в процесі обгортанферним тиском та внутрішнім тиском в упаковці, ня фольгою; що містить виріб з мінеральної вати, вкритий фона Фіг. 2а - 2е - спосіб пакування та прилад льгою, відповідає по суті тиску, що створюється за згідно з першим варіантом здійснення винаходу; допомогою засобів ї механічного стискання. на Фіг. 3а-3е - спосіб та прилад для пакування Згідно з додатковими варіантами здійснення відповідно до другого варіанту здійснення винаховинаходу, фольга може бути обгорнутою довкола ду; виробу з мінеральної вати до, під час або після на Фіг. 4 - спосіб та пристрій для пакування вімеханічного стискання. Процес вакуумування модповідно до третього варіанту здійснення винахожна здійснювати шляхом приєднання засобів ваду. куумування до отвору, що утворений у фользі, На Фіг. 1 показано штабель 1 з висотою Τ з після того, як фольгу намотали довкола виробу з шести панелей з мінеральної вати чи рейки/плити мінеральної вати і герметично запечатали. За тисз паралельними поверхнями, такі як плити, вигоком можна вести нагляд і процес вакуумування товлені з окремих скловолокон чи кам'яних волоприпиняти, при досягненні в упаковці бажаного кон, з'єднаних завдяки зв'язуючій речовині, котрий рівня тиску нижче атмосферного. слід стиснути в межах еластичності матеріалу для Згідно ще з одним варіантом здійснення винаотримання штабелю 3 зі зменшеною висотою t. ходу фольга може бути щільно і міцно обгорнутою Зазвичай стискання здійснюється шляхом викоридовкола мінеральної вати, а потім фольга запечастання засобів стискання у вигляді рухомого пресу тується без активного використання вакууму. Піс30, котрий забезпечує рівномірне вертикальне ля припинення механічного стискання упаковка стискання на верхню поверхню штабеля, а фольга злегка розширюється і в середині упаковки гене25, котра потім обгортається довкола стиснутого рують вакуум, забезпечуючи умови, при яких ніштабеля 3. якого подальшого розширення упаковки не відбу 7 93856 8 Завдяки природній тенденції еластичного манаправляючих засобів (не показані). В альтернатеріалу плит з мінеральної вати повертати собі тивному варіанті виконання може бути передбачепочатковий розмір, штабель 3 знову розширюєтьний додатковий пакувальний пристрій, завдяки ся після звільнення преса 30 і приймає висоту якому обгортають вертикальні сторони штабеля 1, штабеля 5, схематично зображеного на Фіг. 1, при які укривають окремою фольгою, і у цьому випадку цьому таке розширення визначається здатністю пакувальний пристрій W, показаний на Фіг. 2а, вифольги 25 до розтягування та зміни геометричної користовують лише для дії з полотном фольги, що форми упаковки, оскільки вона приймає більш замає ширину в напрямку, перпендикулярному плоокруглену форму. Крім того, якщо фольга не була щині рисунка, що відповідає, головним чином, рообгорнута достатньо туго довкола мінеральної зміру штабеля 1 в напрямку, перпендикулярному вати, то наявність надлишку вільної кількості фоплощині рисунка. льги також може дозволяти певне розширення. В На Фіг. 2а також показані дві рухомі планки 17, якості прикладу, коли стискання 600 мм штабелю 1 18 для здійснення герметичної упаковки, які можна з шести плит розміром 100 мм (100мм x 600 мм x переміщувати в положення, вказаних на Фіг. 2b і 920 мм) до висоти t=300 мм, наприклад, до 50 % пристосовані для відрізання фольги 25, що надховисоти від початкової висоти Т, звільнення преса дить від подавального рулона 15 і для герметич30 викликає розширення обгорнутого штабелю до ного з'єднання вільних країв відрізаної довжини типової висоти близько 492 мм, тобто, зменшення фольги 25 для герметичної упаковки штабеля 1. розміру до близько 18 % - 22 % завершується, і За допомогою засобів 17, 18 для герметичної упавідповідно розтягування фольги також. ковки також забезпечують цілісність полотна між Розширення штабелю невигідне з ряду приподавальним рулоном 15 та приймальними засочин, одна з яких полягає в тому, що обробляння бами 20 шляхом додатково утвореного шва 26', штабеля 5 більш обтяжливе порівняно зі штабепоказаного на Фіг.2d. Можуть бути передбачені лем 3 з меншою висотою t. По-друге, перевезення додаткові засоби для герметичної упаковки, якщо до кінцевого споживача мінеральних плит стає це вимагається, щоб герметично упаковувати дорожчим, оскільки меншого розміру плити з мінештабель 1 в фольгу 25 згідно з винаходом. ральної вати можна перевозити вантажівками поНа Фіг.2b показані засоби 30 для стискання у рівняно зі штабелями, де не відбувалося розшивигляді вертикально рухомого пресу з плоскою рення. поверхнею 30', що розташована паралельно верхДля того, щоб отримати оброблений штабель ній поверхні 1' обгорнутого штабелю 1, а на Фіг. 2с 5 до бажаного зменшеного розміру, такого як 50 % показаний прес 30 у вертикально зміщеному позменшення висоти порівняно з початковою висоложенні, коли пресом 30 стиснули штабель 1 до тою, можна використати або іншу якість фольги, стиснутого стану штабеля 3, що має зменшену на що має меншу здатність до розтягування, або об50 % висоту, порівняно з початковою висотою. На рати більше стискання штабелю 1 пресом 30 так, Фіг. 2с показані шви 26 і 26', утворені за допомощоб отримати меншу висоту штабеля 3, обгорнугою засобів 17, 18 для герметичної упаковки, притого фольгою. Проте, використання фольги вказачому фольга 25 за цей час обгортається навколо ної природи може призвести до підвищення вартоштабеля 3 з певним провисанням. Зрозуміло, що сті виробництва, а більше стискання плит з для стискання штабеля 1 тут прес переміщують у мінеральної вати пресом 30 може призвести до вертикальному напрямку, і це - приклад напрямку, значного зменшення властивостей плит, зокрема як вказано у пунктах патентної формули. механічних. Отже, остаточне розширення штабеля Поверхня 30' пресу 30 та верхня поверхня було прийнятне для того, щоб мати компроміс між протилежного конвеєра 9 переважно не повинні вартістю та якістю виробу. бути податливими, щоб верхня і нижня поверхні На Фіг. 2а-2е показано варіант виконання виштабеля 3 були головним чином плоскими й рівнаходу з приладом А, придатним для здійснення ними після такого стискання. Під час процесу стисспособу згідно з винаходом. Прилад включає ряд кання внутрішні вузли з'єднання між окремими конвеєрних ременів 8, 9, 12", 14, що визначають мінеральними волокнами можуть бути місцями напрямок руху конвеєра вздовж якого штабель 1 розірваними, наприклад в областях високої щільплит з мінеральної вати подається для забезпеності волокон, в результаті чого поверхня штабеля чення зменшення розміру. На Фіг.2а показано не 3 має рівний регулярний зовнішній вигляд. стиснутий штабель 1 плит з мінеральної вати з Для пересування не вакуумованої упаковки від розмірами, як показано на Фіг.1 і підтримуваний пресу 30 до станції вакуумування Е, упаковку підконвеєрним ременем 8. штовхують чи іншим чином транспортують механіЗразу за штабелем 1 розташований пакувальчними засобами, проводячи ковзанням верхню ний пристрій W, що містить рулон 15 полотна фоповерхню упаковки вздовж поверхні 30' преса; для льги 25, що подається, та приймаючі засоби 20 цього можна використовувати поршневий пристрій для приймання кінця стрічки. Фольгу 25 проводять для горизонтального переміщення. так, що вона перетинає тракт переміщення штаНа Фіг. 2d показаний штабель 3, зараз уже пебеля 1, і вона може мати ширину, в напрямку, перреміщений завдяки конвеєру 9 в простір між двома пендикулярному площині рисунка, що перевищує протилежними нерухомими у вертикальному насуму двох довжин і дві ширини штабеля 1. Коли прямку конвеєрами 12', 12" з плоскими стрічками, штабель 1 переміщають вправо на Фіг. 2а по нащо є частиною станції вакуумування Е, причому прямку до фольги 25, фольгу 25 змотують за доцей простір має ширину, відповідну висоті стиснупомогою рулону 15 і обгортають навколо штабеля того штабелю 3 з фольгою 25. Додаткові засоби, 1 і запечатують штабель 1 в фольгу за допомогою що герметизують, (не показані) можуть бути пе 9 93856 10 редбачені у цьому місці, для виконання повного ний біля станції вакуумування Ε і пристосований герметичного запечатування, наприклад, шляхом для з'єднання, наприклад, за допомогою відповідзварювання, штабелю 1 у фользі 25, якщо таке ного трубопроводу, підведеного до внутрішнього повне герметичне запечатування ще не було досяпростору всередині фольги 25, обгорнутої навколо гнуте у положенні штабелю 1, показаного на Фіг. штабеля 3, для здійснення вакуумування штабеля 2b. Засіб 40 для вакуумування розташовано біля 1 в положенні, показаному на Фіг. 3d; і) одночасно станції вакуумування Ε і пристосовані для з'єднанз або у зв'язку з будь-яким способом герметичного ня, наприклад, за допомогою відповідного трубопзапечатування фольги 25, здійсненого у цьому роводу, що підведений до внутрішнього простору у положенні, або іі) наприклад, формуванням отвору фольги 25, обгорнутої навколо штабеля 3 для у фользі 25 з цією метою, якщо фольга 25 вже здійснення процесу вакуумування і) одночасно чи була повністю запечатана в положенні, показаноразом з будь-яким способом герметичного запечаму на Фіг. 3b. тування фольги 25, що здійснюється у даному поВідмічено, що якщо здійснюється зварювання ложенні штабеля, або іі) наприклад, формуванням у зв'язку або одночасно з процесом вакуумування, отвору у фользі 25 з цією метою, якщо фольга 25 то зварювальні пристрої можуть бути розміщені на вже була повністю запечатана у положенні, покастанції вакуумування Ε для зварювання фольги заній на Фіг. 2b. вздовж одної сторони штабеля 1, герметично заЗрозуміло, що у позиції, показаній на Фіг. 2d, печатаного фольгою 25 за один раз, або вздовж штабель 3 здійснює тиск на конвеєри 12', 12" з обох сторін одночасно. Можуть бути передбачені плоскими стрічками станції вакуумування Е, що засоби для збирання фольги 25 з відповідної стовідповідає по суті тиску, який докладає прес 30 під рони; за допомогою таких засобів можна також час стадії стискання, показної на Фіг.2с. Для верозтягувати фольгу для підготовки до герметичної дення нагляду за силами, що створюються штабеупаковки і процесу вакуумування з цієї сторони. лями 3 та прагнуть відновити початкову висоту, і Хоча описані вище і показані на Фіг. 2а-2е та діють на конвеєрні стрічки 12', 12", можуть бути 3а-3е засоби представлені такі, що мають прес з передбачені датчики (не показані). плоскою поверхнею, розміщеною над стрічкою Засіб 40 для вакуумування активізують для конвеєра, засоби 30 для стискання можуть бути в видалення повітря з середини фольги 25, причому альтернативному варіанті виконання виконані у за тиском у фользі 25 можна (не обов'язково) весвигляді двох конвеєрних стрічок, наприклад, конти нагляд. Коли тиск, що створюється штабелем 3 веєрних стрічок 12', 12", розташованих на відстані на конвеєр 12', досягає бажаної величини, переодин від одного, де один конвеєр можна переміважно нульового значення, що дорівнює відповідщувати і/чи віддаляючи від другого конвеєра для ному тиску всередині фольги 25, обгорнутої наздійснення потрібного стискання. вколо штабеля 3, засіб 40 для вакуумування На Фіг. 4 показано альтернативний прилад, де відключають, а фольгу 25 герметично запечатують пакувальні засоби W використовують для обгорв тому місці, де був під'єднаний трубопровід засотання фольги 25 навколо виробу 1 з мінеральної бів вакуумування. Готовий штабель 5 потім перевати під час механічного стискання. Засоби 30 для міщають на конвеєр 14 і направляють в область механічного стискання, показані на Фіг. 4, містять зберігання готової продукції. перший і другий протилежні конвеєри 9', 9" для Відмічено, що якщо здійснюється зварювання транспортування штабелів виробу з мінеральної у зв'язку або одночасно з вакуумуванням, зварювати вздовж заданого тракту, і конвеєрами 9', 9 " вальні засоби можуть бути розміщені на станції визначений прохід зменшеної ширини, забезпечувакуумування Ε для зварювання фольги вздовж ючи цим зменшення розміру виробу з мінеральної однієї сторони штабеля 1, герметично запечатановати як тільки він просувається вперед. Пакувальні го у фользі 25 за один раз, або вздовж обох сторін засоби W містять подавальний рулон 15 фольги одночасно. Можуть бути розташовані засоби для 25 і приймальні засоби для приймання кінця фользбирання фольги 25 з відповідної сторони; за доги 25, причому полотно фольги 25 проводять між помогою таких засобів можна також розтягувати подавальним рулоном 15 та приймальними засофольгу для підготовки до герметичної упаковки і бами так, що він пересікає тракт переміщення випроцесу вакуумування з цієї сторони. робу з мінеральної вати до засобів для прийому На Фіг.3а-3е показаний альтернативний привиробу з мінеральної вати. лад подібний до того, що показаний на Фіг. 2а-2е, Знову таки, передбачені засоби 17,18 для геале тут засоби 30 для стискання розташовані вирметичного запечатування фольги 25, обгорнутої ще по потоку від пакуючого пристрою W так, що навколо стиснутого виробу з мінеральної вати, фольгу 25 обгортають навколо стиснутого виробу після обгортання і засоби 40 для вакуумування з мінеральної вати. Це дає перевагу того, що знибіля станції вакуумування Е, які використовують кає вищевказане провисання фольги з посиландля вакуумування виробу з мінеральної вати, заням на Фіг. 2с. Як пояснено вище з посиланням на печатаного у фольгу 25. Станція вакуумування Ε Фіг. 2d, додаткові засоби для герметичної упаковки може містити засіб для перфорації, за допомогою (не показані) можуть бути передбачені на станції якого утворюють отвір у фользі 25 для з'єднання вакуумування Е, показаного на Фіг. 3а-3е, для повштабеля 1, обгорнутого фольгою 25, до засобу 40 ного герметичного запечатування, наприклад для вакуумування. Після досягнення бажаного шляхом зварювання штабеля 1 у фользі 25, якщо тиску в просторі фольги засіб 40 для вакуумування таке повне герметичне запечатування ще не було від'єднують і клейким пластиром герметично запевиконано уже в положенні штабеля 1, показаного чатують отвір. На Фіг. 4 станція вакуумування Ε на Фіг.3b. Засіб 40 для вакуумування розташовапоказана в положенні після засобів 17, 18 для гер 11 93856 12 метичного запечатування. Може бути бажаною ща поверхні = 0,552 м2) та щільністю 30-32 кг/м3 установка двох протилежних конвеєрів, подібних стискували шляхом використання сили 500 кг, рівконвеєрам 12', 12", які показані на Фіг.4, між засономірно прикладеної до верхньої поверхні штабебами 17, 18 для герметичного запечатування та ля для зменшення висоти на 50 %, тобто, до висостанцією вакуумування Е, тобто розміщення станти 300 мм.. Тиск, прикладений до поверхні 2 ції вакуумування Ε ще нижче по потоку в порівнянштабеля, становив Ρ = 500/0,552 = 906 кг/м = ні з розміщенням, показаним на Фіг. 4. 89мбар. Потім до цієї упаковки приєднували засоВ альтернативному варіанті виконання, процес би для вакуумування, і тиск, необхідний в упаковці вакуумування можна здійснювати одночасно з/або для урівноважування даного тиску Ρ і, відповідно, у зв'язку зі зварювання сторін фольги 25 засобами для підтримування зменшеного розміру на 50%, 17, 18 для герметичного запечатування штабеля був встановлений на відмітці 89 мбар нижче атмо1. сферного тиску; забезпечено герметичне запечаПриклад: тування штабеля фольгою, що не пропускає повітШтабель висотою 600 мм, що містить шість ря. Упаковка, отримана внаслідок виконання пластин висотою 100 мм з кам'яної вати, що має такого процесу, мала гладку поверхню і зберігався верхню поверхню розміром 600 мм x 920 мм (плозменшений на 50 % розмір. 13 93856 14 15 93856 16 17 93856 18 19 Комп’ютерна верстка Л. Купенко 93856 Підписне 20 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus and method for packaging mineral wool products
Автори англійськоюHansen Lars Elmekilde, Sorensen Claus Egholm
Назва патенту російськоюУстройство и способ упаковки изделий из минеральной ваты
Автори російськоюХансен Ларс Элмекильде, Соренсен Клаус Эгхольм
МПК / Мітки
МПК: B65B 63/00
Мітки: вати, пристрій, виробів, спосіб, пакування, мінеральної
Код посилання
<a href="https://ua.patents.su/10-93856-pristrijj-ta-sposib-dlya-pakuvannya-virobiv-z-mineralno-vati.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб для пакування виробів з мінеральної вати</a>
Композиція зв’язуючого для мінеральної вати, зв’язуюче для мінеральної вати, спосіб одержання мінеральної вати, виріб та застосування композиції
Номер патенту: 93695
Опубліковано: 10.03.2011
Автори: Вагнер Єва, Хюніг Хаген
МПК: D04H 1/64, C08L 61/00
Мітки: одержання, застосування, композиції, композиція, спосіб, зв'язуюче, вати, виріб, зв'язуючого, мінеральної
Формула / Реферат:
1. Композиція зв’язуючого для мінеральної вати, яка містить:- водну дисперсію щонайменше однієї фенолформальдегідної смоли;- щонайменше одну амінну сполуку загальної формули (1),, (1)деRl відповідає Н;R2 і R3, незалежно один від одного, відповідають Н або відповідають загальній формулі (3):
Спосіб виготовлення трубчастих рукавів з мінеральної вати і трубчастий рукав, виготовлений з мінеральної вати
Номер патенту: 85052
Опубліковано: 25.12.2008
Автори: Меєр Єнс, Альбрехт Фолькер, Цизік Антон, Лігтенберг Харальд
МПК: B32B 37/00, F16L 59/02, B29C 53/00
Мітки: вати, виготовлення, виготовлений, трубчастих, спосіб, мінеральної, трубчастий, рукавів, рукав
Формула / Реферат:
1. Спосіб виготовлення трубчастих рукавів (10; 20; 30; 50), виготовлених з мінеральної вати для ізоляції трубопроводів або для зменшення рівня звуку в трубопровідних системах, що містить наступні етапи:a) подавання стрічки (11; 21; 31; 51) нетканого матеріалу, виготовленої з мінеральної вати, на яку нанесений незатверділий зв'язувальний матеріал,b) намотування стрічки (11; 21; 31; 51) нетканого матеріалу на намотувальну...
Великий тюк виробів з ізоляційних матеріалів, зокрема виробів з мінеральної вати, у вигляді плит або рулонів (варіанти)
Номер патенту: 73592
Опубліковано: 15.08.2005
Автори: Армбруст Манфред, Беккер Міхаель, Бігі Лотар, Траппманн Юрген, Келлер Клеменс
МПК: B65D 75/52, B65D 71/00
Мітки: варіанти, плит, виробів, великий, зокрема, вигляді, тюк, рулонів, матеріалів, вати, мінеральної, ізоляційних
Формула / Реферат:
1. Великий тюк виробів з ізоляційних матеріалів, зокрема виробів з мінеральної вати, у вигляді плит або рулонів або тому подібного, причому великий тюк складається з принаймні двох стосів (1, 2) виробів з мінеральної вати, де кожен стос (1, 2) обгорнутий принаймні однією широкою смугою (6) високоміцної на розтяг тканини або високоміцної на розтяг плівки, котра оточує стос у вигляді оболонки (5), який відрізняється тим, що дві основні поверхні...
Пристрій для відрізування на певну довжину ізоляційних матеріалів із мінеральної вати (варіанти) та спосіб відрізування на певну довжину ізоляційних матеріалів із мінеральної вати
Номер патенту: 92432
Опубліковано: 25.10.2010
Автор: Шеферлінг Рудольф
МПК: B23D 45/00, B23D 47/00
Мітки: ізоляційних, матеріалів, спосіб, варіанти, довжину, відрізування, пристрій, певну, мінеральної, вати
Формула / Реферат:
1. Пристрій для відрізування на певну довжину ізоляційних матеріалів із мінеральної вати, отриманих у безперервному виробничому процесі, який має такі ознаки:a) у верхній частині базової рами (9) розміщені два паралельні кареткові тримачі (1) з підвісною рейкою (21) для каретки (4), а у нижній частині базової рами (9) розміщений стрічковий конвеєр (15) для транспортування ізоляційного матеріалу і дві підвісні рейки (20) для засобу...
Спосіб і пристрій для виготовлення ізоляційної трубної секції з мінеральної вати
Номер патенту: 88199
Опубліковано: 25.09.2009
Автори: Ніккінен Матті, Куукка Оссі, Маннінен Юкка, Булут Піркко, Скіппарі Самі, Карьялайнєн Ерккі
МПК: F16L 59/02, D04H 1/00, F16L 59/00
Мітки: виготовлення, трубної, спосіб, мінеральної, вати, секції, пристрій, ізоляційної
Формула / Реферат:
1. Спосіб виготовлення ізоляційної трубної секції з мінеральної вати, в якому, для формування, по суті, циліндрової ізоляційної заготівки, вату (4) у вигляді пухкого матеріалу подають в проміжок між серцевиною (5) і, по суті, циліндровою зовнішньою формою (6), що оточує її, який відрізняється тим, що, для фіксації форми заготівки (7) трубної секції, її внутрішні і зовнішні поверхні (7а і 7b) піддають термообробці за допомогою нагрівання...
Попередній патент: Вакцина, що сприяє росту, яка базується на нейтралізуючому епітопі
Наступний патент: Похідні фенілпіперидину, фармацевтична композиція на їх основі та їх застосування для приготування лікарського засобу для лікування афективних розладів
Випадковий патент: Спосіб виготовлення полімерної мікролінзи