Спосіб і пристрій для виготовлення ізоляційної трубної секції з мінеральної вати
Номер патенту: 88199
Опубліковано: 25.09.2009
Автори: Ніккінен Матті, Скіппарі Самі, Маннінен Юкка, Булут Піркко, Куукка Оссі, Карьялайнєн Ерккі

Формула / Реферат
1. Спосіб виготовлення ізоляційної трубної секції з мінеральної вати, в якому, для формування, по суті, циліндрової ізоляційної заготівки, вату (4) у вигляді пухкого матеріалу подають в проміжок між серцевиною (5) і, по суті, циліндровою зовнішньою формою (6), що оточує її, який відрізняється тим, що, для фіксації форми заготівки (7) трубної секції, її внутрішні і зовнішні поверхні (7а і 7b) піддають термообробці за допомогою нагрівання щонайменше частини серцевини (5) і зовнішньої форми (6), і що після термообробки шар між обробленими зовнішньою і внутрішньою поверхнями залишається непідданим термообробці.
2. Спосіб за п. 1, який відрізняється тим, що термообробку внутрішньої поверхні (7а) заготівки (7) трубної секції виконують, нагріваючи серцевину (5) за рахунок індукції, а термообробку зовнішньої поверхні (7b) виконують, нагріваючи зовнішню форму (6) за рахунок використання електричних опорів.
3. Спосіб за п. 1 або 2, який відрізняється тим, що остаточну термообробку проміжного шару, що залишився необробленим, яка виконується після термообробки внутрішньої і зовнішньої поверхонь (7а і 7b), здійснюють за допомогою повітряної або мікрохвильової термообробки.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що вата (4) у вигляді пухкого матеріалу є ватою, одержаною розпушуванням ватяної мати безпосереднього надходження з основної лінії обробки вати.
5. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що вата (4) у вигляді пухкого матеріалу є ватою, одержаною розпушуванням рулонів вати (2), що не піддавалася термообробці.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що подача вати в проміжок між серцевиною (5) і зовнішньою формою (6) відбувається під дією власної ваги та/або за допомогою гвинтової подачі, та/або вдування.
7. Спосіб за п. 6, який відрізняється тим, що, до подачі в проміжок між серцевиною (5) і зовнішньою формою (6), вату стискають до необхідної щільності між гвинтом (5а) подачі і кільцевим конусоподібним елементом для подавання вати (17), що закриває щонайменше частину гвинта подачі і що має внутрішню різьбу.
8. Спосіб за п. 7, який відрізняється тим, що необхідної щільності досягають за допомогою регулювання швидкостей обертання гвинта (5а) подачі і кільцевого конусоподібного елемента.
9. Спосіб за будь-яким із пп. 3-8 з термообробкою, що здійснюється за допомогою мікрохвиль, який відрізняється тим, що мікрохвилі подають упоперек напряму руху трубної секції, коли заготівка (7) рухається вперед уздовж ділянки (1) формування трубної секції.
10. Спосіб за будь-яким із пп. 1-9, який відрізняється тим, що термічно оброблену циліндрову заготівку відрізають до заданої довжини негайно після завершальної термообробки.
11. Спосіб за будь-яким із пп. 1-10, який відрізняється тим, що після термообробки на циліндрову заготівку наносять покриття та/або її відокремлюють, та/або, при необхідності, на ній виконують поперечні та/або подовжні гребені і пази, та/або внутрішній розріз, що проходить в подовжньому напрямі.
12. Спосіб за будь-яким із пп. 3-8 з термообробкою, що здійснюється за допомогою мікрохвиль, який відрізняється тим, що мікрохвилі подають всередину заготовки трубної секції з її обох кінців.
13. Спосіб за п. 12, який відрізняється тим, що декілька трубних секцій піддають термообробці одночасно.
14. Спосіб за будь-яким із пп. 1-10, який відрізняється тим, що спосіб здійснюють як безперервний процес.
15. Формувальний пристрій для виготовлення ізоляційних трубних секцій з мінеральної вати, що містить пристрій для остаточної термообробки та ділянку формування трубної секції, яка складається з серцевини (5) і, по суті, циліндрової зовнішньої форми (6), що оточує її, в якому вату для формування трубної секції подають в проміжок між ними у вигляді пухкого матеріалу, який відрізняється тим, що щонайменше частина серцевини (5) і зовнішньої форми (6) виконані з можливістю нагрівання так, щоб форму заготівки (7) трубної секції можна було фіксувати за допомогою термообробки її внутрішньої поверхні (7а) і зовнішньої поверхні (7Ь) за рахунок нагрівання щонайменше частини серцевини (5) і зовнішньої форми (6), і що пристрій для остаточної термообробки формованої трубної секції додатково містить елементи для остаточної термообробки.
16. Пристрій за п. 15, який відрізняється тим, що для нагрівання частини серцевини (5), яка нагрівається, служать індукційні нагрівальні елементи (8), розташовані зовні циліндрової зовнішньої форми (6) таким чином, що частина серцевини (5), яка нагрівається, знаходиться між цими індукційними нагрівальними елементами (8).
17. Пристрій за п. 15 або 16, який відрізняється тим, що для нагрівання частини зовнішньої форми (6), що нагрівається, служать електричні нагрівальні елементи (9), розташовані зовні циліндрової зовнішньої форми (6) таким чином, що зовнішня форма (6) знаходиться між електричними нагрівальними елементами (9).
18. Пристрій за будь-яким із пп. 15-17, який відрізняється тим, що остаточна термообробка є повітряною або мікрохвильовою термообробкою.
19. Пристрій за будь-яким із пп. 15-18, який відрізняється тим, що ділянка (1) формування трубної секції оснащена мікрохвильовими елементами (10) для остаточної термообробки формованої трубної секції таким чином, що зовнішня форма (6) знаходиться між мікрохвильовими елементами (10).
20. Пристрій за будь-яким із пп. 15-19, який відрізняється тим, що серцевина (5) ділянки (1) формування трубної секції має гвинтоподібну форму на своїй початковій ділянці (5а) і гладка на своїй кінцевій ділянці (5b).
21. Пристрій за п. 20, який відрізняється тим, що гладка кінцева ділянка (5b) по діаметру трохи більша, ніж гвинтоподібна ділянка (5а).
22. Пристрій за будь-яким із пп. 15-21, який відрізняється тим, що формувальний пристрій виконаний з можливістю безперервного просування заготівки трубної секції уздовж гвинтоподібної початкової ділянки (5а).
23. Пристрій за будь-яким із пп. 20-22, який відрізняється тим, що щонайменше частина гвинтоподібної ділянки (5а) оточена кільцевим конусоподібним елементом (17), який має внутрішню різьбу, при цьому для вати, що подається в проміжок між серцевиною (5) і зовнішньою формою (6), при її проходженні між гвинтоподібною ділянкою (5а) і кільцевим конусоподібним елементом передбачена можливість стискання до необхідної щільності.
24. Пристрій за п. 23, який відрізняється тим, що для досягнення необхідної щільності передбачена можливість регулювання швидкості обертання гвинта (5а) подачі і кільцевого конусоподібного елемента.
25. Пристрій за будь-яким із пп. 15-24, який відрізняється тим, що зовнішня форма (6) має регульований діаметр.
26. Пристрій за будь-яким із пп. 15-25, який відрізняється тим, що пристрій оснащений розпушувачем (3), який розпушує поступаючі в нього рулон(и) необробленої вати або вату, що поступає в нього у вигляді мати, що виходить безпосередньо з основної лінії для обробки вати, у вату (4) у вигляді пухкого матеріалу.
27. Пристрій за п. 26, який відрізняється тим, що вату в розпушувач (3) подають на конвеєрах, переважно, наприклад, на стрічкових конвеєрах.
28. Пристрій за п. 26 або 27, який відрізняється тим, що вату на ділянку (1) формування трубної секції подають через бункер (12) подачі, встановлений між розпушувачем вати (3) і ділянкою (1) формування трубної секції через щонайменше один канал (14) подачі так, щоб вата поступала під дією власної ваги та/або вдування, та/або гвинта (5а).
29. Застосування пристрою за будь-яким із пп. 15-28 як пристрою для реалізації способу за будь-яким із пп. 1-14.
Текст
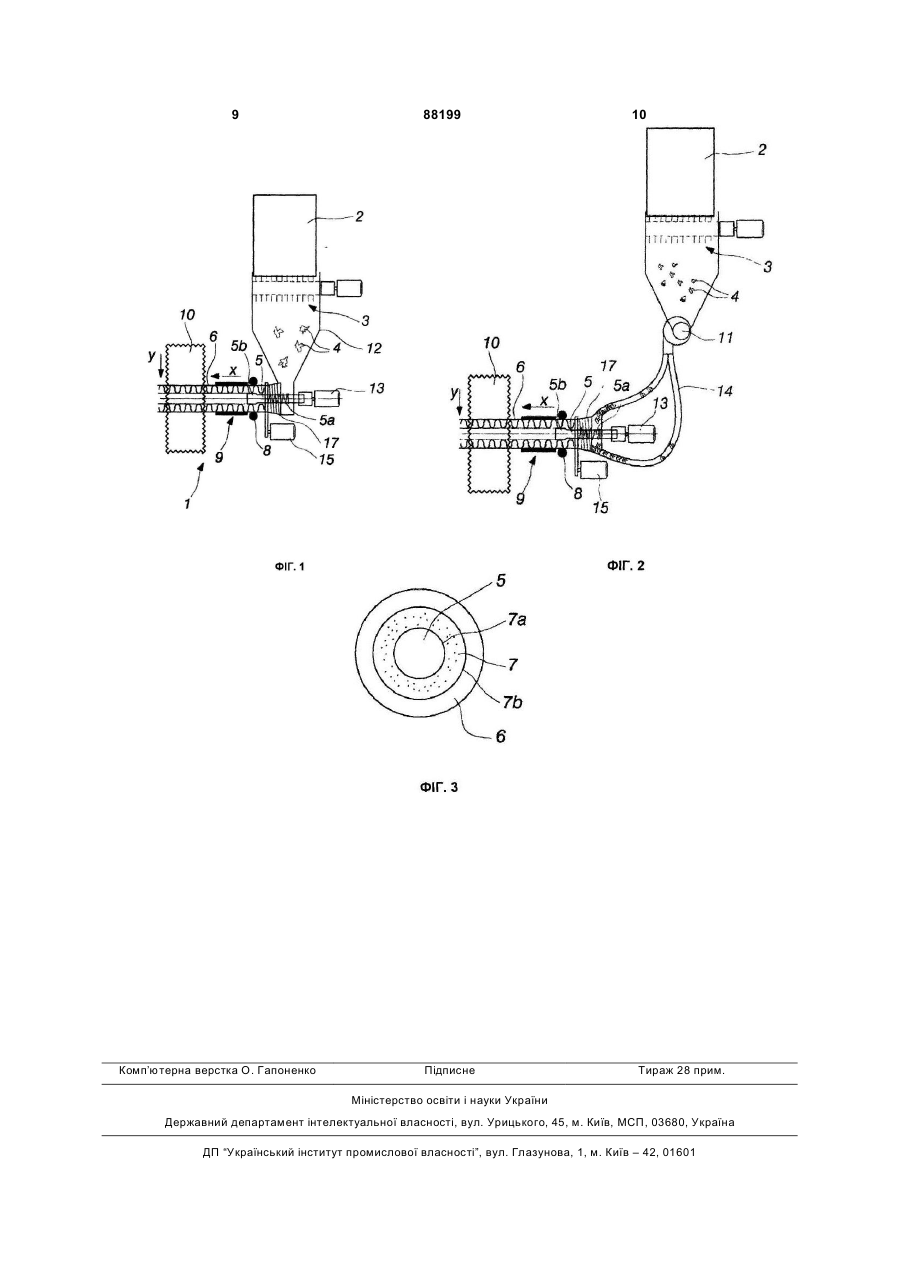
1. Спосіб виготовлення ізоляційної трубної секції з мінеральної вати, в якому, для формування, по суті, циліндрової ізоляційної заготівки, вату (4) у вигляді пухкого матеріалу подають в проміжок між серцевиною (5) і, по суті, циліндровою зовнішньою формою (6), що оточує її, який відрізняється тим, що, для фіксації форми заготівки (7) трубної секції, її внутрішні і зовнішні поверхні (7а і 7b) піддають термообробці за допомогою нагрівання щонайменше частини серцевини (5) і зовнішньої форми (6), і що після термообробки шар між обробленими зовнішньою і внутрішньою поверхнями залишається непідданим термообробці. 2. Спосіб за п. 1, який відрізняється тим, що термообробку внутрішньої поверхні (7а) заготівки (7) трубної секції виконують, нагріваючи серцевину (5) за рахунок індукції, а термообробку зовнішньої поверхні (7b) виконують, нагріваючи зовнішню форму (6) за рахунок використання електричних опорів. 3. Спосіб за п. 1 або 2, який відрізняється тим, що остаточну термообробку проміжного шару, що залишився необробленим, яка виконується після термообробки внутрішньої і зовнішньої поверхонь (7а і 7b), здійснюють за допомогою повітряної або мікрохвильової термообробки. 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що вата (4) у вигляді пухкого матеріалу є ватою, одержаною розпушуванням ватяної мати 2 (19) 1 3 88199 4 14. Спосіб за будь-яким із пп. 1-10, який відрізняна своїй початковій ділянці (5а) і гладка на своїй ється тим, що спосіб здійснюють як безперервний кінцевій ділянці (5b). процес. 21. Пристрій за п. 20, який відрізняється тим, що 15. Формувальний пристрій для виготовлення ізогладка кінцева ділянка (5b) по діаметру трохи біляційних трубних секцій з мінеральної вати, що льша, ніж гвинтоподібна ділянка (5а). містить пристрій для остаточної термообробки та 22. Пристрій за будь-яким із пп. 15-21, який відріділянку формування трубної секції, яка складаєтьзняється тим, що формувальний пристрій виконася з серцевини (5) і, по суті, циліндрової зовнішний з можливістю безперервного просування загоньої форми (6), що оточує її, в якому вату для фотівки трубної секції уздовж гвинтоподібної рмування трубної секції подають в проміжок між початкової ділянки (5а). ними у вигляді пухкого матеріалу, який відрізня23. Пристрій за будь-яким із пп. 20-22, який відріється тим, що щонайменше частина серцевини (5) зняється тим, що щонайменше частина гвинтопоі зовнішньої форми (6) виконані з можливістю надібної ділянки (5а) оточена кільцевим конусоподігрівання так, щоб форму заготівки (7) трубної секбним елементом (17), який має внутрішню різьбу, ції можна було фіксувати за допомогою термообпри цьому для вати, що подається в проміжок між робки її внутрішньої поверхні (7а) і зовнішньої серцевиною (5) і зовнішньою формою (6), при її поверхні (7b) за рахунок нагрівання щонайменше проходженні між гвинтоподібною ділянкою (5а) і частини серцевини (5) і зовнішньої форми (6), і що кільцевим конусоподібним елементом передбачепристрій для остаточної термообробки формована можливість стискання до необхідної щільності. ної трубної секції додатково містить елементи для 24. Пристрій за п. 23, який відрізняється тим, що остаточної термообробки. для досягнення необхідної щільності передбачена 16. Пристрій за п. 15, який відрізняється тим, що можливість регулювання швидкості обертання для нагрівання частини серцевини (5), яка нагрівагвинта (5а) подачі і кільцевого конусоподібного ється, служать індукційні нагрівальні елементи (8), елемента. розташовані зовні циліндрової зовнішньої форми 25. Пристрій за будь-яким із пп. 15-24, який відрі(6) таким чином, що частина серцевини (5), яка зняється тим, що зовнішня форма (6) має регунагрівається, знаходиться між цими індукційними льований діаметр. нагрівальними елементами (8). 26. Пристрій за будь-яким із пп. 15-25, який відрі17. Пристрій за п. 15 або 16, який відрізняється зняється тим, що пристрій оснащений розпушуватим, що для нагрівання частини зовнішньої форми чем (3), який розпушує поступаючі в нього рулон(и) (6), що нагрівається, служать електричні нагріванеобробленої вати або вату, що поступає в нього у льні елементи (9), розташовані зовні циліндрової вигляді мати, що виходить безпосередньо з оснозовнішньої форми (6) таким чином, що зовнішня вної лінії для обробки вати, у вату (4) у вигляді форма (6) знаходиться між електричними нагрівапухкого матеріалу. льними елементами (9). 27. Пристрій за п. 26, який відрізняється тим, що 18. Пристрій за будь-яким із пп. 15-17, який відрівату в розпушувач (3) подають на конвеєрах, пезняється тим, що остаточна термообробка є повіреважно, наприклад, на стрічкових конвеєрах. тряною або мікрохвильовою термообробкою. 28. Пристрій за п. 26 або 27, який відрізняється 19. Пристрій за будь-яким із пп. 15-18, який відрітим, що вату на ділянку (1) формування трубної зняється тим, що ділянка (1) формування трубної секції подають через бункер (12) подачі, встановсекції оснащена мікрохвильовими елементами (10) лений між розпушувачем вати (3) і ділянкою (1) для остаточної термообробки формованої трубної формування трубної секції через щонайменше секції таким чином, що зовнішня форма (6) знахоодин канал (14) подачі так, щоб вата поступала під диться між мікрохвильовими елементами (10). дією власної ваги та/або вдування, та/або гвинта 20. Пристрій за будь-яким із пп. 15-19, який відрі(5а). зняється тим, що серцевина (5) ділянки (1) фор29. Застосування пристрою за будь-яким із пп. 15мування трубної секції має гвинтоподібну форму 28 як пристрою для реалізації способу за будьяким із пп. 1-14. Одним предметом даного винаходу є спосіб виготовлення ізоляційної трубної секції з мінеральної вати. Іншим предметом даного винаходу є спосіб термообробки заготівки трубної секції з мінеральної вати. Ще одним предметом даного винаходу є формувальний пристрій для виготовлення ізоляційної трубної секції з мінеральної вати. Також предметом даного винаходу є трубна секція, виготовлена способом згідно заявленого винаходу. Ще одним предметом даного винаходу є використання пристрою згідно винаходу для реалізації способу згідно винаходу. Технологія виготовлення трубних секцій в даний час ґрунтується на згортанні одиночної заготівки трубної секції і її термообробці із застосуванням для вказаної термообробки теплової енергії, що генерується газовими пальниками. Цей процес, хоч і достатньо ефективний для теперішнього часу, має властиві йому недоліки. Серед них значними є втрата матеріалу (відпилюванні кінці), громіздкі розміри установки (розгалужена система трубопроводів повітря для термообробки, безліч 5 88199 6 елементів серцевини і форм), а також постійна Інші переважні ознаки також можна знайти в необхідність очищення труб для термообробки. технічних рішеннях, розкритих за допомогою відКрім того, процес термообробки є джерелом википовідних малюнків на прикладах, які, зрозуміло, не дів в атмосферу, кількість яких в майбутньому слід є винятковими шляхами реалізації винаходу на знижувати. практиці. Таким чином, приклади не слід тлумачиНова технологія виготовлення заснована на ти в обмежувальному сенсі, їхнє єдине призначенбезперервному процесі. Таким чином, вдається ня полягає в тому, щоб сприяти розумінню винаповністю уникнути втрат матеріалу. Крім того, ходу. установка конструктивно спрощена, при цьому На малюнках кількість елементів серцевини понижена, а форми на Фіг.1 показано пристрій згідно винаходу, в стали простіші. Як новий спосіб введена мікрохвиякому подача вати здійснюється під дією власної льова термообробка, яка також спрощує пристрій, ваги і за допомогою гвинтової подачі усуваючи проблему очищення (обширна трубона Фіг.2 показано пристрій згідно винаходу, в провідна мережа відсутня), зберігає енергію і зниякому подача вати здійснюється за допомогою жує кількість викидів. дуттьового вентилятора і гвинтової подачі, і Для досягнення вищезгаданих переваг, спосіб на Фіг.3 показаний розріз ділянки формування виготовлення ізоляційної трубної секції з мінератрубної секції згідно винаходу, що містить заготівку льної вати згідно винаходу відрізняється тим, що трубної секції, узятої в будь-якій точці між гладкою вату у вигляді рихлого матеріалу, одержують розділянкою серцевини і зовнішньою формою. пушуванням ватного мату, подають в проміжок між Основний принцип роботи формувального серцевиною і оточуючою її, по суті, циліндровою пристрою для виготовлення трубної секції, загазовнішньою формою, внаслідок чого, одержують, лом, показаний на Фіг.1, 2 і 3. Сировина поступає по суті циліндрову ізоляційну заготівку. на оснащену мікрохвильовими елементами (10) Для досягнення вищезгаданих переваг, спосіб ділянку формування трубної секції, пристрою 1 так термообробки заготівки трубної секції з мінеральсамо, як і в даний час, в рулонах 2 необробленої ної вати згідно винаходу відрізняється тим, що вати. Зрозуміло, формувальний пристрій 1 для термообробку здійснюють за допомогою мікрохвивиготовлення трубної секції можна встановити як льового випромінювання. продовження основної лінії для обробки вати (не Для досягнення вищезгаданих переваг, трубна показана), уникнувши, таким чином, окремої обросекція згідно даного винаходу відрізняється тим, бки рулонів 2 або вати у вигляді мату. При обробщо виготовлена способом згідно даного винаходу. ці, рулони 2 або вата у вигляді мату спочатку поДля досягнення вищезгаданих переваг, заявступають в розпушувач 3, який перетворює рулони лений формувальний пристрій для виготовлення на рихлий матеріал 4, тобто в дрібні клаптики 4. трубних секцій з мінеральної вати відрізняється Рулони 2 або вату в розпушувач (3) подають на тим, що містить ділянку формування трубних секконвеєрах, переважно, наприклад, на стрічкових цій, що складається з серцевини, що нагрівається, конвеєрах. Останні поступають через перехідний щонайменше, частково, і з циліндрової зовнішньої бункер 12 на ділянку 1 формування трубної секції форми, що оточує її і що нагрівається, щонайменабо під дією власної ваги (вертикальний розташоше, частково, при цьому трубну секцію формують ваний пристрій, Фіг.1), або за допомогою дуттьовов проміжку між ними з вати, що подається у вказаго вентилятора 11 (Фіг.2) через один або декілька ний проміжок у вигляді рихлого матеріалу. каналів 14 подачі. При використанні дуттьового Додатково, для досягнення вищезгаданих певентилятора 11, ділянка 1 формування трубної реваг, заявлене застосування пристрою відрізнясекції пристрою повинна мати засоби вентиляції ється тим, що його застосовують для реалізації повітря, переважно отвір навколо приводного валу способу згідно винаходу. мотора 13 для серцевини 5 на ширшому кінці кільЗаявлений винахід забезпечує наступні перецевого конусоподібного елементу 17. Призначення ваги: дуття полягає в забезпеченні сировиною процесу - простіше переходити від розміру до розміру, формування трубної секції. Дуттьовий вентилятор тільки один елемент серцевини на діаметр, кільтакож дозволяє створити силу (=тиск) здатну пекість форм істотно зменшена (може бути регульореміщати трубну секцію в осьовому напрямі. Таваною); ким чином, розмір керуючого отвору повинен бути - коротший час переходу від розміру до розмірегульованим. ру; Ділянка 1 формування трубної секції склада- пристрій простіший і менший за розміром; ється з внутрішньої труби (серцевини) 5, яка має - вища пропускна спроможність; гвинтоподібну форму на своїй початковій ділянці - відсутність втрат матеріалу; 5а і гладка на своїй кінцевій ділянці 5b. Гвинтопо- властивості залишаються незмінними; дібна ділянка 5а переміщає заготівку 7 трубної - немає трубопроводів, що підлягають очисекції (див. Фіг.3) безперервно вперед (у напрямі щенню - витрати на енергозбереження скорочустрілки х). Гвинт (серцевину) приводять в рух моються; тором 13. Ділянку 1 формування трубної секції - менше вимог до управління процесом; можна додатково оснастити кільцевим конусоподі- потрібна менша кількість операторів. бним елементом 17 конічної форми, що привоПереважні реалізації винаходу зокрема харакдиться в обертання за допомогою другого мотора теризуються тим, що розкрито в нижченаведених 15 і що оточує, щонайменше, частину гвинтоподібзалежних пунктах формули. ної ділянки 5а серцевини 5. Кільцевий конусоподібний елемент 17 має внутрішню поверхню, що 7 88199 8 переважно має різьблення з кроком, що збільшуму довжину виробу можна міняти за бажанням. ється у напрямку до мотора 13, при цьому можна Кожен внутрішній діаметр трубної секції, що вигорегулювати швидкість обертання залежно від різьтовляється, потребує спеціальної серцевини 5, а блення кільцевого конусоподібного елементу 17 і зовнішній діаметр вимагає певної кількості регугвинтоподібної ділянки 5b серцевини 5 для того, льованих зовнішніх форм 6. Серцевина і зовнішня щоб забезпечити різницю у властивостях, наприформа 6 є незалежними складовими, які можна клад, таких, як щільність заготівки трубної секції. замінювати разом або окремо. Швидкості можуть бути неоднаковими, у такому Остаточну термообробку виконують за допоразі внутрішня і зовнішня поверхні трубної секції могою мікрохвильової технології або, як роблять мають щільність, яка відрізняється одна від одної зараз, за допомогою генерування тепла для тер(двошарове рішення). мообробки пальниками, що працюють на природГладка ділянка 5b трохи більша в діаметрі, ніж ному або зрідженому газі. Застосування мікрохвигвинтоподібна ділянка 5а і може нагріватися за льової технології дає дві можливості: подавати допомогою індукційних елементів 8, розташованих хвилі всередину з обох кінців заготівки 7 трубної зовні нього. При нагріванні гладкої ділянки 5b за секції (тобто уздовж заготівки 7) або подавати допомогою індукційних елементів 8, на внутрішній хвилі упоперек щодо вищезазначеного напряму поверхні 7а заготівки 7 трубної секції, в результаті трубної секції (напрямок у), тоді як заготівка 7 труодержують термічно оброблену зону, формуючи, бної секції весь час рухається вперед у напрямі х. таким чином, внутрішній канал заготівки 7 трубної При використанні подовжньої подачі, постає писекції. тання про одночасну термообробку, при якій декіСерцевину 5 оточує зовнішня циліндрова фолька заготівок, які істотно довше, ніж трубні секції, рма 6, яка теж є такою, що нагрівається. Форму 6 піддаються термообробці одночасно. Проте, в можна регулювати за діаметром (менші форми) і процесі поперечної термообробки продукт можна нагрівати під дією електрики, наприклад за допонарізувати до заданої довжини безпосередньо могою трубчастих опорів 9. Тоді як тонкий шар після термообробки, і тому такий варіант ефективвнутрішньої поверхні 7а заготівки 7 трубної секції ніший за часом і витратам. Заявлений спосіб допіддається термообробці за допомогою ділянки 5b зволяє додавати виробам задану довжину залежсерцевини, що нагрівається, 5, те ж саме відбувано від потреб замовника, при тому, що в даний час ється із зовнішньою поверхнею 7b заготівки 7 трудовжина виробів є стандартною. бної секції за допомогою зовнішньої форми, що За термообробкою слідує нанесення покриття, нагрівається. Таким чином, заготівка 7 трубної і/або відділення і/або, при необхідності, виконання секції набуває стійкої форми навіть при тому, що на трубних секціях гребенів і пазів (подовжніх і/або початковий матеріал залишається переважно тепоперечних) і/або внутрішній розріз, що проходить рмічно необробленим. Метою є швидке формуу повздовжньому напрямі. В кінці трубні секції навання заготівки 7 трубної секції, що залишає більправляють в пакувальний пристрій для упаковки і ше часу для остаточної термообробки. Таким що завершує підготовки трубних секцій до відванчином, результатом є безперервність заготівки 7 таження. трубної секції, тобто відсутність відходів, при цьо 9 Комп’ютерна верстка О. Гапоненко 88199 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and apparatus for manufacturing a mineral wool pipe section for insulating purposes
Автори англійськоюBulut Pirkko, Karjalainen Erkki, Kuukka Ossi, Manninen Jukka, Nikkinen Matti, Skippari Sami
Назва патенту російськоюСпособ и устройство для изготовления изоляционной трубной секции из минеральной ваты
Автори російськоюБулут Пиркко, Карьялайнен Эркки, Куукка Осси, Маннинен Юкка, Никкинен Матти, Скиппари Сами
МПК / Мітки
МПК: D04H 1/00, F16L 59/02, F16L 59/00
Мітки: вати, ізоляційної, секції, спосіб, пристрій, трубної, мінеральної, виготовлення
Код посилання
<a href="https://ua.patents.su/5-88199-sposib-i-pristrijj-dlya-vigotovlennya-izolyacijjno-trubno-sekci-z-mineralno-vati.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення ізоляційної трубної секції з мінеральної вати</a>
Спосіб виготовлення трубчастих рукавів з мінеральної вати і трубчастий рукав, виготовлений з мінеральної вати
Номер патенту: 85052
Опубліковано: 25.12.2008
Автори: Лігтенберг Харальд, Меєр Єнс, Цизік Антон, Альбрехт Фолькер
МПК: B32B 37/00, B29C 53/00, F16L 59/02
Мітки: трубчастих, рукавів, спосіб, виготовлення, трубчастий, вати, виготовлений, рукав, мінеральної
Формула / Реферат:
1. Спосіб виготовлення трубчастих рукавів (10; 20; 30; 50), виготовлених з мінеральної вати для ізоляції трубопроводів або для зменшення рівня звуку в трубопровідних системах, що містить наступні етапи:a) подавання стрічки (11; 21; 31; 51) нетканого матеріалу, виготовленої з мінеральної вати, на яку нанесений незатверділий зв'язувальний матеріал,b) намотування стрічки (11; 21; 31; 51) нетканого матеріалу на намотувальну...
Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати, спосіб його виготовлення і установка для його виготовлення
Номер патенту: 74198
Опубліковано: 15.11.2005
Автори: Калеро Клер, Бофіс Себастьєн, Ковентрі-Сейлор Кетлін Х.
МПК: C03C 25/24, E04B 1/78
Мітки: мінеральної, теплоізоляційний, звукоізоляційний, спосіб, вати, виріб, основі, установка, виготовлення
Формула / Реферат:
1. Теплоізоляційний і/або звукоізоляційний виріб на основі мінеральної вати типу скловати або вати з азбесту або базальту, який відрізняється тим, що щонайменше частина зовнішньої поверхні цього виробу позбавлена зовнішнього покриття, причому ця частина поверхні оброблена складом, який має пом'якшувальні властивості і який містить щонайменше одну поверхнево-активну речовину.2. Ізоляційний виріб за п. 1, який відрізняється тим, що ця...
Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, теплоізоляційний і/або звукоізоляційний виріб, виготовлений цим способом
Номер патенту: 73785
Опубліковано: 15.09.2005
Автори: Калеро Клер, Бофіс Себастьєн
МПК: D04H 13/00, E04B 1/76, D04H 3/08, D04H 3/02, D04H 1/70, C03B 37/04
Мітки: основі, цим, спосіб, способом, виріб, мінеральної, теплоізоляційного, виготовлення, виготовлений, звукоізоляційний, теплоізоляційний, вати, виробу, звукоізоляційного
Формула / Реферат:
1. Спосіб виготовлення теплоізоляційного і/або звукоізоляційного виробу на основі мінеральної вати, виготовленої шляхом внутрішнього центрифугування, з використанням технологічної лінії виробництва, яка має в своєму складі множину послідовно розташованих один за одним пристроїв формування волокон, причому із вказаних послідовно розташованих пристроїв формування волокон щонайменше один є першим і щонайменше один є останнім, який відрізняється...
В’яжуче для продуктів з мінеральної вати, спосіб його одержання, продукт з мінеральної вати і спосіб його одержання
Номер патенту: 81597
Опубліковано: 25.01.2008
Автори: Хюсемоен Тор, Хансен Ерлінг Леннарт, Ніссен Повл
МПК: D04H 1/64, D06M 15/37, C08L 57/00, C08K 9/00
Мітки: продуктів, одержання, спосіб, мінеральної, в'яжуче, продукт, вати
Формула / Реферат:
1. Спосіб одержання в'яжучого для продуктів з мінеральної вати, в якому змішують карбонову кислоту, що є ди-, три- або тетракарбоновою кислотою з молекулярною масою близько 1000 або менше, з алканоламіном за умов проведення реакції, при яких карбонова кислота і алканоламін взаємодіють між собою з одержанням смоли, а потім реакцію переривають додаванням води до реакційної суміші.2. Спосіб за п. 1, у якому одержаний продукт змішують з...
Жароміцний сплав, виріб та спосіб виготовлення виробу з жароміцного сплаву, спосіб одержання мінеральної вати
Номер патенту: 81859
Опубліковано: 11.02.2008
Автори: Бернар Жан-Люк, Берто Патріс, Мішон Сільвен, Л'єбо Крістоф
МПК: C22C 19/07, C22C 19/05, C22F 1/10
Мітки: сплаву, вати, мінеральної, виробу, виготовлення, сплав, одержання, жароміцний, спосіб, виріб, жароміцного
Формула / Реферат:
1. Сплав, який має механічну міцність при високій температурі в окисному середовищі, причому вказаний сплав не містить молібдену і вольфраму і містить основу, яка включає хром, зміцнену виділеннями карбідів, який відрізняється тим, що він містить карбіди щонайменше одного металу (М), вибраного з титану, цирконію і гафнію.2. Сплав за п. 1, який відрізняється тим, що вказані карбіди, крім того, містять тантал (М').3. Сплав за...
Попередній патент: Спосіб виділення газонасичених пластів в обсаджених і необсаджених нафтогазових свердловинах (варіанти)
Наступний патент: Спосіб розкиснення і модифікування високовуглецевої сталі
Випадковий патент: Система керування безпілотного літального апарата