Спосіб та пристрій для виробництва сталевих труб

Формула / Реферат
1. Спосіб виготовлення сталевих труб з прямим швидким охолодженням після термоформування, одержаних безперервним литтям сталі та утворенням порожнини трубних заготівок шляхом редукційного розтягання таким чином, що холодоагент під високим тиском подають на зовнішню поверхню труби по окружності на довжині, яка більше ніж в 400 разів перевищує товщину стінки труби, протягом максимум 20 секунд після останнього формування при температурі вище 700 °C, але нижче 1050 °C, причому вказаний холодоагент подають в кількості, що викликає однорідну швидкість охолодження стінки труби по довжині труби більше 1 °C/с при швидкому охолодженні до температури в діапазоні від 500 до 250 °C, після чого трубу охолоджують далі на повітрі до кімнатної температури.
2. Спосіб за п. 1, в якому швидке охолодження зовнішньої поверхні труби починають при температурі нижче 950 °C.
3. Спосіб за п. 1 або 2, в якому після швидкого охолодження і охолодження труби на повітрі виконують повторне цілеспрямоване нагрівання стінки труби.
4. Спосіб за будь-яким з пп. 1-3, в якому для виробництва сталевої труби використовують сталь, що містить такі елементи сплаву та супутні елементи та/або домішки з такими відповідними масовими відсотковими концентраціями речовин:
вуглець
від 0,03 до 0,5
кремній
від 0,15 до 0,65
марганець
від 0,5 до 2,0
фосфор
максимум 0,03
сірка
максимум 0,03
хром
максимум 1,5
нікель
максимум 1,0
мідь
максимум 0,3
алюміній
від 0,01 до 0,09
титан
максимум 0,05
молібден
максимум 0,8
ванадій
від 0,02 до 0,2
олово
максимум 0,08
азот
максимум 0,04
ніобій
максимум 0,08
кальцій
максимум 0,005
залізо
решта.
5. Спосіб за будь-яким з пп. 1-4, в якому труби є трубами для нафтових родовищ довжиною більше 7 м, зокрема до 200 м, із зовнішнім діаметром більше 20 мм, але менше 200 мм і товщиною стінки більше 2,0 мм, але менше 25 мм.
6. Спосіб за п. 4, в якому сталь для виробництва труби містить принаймні один елемент, зазначений нижче, у таких масових відсоткових концентраціях:
вуглець
від 0,05 до 0,35
фосфор
максимум 0,015
сірка
максимум 0,005
хром
максимум 1,0
титан
максимум 0,02.
7. Пристрій для виготовлення сталевих труб зі швидким охолодженням після формування, одержаних безперервним литтям сталі з утвореною порожниною в трубних заготовках, внаслідок редукційного розтягання, який містить пристрій для одержання трубної заготівки, редукційного розтягнення та пристрій для подання холодоагенту на поверхню труби, який нижче від останнього профілювального стана в напрямку прокату містить прохідну зону охолодження, яка виконана з можливістю вмикання та містить ряд виїмок, які можуть бути розташовані в різних місцях у подовжньому напрямку та розподілені концентрично навколо прокатаного матеріалу і призначені для подання холодоагенту, кожна з яких має принаймні три сопла, які спрямовані головним чином до осі, причому кожне розподільне кільце або кожна їх група також виконана з можливістю забезпечення холодоагентом у процесі регулювання залежно від пропускної здатності.
8. Пристрій за п. 7, в якому кожне сопло виконано з можливістю створення потоку холодоагенту у формі піраміди, яка розширюється в напрямку розпилення.
9. Пристрій за п. 8, в якому потік холодоагенту має подовжену форму профілю, визначену соплом, а більша вісь потоку холодоагенту спрямована перпендикулярно до осі труби.
10. Пристрій за п. 7, в якому пристрій подання холодоагенту в прохідну зону охолодження може включатися в залежності від положення кінців труби в цій зоні.
Текст
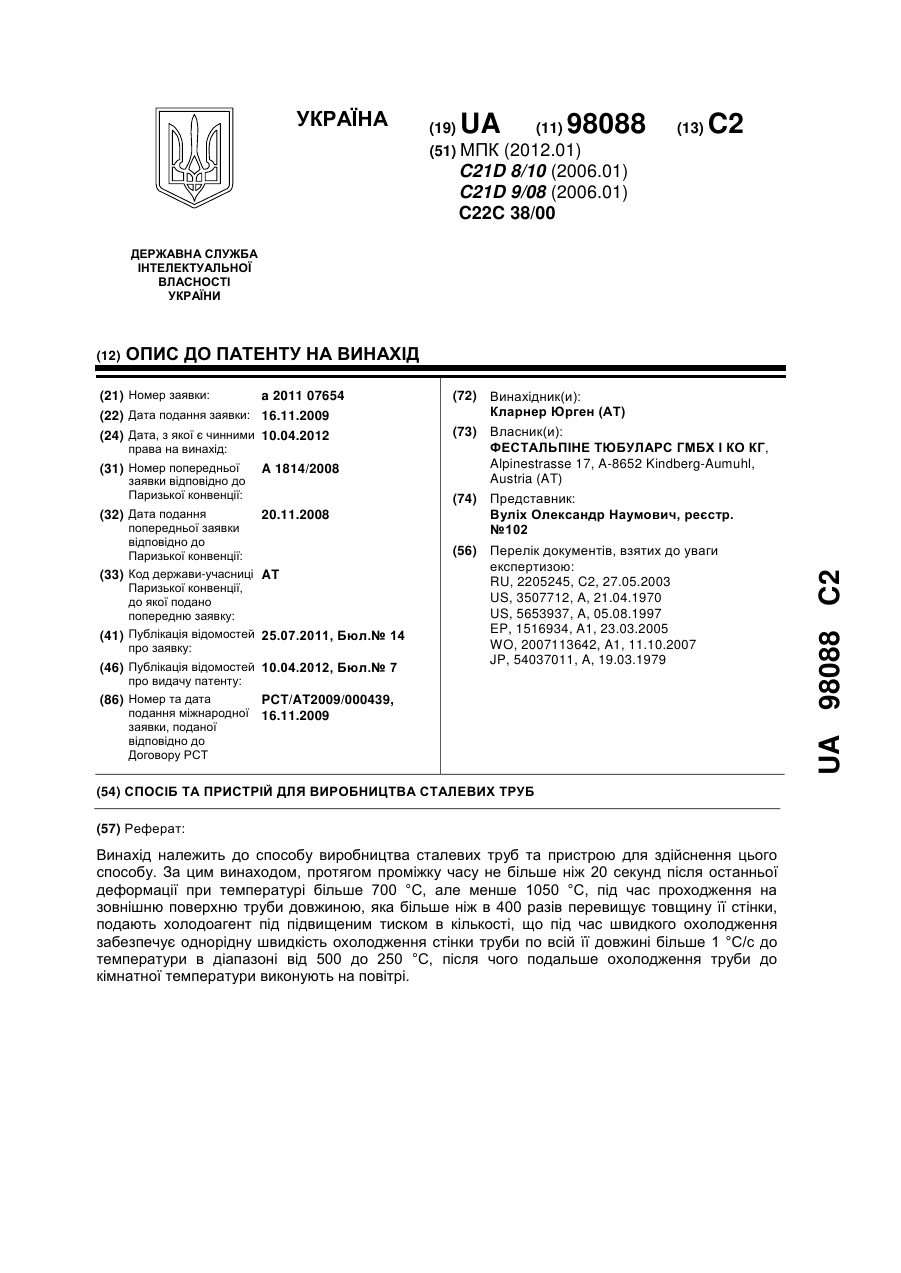
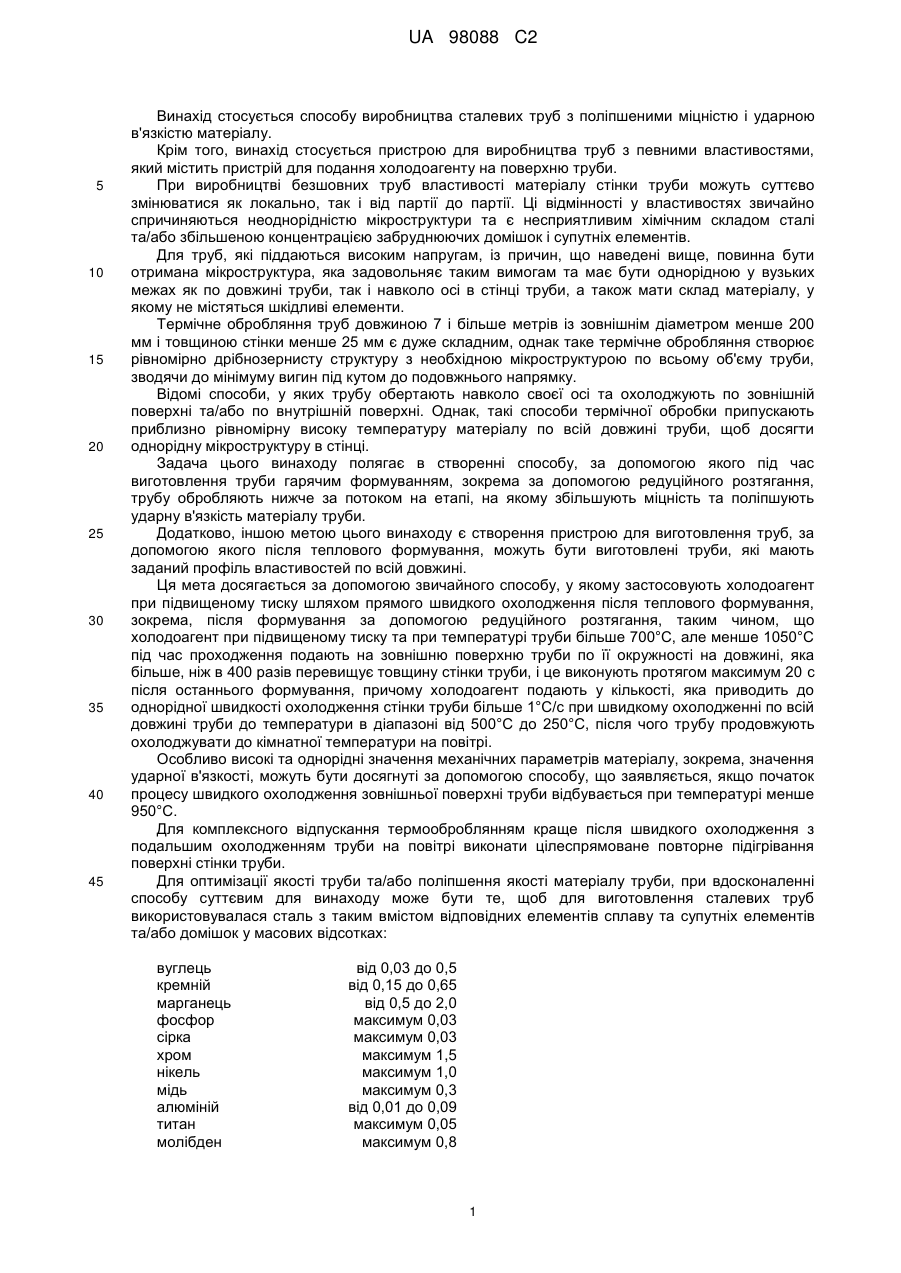
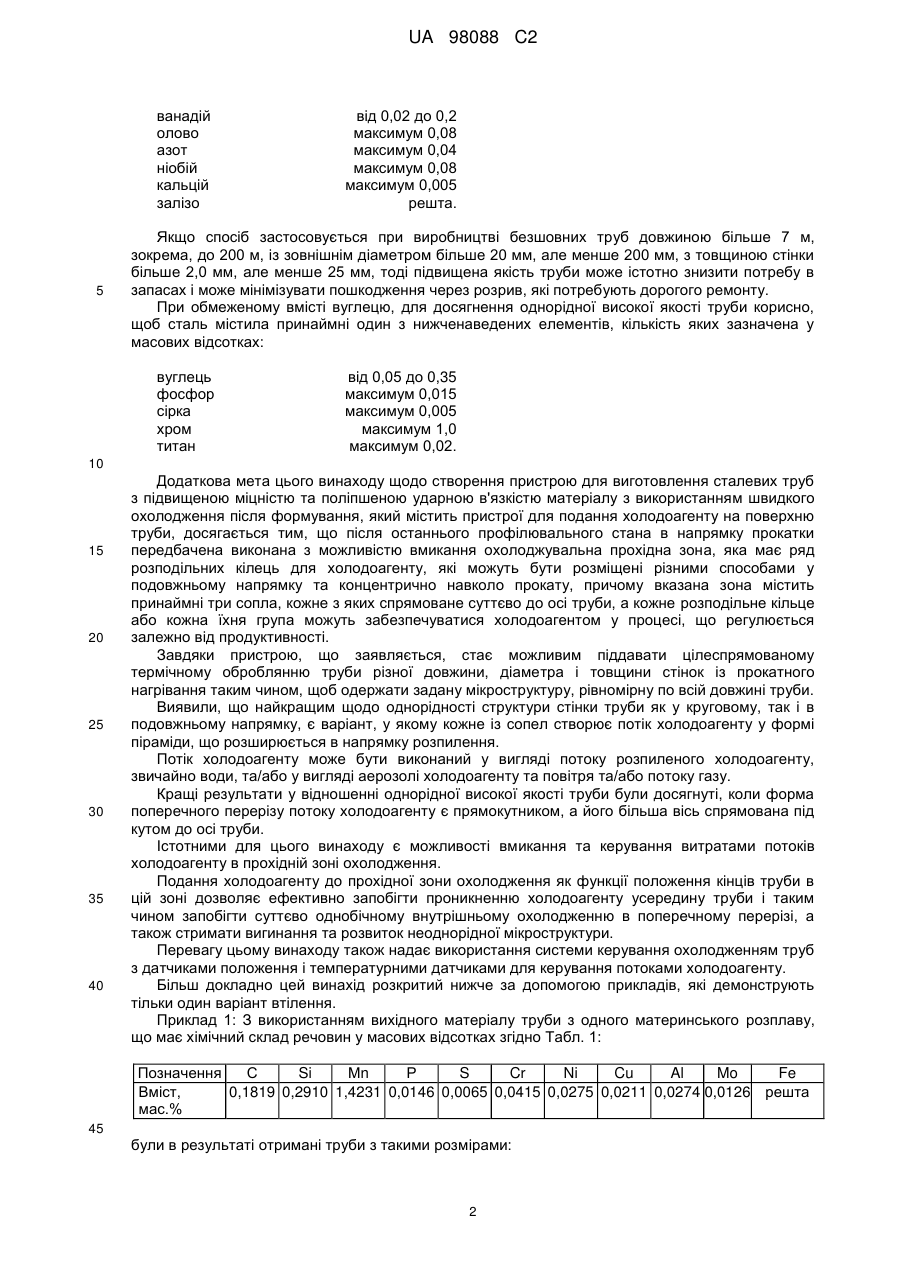
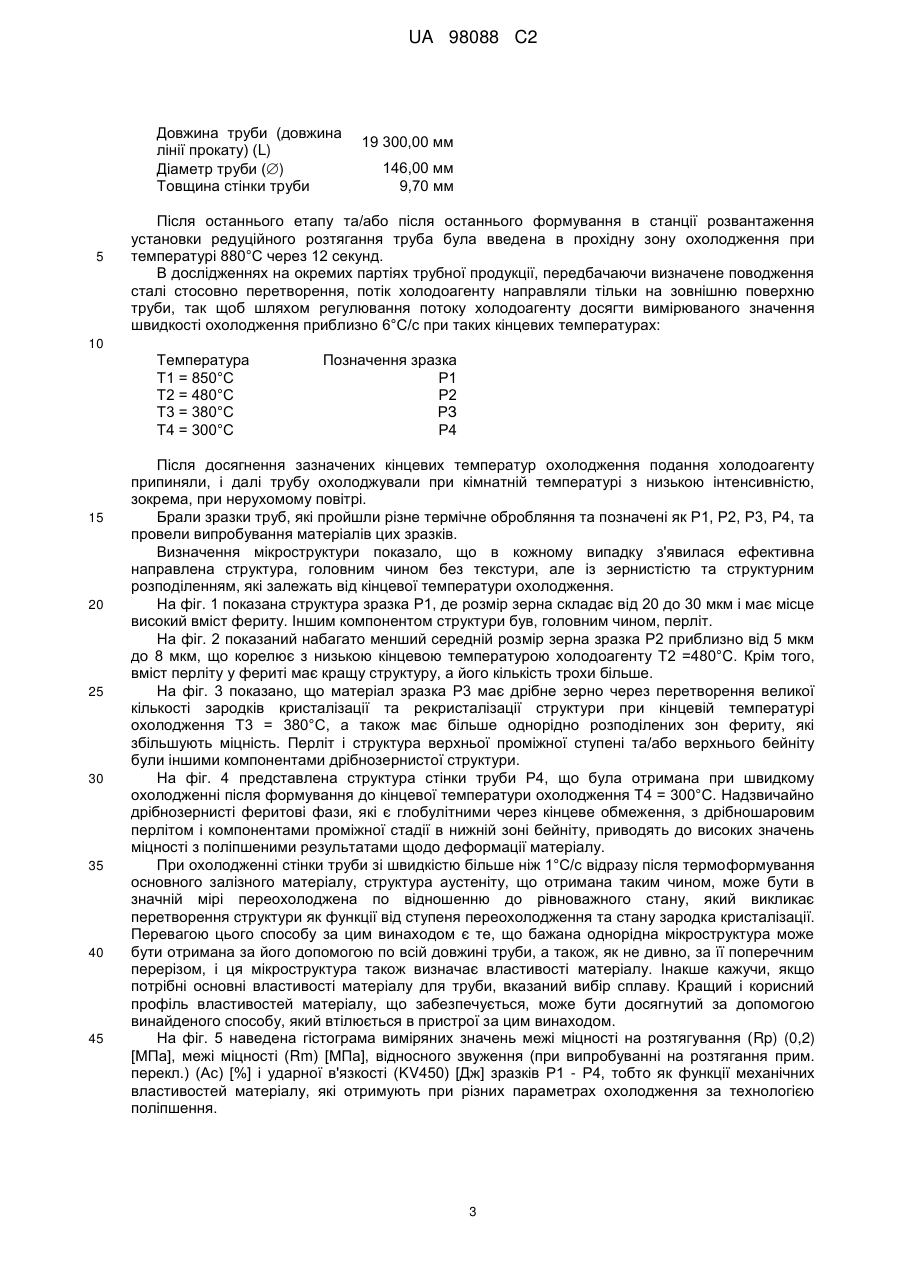
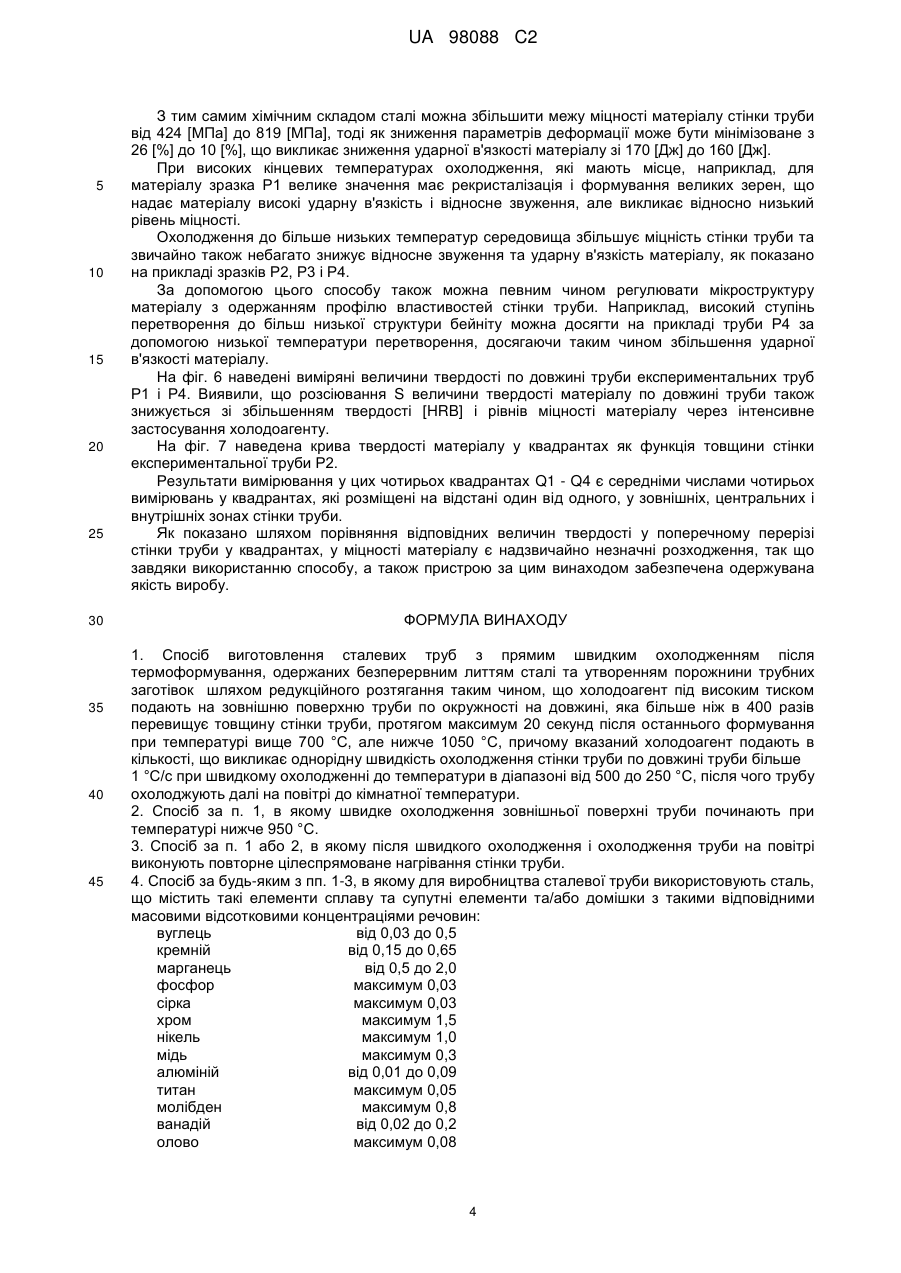
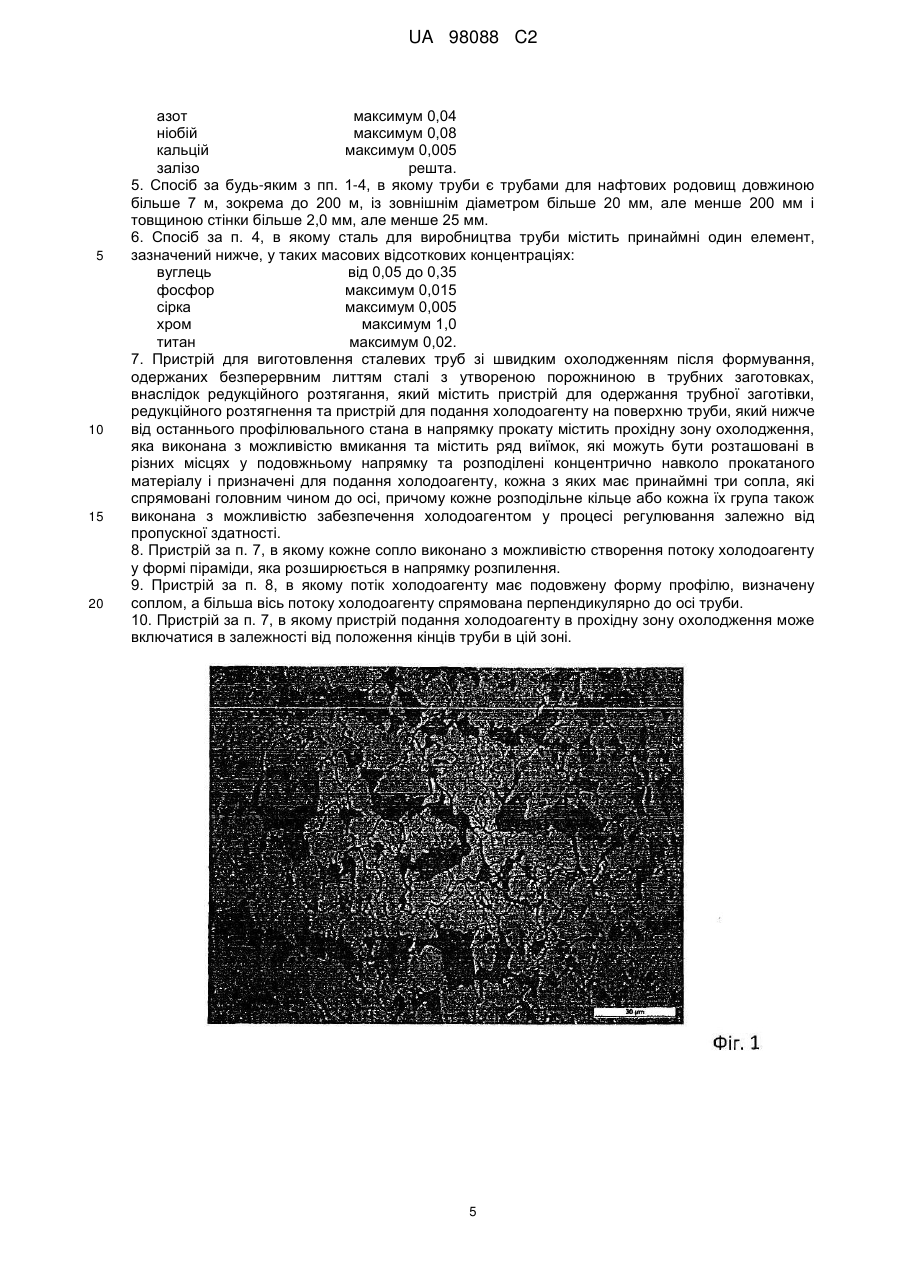
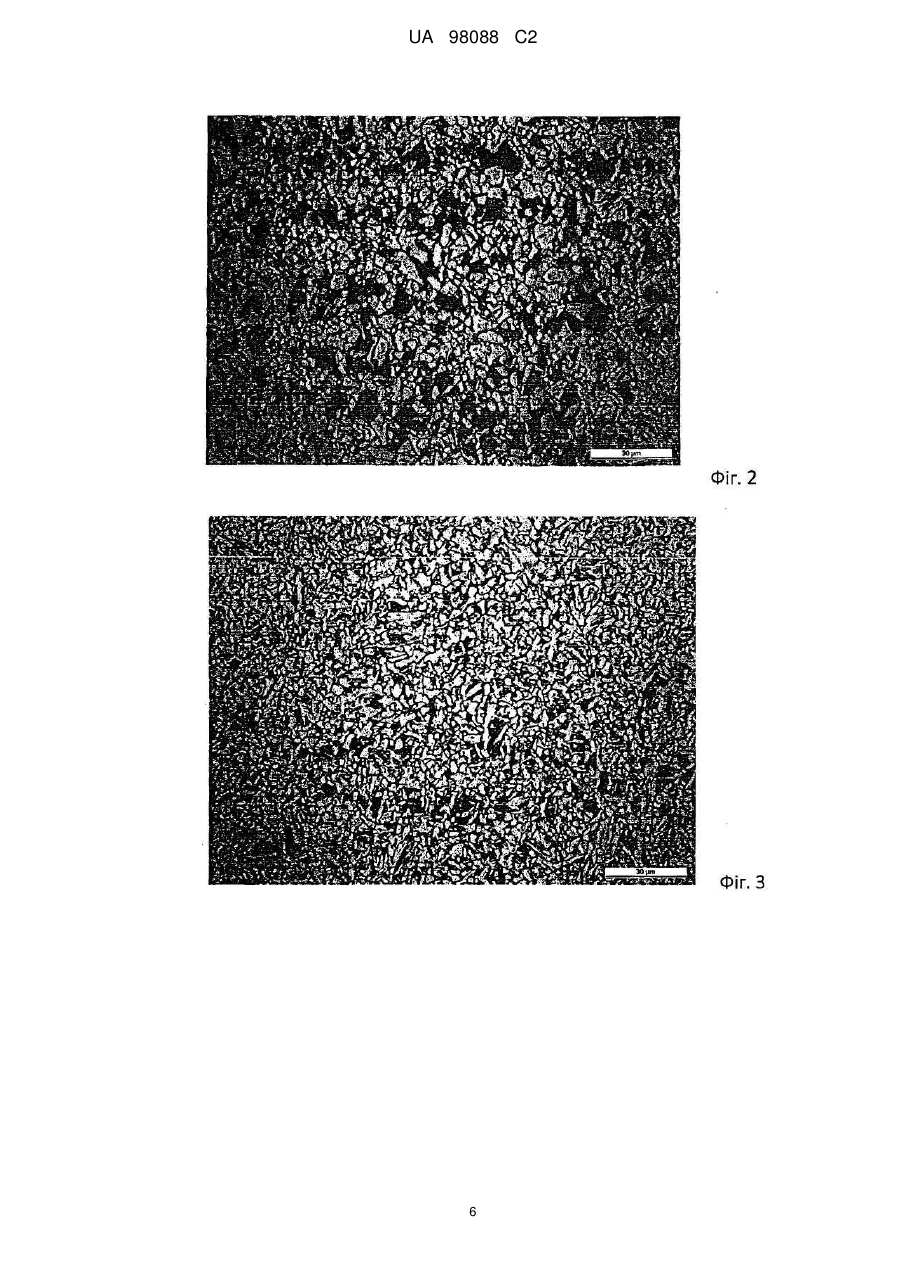
Реферат: Винахід належить до способу виробництва сталевих труб та пристрою для здійснення цього способу. За цим винаходом, протягом проміжку часу не більше ніж 20 секунд після останньої деформації при температурі більше 700 °C, але менше 1050 °C, під час проходження на зовнішню поверхню труби довжиною, яка більше ніж в 400 разів перевищує товщину її стінки, подають холодоагент під підвищеним тиском в кількості, що під час швидкого охолодження забезпечує однорідну швидкість охолодження стінки труби по всій її довжині більше 1 °C/с до температури в діапазоні від 500 до 250 °C, після чого подальше охолодження труби до кімнатної температури виконують на повітрі. UA 98088 C2 (12) UA 98088 C2 UA 98088 C2 5 10 15 20 25 30 35 40 45 Винахід стосується способу виробництва сталевих труб з поліпшеними міцністю і ударною в'язкістю матеріалу. Крім того, винахід стосується пристрою для виробництва труб з певними властивостями, який містить пристрій для подання холодоагенту на поверхню труби. При виробництві безшовних труб властивості матеріалу стінки труби можуть суттєво змінюватися як локально, так і від партії до партії. Ці відмінності у властивостях звичайно спричиняються неоднорідністю мікроструктури та є несприятливим хімічним складом сталі та/або збільшеною концентрацією забруднюючих домішок і супутніх елементів. Для труб, які піддаються високим напругам, із причин, що наведені вище, повинна бути отримана мікроструктура, яка задовольняє таким вимогам та має бути однорідною у вузьких межах як по довжині труби, так і навколо осі в стінці труби, а також мати склад матеріалу, у якому не містяться шкідливі елементи. Термічне обробляння труб довжиною 7 і більше метрів із зовнішнім діаметром менше 200 мм і товщиною стінки менше 25 мм є дуже складним, однак таке термічне обробляння створює рівномірно дрібнозернисту структуру з необхідною мікроструктурою по всьому об'єму труби, зводячи до мінімуму вигин під кутом до подовжнього напрямку. Відомі способи, у яких трубу обертають навколо своєї осі та охолоджують по зовнішній поверхні та/або по внутрішній поверхні. Однак, такі способи термічної обробки припускають приблизно рівномірну високу температуру матеріалу по всій довжині труби, щоб досягти однорідну мікроструктуру в стінці. Задача цього винаходу полягає в створенні способу, за допомогою якого під час виготовлення труби гарячим формуванням, зокрема за допомогою редуційного розтягання, трубу обробляють нижче за потоком на етапі, на якому збільшують міцність та поліпшують ударну в'язкість матеріалу труби. Додатково, іншою метою цього винаходу є створення пристрою для виготовлення труб, за допомогою якого після теплового формування, можуть бути виготовлені труби, які мають заданий профіль властивостей по всій довжині. Ця мета досягається за допомогою звичайного способу, у якому застосовують холодоагент при підвищеному тиску шляхом прямого швидкого охолодження після теплового формування, зокрема, після формування за допомогою редуційного розтягання, таким чином, що холодоагент при підвищеному тиску та при температурі труби більше 700°С, але менше 1050°С під час проходження подають на зовнішню поверхню труби по її окружності на довжині, яка більше, ніж в 400 разів перевищує товщину стінки труби, і це виконують протягом максимум 20 с після останнього формування, причому холодоагент подають у кількості, яка приводить до однорідної швидкості охолодження стінки труби більше 1°С/с при швидкому охолодженні по всій довжині труби до температури в діапазоні від 500°С до 250°С, після чого трубу продовжують охолоджувати до кімнатної температури на повітрі. Особливо високі та однорідні значення механічних параметрів матеріалу, зокрема, значення ударної в'язкості, можуть бути досягнуті за допомогою способу, що заявляється, якщо початок процесу швидкого охолодження зовнішньої поверхні труби відбувається при температурі менше 950°С. Для комплексного відпускання термооброблянням краще після швидкого охолодження з подальшим охолодженням труби на повітрі виконати цілеспрямоване повторне підігрівання поверхні стінки труби. Для оптимізації якості труби та/або поліпшення якості матеріалу труби, при вдосконаленні способу суттєвим для винаходу може бути те, щоб для виготовлення сталевих труб використовувалася сталь з таким вмістом відповідних елементів сплаву та супутніх елементів та/або домішок у масових відсотках: вуглець кремній марганець фосфор сірка хром нікель мідь алюміній титан молібден від 0,03 до 0,5 від 0,15 до 0,65 від 0,5 до 2,0 максимум 0,03 максимум 0,03 максимум 1,5 максимум 1,0 максимум 0,3 від 0,01 до 0,09 максимум 0,05 максимум 0,8 1 UA 98088 C2 ванадій олово азот ніобій кальцій залізо 5 від 0,02 до 0,2 максимум 0,08 максимум 0,04 максимум 0,08 максимум 0,005 решта. Якщо спосіб застосовується при виробництві безшовних труб довжиною більше 7 м, зокрема, до 200 м, із зовнішнім діаметром більше 20 мм, але менше 200 мм, з товщиною стінки більше 2,0 мм, але менше 25 мм, тоді підвищена якість труби може істотно знизити потребу в запасах і може мінімізувати пошкодження через розрив, які потребують дорогого ремонту. При обмеженому вмісті вуглецю, для досягнення однорідної високої якості труби корисно, щоб сталь містила принаймні один з нижченаведених елементів, кількість яких зазначена у масових відсотках: вуглець фосфор сірка хром титан від 0,05 до 0,35 максимум 0,015 максимум 0,005 максимум 1,0 максимум 0,02. 10 15 20 25 30 35 40 Додаткова мета цього винаходу щодо створення пристрою для виготовлення сталевих труб з підвищеною міцністю та поліпшеною ударною в'язкістю матеріалу з використанням швидкого охолодження після формування, який містить пристрої для подання холодоагенту на поверхню труби, досягається тим, що після останнього профілювального стана в напрямку прокатки передбачена виконана з можливістю вмикання охолоджувальна прохідна зона, яка має ряд розподільних кілець для холодоагенту, які можуть бути розміщені різними способами у подовжньому напрямку та концентрично навколо прокату, причому вказана зона містить принаймні три сопла, кожне з яких спрямоване суттєво до осі труби, а кожне розподільне кільце або кожна їхня група можуть забезпечуватися холодоагентом у процесі, що регулюється залежно від продуктивності. Завдяки пристрою, що заявляється, стає можливим піддавати цілеспрямованому термічному оброблянню труби різної довжини, діаметра і товщини стінок із прокатного нагрівання таким чином, щоб одержати задану мікроструктуру, рівномірну по всій довжині труби. Виявили, що найкращим щодо однорідності структури стінки труби як у круговому, так і в подовжньому напрямку, є варіант, у якому кожне із сопел створює потік холодоагенту у формі піраміди, що розширюється в напрямку розпилення. Потік холодоагенту може бути виконаний у вигляді потоку розпиленого холодоагенту, звичайно води, та/або у вигляді аерозолі холодоагенту та повітря та/або потоку газу. Кращі результати у відношенні однорідної високої якості труби були досягнуті, коли форма поперечного перерізу потоку холодоагенту є прямокутником, а його більша вісь спрямована під кутом до осі труби. Істотними для цього винаходу є можливості вмикання та керування витратами потоків холодоагенту в прохідній зоні охолодження. Подання холодоагенту до прохідної зони охолодження як функції положення кінців труби в цій зоні дозволяє ефективно запобігти проникненню холодоагенту усередину труби і таким чином запобігти суттєво однобічному внутрішньому охолодженню в поперечному перерізі, а також стримати вигинання та розвиток неоднорідної мікроструктури. Перевагу цьому винаходу також надає використання системи керування охолодженням труб з датчиками положення і температурними датчиками для керування потоками холодоагенту. Більш докладно цей винахід розкритий нижче за допомогою прикладів, які демонструють тільки один варіант втілення. Приклад 1: З використанням вихідного матеріалу труби з одного материнського розплаву, що має хімічний склад речовин у масових відсотках згідно Табл. 1: Позначення С Si Μn Ρ S Cr Ni Cu Al Mo Fe Вміст, 0,1819 0,2910 1,4231 0,0146 0,0065 0,0415 0,0275 0,0211 0,0274 0,0126 решта мас.% 45 були в результаті отримані труби з такими розмірами: 2 UA 98088 C2 Довжина труби (довжина лінії прокату) (L) Діаметр труби () Товщина стінки труби 5 19 300,00 мм 146,00 мм 9,70 мм Після останнього етапу та/або після останнього формування в станції розвантаження установки редуційного розтягання труба була введена в прохідну зону охолодження при температурі 880°С через 12 секунд. В дослідженнях на окремих партіях трубної продукції, передбачаючи визначене поводження сталі стосовно перетворення, потік холодоагенту направляли тільки на зовнішню поверхню труби, так щоб шляхом регулювання потоку холодоагенту досягти вимірюваного значення швидкості охолодження приблизно 6°С/с при таких кінцевих температурах: 10 Температура Т1 = 850°С Т2 = 480°С Т3 = 380°С Т4 = 300°С 15 20 25 30 35 40 45 Позначення зразка Р1 Р2 РЗ Р4 Після досягнення зазначених кінцевих температур охолодження подання холодоагенту припиняли, і далі трубу охолоджували при кімнатній температурі з низькою інтенсивністю, зокрема, при нерухомому повітрі. Брали зразки труб, які пройшли різне термічне обробляння та позначені як Р1, Р2, Р3, Р4, та провели випробування матеріалів цих зразків. Визначення мікроструктури показало, що в кожному випадку з'явилася ефективна направлена структура, головним чином без текстури, але із зернистістю та структурним розподіленням, які залежать від кінцевої температури охолодження. На фіг. 1 показана структура зразка Р1, де розмір зерна складає від 20 до 30 мкм і має місце високий вміст фериту. Іншим компонентом структури був, головним чином, перліт. На фіг. 2 показаний набагато менший середній розмір зерна зразка Р2 приблизно від 5 мкм до 8 мкм, що корелює з низькою кінцевою температурою холодоагенту Т2 =480°C. Крім того, вміст перліту у фериті має кращу структуру, а його кількість трохи більше. На фіг. 3 показано, що матеріал зразка Р3 має дрібне зерно через перетворення великої кількості зародків кристалізації та рекристалізації структури при кінцевій температурі охолодження Т3 = 380°С, а також має більше однорідно розподілених зон фериту, які збільшують міцність. Перліт і структура верхньої проміжної ступені та/або верхнього бейніту були іншими компонентами дрібнозернистої структури. На фіг. 4 представлена структура стінки труби Р4, що була отримана при швидкому охолодженні після формування до кінцевої температури охолодження Т4 = 300°С. Надзвичайно дрібнозернисті феритові фази, які є глобулітними через кінцеве обмеження, з дрібношаровим перлітом і компонентами проміжної стадії в нижній зоні бейніту, приводять до високих значень міцності з поліпшеними результатами щодо деформації матеріалу. При охолодженні стінки труби зі швидкістю більше ніж 1°С/с відразу після термоформування основного залізного матеріалу, структура аустеніту, що отримана таким чином, може бути в значній мірі переохолоджена по відношенню до рівноважного стану, який викликає перетворення структури як функції від ступеня переохолодження та стану зародка кристалізації. Перевагою цього способу за цим винаходом є те, що бажана однорідна мікроструктура може бути отримана за його допомогою по всій довжині труби, а також, як не дивно, за її поперечним перерізом, і ця мікроструктура також визначає властивості матеріалу. Інакше кажучи, якщо потрібні основні властивості матеріалу для труби, вказаний вибір сплаву. Кращий і корисний профіль властивостей матеріалу, що забезпечується, може бути досягнутий за допомогою винайденого способу, який втілюється в пристрої за цим винаходом. На фіг. 5 наведена гістограма виміряних значень межі міцності на розтягування (Rp) (0,2) [МПа], межі міцності (Rm) [МПа], відносного звуження (при випробуванні на розтягання прим. перекл.) (Ас) [%] і ударної в'язкості (KV450) [Дж] зразків Р1 - Р4, тобто як функції механічних властивостей матеріалу, які отримують при різних параметрах охолодження за технологією поліпшення. 3 UA 98088 C2 5 10 15 20 25 30 35 40 45 З тим самим хімічним складом сталі можна збільшити межу міцності матеріалу стінки труби від 424 [МПа] до 819 [МПа], тоді як зниження параметрів деформації може бути мінімізоване з 26 [%] до 10 [%], що викликає зниження ударної в'язкості матеріалу зі 170 [Дж] до 160 [Дж]. При високих кінцевих температурах охолодження, які мають місце, наприклад, для матеріалу зразка Р1 велике значення має рекристалізація і формування великих зерен, що надає матеріалу високі ударну в'язкість і відносне звуження, але викликає відносно низький рівень міцності. Охолодження до більше низьких температур середовища збільшує міцність стінки труби та звичайно також небагато знижує відносне звуження та ударну в'язкість матеріалу, як показано на прикладі зразків Р2, Р3 і Р4. За допомогою цього способу також можна певним чином регулювати мікроструктуру матеріалу з одержанням профілю властивостей стінки труби. Наприклад, високий ступінь перетворення до більш низької структури бейніту можна досягти на прикладі труби Р4 за допомогою низької температури перетворення, досягаючи таким чином збільшення ударної в'язкості матеріалу. На фіг. 6 наведені виміряні величини твердості по довжині труби експериментальних труб Р1 і Р4. Виявили, що розсіювання S величини твердості матеріалу по довжині труби також знижується зі збільшенням твердості [HRB] і рівнів міцності матеріалу через інтенсивне застосування холодоагенту. На фіг. 7 наведена крива твердості матеріалу у квадрантах як функція товщини стінки експериментальної труби Р2. Результати вимірювання у цих чотирьох квадрантах Q1 - Q4 є середніми числами чотирьох вимірювань у квадрантах, які розміщені на відстані один від одного, у зовнішніх, центральних і внутрішніх зонах стінки труби. Як показано шляхом порівняння відповідних величин твердості у поперечному перерізі стінки труби у квадрантах, у міцності матеріалу є надзвичайно незначні розходження, так що завдяки використанню способу, а також пристрою за цим винаходом забезпечена одержувана якість виробу. ФОРМУЛА ВИНАХОДУ 1. Спосіб виготовлення сталевих труб з прямим швидким охолодженням після термоформування, одержаних безперервним литтям сталі та утворенням порожнини трубних заготівок шляхом редукційного розтягання таким чином, що холодоагент під високим тиском подають на зовнішню поверхню труби по окружності на довжині, яка більше ніж в 400 разів перевищує товщину стінки труби, протягом максимум 20 секунд після останнього формування при температурі вище 700 °C, але нижче 1050 °C, причому вказаний холодоагент подають в кількості, що викликає однорідну швидкість охолодження стінки труби по довжині труби більше 1 °C/с при швидкому охолодженні до температури в діапазоні від 500 до 250 °C, після чого трубу охолоджують далі на повітрі до кімнатної температури. 2. Спосіб за п. 1, в якому швидке охолодження зовнішньої поверхні труби починають при температурі нижче 950 °C. 3. Спосіб за п. 1 або 2, в якому після швидкого охолодження і охолодження труби на повітрі виконують повторне цілеспрямоване нагрівання стінки труби. 4. Спосіб за будь-яким з пп. 1-3, в якому для виробництва сталевої труби використовують сталь, що містить такі елементи сплаву та супутні елементи та/або домішки з такими відповідними масовими відсотковими концентраціями речовин: вуглець від 0,03 до 0,5 кремній від 0,15 до 0,65 марганець від 0,5 до 2,0 фосфор максимум 0,03 сірка максимум 0,03 хром максимум 1,5 нікель максимум 1,0 мідь максимум 0,3 алюміній від 0,01 до 0,09 титан максимум 0,05 молібден максимум 0,8 ванадій від 0,02 до 0,2 олово максимум 0,08 4 UA 98088 C2 5 10 15 20 азот максимум 0,04 ніобій максимум 0,08 кальцій максимум 0,005 залізо решта. 5. Спосіб за будь-яким з пп. 1-4, в якому труби є трубами для нафтових родовищ довжиною більше 7 м, зокрема до 200 м, із зовнішнім діаметром більше 20 мм, але менше 200 мм і товщиною стінки більше 2,0 мм, але менше 25 мм. 6. Спосіб за п. 4, в якому сталь для виробництва труби містить принаймні один елемент, зазначений нижче, у таких масових відсоткових концентраціях: вуглець від 0,05 до 0,35 фосфор максимум 0,015 сірка максимум 0,005 хром максимум 1,0 титан максимум 0,02. 7. Пристрій для виготовлення сталевих труб зі швидким охолодженням після формування, одержаних безперервним литтям сталі з утвореною порожниною в трубних заготовках, внаслідок редукційного розтягання, який містить пристрій для одержання трубної заготівки, редукційного розтягнення та пристрій для подання холодоагенту на поверхню труби, який нижче від останнього профілювального стана в напрямку прокату містить прохідну зону охолодження, яка виконана з можливістю вмикання та містить ряд виїмок, які можуть бути розташовані в різних місцях у подовжньому напрямку та розподілені концентрично навколо прокатаного матеріалу і призначені для подання холодоагенту, кожна з яких має принаймні три сопла, які спрямовані головним чином до осі, причому кожне розподільне кільце або кожна їх група також виконана з можливістю забезпечення холодоагентом у процесі регулювання залежно від пропускної здатності. 8. Пристрій за п. 7, в якому кожне сопло виконано з можливістю створення потоку холодоагенту у формі піраміди, яка розширюється в напрямку розпилення. 9. Пристрій за п. 8, в якому потік холодоагенту має подовжену форму профілю, визначену соплом, а більша вісь потоку холодоагенту спрямована перпендикулярно до осі труби. 10. Пристрій за п. 7, в якому пристрій подання холодоагенту в прохідну зону охолодження може включатися в залежності від положення кінців труби в цій зоні. 5 UA 98088 C2 6 UA 98088 C2 7 UA 98088 C2 Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for production of steel pipes
Автори англійськоюKlarner, Jurgen
Назва патенту російськоюСпособ и устройство для производства стальных труб
Автори російськоюКларнер Юрген
МПК / Мітки
МПК: C21D 8/10, C22C 38/00, C21D 9/08
Мітки: труб, спосіб, пристрій, сталевих, виробництва
Код посилання
<a href="https://ua.patents.su/10-98088-sposib-ta-pristrijj-dlya-virobnictva-stalevikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виробництва сталевих труб</a>
Спосіб виробництва сталевих високоміцних електрозварних двошовних труб великого діаметра для магістральних трубопроводів
Номер патенту: 96097
Опубліковано: 26.09.2011
Автори: Володарський Володимир Васильович, Курпе Олександр Геннадійович, Шахпазов Євгєній Хрістофоровіч, Гоман Сергій Володимирович, Ганошенко Ігор Володимирович, Койфман Олександр Анатолійович, Лоскутов Олександр Юрійович, Шалімов Сергій Якович, Кумуржи Євген Володимирович, Лівшиц Дмітрій Арнольдовіч, Зінченко Юрій Анатолійович, Матросов Юрій Івановіч
МПК: B21B 1/22, C21D 1/00, B23K 9/00, C22C 38/00, B21C 37/08
Мітки: трубопроводів, електрозварних, сталевих, спосіб, великого, діаметра, високоміцних, двошовних, магістральних, виробництва, труб
Формула / Реферат:
1. Спосіб виробництва сталевих високоміцних електрозварних двошовних труб великого діаметра для магістральних трубопроводів, що включає виготовлення сталевого сляба шляхом виплавки сталі в конвертері з подальшою її позапічною обробкою і розливанням на машині безперервного лиття заготовок, аустенізацію сляба і його подальшу багатостадійну прокатку на реверсивному стані у товстий лист, попередню підготовку товстого листа для подальшого трубної...
Спосіб антикорозійного захисту зовнішньої поверхні сталевих і чавунних труб
Номер патенту: 29726
Опубліковано: 15.04.2002
Автори: Гарник Володимир Кирилович, Шипко Іван Іванович, Мертвяченко Петро Ксенофонтович
МПК: F16L 58/02
Мітки: чавунних, захисту, сталевих, антикорозійного, спосіб, труб, поверхні, зовнішньої
Формула / Реферат:
Спосіб антикорозійного захисту зовнішньої поверхні сталевих і чавунних труб, що включає нанесення на зовнішню поверхню труби антикорозійного шару цементно-піщаного розчину, поверхня якого зміцнена гідроізоляційним шаром, який відрізняється тим, що нанесення шару цементно-піщаного розчину виконують розрахунковою товщиною цементно-піщаним розчином, який забезпечує утворення лужного середовища рН-12 та повну гідратацію цементу, а...
Спосіб виготовлення сталевих безшовних труб
Номер патенту: 7171
Опубліковано: 15.06.2005
Автори: Шперлін Павло Ільїч, Кобиляшний Андрій Миколайович, Черняк Сергій Аркадійович
МПК: B21C 23/02
Мітки: сталевих, спосіб, виготовлення, безшовних, труб
Формула / Реферат:
1. Спосіб виготовлення сталевих безшовних труб, що включає нагрівання заготовки, нанесення скломаси, одержання порожнистої гільзи на вертикальному гідравлічному пресі, підігрів гільзи, нанесення скломаси з наступним пресуванням на трубопрофільному стані, який відрізняється тим, що після пресування здійснюють низькотемпературну термообробку труб з попереднім охолодженням на повітрі, а також наступну теплу прокатку на готовий розмір при...
Пристрій для охолодження полімерних труб
Номер патенту: 53879
Опубліковано: 25.10.2010
Автори: Мікульонок Ігор Олегович, Вознюк В'ячеслав Тарасович
МПК: B29C 35/00, B29C 47/88
Мітки: пристрій, охолодження, труб, полімерних
Формула / Реферат:
1. Пристрій для охолодження полімерних труб, що містить горизонтальну ванну зі змонтованими в ній поздовжніми розпилювачами рідкого холодоагенту, який відрізняється тим, що кожний розпилювач встановлено з можливістю переміщення в радіальному напрямі горизонтальної ванни.2. Пристрій за п. 1, який відрізняється тим, що кожний розпилювач споряджено двома урухомниками переміщення, рознесеними по його довжині.
Пристрій для різання сталевих, чавунних труб, виробів із залізобетону
Номер патенту: 9703
Опубліковано: 17.10.2005
Автори: Бланар Олег Володимирович, Дзюбенко Руслан Васильович, Рафалович Михайло Григорович
МПК: G21F 5/005
Мітки: залізобетону, виробів, сталевих, різання, труб, пристрій, чавунних
Формула / Реферат:
1. Пристрій для різання сталевих, чавунних труб, виробів із залізобетону, що містить раму, механізм обертання диска пили, який відрізняється тим, що на рамі встановлений двигун приводу подачі повзуна з диском пили, ходовий гвинт подачі повзуна, напрямні колонки.2. Пристрій за п.1, який відрізняється тим, що рама оснащена призмою, яка базується на виріб, що обробляється.
Попередній патент: Пристрій для дифузійного насичення поверхонь виробів у вакуумі
Наступний патент: Механізм переміщення платформи з кузовом коксовозного вагона
Випадковий патент: Завантажувальний пристрій конвеєрної агломераційної машини