Пристрій для електроерозійного розрізання пакета труб
Номер патенту: 9836
Опубліковано: 30.09.1996
Автори: Горулько Володимир Миколайович, Великий Віктор Іванович

Формула / Реферат
(57) Устройство для электроэрозионного разрезания пакета труб, содержащее дисковый электрод - инструмент, привод вращения электрода-инструмента, ванну, систему подачи рабочей жидкости, подвижные захваты, предназначенные для перемещения фиксации заготовок и обеспечения токоподвода к ним, отличающееся тем, что устройство снабжено упором и дополнительным подвижным захватом, расположенными по обе стороны от зоны резания, и системой прокачки криогенной жидкости, при этом в упоре выполнены отверстия, связанные с системой подачи рабочей жидкости, а дополнительный захват выполнен полым, причем полости дополнительного захвата связаны с системой прокачки криогенной жидкости.
Текст
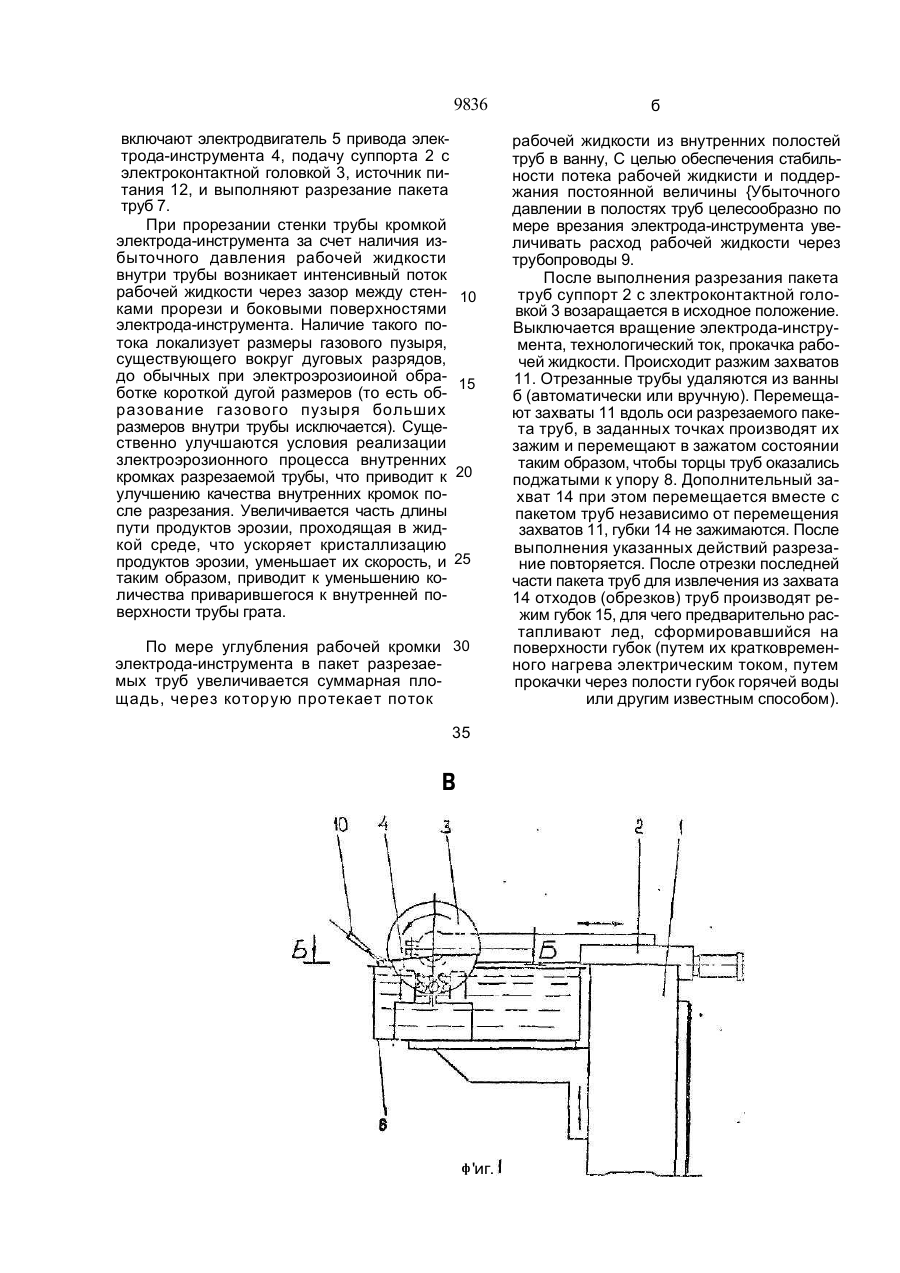
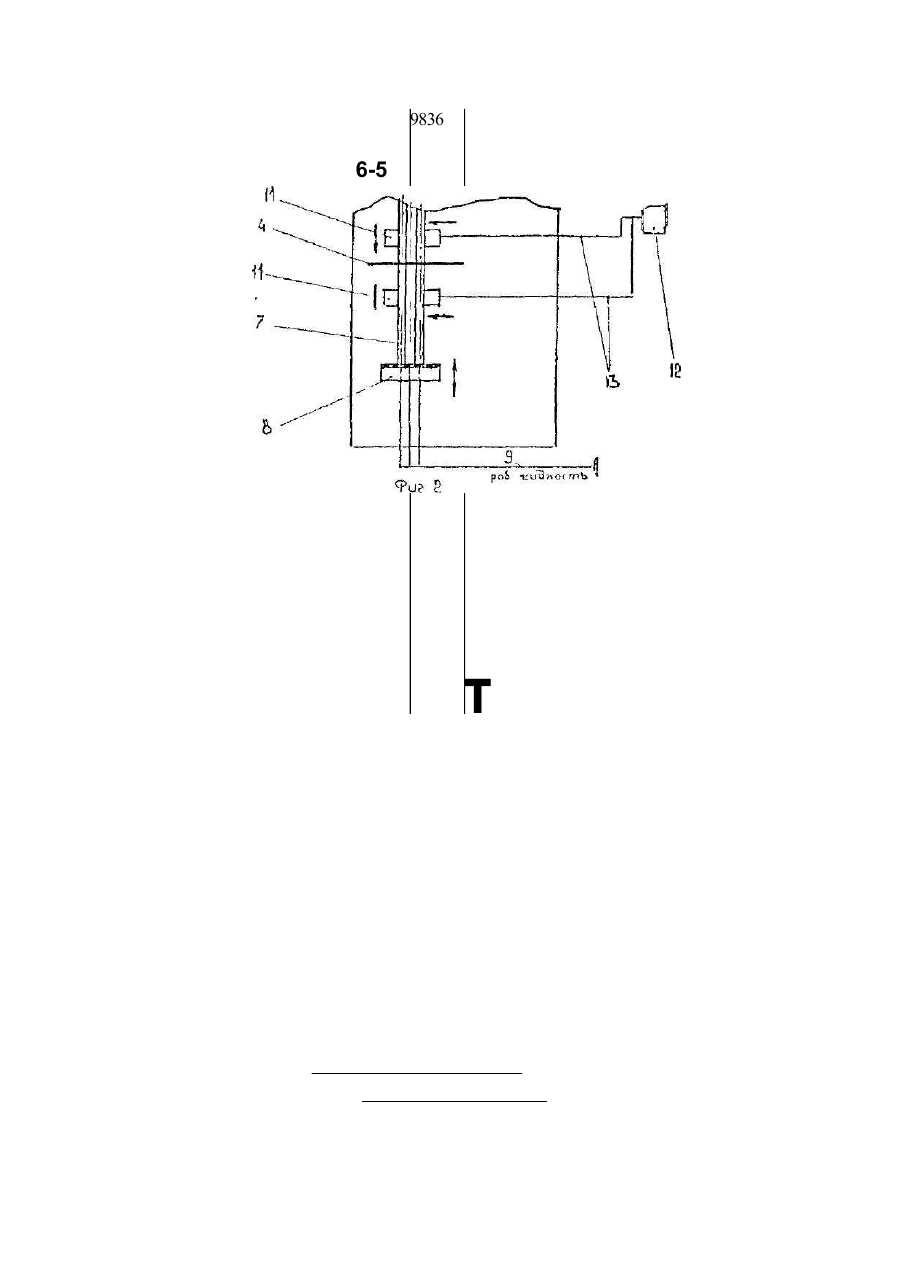
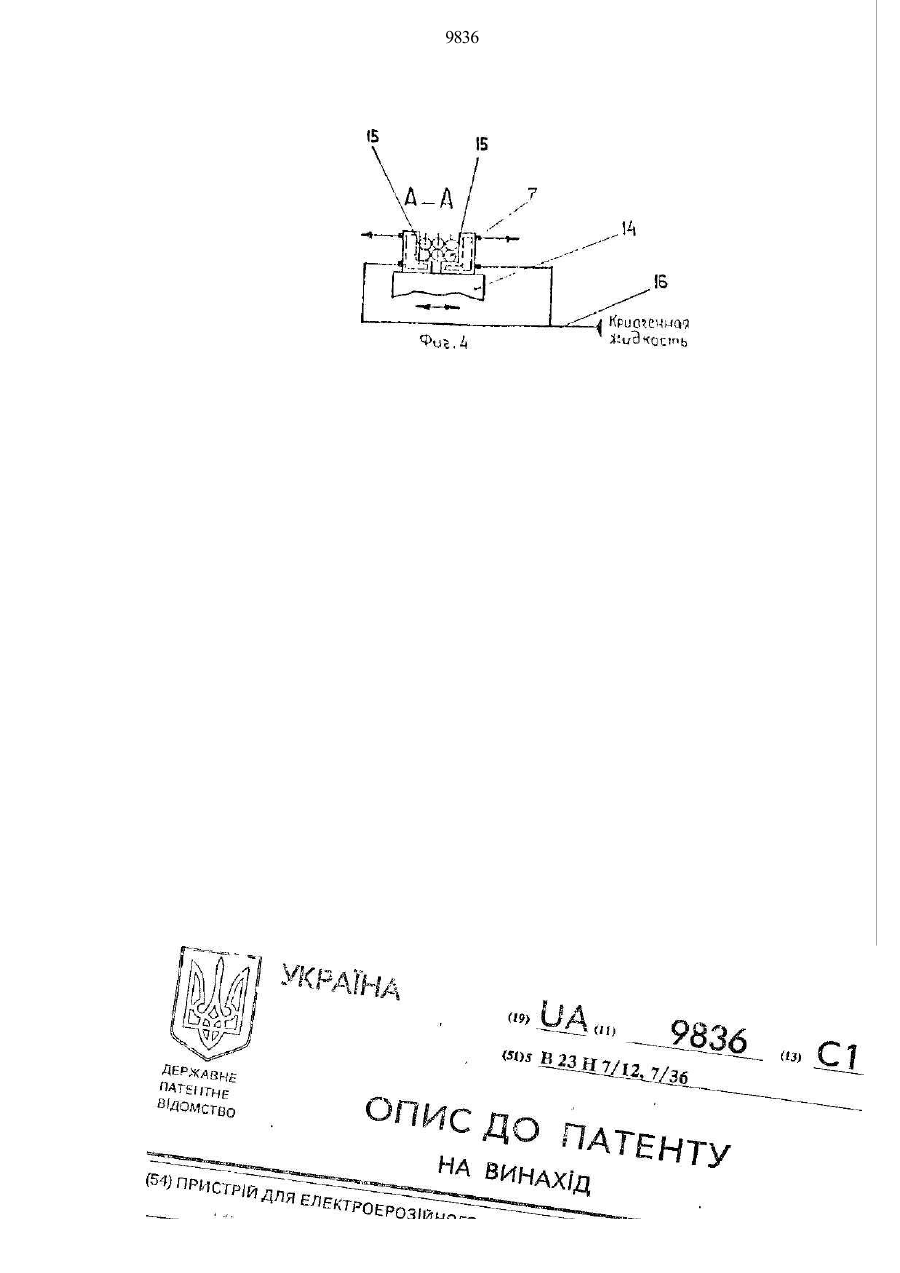
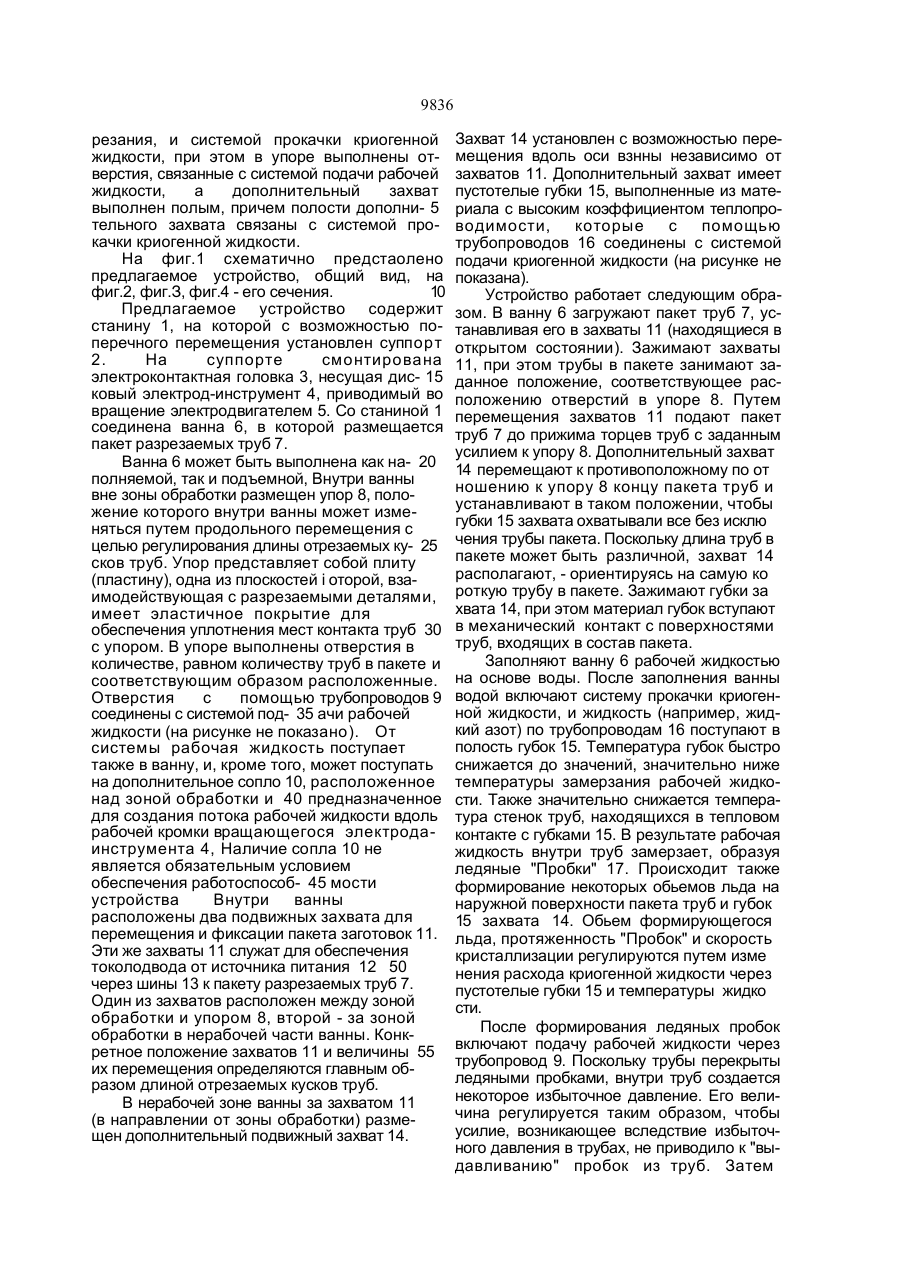
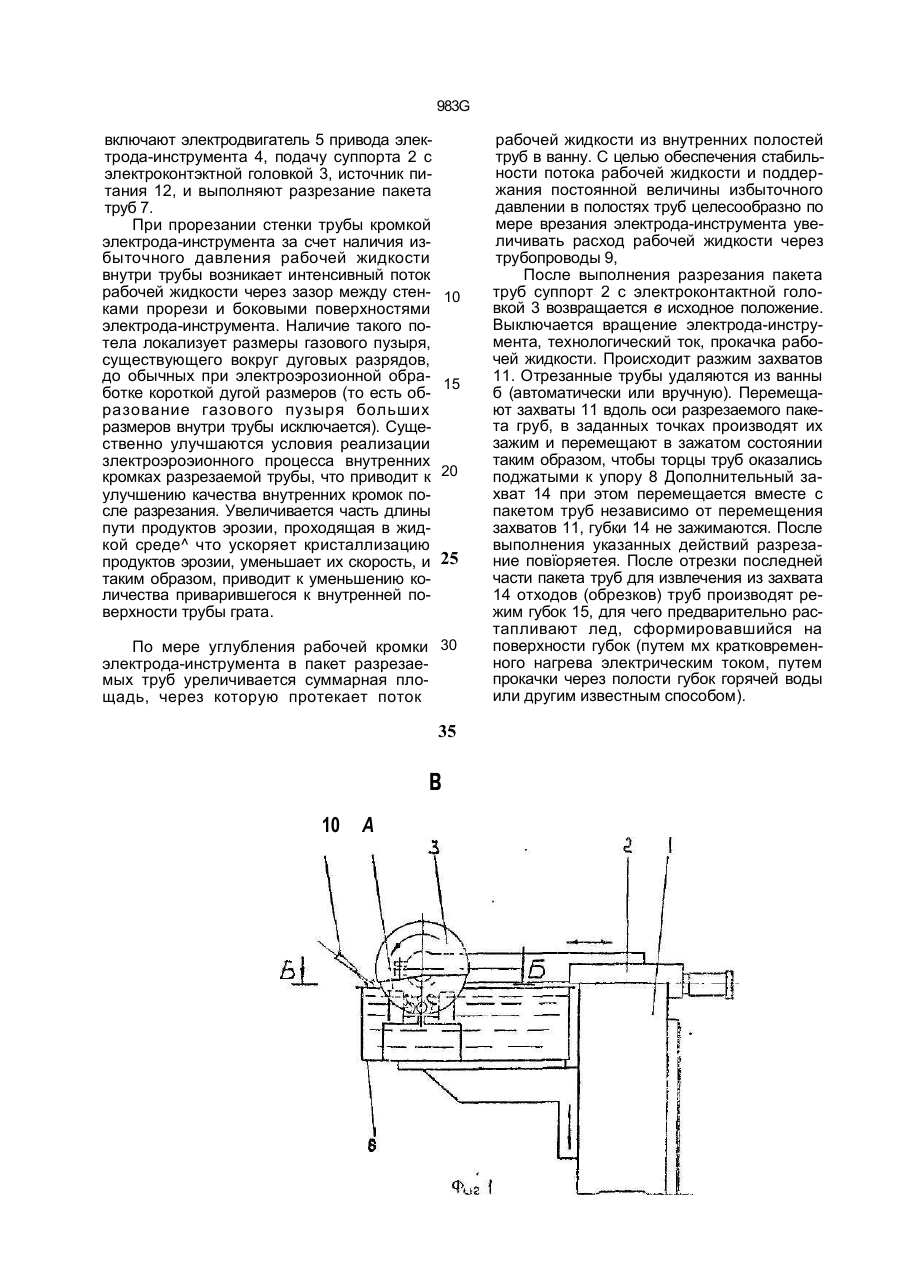
Устройство для электроэрозионного разрезания пакета труб, содержащее дисковый электрод - инструмент, привод враще ния электрода-инструмента, ванну, систему подачи рабочей жидкости, подвижные захваты, предназначенные для перемещения фиксации заготовок и обеспечения токоподвода к ним, о т л и ч а ю щ е е с я тем, что устройство снабжено упором и дополнительным подвижным захватом, расположенными по обе стороны от зоны резания, и системой прокачки криогенной жидкости, при этом в упоре выполнены отверстия, связанные с системой подачи рабочей жидкости, а дополнительный захват выполнен полым, причем полости дополнительного заквата связаны с системой прокачки криогенной жидкости. Изобретение относится к области электрофизических методов обработки, более конкретно, к злектроэрозионному разрезанию труб, преимущественно с использованием дугового разряда Известно устройство для электроконтактной резки длинномерных издечий, например проката, зажимаемого в тисках посредством подвижной губки с ограничением зоны резания локальной ванной с отверстиями для размещения разрезаемого проката, с которые установлены уплотнения. С целью улучшения герметизации ванны и расширения технологических возможностей, каждое из уплотнений снабжено подвижным эластичным элементом, связанный с подвижной губкой зажимных тисков с помощью общей скобы. Недостатком данного устройства при использовании для разрезания трубы является грубое оплавление внутренних кромок, приваривание продуктов эрозии к кромкам, формирование грата на внутренних поверхностях трубы. Для получения приемлемого качества поверхности приходится ограничивать производительность резания. В основу изобретения поставлена задача повышения производительности и качества реза путем обеспечения стабильности потока рабочей жидкости и поддерживания постоянной величины избыточного давления. Для этого устройство для злектроэрозионного разрезания пакета труб, содержащее дисковый электрод-инструмент, привод вращения электрода-инструмента, ванну, систему подачи рабочей жидкости, подвижные захваты, предназначенные для перемещения, фиксации заготовок и обеспечения токоподвода к ним, снабжено упором и дополнительным подвижным захватом, расположенными по обе стороны от зоны (20)94311426,01.07.93 (21HW35332/SU ,. (22) 12,05.91 . .(46)30.09.96. Бюл. №3 (5G) Авторское свидетельство СССР t-k 493328, кл. В 23 Н 7/36, 1974. (71) Запої- Ізьке виробниче об'єднання "Мотороб\д!в4к (72) Великий Віктор Іванович, Горулько Воіодимир Миколайович (73) Підприємство "Мотор Січ" (UA) 9836 резания, и системой прокачки криогенной жидкости, при этом в упоре выполнены отверстия, связанные с системой подачи рабочей жидкости, а дополнительный захват выполнен полым, причем полости дополни- 5 тельного захвата связаны с системой прокачки криогенной жидкости. На фиг.1 схематично предстаолено предлагаемое устройство, общий вид, на фиг.2, фиг.З, фиг.4 - его сечения. 10 Предлагаемое устройство содержит станину 1, на которой с возможностью поперечного перемещения установлен суппорт 2. На суппорте смонтирована электроконтактная головка 3, несущая дис- 15 ковый электрод-инструмент 4, приводимый во вращение электродвигателем 5. Со станиной 1 соединена ванна 6, в которой размещается пакет разрезаемых труб 7. Ванна 6 может быть выполнена как на- 20 полняемой, так и подъемной, Внутри ванны вне зоны обработки размещен упор 8, положение которого внутри ванны может изменяться путем продольного перемещения с целью регулирования длины отрезаемых ку- 25 сков труб. Упор представляет собой плиту (пластину), одна из плоскостей і оторой, взаимодействующая с разрезаемыми деталями, имеет эластичное покрытие для обеспечения уплотнения мест контакта труб 30 с упором. В упоре выполнены отверстия в количестве, равном количеству труб в пакете и соответствующим образом расположенные. Отверстия с помощью трубопроводов 9 соединены с системой под- 35 ачи рабочей жидкости (на рисунке не показано). От системы рабочая жидкость поступает также в ванну, и, кроме того, может поступать на дополнительное сопло 10, расположенное над зоной обработки и 40 предназначенное для создания потока рабочей жидкости вдоль рабочей кромки вращающегося электродаинструмента 4, Наличие сопла 10 не является обязательным условием обеспечения работоспособ- 45 мости устройства Внутри ванны расположены два подвижных захвата для перемещения и фиксации пакета заготовок 11. Эти же захваты 11 служат для обеспечения токолодвода от источника питания 12 50 через шины 13 к пакету разрезаемых труб 7. Один из захватов расположен между зоной обработки и упором 8, второй - за зоной обработки в нерабочей части ванны. Конкретное положение захватов 11 и величины 55 их перемещения определяются главным образом длиной отрезаемых кусков труб. В нерабочей зоне ванны за захватом 11 (в направлении от зоны обработки) размещен дополнительный подвижный захват 14. Захват 14 установлен с возможностью перемещения вдоль оси взнны независимо от захватов 11. Дополнительный захват имеет пустотелые губки 15, выполненные из материала с высоким коэффициентом теплопроводимости, которые с помощью трубопроводов 16 соединены с системой подачи криогенной жидкости (на рисунке не показана). Устройство работает следующим образом. В ванну 6 загружают пакет труб 7, устанавливая его в захваты 11 (находящиеся в открытом состоянии). Зажимают захваты 11, при этом трубы в пакете занимают заданное положение, соответствующее расположению отверстий в упоре 8. Путем перемещения захватов 11 подают пакет труб 7 до прижима торцев труб с заданным усилием к упору 8. Дополнительный захват 14 перемещают к противоположному по от ношению к упору 8 концу пакета труб и устанавливают в таком положении, чтобы губки 15 захвата охватывали все без исклю чения трубы пакета. Поскольку длина труб в пакете может быть различной, захват 14 располагают, - ориентируясь на самую ко роткую трубу в пакете. Зажимают губки за хвата 14, при этом материал губок вступают в механический контакт с поверхностями труб, входящих в состав пакета. Заполняют ванну 6 рабочей жидкостью на основе воды. После заполнения ванны водой включают систему прокачки криогенной жидкости, и жидкость (например, жидкий азот) по трубопроводам 16 поступают в полость губок 15. Температура губок быстро снижается до значений, значительно ниже температуры замерзания рабочей жидкости. Также значительно снижается температура стенок труб, находящихся в тепловом контакте с губками 15. В результате рабочая жидкость внутри труб замерзает, образуя ледяные "Пробки" 17. Происходит также формирование некоторых обьемов льда на наружной поверхности пакета труб и губок 15 захвата 14. Обьем формирующегося льда, протяженность "Пробок" и скорость кристаллизации регулируются путем изме нения расхода криогенной жидкости через пустотелые губки 15 и температуры жидко сти. После формирования ледяных пробок включают подачу рабочей жидкости через трубопровод 9. Поскольку трубы перекрыты ледяными пробками, внутри труб создается некоторое избыточное давление. Его величина регулируется таким образом, чтобы усилие, возникающее вследствие избыточного давления в трубах, не приводило к "выдавливанию" пробок из труб. Затем 983G включают электродвигатель 5 привода электрода-инструмента 4, подачу суппорта 2 с электроконтэктной головкой 3, источник питания 12, и выполняют разрезание пакета труб 7. При прорезании стенки трубы кромкой электрода-инструмента за счет наличия избыточного давления рабочей жидкости внутри трубы возникает интенсивный поток рабочей жидкости через зазор между стенками прорези и боковыми поверхностями электрода-инструмента. Наличие такого потела локализует размеры газового пузыря, существующего вокруг дуговых разрядов, до обычных при электроэрозионной обработке короткой дугой размеров (то есть образование газового пузыря больших размеров внутри трубы исключается). Существенно улучшаются условия реализации злектроэроэионного процесса внутренних кромках разрезаемой трубы, что приводит к улучшению качества внутренних кромок после разрезания. Увеличивается часть длины пути продуктов эрозии, проходящая в жидкой среде^ что ускоряет кристаллизацию продуктов эрозии, уменьшает их скорость, и таким образом, приводит к уменьшению количества приварившегося к внутренней поверхности трубы грата. 10 15 20 25 По мере углубления рабочей кромки 30 электрода-инструмента в пакет разрезаемых труб уреличивается суммарная площадь, через которую протекает поток 35 в 10 А рабочей жидкости из внутренних полостей труб в ванну. С целью обеспечения стабильности потока рабочей жидкости и поддержания постоянной величины избыточного давлении в полостях труб целесообразно по мере врезания электрода-инструмента увеличивать расход рабочей жидкости через трубопроводы 9, После выполнения разрезания пакета труб суппорт 2 с электроконтактной головкой 3 возвращается в исходное положение. Выключается вращение электрода-инструмента, технологический ток, прокачка рабочей жидкости. Происходит разжим захватов 11. Отрезанные трубы удаляются из ванны б (автоматически или вручную). Перемещают захваты 11 вдоль оси разрезаемого пакета груб, в заданных точках производят их зажим и перемещают в зажатом состоянии таким образом, чтобы торцы труб оказались поджатыми к упору 8 Дополнительный захват 14 при этом перемещается вместе с пакетом труб независимо от перемещения захватов 11, губки 14 не зажимаются. После выполнения указанных действий разрезание повїоряетея. После отрезки последней части пакета труб для извлечения из захвата 14 отходов (обрезков) труб производят режим губок 15, для чего предварительно растапливают лед, сформировавшийся на поверхности губок (путем мх кратковременного нагрева электрическим током, путем прокачки через полости губок горячей воды или другим известным способом). 9836 А л jpa ъ В " 9836 14 Упорядник Замовлення 4554 Гехред М Моргентал Коректор Н МІлюкова Тираж Підписне Державне патентне відомство України, 254655. ГСП. Киів-53, Львівська пл., 8 Відкриіе акціонерне товариство "Патент", м Ужгород, вул.ГагарІма 101
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for electroerosion cutting pipe pack
Автори англійськоюVelykyi Viktor Ivanovych, Horulko Volodymyr Mykolaiovych
Назва патенту російськоюУстройство для электроэрозионной резки пакета труб
Автори російськоюВеликий Виктор Иванович, Горулько Владимир Николаевич
МПК / Мітки
МПК: B23H 7/00
Мітки: розрізання, електроерозійного, труб, пристрій, пакета
Код посилання
<a href="https://ua.patents.su/10-9836-pristrijj-dlya-elektroerozijjnogo-rozrizannya-paketa-trub.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електроерозійного розрізання пакета труб</a>
Пристрій для електроерозійного здобування металевого порошка
Номер патенту: 2746
Опубліковано: 26.12.1994
Автор: Боков Віктор Михайлович
МПК: B22F 9/14
Мітки: пристрій, порошка, електроерозійного, металевого, здобування
Формула / Реферат:
Устройство для электроэрозионного получения металлического порошка, содержащее механизм несоосного вращения трубчатых электродов в противоположных направлениях, механизм встречной осевой подачи электродов и регулятор торцового межэлектродного зазора, отличающееся тем, что, с целью упрощения конструкции и повышения эффективности процесса за счет стабилизации межэлектродного зазора, регулятор выполнен в виде жестких консольно закрепленных...
Пристрій для електроерозійного дисперегування металів у насипному шарі
Номер патенту: 6863
Опубліковано: 31.03.1995
Автор: Фоминський Леонід Павлович
МПК: B22F 9/14
Мітки: металів, пристрій, шарі, дисперегування, електроерозійного, насипному
Формула / Реферат:
1. Устройство для электроэрозионного диспергирования металлов в насыпном слое, содержащее диэлектрический сосуд с отверстием в его донной части для подачи рабочей жидкости, плоские электроды, установленные в сосуде над отверстием, и вертикальную диэлектрическую перегородку между ними, отличающееся тем, что оно снабжено приспособлением для перемещения перегородки вверх и вниз и регулирования высоты превышения ее над краями электродов.2....
Пристрій для механізованого електроерозійного легування
Номер патенту: 695
Опубліковано: 15.12.1993
Автори: Шушура Микола Володимирович, Олійник Іван Севастьянович, Гадицький Олександр Миколайович, Кондренко Аліса Іванівна
МПК: B23H 9/00
Мітки: легування, механізованого, пристрій, електроерозійного
Формула / Реферат:
Устройство для механизированного электроэрозионного легирования наружных поверхностей тел вращения, включающее вибратор с электрододержателем и электродом-инструментом, корпус, в котором закреплен вибратор, связанную с пространственной рамой ось, несущую корпус, на которой он установлен с возможностью свободного качания в вертикальной плоскости, демпфер, связанный с корпусом и рамой и предназначенный для гашения паразитных колебаний системы,...
Пристрій для зварювання труб з термопластів
Номер патенту: 4316
Опубліковано: 27.12.1994
Автори: Персіон Олексій Абрамович, Новиченко Микола Григорович, Тютюник Микола Сергійович
МПК: B29C 65/18
Мітки: зварювання, труб, пристрій, термопластів
Формула / Реферат:
Устройство для сварки труб из термопластов, содержащее неподвижный и подвижный кронштейны с зажимными хомутами, направляющие, закрепленные на неподвижном кронштейне, и приходной винт с трубчатой гайкой, установленной на подвижном кронштейне и снабженной на свободном конце резьбовой втулкой и поворотным кожухом с фиксатором и с тремя парами регулирумых стопоров, установленных с возможностью попарного контакта с торцами направляющих,...
Пристрій для заправки теплових труб теплоносієм
Номер патенту: 6379
Опубліковано: 29.12.1994
Автори: Гніліченко Володимир Іванович, Тюрін Сергій Анатолійович, Христофоров Валерій Георгійович
МПК: F25B 45/00, F28D 15/00
Мітки: заправки, пристрій, теплоносієм, теплових, труб
Формула / Реферат:
1. Устройство для заправки тепловых труб теплоносителем, содержащее соединенные через запорные органы с системой вакуумирования дозировочную емкость, размещенные в одном сосуде испаритель и конденсатор, последний из которых подключен к дозировочной емкости, и заправочный патрубок, отличающееся тем, что, с целью повышения производительности и экономичности, корпус сосуда выполнен герметичным, конденсатор размещен выше дозировочной емкости и...
Попередній патент: Спосіб консервування рослинної сировини
Наступний патент: Установка для безперервної відливки виробів
Випадковий патент: Пристрій для виготовлення алмазів, вузол утримування зразка (варіанти) та спосіб виготовлення алмазів (варіанти)