Легкий літак, спосіб його обшивання та дисперсійний клей гарячого склеювання

Формула / Реферат
1. Спосіб обшивання легких літаків і/або їх частин, що складаються з рамної системи, причому раму або частини рами обтягують поліефірною обшивальною тканиною, при цьому обшивальна тканина має поздовжню усадку 5-8 %, переважно 7 %, і поперечну усадку 4-6 %, переважно 5 %, при 160-180 °С, при цьому спосіб включає наступні етапи:
a) обшивальну тканину в зоні її звисів і частин рами, на яких буде лежати обшивальна тканина, намазують дисперсійним клеєм гарячого склеювання, причому клей містить отверджувальний компонент, який заполімеризовується при досягненні температури обробки >40 °С, і
b) обшивальну тканину обмотують навколо лонжеронних частин рами таким чином, щоб при послабленні одержаного за допомогою клею з'єднання між обшивальною тканиною і рамою обшивальна тканина утримувалася на рамному каркасі.
2. Спосіб за п. 1, який відрізняється тим, що отверджувальний компонент дисперсійного клею гарячого склеювання заполімеризовують при температурах обробки від 40 ° до 60 °С.
3. Спосіб за п. 1 або 2, який відрізняється тим, що дисперсійний клей гарячого склеювання містить 80-88 % зв'язувального, 12-15 % отверджувального компонента і 0,15-0,3 % загусника.
4. Спосіб за одним із пп. 1-3, який відрізняється тим, що отверджувальний компонент містить 54-60 % розчинника, 0,35-0,5 % стабілізатора на основі натрієвої солі нафталінсульфонової кислоти, 0,25-0,35 % емульгатора на основі пропоксильованого спирту, 1,7-1,9 % отверджувача на основі поліефіраміну, 37-41 % поліізоціанату.
5. Спосіб за одним з пп. 1-4, який відрізняється тим, що:
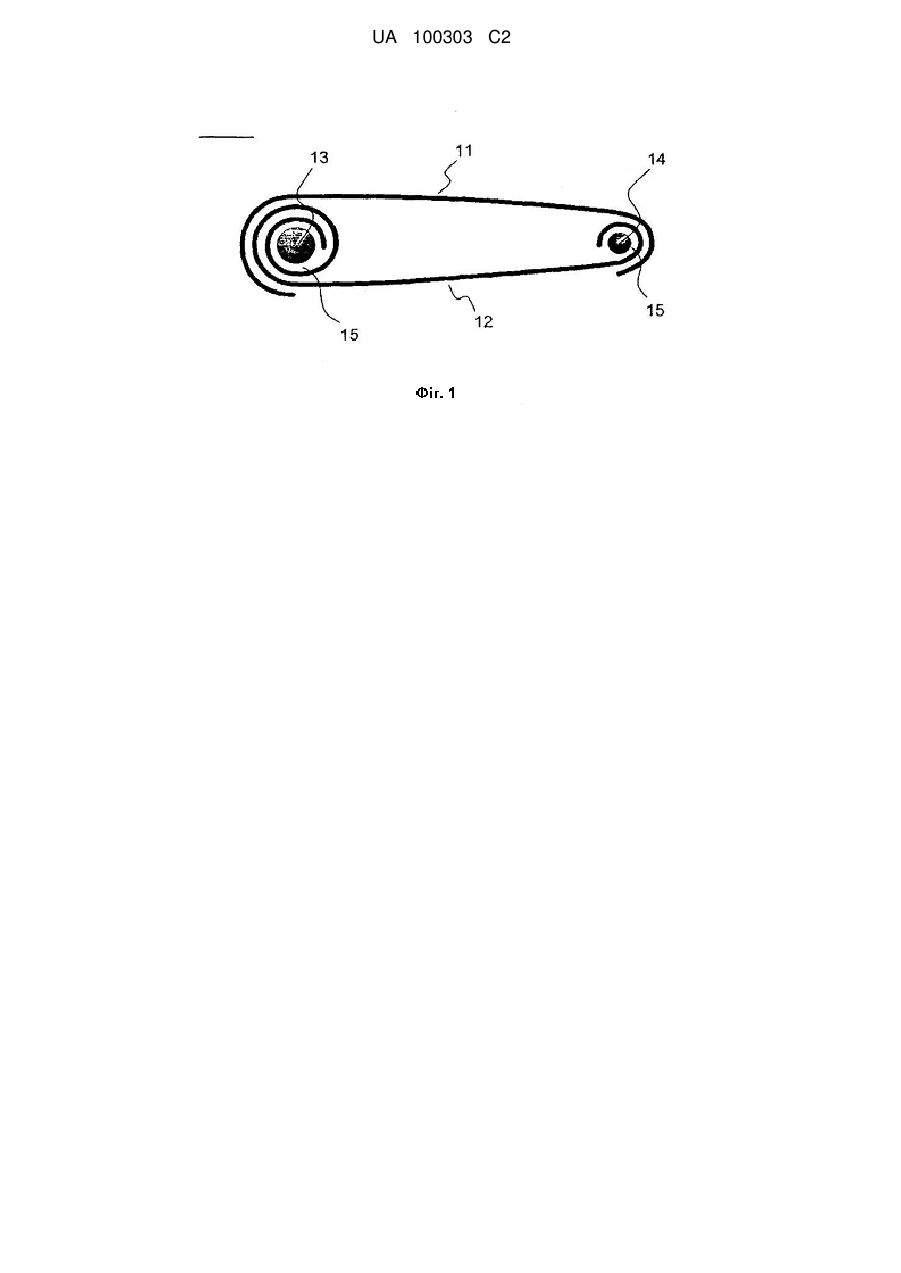
а) для обшивання хвостового оперення обшивальну тканину викроюють таким чином, щоб звис (А) обрізної кромки до носового лонжерона хвостового оперення, що обшивається, становив (A=π∙d∙x), а також (A=π∙d∙y) від хвостового лонжерона цього ж хвостового оперення, де d – діаметр труби, що обтягується обшивальною тканиною (в см), х=1,5-2,0, переважно 1,75, у=0,55-1,05, переважно 0,8, і
b) нижній бік хвостового оперення обтягують за рахунок обгортання носового лонжерона приблизно в 1,75 оберти (від 550° до 700°) промазаної клеєм частини обшивальної тканини і припасовування цієї частини, а потім обгортання хвостового лонжерона приблизно в 0,75 оберти (200-350°) також промазаної клеєм частини обшивальної тканини і припасовування цієї частини ідентичним способом, після чого
c) обтягують верхній бік хвостового оперення за рахунок обгортання носового лонжерона приблизно в 0,5 оберти (150-210°) промазаної клеєм частини обшивальної тканини і припасовування обшивальної тканини, тоді як хвостовий лонжерон обгортають потім менше ніж в півоберти (120-170°) також промазаної клеєм частини обшивальної тканини і обшивальну тканину припасовують таким же чином.
6. Спосіб за одним з пп. 1-5, який відрізняється тим, що потім обшивальну тканину усаджують, нагріваючи її одно- або двократно до приблизно 200 °С термофеном, встановленим на температуру від 280 °С до 380 °С, переважно від 350 °С, причому фактична температура на тканині регулюється відстанню до термофена.
7. Спосіб за одним з пп. 1-6, який відрізняється тим, що перед обтягуванням клапті також промазують дисперсійним клеєм гарячого склеювання і після їх сушіння нагладжують на заклепки і підсилювальні пластини з метою захисту закриваючої обшивальної тканини.
8. Спосіб за одним з пп. 1-7, який відрізняється тим, що припасовування обшивальної тканини і/або клаптів у випадку дерев'яних конструкцій проводять при температурі від 70 °С до 110 °С, переважно при 90 °С.
9. Спосіб за одним з пп. 1-7, який відрізняється тим, що припасовування обшивальної тканини і/або клаптів у випадку металевих конструкцій проводять при температурі приблизно від 130 °С до 170 °С.
10. Спосіб за одним з пп. 1-9, який відрізняється тим, що шви закладають стрічкою із зубчиками з обшивальної тканини, яку покривають дисперсійним клеєм гарячого склеювання згідно з п. 12 або 13 і потім напасовують на шов при температурі від 60 °С до 100 °С, переважно при 90 °С.
11. Спосіб за одним з пп. 1-10, який відрізняється тим, що нанесення маркування на обшиті поверхні здійснюють поліефірною кольоровою плівкою за допомогою холодного склеювання і подальшого припасовування при температурах від 60 °С до 100 °С, переважно при 80 °С.
12. Дисперсійний клей гарячого склеювання, який містить 80-88 % зв'язувального, 12-15 % отверджувального компонента і 0,15-0,3 % загусника, причому клей заполімеризовується при температурах >40 °С.
13. Дисперсійний клей за п. 12, який відрізняється тим, що отверджувальний компонент містить 54-60 % розчинника, 0,35-0,5% стабілізатора на основі натрієвої солі нафталінсульфонової кислоти, 0,25-0,35 % емульгатора на основі пропоксильованого спирту, 1,7-1,9 % отверджувача на основі поліефіраміну, 37-41 % поліізоціанату.
14. Застосування дисперсійного клею гарячого склеювання за п. 12 або 13 для обшивання легких літаків і/або їх частин.
15. Легкий літак або його частина, який відрізняється тим, що він обтягнутий поліефірною обшивальною тканиною згідно зі способом за одним з пп. 1-11.
Текст
Реферат: Винахід стосується способу обшивання легких літаків і/або їх частин поліефірною обшивальною тканиною, а також дисперсійного клею гарячого склеювання і їх застосування для обшивання. Винахід стосується, крім того, легкого літака або його частини, який покритий поліефірною обшивальною тканиною згідно зі способом за винаходом. UA 100303 C2 (12) UA 100303 C2 UA 100303 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу обшивання легких літаків і/або їх частин поліефірною обшивальною тканиною, а також дисперсійного клею гарячого склеювання і його застосування для обшивання. Крім того, винахід стосується легкого літака або його частин, які обшиті поліефірною тканиною за способом згідно з винаходом. Системи і матеріали для обшивання легких літаків або моделей літаків в рівні техніки відомі. Так, наприклад, EP 0737132B1 описує придатну для обробки праскою, просту в поводженні поліефірну обшивальну тканину, що складається з полімеризованої багатошарової системи, яку наносять на поліефірну тканину, спеціально розроблену для застосування як тканини для обшивання легких літаків. Оскільки якість тканини, зрештою, поліпшується, її більше не потрібно після нанесення покривати лаком. Однак, якщо це все-таки бажано, наприклад, з міркувань візуальної обробки поверхні, тканину можна все-таки без проблем покрити зверху лаком. Структури, з яких побудовані літаки, які обшиваються, дуже різні і складаються з таких різних матеріалів як алюміній, сталь, деревина, склопластик або посилена вуглецевими волокнами пластмаса. Відповідно до цього умови обробки, як, наприклад, температура для застосовної обшивальної тканини також сильно розрізняються. Недолік систем обшивання легких літаків, які відповідають рівню техніки, полягає в тому, що ця процедура пов'язана з дуже великими витратами. Тобто, на обшивку наносять клеючий лак, який спочатку був нанесений декількома шарами на структуру, що обшивається. Потім обшивальний (обробний) матеріал просочують розчинниками (наприклад, ацетоном), які розм'якшують клеючий лак. Після цього його утискують в розм'якшений клеючий лак. Після сушіння обшивальний матеріал випрямляють гарячим повітрям. Потім йде приблизно 5-10 промазувань емалітом, причому при необхідності в проміжку потрібне додаткове шліфування. При цьому необхідно по можливості стежити за тим, щоб не утворювалися слізники. До останнього покриття емалітом спеціально домішується алюмінієвий порошок, щоб досягнути блокування УФ-випромінювання. Потім йде 1-3 промазування покривним лаком. На закінчення можна все це покрити ще прозорим лаком. Для всіх конструкцій літаків ця робота пов'язана з дуже високими витратами часу, і при пошкодженнях не можна просто пропрасувати деталь ще раз, а необхідно знов при ремонті провести всю процедуру обшивання і лакування. Виходячи з цього рівня техніки, перед даним винаходом поставлена задача розробити спосіб, яким можна надійно обшити легкі літаки і/або їх частини, причому точність обшивки, її довговічність, а також витрати на матеріали і тим самим вартість обшивки кожної структури і якість матеріалу легкого літака, що обшивається, повинні залишитися незмінними. Ця задача вирішена відповідним винаходу способом, вказаним в формулі винаходу. Відповідно до цього винахід в першому варіанті здійснення стосується способу обшивання легких літаків і/або їх частин, що складається з рамної системи, причому рами або частини рами обтягуються поліефірною обшивальною тканиною, причому обшивальна тканина має подовжню усадку 5-8%, переважно, 7%, і поперечну усадку 4-6%, переважно, 5%, при 160-180°С, причому спосіб включає наступні етапи: a) обшивальну тканину в зоні її звисів і частин рами, на яких буде лежати обшивальна тканина, намазують дисперсійним клеєм гарячого склеювання, причому клей містить отверджуючий компонент, який заполімеризовується при досягненні температури обробки >40°С, і b) обшивальну тканину таким чином обмотують навколо лонжеронних частин рами, щоб при послабленні одержаного за допомогою клею з'єднання між обшивальною тканиною і рамою обшивальна тканина продовжувала утримуватися на рамному каркасі. Легкий літак в значенні винаходу може мати рамні системи, що складаються, наприклад, з деревини, алюмінію, сталі, склопластику або посиленої вуглецевими волокнами пластмаси. Частинами легкого літака є, наприклад, його несучі поверхні, хвостове оперення, носовий лонжерон, хвостовий лонжерон, головний лонжерон, лонжерон керма напрямку, нервюри, елерон або фюзеляж. Переважне застосування повітронепроникної обшивальної тканини, оскільки це веде до особливо сприятливих властивостей під час польоту. В результаті способу обтягування згідно з винаходом обшивка сама собою стягується, навіть якщо клей послаблюється. Тим самим запобігається послаблення обшивальної тканини. Виключене можливе розвіювання тканини. Таким чином, спосіб веде до підвищеної надійності і тому вигідний в порівнянні зі способами, що відповідають рівню техніки. Спосіб обшивання переважно характеризується тим, що спочатку обшивальну тканину викроюють таким чином, щоб форма шматка тканини відповідала основній формі частини літака, яка обшивається, причому на кожній граничній лінії залишається звис (припуск), який служить для подальшого прикріплення тканини до частини літака. Потім обшивальну тканину на 1 UA 100303 C2 5 10 15 20 25 30 35 40 45 50 55 її внутрішній стороні промазують дисперсійним клеєм гарячого склеювання в зоні, яка повинна буде наклеюватися на структуру літака. Структура також промазується в зоні, що обшивається, дисперсійним клеєм гарячого склеювання. Дисперсійний клей гарячого склеювання містить, як складові, отверджуючий компонент, який вивільняється вже при відносно низьких температурах 40°С і дозволяє заполімеризувати клей. Переважно, клей полімеризується при температурах >40°С, особливо переважно при 40-60°С. Відносно низькі температури обробки мають ту перевагу, що спосіб є щадним для обшивальної тканини і що можна досягнути більш повної полімеризації. Перевага дисперсійного клею а винаходом полягає в тому, що він не тільки склеює при підведенні тепла, але також полімеризується, тобто зшивається. У результаті виникає термостабільне склеювання. У випадку металевих конструкцій при необхідності перед обшиванням необхідно відполірувати всі задирки, щоб не пошкодити обшивальну тканину. Крім того, виявилося вигідним знежирювати металеву поверхню перед обшиванням, оскільки це приводить до кращої адгезії клею. У випадку алюмінієвих конструкцій можна перед нанесенням дисперсійного клею гарячого склеювання нанести на алюмінієві конструкції термостабільний ґрунтувальний лак. Для стальних конструкцій перед обшиванням можна переважно нанести термостабільний праймер. Переважний спосіб обшивання легких літаків і/або їх частин, в якому дисперсійний клей гарячого склеювання містить 80-88% зв'язуючого, 12-15% отверджуючого компоненту і 0,150,3% загусника. Під процентними даними в значенні винаходу потрібно розуміти вагові проценти. Переважно, зв'язуюче містить дисперсію поліуретану, лінійного або слабко розгалуженого. Крім того, загусник переважно є на основі поліуретану, особливо переважно загусник є неіоногенним. В одному вигідному варіанті здійснення отверджуючий компонент містить 54-60% розчинники, 0,35-0,5% стабілізатори на основі натрієвої солі нафталінсульфонової кислоти, 0,25-0,35% емульгатора на основі пропоксильованого спирту, 1,7-1,9% отверджувача на основі поліефіраміну і 37-41% поліізоціанату. Як розчинник переважно застосовується вода. Стабілізатор на основі натрієвої солі нафталінсульфонової кислоти може являти собою, наприклад, Tamol NN 4501. Як емульгатор можна використовувати емульгатор FD. Отверджувачем на основі поліефіраміну може служити, наприклад, Jeffamine T403. Переважний аліфатичний поліізоціанат, наприклад, Desmodur LPBUEJ471. Вигідно спочатку обтягувати нижню сторону частини літака таким чином, що спочатку передній в напрямку польоту кінець обгортають промазаною клеєм частиною обшивальної тканини і цю частину пропрасовують відповідним інструментом. Потім задній кінець частини літака обгортають частиною обшивальної тканини, яка, як і у випадку переднього кінця, промазана клеєм. Потім цю частину пропрасовують таким же чином, як і передній кінець. Як наступний етап обтягується верхня сторона частини літака, знов починаючи з переднього в напрямку польоту кінця, який обгортають в промазану клеєм частину обшивальної тканини, після чого обшивальну тканину припрасовують, в продовження тут також обгортають задній кінець частини літака частиною обшивальної тканини, також промазаною клеєм, і обшивальну тканину припрасовують таким же способом. У наступному варіанті здійснення винахід стосується способу обшивання легких літаків і/або їх частин, який відрізняється тим, що: a) для обшивання хвостового оперення обшивальну тканину викроюють таким чином, щоб звис (А) обрізної кромки до носового лонжерона хвостового оперення, що обшивається, становить (A=·d·x), а також (A=·d·y) від хвостового лонжерона цього ж хвостового оперення, де d є діаметром обтягуваної обшивальної тканини труби (в см), х=1,5-2,0, переважно 1,75, у=0,55-1,05, переважно 0,8, і b) нижня сторона хвостового оперення обтягується таким чином, що носовий лонжерон обгортають приблизно в 1,75 оберти (від 550° до 700°) промазаної клеєм частини обшивальної тканини і цю частину припрасовують, а потім і хвостовий лонжерон обгортають приблизно в 0,75 оберти (200°-350°) також промазаної клеєм частини обшивальної тканини і цю частину припрасовують ідентичним способом, після чого c) обтягують верхню сторону хвостового оперення таким чином, що носовий лонжерон обгортають приблизно в 0,5 оберти (150°-210°) промазаної клеєм частини обшивальної тканини і обшивальну тканину припрасовують, тоді як хвостовий лонжерон обгортають потім в менше 2 UA 100303 C2 5 10 15 20 25 30 35 40 45 50 55 ніж півоберта (120°-170°) також промазаної клеєм частини обшивальної тканини і обшивальну тканину припрасовують таким же чином. У результаті цього способу обгортання обшивка сама себе "затягує", і цим гарантується витримування навіть в тому випадку, якщо клей слабшатиме. Тим самим забезпечується високий ступінь надійності і довговічності. Переважно, спочатку обтягується верхня сторона хвостового оперення. Для цього спочатку носовий лонжерон обгортається обшивальною тканиною в 0,5 оберти (150°-210°, переважно 180°), причому обхоплююча частина промазується клеєм так само, як при обтягуванні нижньої сторони. Потім обшивальна тканина припрасовується, і потім хвостовий лонжерон обгортається менше ніж в півоберта (150°-210°, переважно 180°) також промазаної клеєм частини обшивальної тканини і обшивальну тканину припрасовують таким же чином. Така кількість обертів служить вигідним чином для високої стабільності обшивання, не впливаючи при цьому негативно на аеродинамічні характеристики обтягнутої частини літака через локальні потовщення. В одному наступному переважному варіанті здійснення способу згідно з винаходом при обшиванні вертикального оперення спочатку обтягують ліву сторону, а при обтягуванні правої сторони обшивальну тканину обгортають менше ніж в 0,5 оберти (110°-160°, переважно 144°) навколо носового і хвостового лонжерона, причому перекриття на лонжерони не вдається в повітряний потік. Цей варіант здійснення у випадку вертикального оперення служить для стабільної обшивки, яка стійко витримує механічні навантаження, що індукуються повітряним потоком, іноді суттєві, на ці конструктивні елементи. В одному наступному переважному варіанті здійснення способу а винаходом при обшиванні фюзеляжу спочатку всі контактні поверхні між обшивальною тканиною і шасі промазуються дисперсійним клеєм гарячого склеювання і потім обтягуються, переважно в наступній послідовності: нижня сторона - права сторона - ліва сторона - верхня сторона фюзеляжу. Дотримування цієї послідовності гарантує, що можна буде добре обробити навіть важкодоступні місця. Переважно, обшивка фюзеляжу складається з як можна меншого числа окремих деталей, оскільки це знижує число стиків і швів. В одному наступному переважному варіанті здійснення способу згідно з винаходом, перед припрасовуванням правової обшивки фюзеляжу, на яку вже була перенесена структура фюзеляжу і нанесений клей, ліву обшивку закріплюють на фюзеляжі. Завдяки таким діям можна перенести структуру фюзеляжу на внутрішню сторону обшивки, куди потім вже можна наносити клей, що дозволяє точне і однакове нанесення обшивальної тканини на обидві сторони фюзеляжу. В одному переважному варіанті здійснення обшивальну тканину потім усаджують, нагріваючи її одно- або двократно за допомогою термофену до приблизно 200°С при встановлені температури від 280°С до 380°С, переважно 350°С, причому фактична температура на тканині регулюється відстанню від термофену. Переважно, щоб процес обшивання завершувався цією термоіндуційною усадкою обшивальної тканини. Так, де не потрібно усадки, тканина тільки припрасовується, щоб вона зафіксувалася заполімеризованим клеєм. Цим способом, по-перше, усуваються зморшки, а по-друге, усадка плівки додає стабільності. Цей спосіб суттєво економить час і береже навколишнє середовище, оскільки не використовується ніякого розчинника. Крім того, приріст ваги літака через цю обшивку на 10-20 кг менший, ніж при звичайних методах обшивання. В одному наступному переважному варіанті здійснення перед обшиванням клапті також промазують дисперсійним клеєм гарячого склеювання і після сушіння припрасовують їх на клепки і посилюючі пластини з метою захисту закриваючої обшивальної тканини. Клаптями, в значенні винаходу, є маленькі додаткові шматки обшивальної тканини. Переважно, застосування клаптів приводить до захисту закриваючої обшивальної тканини від пошкоджень через стирання в таких зонах з гострими кромками. Цим забезпечується триваліший термін служби і вища надійність. В одному наступному переважному варіанті здійснення припрасування обшивальної тканини і/або клаптів у випадку дерев'яних конструкцій проводиться при температурі від 70°С до 110°С. Особливо вигідне застосування температури 90°С. Для металевих конструкцій припрасовування обшивальної тканини і/або клаптів проводиться переважно при температурі приблизно від 130°С до 170°С. Цим гарантується, що дисперсійний клей гарячого склеювання затвердіє без усадки при цьому обшивальної тканини. Оскільки метали в принципі є хорошими провідниками тепла і, отже, відносно швидко знімають тепло, тут можна використовувати дещо вищі температури. 3 UA 100303 C2 5 10 15 20 25 30 35 40 45 50 55 Крім того, переважний спосіб, який відрізняється тим, що необхідні шви закладають (запечатують) стрічкою із зубчиками з обшивальної тканини, яку промазують дисперсійним клеєм гарячого склеювання згідно з одним з попередніх пунктів і потім пригладжують на шов при 60°С-100°С, переважно при 90°С. Переважно, шви покривають дисперсійним клеєм гарячого склеювання на ширину 4 мм під стрічку. Зарівнювання (запечатування) суттєво підвищує міцність і довговічність швів і тим самим всього обшивання. Крім того, поверхня фюзеляжу і несучих поверхонь захищається від проникнення вологи. Чи повинна обшивка зашиватися, залежить від конструктивного виконання. В одному наступному переважному варіанті здійснення способу згідно з винаходом проводиться маркування обшитих поверхонь, яке наноситься факультативно, кольоровою поліефірною плівкою за допомогою холодного склеювання і додаткового пропрасовування при 80°С. Поліефірна кольорова плівка переважно є стабільною по розмірах, термостабільною і/або стійкою до пального. Довговічну і індивідуальну остаточну обробку поверхні літака, що досягається таким шляхом, легко наносити, причому холодне склеювання запобігає небажаній деформації наявної обшивки. В одному наступному переважному варіанті здійснення винахід стосується дисперсійного клею гарячого склеювання, який містить 80-88% зв'язуючого, 12-15% отверджуючого компонента і 0,15-0,3% загусника, причому клей заполімеризовується при температурах >40°С. Переважно, зв'язуюче містить дисперсію від лінійного до слабкорозгалуженого поліуретану. Крім того, переважний загусник на основі поліуретану, особливо переважно загусник є неіоногенним. Крім того, переважний дисперсійний клей гарячого склеювання, в якому отверджуючий компонент містить 54-60% розчинника, 0,35-0,5% стабілізатора на основі натрієвої солі нафталінсульфонової кислоти, 0,25-0,35% емульгатора на основі пропоксильованого спирту, 1,7-1,9% отверджувача на основі поліефіраміну, 37-41% поліізоціанату. Як розчинник переважно застосовується вода. Стабілізатором на основі натрієвої солі нафталінсульфонової кислоти може служити, наприклад, Tamol NN 4501. Як емульгатор можна використовувати емульгатор FD. Отверджувачем на основі поліефіраміну може служити, наприклад, Jeffamine T403. Переважний аліфатичний поліізоціанат, наприклад, Desmodur LPBUEJ471. Клей згідно з винаходом особливо вигідний для застосування в способі згідно з винаходом, оскільки клей є термостабільним і тому не розчиняється при пропрасовуванні обшивальної тканини. Клей добре підходить для всіх матеріалів легких літаків і відрізняється особливо хорошою довговічністю. У наступному варіанті здійснення винахід стосується застосування дисперсійного клею гарячого склеювання згідно з винаходом для обшивання легких літаків і/або їх частин. Наступний варіант здійснення винаходу стосується легкого літака або його частини, який відрізняється тим, що він обшитий поліефірною обшивальною тканиною за способом згідно з винаходом. Приклади Приклад здійснення 1: Обшивання хвостового оперення Після позиціонування хвостового оперення всю рамну конструкцію обкреслюють олівцем на внутрішній і зовнішній стороні структури, щоб перенести весь контур хвостового оперення на внутрішню сторону обшивальної тканини. До цього моменту часу робиться перенесення як для верхньої сторони, так і для нижньої сторони. Нижньою стороною є сторона, яку обтягують першою і у якої носовий лонжерон обгортається тканиною на кут 630° (фіг. 1). Перші 270° внутрішньої обтяжки тканини після припасовування забезпечують додатково шаром клею на зовнішній стороні, щоб забезпечити оптимальне склеювання. Щоб виділити лінії крою для хвостового оперення, додатково розмічається друга лінія як зовнішня лінія крою. Відстань від цієї лінії крою до основної лінії у випадку носового лонжерона розраховується згідно з наступною формулою: Приклад: діаметр (носовий лонжерон) = 5 см ·d (см)·1,75=3,14·5 см·1,75=27,5 см. Таким чином, припуск на передню кромку краю становить 27,5 см. Для припуску тканини у хвостового лонжерона справедлива наступна формула: Приклад: діаметр (хвостовий лонжерон) = 2 см ·d (см)·0,8=3,14·2 см·0,8=5 см. Таким чином, припуск на задню кромку краю становить 5 см. 4 UA 100303 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відмічена на тканині зона від зовнішньої лінії крою до лінії заднього кінця лонжерона, а також зоні, які перекриті поперечними ребрами і полицями, промазуються тепер дисперсійним клеєм гарячого склеювання. Після сушіння клею тканину розкроюють. Там, де при обтягуванні знаходяться поперечні ребра або нервюри, зона ребер і нервюри вирізаються. Смуги, що утворюються, при вирізуванні можуть припрасовуватися на нервюру або поперечні ребра як "клапоть". Процес обшивання починається з носового лонжерона і потім продовжується до хвостового лонжерона. Для цього обшивальною тканиною обгортають носовий лонжерон майже на 360° (фіг. 2). Тепер можна починати пропрасовування тканини на внутрішніх сторонах носового лонжерона. Для простоти завжди починають з прямих балок. Звуження обтягуються тільки після закріплення тканини на хвостовому лонжероні. Тканину обгортають навколо носового лонжерона структури, що обшивається, і припрасовують (фіг. 2). У зоні звужування охоплення носового лонжерона при необхідності знижується до 270°. Закруглення, такі як закінцівки крила, пропрасовуються праскою. Оскільки матеріал можна добре витягнути при додаванні тепла, при припрасовуванні необхідно обхопити структуру іншою рукою. Виникаючі зморшки видаляють усадкою шляхом підвищеного нагрівання. Навколо зони хвостового лонжерона тканина пропрасовується на кут приблизно 270°, щоб мати як можна більшу площу закріплення. Інші зовнішні труби також пропрасовуються на 270°. При пропрасуванні верхньої сторони прасування зовнішньої структури відбувається на кут охоплення лонжерона 180°. Крім того, для вертикального оперення, як і для горизонтального оперення, спочатку обшиваються несуча поверхня і всі закрилки "нижньої сторони". Щоб у випадку трубчастої конструкції запобігти склеюванню тканини самої з собою при пропрасуванні, на внутрішню сторону поверхні пропрасовуваної труби додатково для перенесення структури укладається силіконовий папір. Тепер готують для обшивання вертикальне оперення. Для цього його позиціонують на внутрішній стороні тканини і розмічають циркулем в зовнішній зоні. Відстань від маркування циркулем до труби для першої сторони, що обтягується, дорівнює окружності труби + 75% окружності у носової труби і + 80% у хвостової труби. Для протилежної сторони вона становить приблизно 40% від окружності труби. Потім вертикальне оперення повертають і розмічають протилежну сторону. Потім обидві обшивки вертикального оперення промазують клеєм, причому кругова (циркульна) розмітка являє собою зовнішню межу клейового шару. Необхідно стежити за тим, щоб всі зони тканини, які накладаються на структуру, були промазані клеєм, щоб забезпечити надійну міцну посадку. Після сушіння проводиться розкрій з припуском приблизно 10-15 см вздовж зовнішнього окружності. Припрасування проводиться згідно з описаним вище способом. Після припрасовування частини, яка безпосередньо спирається на трубу, в зоні, де шар тканини лежить на шарі тканини, наноситься дисперсійний клей гарячого склеювання. Після висихання пропрасовується зовнішня сторона. Обшивка пропрасовується навколо трубчастої конструкції на 180°, а на хвостовій трубі припрасовується з охопленням 280°. Зморшки, що утворюються в зоні скруглень, можна видалити теплом. Якщо не всі зморшки зникли, їх усаджують і витягують додатково за допомогою термофену і підвищеної температури, доки зморшки не зникнуть. При цій роботі тканину після видалення термофену необхідно ще притримувати якийсь момент, щоб клей міг вихолонути і закріпити тканину на основі. Зморшки, які все ще є після закріплення обшивання, видаляють за допомогою термофену, встановленого на температуру 350°С. Температура повітря, що потрапляє на тканину, "регулюється" відстанню від тканини: чим більша відстань, тим холодніша температурне навантаження. Дляконтролю при усадці температуру поверхні вимірюють інфрачервоним термометром. Вона не повинна перевищувати 200°. Щоб при притиснені тканини до структури не обпалило пальці, найкраще взяти повстяну скребачку. Щоб верхню сторону чисто напрасовувати на нижню сторону, у випадку вертикального оперення на середину труби наносять допоміжні точки. Тканину кроять відповідно до маркування і припрасовують. У зоні згинів нерівності верхньої сторони вигладжують і усаджують підвищеним нагріванням. На прямих стиках, де усадка не потрібна, пропрасовуються при приблизно 90-100°С (дерев'яні конструкції). Для металевих конструкцій, в результаті високої теплопровідності, можуть годитися температури від 130 до 170°С. Щоб одержати чисті переходи, завжди за допомогою циркуля намічають допоміжні лінії, які служать обрізними кромками. Внутрішні допоміжні лінії служать для того, щоб наносити клей тільки в тій зоні, де він потрібен. Щоб не допустити, що тканина зсунеться, її укладають навколо структури і фіксують клейкою стрічкою. Після того як тканина буде розкроєна, її припрасовують. На радіусах, таких як закінцівки крила, тканину прасують при підвищеному нагріванні і жорстко усаджують. 5 UA 100303 C2 5 10 15 20 25 30 35 40 45 50 55 60 Написи можна наносити за допомогою спеціальної плівки, яку після холодного склеювання додатково пропрасовуються при приблизно 80°С. Приклад здійснення 2: Обшивання несучих поверхонь Несуча поверхня обшивається способом, аналогічним тому, який був розглянутий для хвостового оперення. Спочатку структуру несучої поверхні переносять на внутрішню сторону тканини. Практично перенести всю структуру верхньої і нижньої сторони несучої поверхні на розмотане полотно тканини. Потім воно промазується клеєм в розміченій зоні. Паралельно цьому промазуються клеєм смуги, які потім будуть вирізані, причому отримувані клапті так накладаються скрізь там, де є заклепки, наприклад, зверху наклейок нервюри. Всі нанесені клапті промазуються потім клеєм на верхній стороні. Після сушіння клею спочатку обшивають нижню сторону, потім верхню сторону несучих поверхонь. При обшивці також доцільно діяти так, щоб починати з носового лонжерона, і при цьому обшивка обхоплює носовий лонжерон. У місцях, де тканина лежить на тканині, наносять дисперсійний клей гарячого склеювання. Після сушіння тканину туго натягують на хвостовий лонжерон і там також припрасовують. Охоплення хвостового лонжерона повинно становити щонайменше 270°. По закінченні цієї роботи несучу поверхню повертають, і обшивається верхня сторона несучої поверхні таким же способом, як вже було описано. При цьому необхідно стежити за тим, щоб особливо ретельне припрасовування перешкоди. На кореневій нервюрі і закінцівках крила матеріал чисто запрасовується навколо або в кореневу нервюру, щоб одержати максимальну площу кріплення для клею і тканини. Прориви прикриваються круглими посилюючими латками, що вміщуються на внутрішній і зовнішній стороні. По закінченні процесу прасування зморшки, що залишилися на трубі, усаджують підвищеним нагріванням за допомогою термофену. Якщо розпрямлення виконується за допомогою термофену, рекомендується вкривати стики смугами з гофрованого картону, щоб клей через високу температуру знов розм'якшувався і "відтягав" на себе тканину при усадці. Оскільки при усадці теплове навантаження не у всіх місцях розподілене рівномірно, цей процес потрібно повторити 1-2 рази. Перекриття потрібно виконувати шириною щонайменше 5 см (носовий лонжерон, хвостовий лонжерон). Приклад здійснення 3: Обшивання фюзеляжу Фюзеляж обшивають аналогічно несучій поверхні. Процедура відповідає схемі обшивання з фіг. 3. Для обшивання фюзеляжу можна почати або з самого фюзеляжу, або периферично, з шасі. Грубий крій тканини кріпиться до нижньої сторони шасі, наприклад, клейкою стрічкою, і розмічаються всі контактні поверхні шасі і тканини. Намічаються також зовнішні обрізні лінії, причому труба повинна обтягуватися на кут 270°. Всі контактні місця, тобто як на тканині, так і на шасі, промазуються дисперсійним клеєм гарячого склеювання. Доцільно почати з обшивання нижньої сторони шасі. Після сушіння клею тканина кроїться і пропрасовується. Як вже було описано в прикладі 1, клей наноситься на всі вузлові точки. Після сушіння намазана клеєм тканина напрасовується у вигляді клаптя (латки), щоб запобігти, що власне обшивка буде пошкоджена гострими краями. Дисперсійний клей гарячого склеювання повинен бути повністю висушений, перш ніж можна буде обшивати. Цей процес повністю можна прискорити термофеном, встановленим на холодне повітря. При цьому, правда, необхідно стежити за тим, щоб це дійсно проводилося з холодним повітрям. Отверджувач вже знаходиться в дисперсійному клеї і реагує з клеєм при температурі, починаючи з приблизно 50°С. Це означає, що якщо уже процес почався, то клей затвердіє і більше не буде годитися для приклеювання тканини. Обшивання зовнішньої сторони шасі проводиться аналогічно обшиванню нижньої поверхні. При цьому необхідно стежити за тим, щоб шов внапусток (тканина-тканина) перед обшиванням був промазаний дисперсійним клеєм гарячого склеювання. Для досягнення більш акуратних (чистих) швів їх обклеюють клейкою стрічкою. Клейку стрічку видаляють ще перед сушінням клею. Всі стики і отвори посилюють термодрукарською стрічкою, що напрасовується із зубчиками. Можна добре обробити також і важкодоступні місця. Обшивка фюзеляжу повинна складатися з як можна меншого числа окремих деталей, щоб мати мало стиків і швів. Спочатку обшивається нижня сторона фюзеляжу. При цьому тканина повинна обхоплювати бічні полиці (пояси) фюзеляжу на кут приблизно 270°. Потім права сторона фюзеляжу повністю кріпиться одним шматком до фюзеляжу клейкою стрічкою. Структура переноситься на тканину. Структурні місця на тканини і структура фюзеляжу намазуються дисперсійним клеєм гарячого склеювання і залишаються сушитися. Потім тканину спереду назад пропрасовуються праскою. Таким способом можна також добре облицювати і важкодоступні місця фюзеляжу. 6 UA 100303 C2 5 10 Приклад здійснення 4: Приготування дисперсійного клею Приготування рідкого отверджувача У 100 г води при повільному перемішуванні додають 0,7 г диспергатора і стабілізатора, 0,5 г емульгатора і 3,1 г отверджувача на основі поліефіраміну. Після гомогенізації цих компонентів в розчині порціями диспергують 67 г порошкоподібного отверджувача на основі аліфатичного поліізоціанату. При цьому не повинно утворюватися ніяких грудок. Розчин обережно перемішують аж до гомогенізації. Додавання рідкого отверджувача в зв'язуюче Беруть 100 г зв'язуючого і вмішують в нього 0,3 г загусника. Після гомогенізації при повільному перемішуванні додають 15 г рідкого отверджувача. Кондиціонування клейового розчину Клейовий розчин повільно перемішують далі, доки не зникне піна, що утворюється. Цей клейовий розчин наостанок ще фільтрують. 15 ФОРМУЛА ВИНАХОДУ 20 25 30 35 40 45 50 55 1. Спосіб обшивання легких літаків і/або їх частин, що складаються з рамної системи, причому раму або частини рами обтягують поліефірною обшивальною тканиною, при цьому обшивальна тканина має поздовжню усадку 5-8 %, переважно 7 %, і поперечну усадку 4-6 %, переважно 5 %, при 160-180 °С, при цьому спосіб включає наступні етапи: a) обшивальну тканину в зоні її звисів і частин рами, на яких буде лежати обшивальна тканина, намазують дисперсійним клеєм гарячого склеювання, причому клей містить отверджувальний компонент, який заполімеризовується при досягненні температури обробки >40 °С, і b) обшивальну тканину обмотують навколо лонжеронних частин рами таким чином, щоб при послабленні одержаного за допомогою клею з'єднання між обшивальною тканиною і рамою обшивальна тканина утримувалася на рамному каркасі. 2. Спосіб за п. 1, який відрізняється тим, що отверджувальний компонент дисперсійного клею гарячого склеювання заполімеризовують при температурах обробки від 40 ° до 60 °С. 3. Спосіб за п. 1 або 2, який відрізняється тим, що дисперсійний клей гарячого склеювання містить 80-88 % зв'язувального, 12-15 % отверджувального компонента і 0,15-0,3 % загусника. 4. Спосіб за одним із пп. 1-3, який відрізняється тим, що отверджувальний компонент містить 54-60 % розчинника, 0,35-0,5 % стабілізатора на основі натрієвої солі нафталінсульфонової кислоти, 0,25-0,35 % емульгатора на основі пропоксильованого спирту, 1,7-1,9 % отверджувача на основі поліефіраміну, 37-41 % поліізоціанату. 5. Спосіб за одним з пп. 1-4, який відрізняється тим, що: а) для обшивання хвостового оперення обшивальну тканину викроюють таким чином, щоб звис (А) обрізної кромки до носового лонжерона хвостового оперення, що обшивається, становив (A=π∙d∙x), а також (A=π∙d∙y) від хвостового лонжерона цього ж хвостового оперення, де d – діаметр труби, що обтягується обшивальною тканиною (в см), х=1,5-2,0, переважно 1,75, у=0,55-1,05, переважно 0,8, і b) нижній бік хвостового оперення обтягують за рахунок обгортання носового лонжерона приблизно в 1,75 оберти (від 550° до 700°) промазаної клеєм частини обшивальної тканини і припасовування цієї частини, а потім обгортання хвостового лонжерона приблизно в 0,75 оберти (200-350°) також промазаної клеєм частини обшивальної тканини і припасовування цієї частини ідентичним способом, після чого c) обтягують верхній бік хвостового оперення за рахунок обгортання носового лонжерона приблизно в 0,5 оберти (150-210°) промазаної клеєм частини обшивальної тканини і припасовування обшивальної тканини, тоді як хвостовий лонжерон обгортають потім менше ніж в півоберти (120-170°) також промазаної клеєм частини обшивальної тканини і обшивальну тканину припасовують таким же чином. 6. Спосіб за одним з пп. 1-5, який відрізняється тим, що потім обшивальну тканину усаджують, нагріваючи її одно- або двократно до приблизно 200 °С термофеном, встановленим на температуру від 280 °С до 380 °С, переважно від 350 °С, причому фактична температура на тканині регулюється відстанню до термофена. 7. Спосіб за одним з пп. 1-6, який відрізняється тим, що перед обтягуванням клапті також промазують дисперсійним клеєм гарячого склеювання і після їх сушіння нагладжують на заклепки і підсилювальні пластини з метою захисту закриваючої обшивальної тканини. 7 UA 100303 C2 5 10 15 20 8. Спосіб за одним з пп. 1-7, який відрізняється тим, що припасовування обшивальної тканини і/або клаптів у випадку дерев'яних конструкцій проводять при температурі від 70 °С до 110 °С, переважно при 90 °С. 9. Спосіб за одним з пп. 1-7, який відрізняється тим, що припасовування обшивальної тканини і/або клаптів у випадку металевих конструкцій проводять при температурі приблизно від 130 °С до 170 °С. 10. Спосіб за одним з пп. 1-9, який відрізняється тим, що шви закладають стрічкою із зубчиками з обшивальної тканини, яку покривають дисперсійним клеєм гарячого склеювання згідно з п. 12 або 13 і потім напасовують на шов при температурі від 60 °С до 100 °С, переважно при 90 °С. 11. Спосіб за одним з пп. 1-10, який відрізняється тим, що нанесення маркування на обшиті поверхні здійснюють поліефірною кольоровою плівкою за допомогою холодного склеювання і подальшого припасовування при температурах від 60 °С до 100 °С, переважно при 80 °С. 12. Дисперсійний клей гарячого склеювання, який містить 80-88 % зв'язувального, 12-15 % отверджувального компонента і 0,15-0,3 % загусника, причому клей заполімеризовується при температурах >40 °С. 13. Дисперсійний клей за п. 12, який відрізняється тим, що отверджувальний компонент містить 54-60 % розчинника, 0,35-0,5% стабілізатора на основі натрієвої солі нафталінсульфонової кислоти, 0,25-0,35 % емульгатора на основі пропоксильованого спирту, 1,7-1,9 % отверджувача на основі поліефіраміну, 37-41 % поліізоціанату. 14. Застосування дисперсійного клею гарячого склеювання за п. 12 або 13 для обшивання легких літаків і/або їх частин. 15. Легкий літак або його частина, який відрізняється тим, що він обтягнутий поліефірною обшивальною тканиною згідно зі способом за одним з пп. 1-11. 8 UA 100303 C2 5 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюLight aircraft, method of its covering and dispersion hot-melt adhesive
Автори англійськоюLanitz, Siegfried
Назва патенту російськоюЛегкий самолет, способ его обшивки и дисперсионный клей горячей склейки
Автори російськоюЛанитц Зигфрид
МПК / Мітки
МПК: C09J 175/00, C08G 18/10, C09J 5/06, B64C 3/00, C08G 18/50, B64F 5/00
Мітки: склеювання, дисперсійний, спосіб, обшивання, легкий, літак, клей, гарячого
Код посилання
<a href="https://ua.patents.su/11-100303-legkijj-litak-sposib-jjogo-obshivannya-ta-dispersijjnijj-klejj-garyachogo-skleyuvannya.html" target="_blank" rel="follow" title="База патентів України">Легкий літак, спосіб його обшивання та дисперсійний клей гарячого склеювання</a>
Клей – розплав для склеювання паперу, картону, гофрокартону
Номер патенту: 28844
Опубліковано: 25.12.2007
Автори: Іванішена Тетьяна Володимирівна, Мандзюк Ігор Андрійович
МПК: C09J 103/00
Мітки: гофрокартону, паперу, склеювання, картону, клей, розплав
Формула / Реферат:
1. Клей-розплав для склеювання паперу, картону, гофрокартону, що виготовлений на основі термопластичного полімеру, який відрізняється тим, що як полімерна адгезивна основа використовується високомолекулярна сполука - рециклат, отриманий при алкоголізі відходів поліетилентерефталату (ПЕТФ) під дією гліцеролізуючої суміші при наступному співвідношенні компонентів, мас.ч.: відходи ПЕТФ 100 ...
Клей для склеювання робочих елементів інфрачервоних систем
Номер патенту: 15644
Опубліковано: 30.06.1997
Автори: Гаврик Марія Федорівна, Куценко Ярослав Павлович, Шукалюк Микола Петрович, Товт Вікторія Іванівна, Пинзеник Василь Павлович
МПК: C09J 1/00
Мітки: інфрачервоних, елементів, склеювання, робочих, систем, клей
Формула / Реферат:
Клей для склейки рабочих элементов инфракрасных систем, включающий халькогенидный материал, отличающийся тем, что он содержит в качестве халькогенидного материала соединение, выбранное из группы, содержащей As40S60, As40Se60, Ge30As4Sb6, Ge16Sb24Se60, Ge30As15Se55, Ge10As20Te70 и дополнительно основание Льюиса при следующем соотношении компонентов, мас.%: Халькогенидный материал 9,1-40 ...
Клей для автоматичного склеювання картонної продукції
Номер патенту: 76378
Опубліковано: 17.07.2006
Автори: Кіптик Денис Юрійович, Макушинський Олександр Вікторович, Миголь Володимир Іванович, Куреза Дмитро Миколайович, Кокошко Леокадія Павлівна
МПК: C09J 4/00, C09J 103/00, C09J 189/00
Мітки: продукції, автоматичного, склеювання, картонної, клей
Формула / Реферат:
Клей для автоматичного склеювання картонної продукції, що містить казеїн, діамонійфосфат, гідроксид амонію, комплексоутворювач і воду, який відрізняється тим, що як комплексоутворювач містить цинк хлористий та додатково декстрин, карбамід, буру, кальцій хлористий, димол-П та піногасник при такому співвідношенні компонентів, в мас. %: казеїн 18-23 карбамід 2,5-6 ...
Розпірне пристосування для обшивання стінки, що містить затискні щоки для затискання мембрани, і пристрій обшивання стінки, що містить таке пристосування
Номер патенту: 100135
Опубліковано: 26.11.2012
Автор: Лізаразю Домініка
МПК: E04B 9/00, E04F 13/21, E04F 13/08
Мітки: щоки, таке, пристрій, містить, затискання, розпірне, обшивання, затискні, мембрани, пристосування, стінки
Формула / Реферат:
1. Пристрій для обшивання стінки (1, 2), який міститьщонайменше одне розпірне пристосування (10, 11), що містить стрижень (12), один кінець якого обладнаний засобами (13-15, 18) його кріплення на конструктивному елементі стінки (1, 2), що обшивається, й інший кінець якого обладнаний засобами його з'єднання з обшивальною перегородкою (30),вітрозахисну, парозахисну або пароізоляційну мембрану (32), що надівається на стрижні (12)...
Спосіб маскол склеювання деталей зі скляних та склокерамічних матеріалів
Номер патенту: 9881
Опубліковано: 17.10.2005
Автори: Маслов Володимир Петрович, Коломзаров Юрій Вікторович
МПК: C03C 27/00, C04B 37/04, C23C 14/00
Мітки: скляних, маскол, матеріалів, склеювання, спосіб, деталей, склокерамічних
Формула / Реферат:
Спосіб склеювання деталей зі скла та склокерамічних матеріалів, при якому поверхні деталей знежирюють, наносять хоча б на одну зі склеюваних поверхонь клей, притискають деталі одну до одної та полімеризують клей, який відрізняється тим, що додатково перед нанесенням клею хоча б на одну зі склеюваних поверхонь наносять адгезійне вакуумне покриття товщиною від 50 до 200 нм.
Попередній патент: Спосіб інтенсифікації процесу графітації вуглецевої продукції
Наступний патент: Система тепло- і холодопостачання висотних споруд (варіанти)
Випадковий патент: Пристрій для ущільнення сипкої продукції в упаковці