Безоболонкова групова упаковка (варіанти) та спосіб виробництва безоболонкової групової упаковки (варіанти)
Формула / Реферат
1. Безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше дві межі розділення між сусідніми парами виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів; причому лист запечатаний на себе в цій області з утворенням охоплюючого шва; при цьому ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів, так щоб обгорнутий і запечатаний охоплюючим швом лист міг згинатися і запечатуватися на себе на щонайменше одному кінці ряду виробів для забезпечення конвертного шва, при цьому лист зігнутий і запечатаний на себе у вказаній області з одержанням конвертного шва; при цьому лист по його довжині або частини або частин довжини забезпечений щонайменше двома послабленими лініями на відстані одна від одної, причому вказані щонайменше дві послаблені лінії розташовані по суті вирівняно з відповідними межами розділення.
2. Безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину, при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду декількох виробів, причому лист запечатаний на себе в цій області із забезпеченням охоплюючого шва, при цьому ширина листа ненабагато більша довжини ряду виробів, так що обгорнутий і запечатаний охоплюючим швом лист утворює відкритий з кінців рукав навколо ряду виробів, причому лист по його довжині або частини або частин довжини забезпечений послабленою лінією, розташованою по суті вирівняно з вказаною межею розділення.
3. Упаковка за одним з пп. 1 або 2, в якій згинання упаковки в області межі розділення спричиняє відділення окремого виробу або групи виробів від іншої частини упаковки, при цьому залишаючи іншу частину упаковки по суті непошкодженою.
4. Упаковка за будь-яким з пп. 1-3, яка містить множину меж розділення між сусідніми парами окремих виробів.
5. Упаковка за будь-яким з пп. 2-4, яка містить щонайменше дві рознесені послаблені лінії, причому вказані щонайменше дві лінії розташовані по суті вирівняно з відповідною межею розділення.
6. Упаковка за одним з пп. 1 або 5, яка містить першу послаблену лінію на відстані від другої послабленої лінії, причому перша послаблена лінія розташована з одного боку відповідної межі розділення, а друга послаблена лінія розташована з протилежної сторони від відповідної межі розділення.
7. Упаковка за п. 4, яка містить множину послаблених ліній вздовж довжини листа, причому кожна послаблена лінія розташована по суті вирівняно з відповідною межею розділення.
8. Упаковка за будь-яким з пп. 1-7, в якій вказана або кожна послаблена лінія є по суті прямою послабленою лінією.
9. Упаковка за будь-яким з пп. 1-7, в якій вказана або кожна послаблена лінія є нерівною послабленою лінією.
10. Спосіб виробництва безоболонкової групової упаковки, що включає стадії:
a) забезпечення множини окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше дві межі розділення між сусідніми парами виробів в ряді виробів;
b) забезпечення листа полімерної плівки, що має довжину і ширину; причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для утворення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів; а ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів;
c) забезпечення по довжині плівки двох послаблених ліній на відстані одна від одної;
d) по суті поєднання послаблених ліній з відповідною однією з указаних двох меж розділення;
e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення охоплюючого шва; і
f) згинання і запечатування плівки в області конвертного запечатування для забезпечення конвертного шва.
11. Спосіб виробництва безоболонкової групової упаковки, що включає стадії:
a) забезпечення множини окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів;
b) забезпечення листа полімерної плівки, що має довжину і ширину, причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів, при цьому ширина листа ненабагато більша довжини ряду виробів;
c) забезпечення послабленої лінії по довжині плівки;
d) по суті поєднання послабленої лінії з вказаною щонайменше однією межею розділення; і
e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення відкритого з кінців рукава, запечатаного охоплюючим швом навколо ряду виробів.
Текст
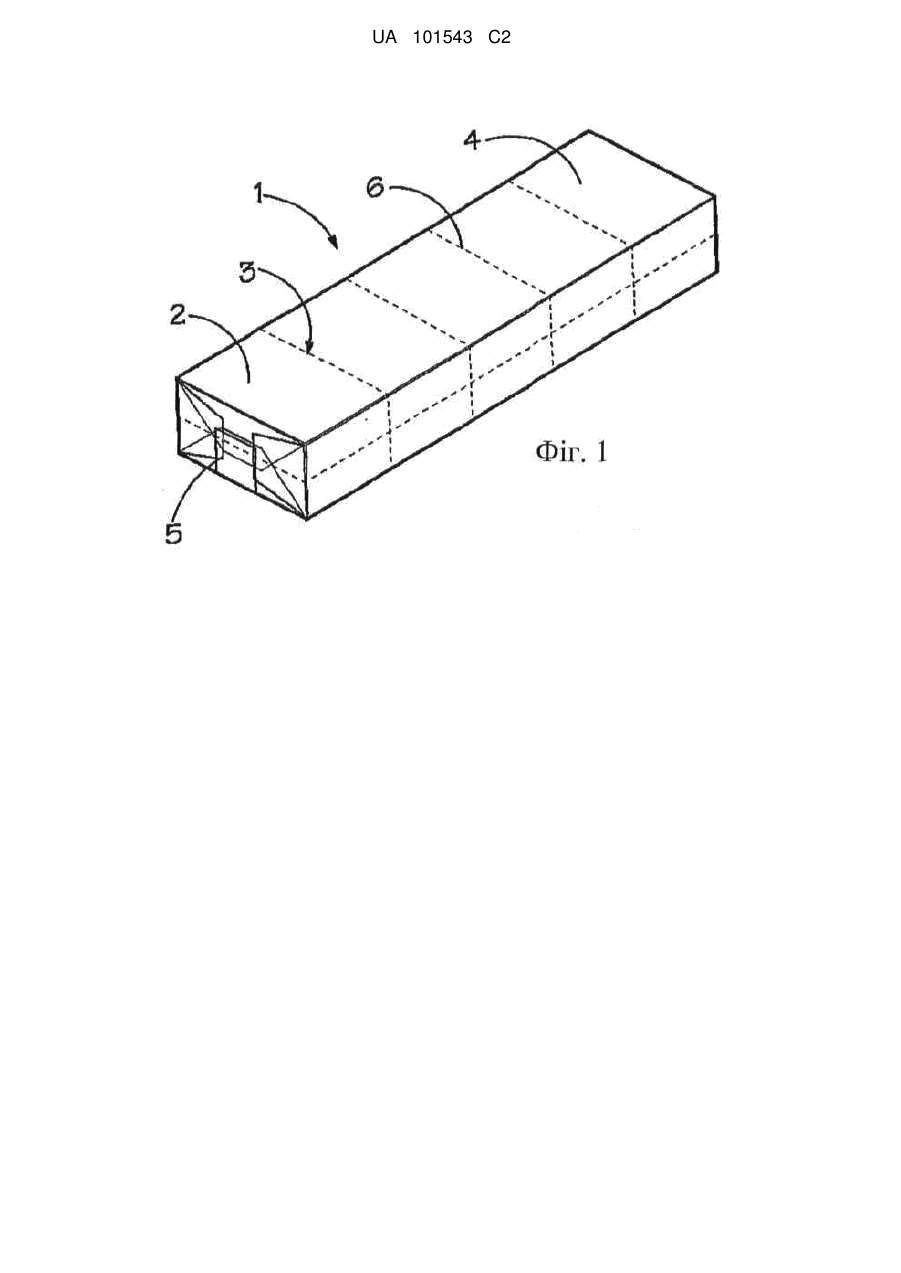
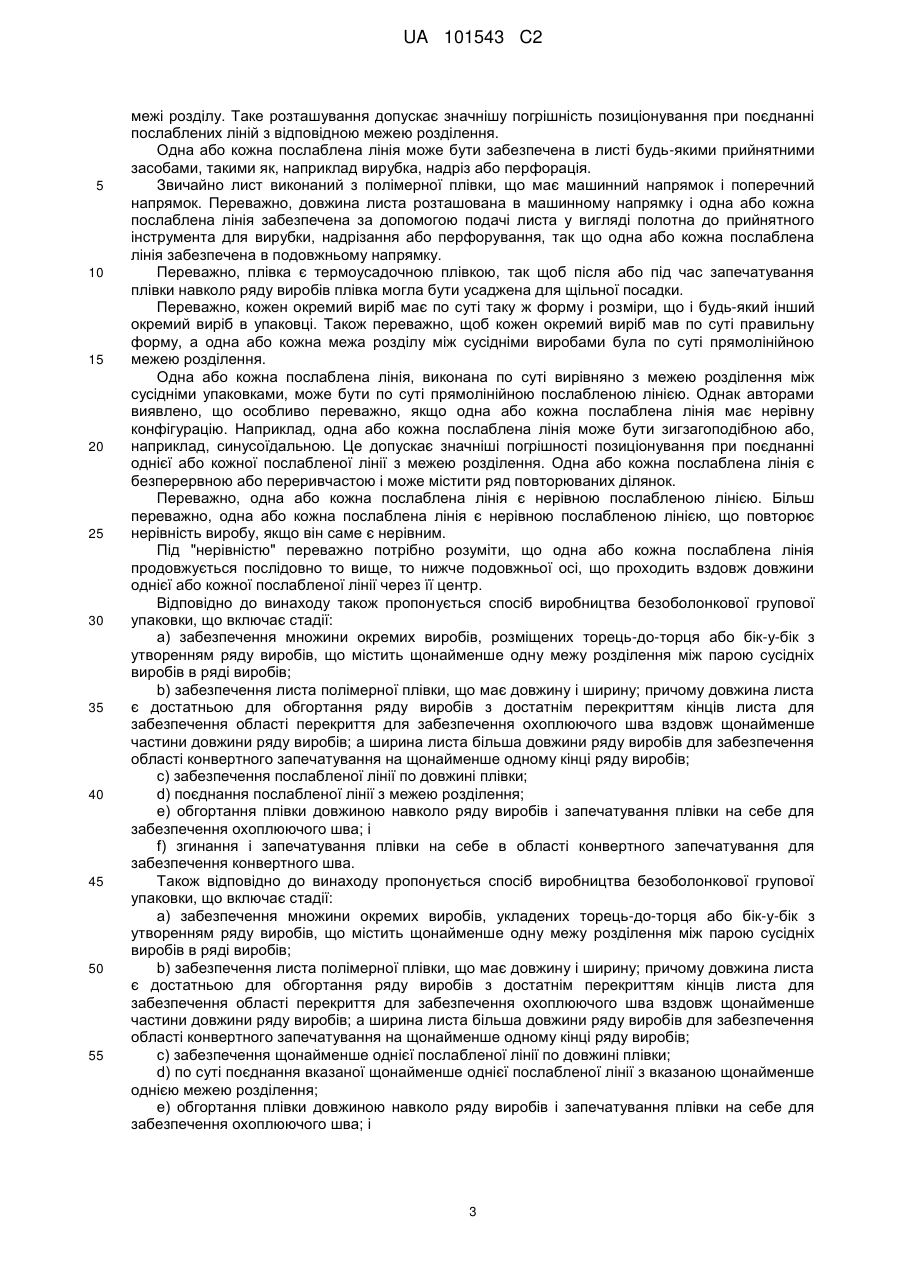
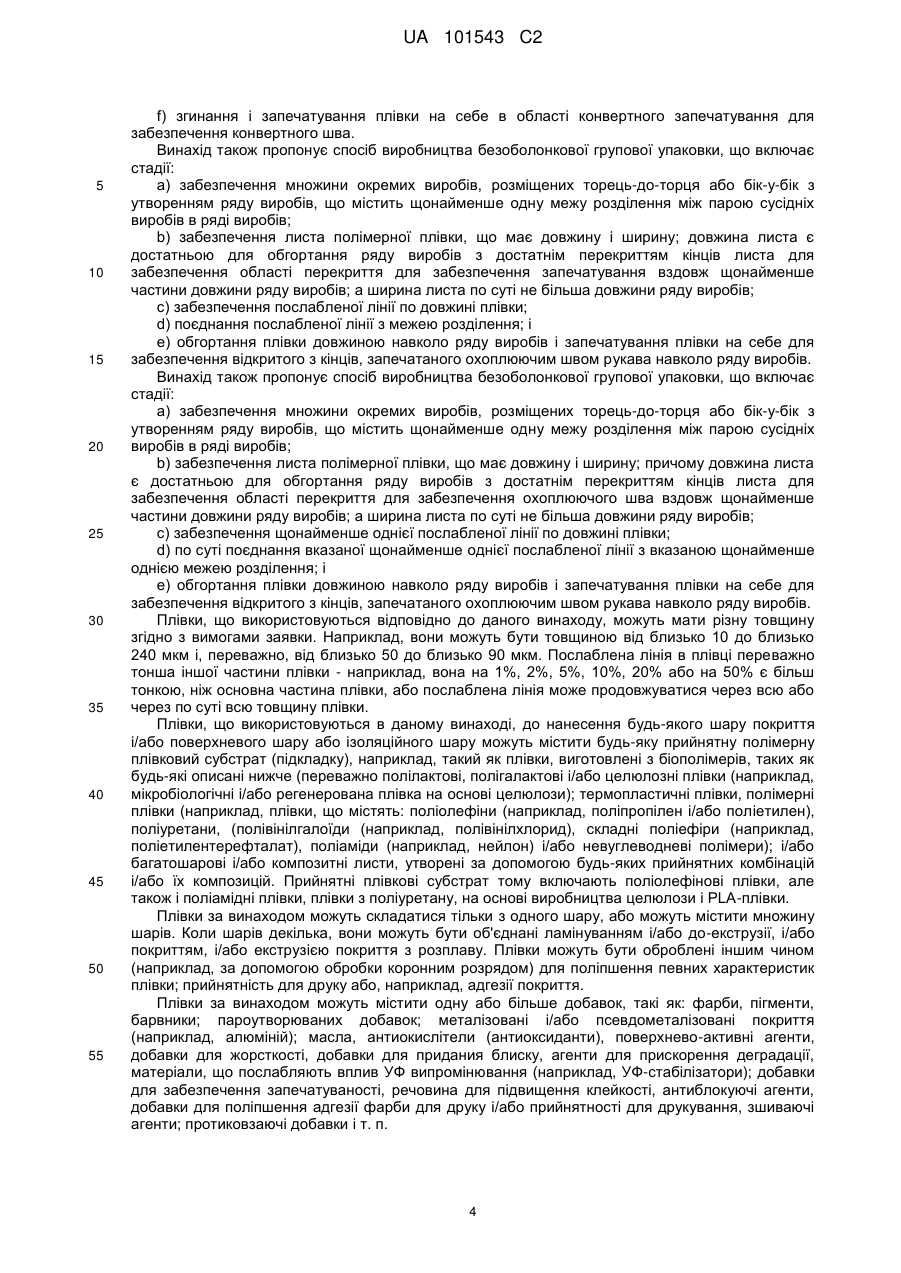
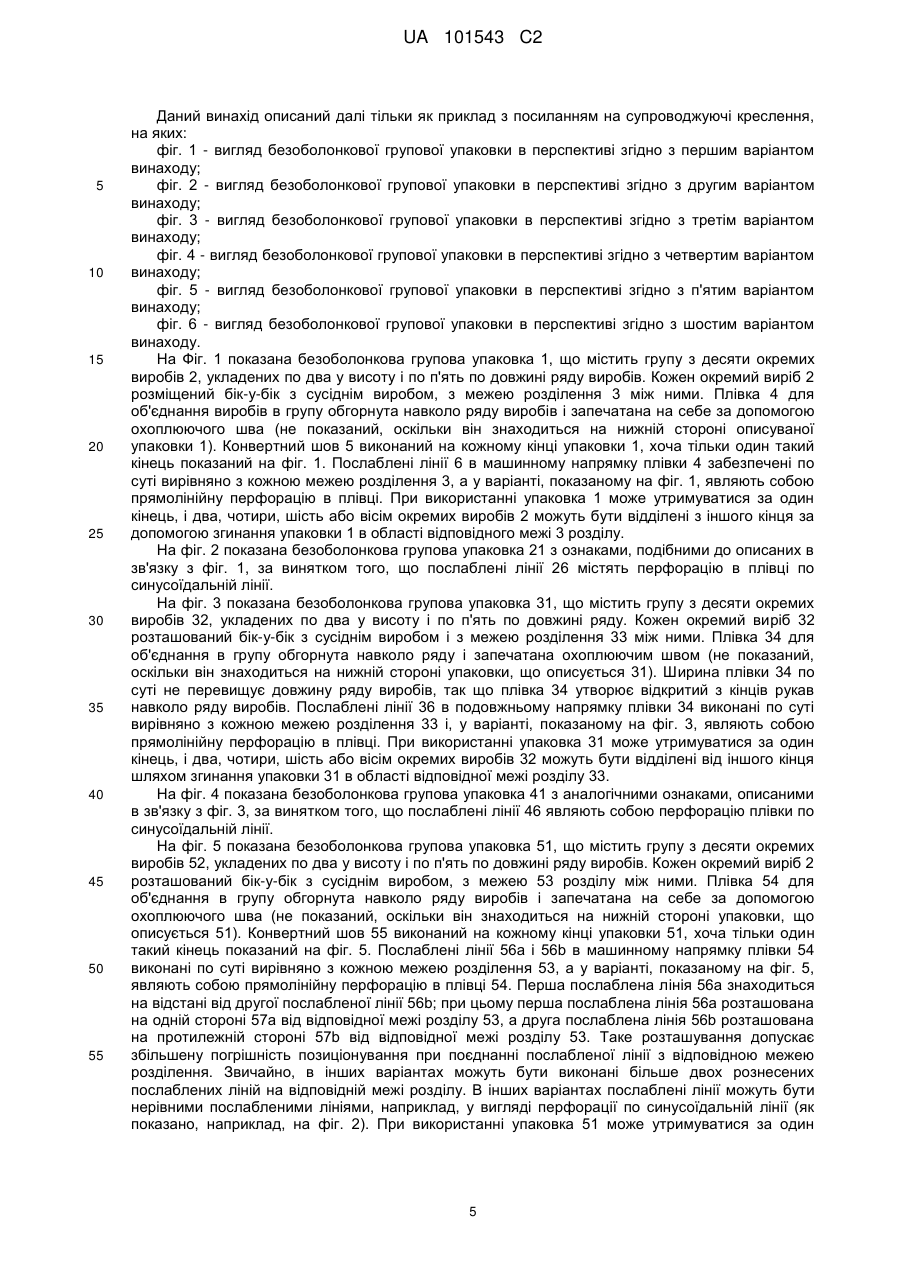
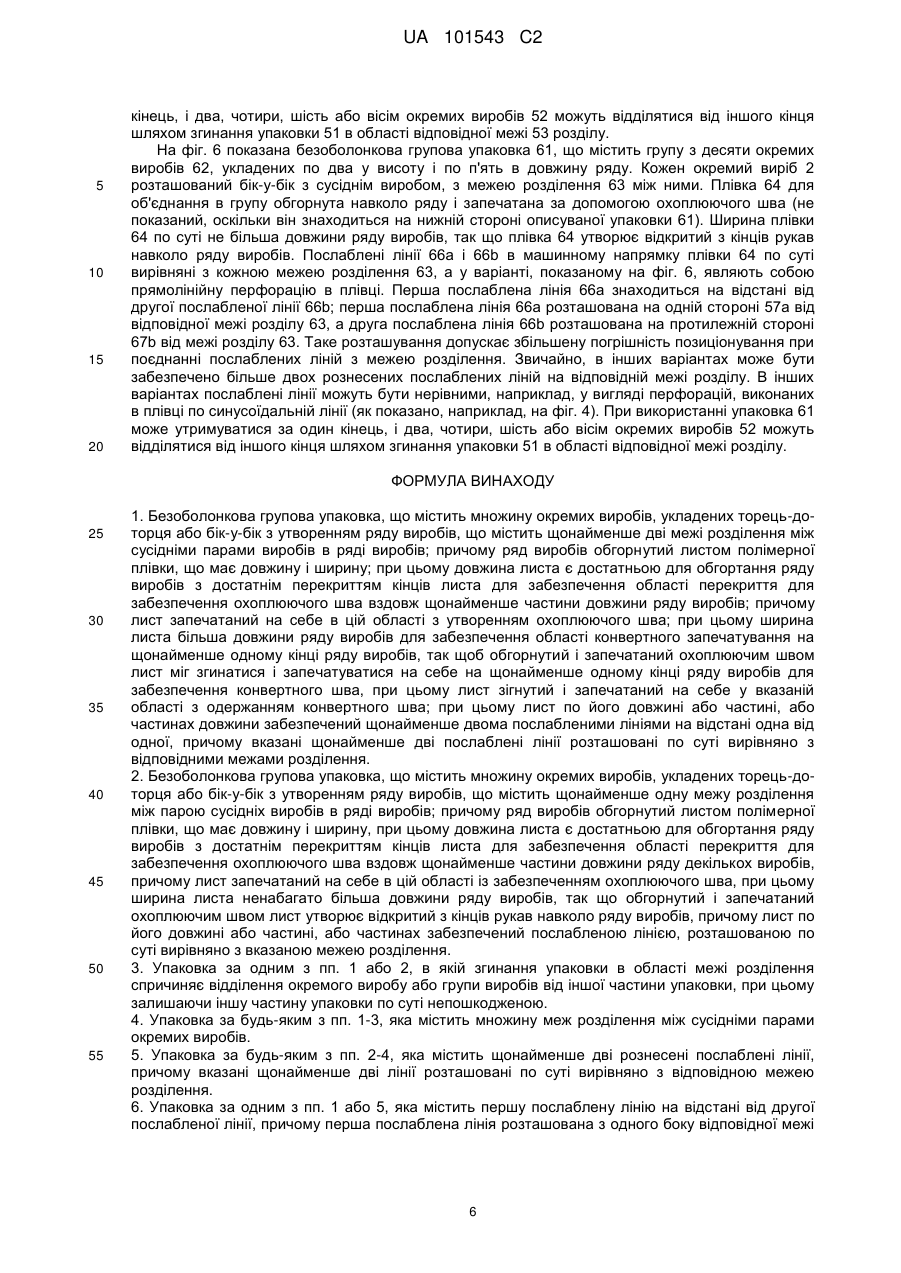
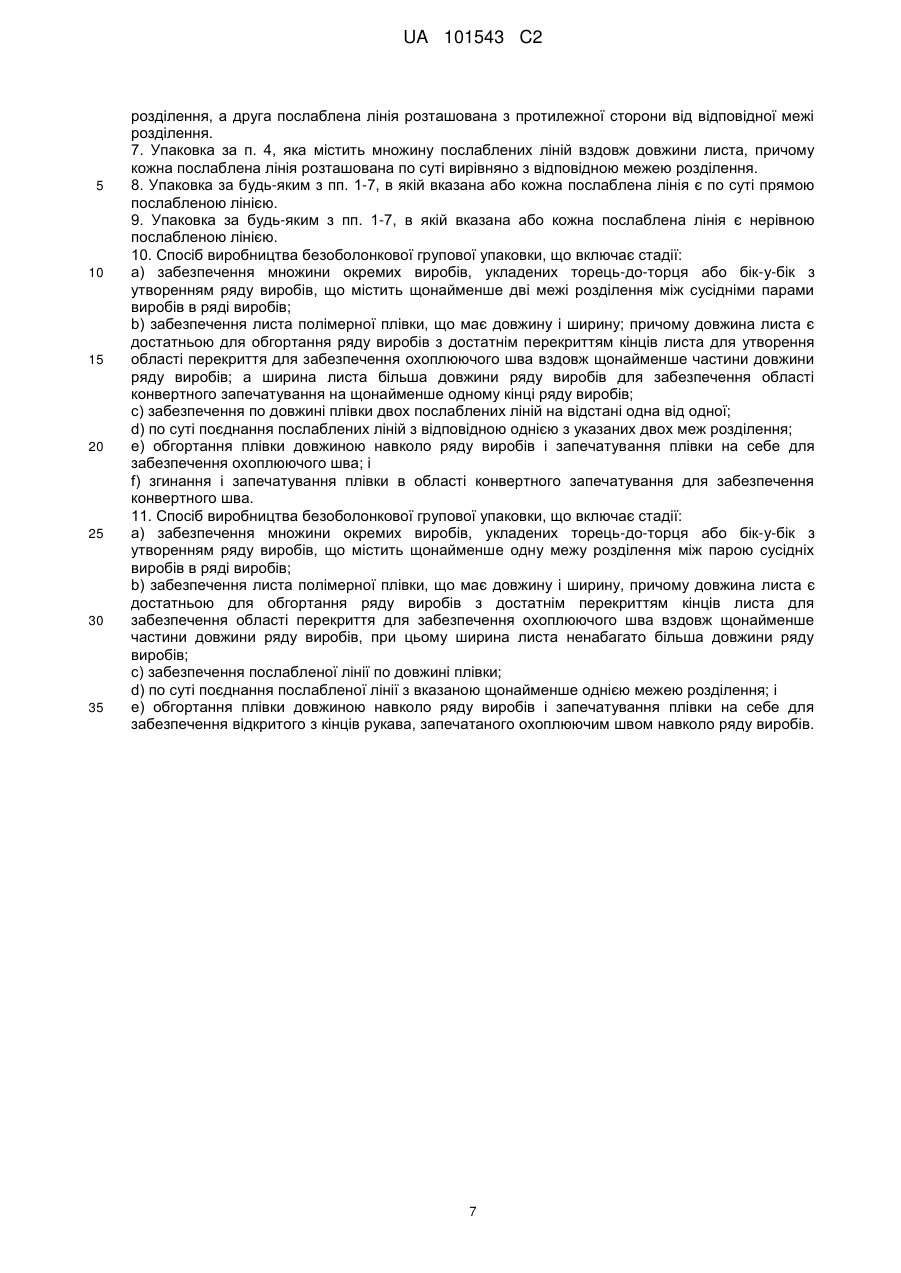
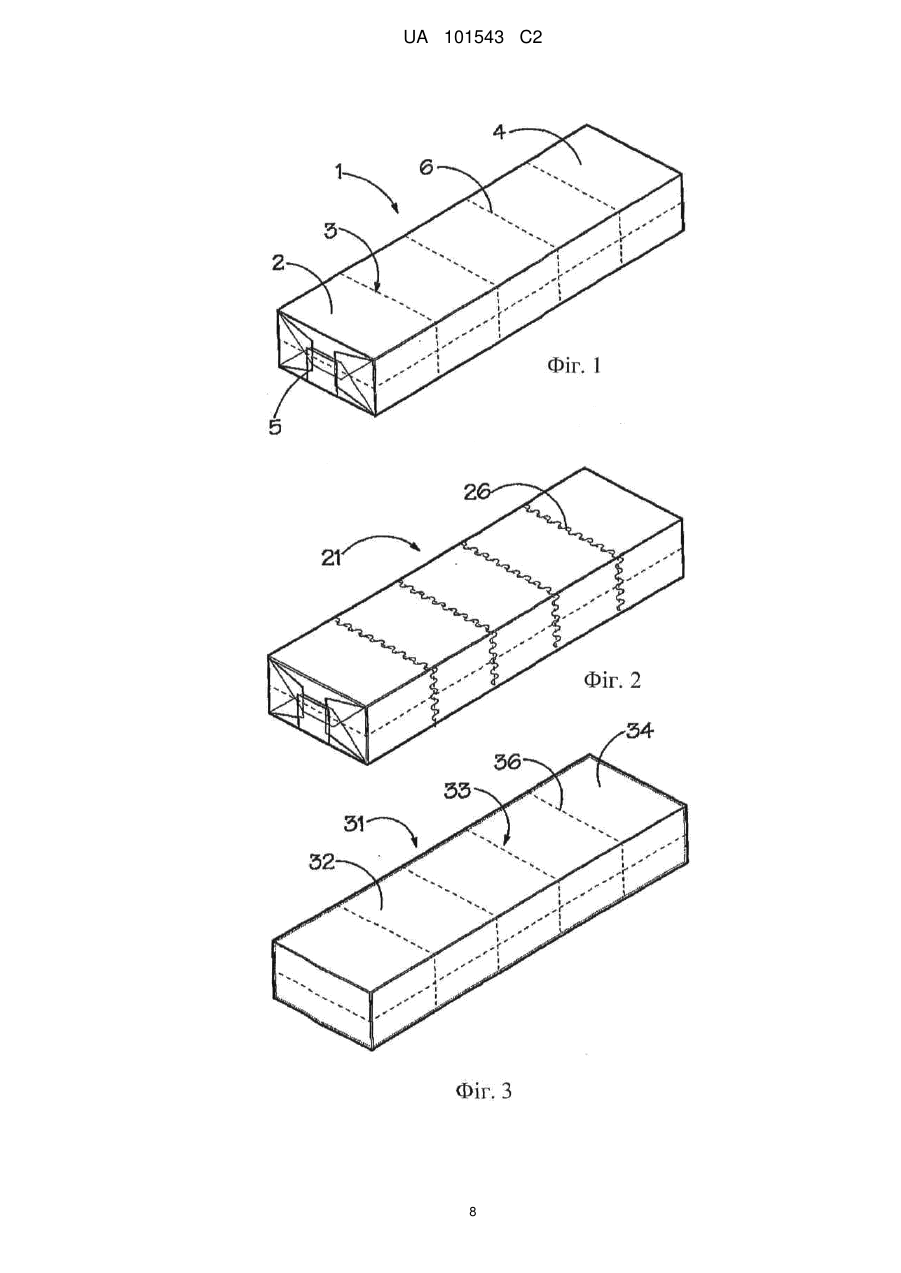
Реферат: Безоболонкова групова упаковка (1, 21, 31, 41, 51), що містить множину окремих виробів (2, 32, 52), укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення (3, 33, 63) між парою сусідніх виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва; а ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів, причому лист зігнутий і запечатаний в цій області для забезпечення конвертного шва; або ширина по суті не більша довжини ряду виробів; при цьому лист по його довжині або частині, або частинах довжини, забезпечений послабленою лінією (6, 36, 56), розташованою по суті вирівняно з межею розділення. UA 101543 C2 (12) UA 101543 C2 UA 101543 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід стосується безоболонкової групової упаковки. Об'єднання елементів без використання оболонки здійснюють з використанням способу пакування, в якому множину окремих елементів (звичайно комерційних виробів) об'єднують, а потім безпосередньо обгортають в плівку без будь-якої проміжної упаковки, такої як коробка або труба ("рукав"). За допомогою цієї пакувальної плівки згруповані вироби утримуються разом в одержаній безоболонковій груповій упаковці. Безоболонкове об'єднання виробів надає ряд переваг, в тому числі зменшення кількості пакувального матеріалу (завдяки виключенню потреби в проміжній упаковці), а у варіанті з прозорою пакувальною плівкою дозволяє бачити окремі вироби. Спосіб пакування з безоболонковим об'єднанням виробів особливо корисний для пакування відносно жорстких виробів і/або виробів, які не дуже схильні до згинання, наприклад, блоки сигарет, фармацевтичні препарати, вміщені в коробки, гральні карти, парфуми і косметику в упаковках, CD футляри, DVD футляри, і т. п. Хоча в цьому немає необхідності, звичайно такі готові вироби по суті являють собою блок, обгорнутий плівкою, так що безпосередньо після витягування з безоболонкової групової упаковки вони потім, наприклад, готові для поміщення на вітрину для роздрібного продажу. Проблемі запобігання приварюванню зовнішньої плівки групової упаковки до плівкової обгортки окремих виробів присвячена, наприклад, заявка PCT/GB2008/050662 (Заявник). Даний винахід також передбачає витягування окремих виробів з безоболонкової групової упаковки нескладним чином, переважно дозволяючи витягувати окремі вироби або групи з безоболонкової групової упаковки без порушення цілісності іншої частини упаковки. Звичайно в безоболонковій груповій упаковці, як в багатьох інших типах упаковок, використовують термоусадочну плівку для забезпечення тугої обгортки. Туга обгортка, необхідна як з практичної, так і з естетичної точки зору, забезпечується за допомогою термоусадочної плівки або іншими засобами, але при цьому кінцеві користувачі або роздрібні продавці часто мають складнощі при витягуванні окремих виробів або груп з безоболонкової групової упаковки загалом. Причиною цього є те, що плівка може бути настільки туго обгорнута навколо згрупованих виробів, що користувач не може знайти на плівці точку прикладення сили для розривання і видалення зовнішньої плівки. Користувач може вдатися до використання гострого інструмента або великого зусилля для сприяння процесу відкривання, але це може привести до пошкодження окремих виробів або всієї упаковки, і в зв'язку з цим привести до вивільнення і розсипання всіх виробів, хоча користувач мав намір витягнути з упаковки тільки один або декілька виробів. У безоболонковій груповій упаковці окремі вироби (такі, наприклад, як індивідуально обгорнуті сигаретні пачки) звичайно згруповані, зістиковані кінцями, а потім обгорнуті в лист пакувальної плівки. Товщина упаковки може варіювати від товщини одного виробу до товщини стосу з двох або трьох виробів. Довжина упаковки може вміщувати від двох до приблизно двадцяти виробів або більше, але часто знаходиться в діапазоні від близько трьох до десяти виробів. Упаковки, що вміщують в довжину від приблизно чотирьох до приблизно семи виробів, наприклад, є звичайними для всіх безоболонкових блоків сигаретних пачок. У безоболонкових групових упаковках існує ризик пошкодження упакованого виробу при використанні, наприклад, гострих інструментів для проривання плівки зовнішньої обгортки; і було б бажано забезпечити готовий засіб для відкривання таких упаковок вручну. Також було б бажаним забезпечити засоби відділення одиночних виробів або груп виробів від основної частини упаковки, в той же час зберігаючи інші упаковані вироби в по суті непошкодженій упаковці. Згідно з даним винаходом пропонується безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; при цьому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для утворення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів, причому лист запечатаний на себе в цій області для забезпечення охоплюючого шва; при цьому ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів з тим, щоб обгорнутий і запечатаний по периметру запечатування лист міг згинатися і запечатуватися на щонайменше одному кінці ряду виробів для забезпечення конвертного шва, при цьому лист зігнутий і запечатаний на себе в цій області для забезпечення конвертного шва; 1 UA 101543 C2 5 10 15 20 25 30 35 40 45 50 55 60 причому лист забезпечений по його довжині або частині, або частинах довжини послабленою лінією, розташованою по суті вирівняно з вказаною межею розділення. Також згідно з даним винаходом пропонується безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів, причому лист запечатаний в цій області для забезпечення охоплюючого шва; при цьому ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів, так щоб обгорнутий і охоплюючий запечатаний лист міг згинатися і запечатуватися на себе на щонайменше одному кінці ряду виробів для забезпечення конвертного шва, при цьому зігнутий і запечатаний в цій області для забезпечення конвертного шва, при цьому лист забезпечений вздовж його довжини, або частини або частин довжини щонайменше однією послабленою лінією, розташованою по суті вирівняно з вказаною межею розділення. Крім того, було б бажаним зменшити кількість плівки для обгортання, що використовується в безоболонковій груповій упаковці. Тому згідно з даним винаходом також пропонується безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів, причому лист запечатаний в цій області для забезпечення охоплюючого шва; при цьому ширина листа по суті не більша довжини ряду виробів, так що обгорнутий і запечатаний охоплюючим швом лист утворює рукав з відкритими кінцями навколо ряду виробів; при цьому лист забезпечений вздовж його довжини, або частини або частин його довжини послабленою лінією, розташованою по суті вирівняно з вказаною межею розділення. Згідно з даним винаходом також пропонується безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів, причому лист запечатаний на себе в цій області для забезпечення охоплюючого шва; при цьому ширина листа по суті не більша довжини ряду виробів, так що обгорнутий і запечатаний охоплюючим швом лист утворює рукав з відкритими кінцями навколо ряду виробів; при цьому лист забезпечений вздовж його довжини, або частини або частин його довжини щонайменше однією послабленою лінією, розташованою по суті вирівняно з вказаною межею розділення. Безоболонкові групові упаковки за винаходом забезпечують перевагу, яка полягає в тому, що за допомогою згинання упаковки в області межі розділу, окремий виріб або група виробів можуть бути відірвані від іншої частини упаковки, залишаючи цю частину по суті непошкодженою. Ряд виробів містить щонайменше два окремих вироби, але може, наприклад, містити щонайменше три або щонайменше приблизно чотири або п'ять окремих виробів. Товщина ряду виробів може відповідати товщині одного виробу, або, наприклад, може відповідати товщині стосу з двох або трьох виробів. Коли ряд виробів містить більше двох виробів, виникає відповідна множина меж розділення в парах сусідніх виробів. При цьому переважно забезпечена множина послаблених ліній вздовж довжини листа; причому кожна послаблена лінія розташована по суті вирівняно з відповідною межею розділення. Безоболонкова групова упаковка може містити щонайменше дві послаблені лінії, рознесені одна від одної, причому вказані щонайменше дві лінії розташовані по суті вирівняно з відповідною межею розділення. Безоболонкова групова упаковка може містити першу послаблену лінію на відстані від другої послабленої лінії, причому перша послаблена лінія розташована з одного боку відповідної межі розділу, а друга послаблена лінія розташована на протилежній стороні цієї 2 UA 101543 C2 5 10 15 20 25 30 35 40 45 50 55 межі розділу. Таке розташування допускає значнішу погрішність позиціонування при поєднанні послаблених ліній з відповідною межею розділення. Одна або кожна послаблена лінія може бути забезпечена в листі будь-якими прийнятними засобами, такими як, наприклад вирубка, надріз або перфорація. Звичайно лист виконаний з полімерної плівки, що має машинний напрямок і поперечний напрямок. Переважно, довжина листа розташована в машинному напрямку і одна або кожна послаблена лінія забезпечена за допомогою подачі листа у вигляді полотна до прийнятного інструмента для вирубки, надрізання або перфорування, так що одна або кожна послаблена лінія забезпечена в подовжньому напрямку. Переважно, плівка є термоусадочною плівкою, так щоб після або під час запечатування плівки навколо ряду виробів плівка могла бути усаджена для щільної посадки. Переважно, кожен окремий виріб має по суті таку ж форму і розміри, що і будь-який інший окремий виріб в упаковці. Також переважно, щоб кожен окремий виріб мав по суті правильну форму, а одна або кожна межа розділу між сусідніми виробами була по суті прямолінійною межею розділення. Одна або кожна послаблена лінія, виконана по суті вирівняно з межею розділення між сусідніми упаковками, може бути по суті прямолінійною послабленою лінією. Однак авторами виявлено, що особливо переважно, якщо одна або кожна послаблена лінія має нерівну конфігурацію. Наприклад, одна або кожна послаблена лінія може бути зигзагоподібною або, наприклад, синусоїдальною. Це допускає значніші погрішності позиціонування при поєднанні однієї або кожної послабленої лінії з межею розділення. Одна або кожна послаблена лінія є безперервною або переривчастою і може містити ряд повторюваних ділянок. Переважно, одна або кожна послаблена лінія є нерівною послабленою лінією. Більш переважно, одна або кожна послаблена лінія є нерівною послабленою лінією, що повторює нерівність виробу, якщо він саме є нерівним. Під "нерівністю" переважно потрібно розуміти, що одна або кожна послаблена лінія продовжується послідовно то вище, то нижче подовжньої осі, що проходить вздовж довжини однієї або кожної послабленої лінії через її центр. Відповідно до винаходу також пропонується спосіб виробництва безоболонкової групової упаковки, що включає стадії: a) забезпечення множини окремих виробів, розміщених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; b) забезпечення листа полімерної плівки, що має довжину і ширину; причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів; а ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів; c) забезпечення послабленої лінії по довжині плівки; d) поєднання послабленої лінії з межею розділення; e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення охоплюючого шва; і f) згинання і запечатування плівки на себе в області конвертного запечатування для забезпечення конвертного шва. Також відповідно до винаходу пропонується спосіб виробництва безоболонкової групової упаковки, що включає стадії: а) забезпечення множини окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; b) забезпечення листа полімерної плівки, що має довжину і ширину; причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів; а ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів; c) забезпечення щонайменше однієї послабленої лінії по довжині плівки; d) по суті поєднання вказаної щонайменше однієї послабленої лінії з вказаною щонайменше однією межею розділення; e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення охоплюючого шва; і 3 UA 101543 C2 5 10 15 20 25 30 35 40 45 50 55 f) згинання і запечатування плівки на себе в області конвертного запечатування для забезпечення конвертного шва. Винахід також пропонує спосіб виробництва безоболонкової групової упаковки, що включає стадії: a) забезпечення множини окремих виробів, розміщених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; b) забезпечення листа полімерної плівки, що має довжину і ширину; довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення запечатування вздовж щонайменше частини довжини ряду виробів; а ширина листа по суті не більша довжини ряду виробів; c) забезпечення послабленої лінії по довжині плівки; d) поєднання послабленої лінії з межею розділення; і e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення відкритого з кінців, запечатаного охоплюючим швом рукава навколо ряду виробів. Винахід також пропонує спосіб виробництва безоболонкової групової упаковки, що включає стадії: а) забезпечення множини окремих виробів, розміщених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; b) забезпечення листа полімерної плівки, що має довжину і ширину; причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів; а ширина листа по суті не більша довжини ряду виробів; c) забезпечення щонайменше однієї послабленої лінії по довжині плівки; d) по суті поєднання вказаної щонайменше однієї послабленої лінії з вказаною щонайменше однією межею розділення; і e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення відкритого з кінців, запечатаного охоплюючим швом рукава навколо ряду виробів. Плівки, що використовуються відповідно до даного винаходу, можуть мати різну товщину згідно з вимогами заявки. Наприклад, вони можуть бути товщиною від близько 10 до близько 240 мкм і, переважно, від близько 50 до близько 90 мкм. Послаблена лінія в плівці переважно тонша іншої частини плівки - наприклад, вона на 1%, 2%, 5%, 10%, 20% або на 50% є більш тонкою, ніж основна частина плівки, або послаблена лінія може продовжуватися через всю або через по суті всю товщину плівки. Плівки, що використовуються в даному винаході, до нанесення будь-якого шару покриття і/або поверхневого шару або ізоляційного шару можуть містити будь-яку прийнятну полімерну плівковий субстрат (підкладку), наприклад, такий як плівки, виготовлені з біополімерів, таких як будь-які описані нижче (переважно полілактові, полігалактові і/або целюлозні плівки (наприклад, мікробіологічні і/або регенерована плівка на основі целюлози); термопластичні плівки, полімерні плівки (наприклад, плівки, що містять: поліолефіни (наприклад, поліпропілен і/або поліетилен), поліуретани, (полівінілгалоїди (наприклад, полівінілхлорид), складні поліефіри (наприклад, поліетилентерефталат), поліаміди (наприклад, нейлон) і/або невуглеводневі полімери); і/або багатошарові і/або композитні листи, утворені за допомогою будь-яких прийнятних комбінацій і/або їх композицій. Прийнятні плівкові субстрат тому включають поліолефінові плівки, але також і поліамідні плівки, плівки з поліуретану, на основі виробництва целюлози і PLA-плівки. Плівки за винаходом можуть складатися тільки з одного шару, або можуть містити множину шарів. Коли шарів декілька, вони можуть бути об'єднані ламінуванням і/або до-екструзії, і/або покриттям, і/або екструзією покриття з розплаву. Плівки можуть бути оброблені іншим чином (наприклад, за допомогою обробки коронним розрядом) для поліпшення певних характеристик плівки; прийнятність для друку або, наприклад, адгезії покриття. Плівки за винаходом можуть містити одну або більше добавок, такі як: фарби, пігменти, барвники; пароутворюваних добавок; металізовані і/або псевдометалізовані покриття (наприклад, алюміній); масла, антиокислітели (антиоксиданти), поверхнево-активні агенти, добавки для жорсткості, добавки для придания блиску, агенти для прискорення деградації, матеріали, що послабляють вплив УФ випромінювання (наприклад, УФ-стабілізатори); добавки для забезпечення запечатуваності, речовина для підвищення клейкості, антиблокуючі агенти, добавки для поліпшення адгезії фарби для друку і/або прийнятності для друкування, зшиваючі агенти; протиковзаючі добавки і т. п. 4 UA 101543 C2 5 10 15 20 25 30 35 40 45 50 55 Даний винахід описаний далі тільки як приклад з посиланням на супроводжуючі креслення, на яких: фіг. 1 - вигляд безоболонкової групової упаковки в перспективі згідно з першим варіантом винаходу; фіг. 2 - вигляд безоболонкової групової упаковки в перспективі згідно з другим варіантом винаходу; фіг. 3 - вигляд безоболонкової групової упаковки в перспективі згідно з третім варіантом винаходу; фіг. 4 - вигляд безоболонкової групової упаковки в перспективі згідно з четвертим варіантом винаходу; фіг. 5 - вигляд безоболонкової групової упаковки в перспективі згідно з п'ятим варіантом винаходу; фіг. 6 - вигляд безоболонкової групової упаковки в перспективі згідно з шостим варіантом винаходу. На Фіг. 1 показана безоболонкова групова упаковка 1, що містить групу з десяти окремих виробів 2, укладених по два у висоту і по п'ять по довжині ряду виробів. Кожен окремий виріб 2 розміщений бік-у-бік з сусіднім виробом, з межею розділення 3 між ними. Плівка 4 для об'єднання виробів в групу обгорнута навколо ряду виробів і запечатана на себе за допомогою охоплюючого шва (не показаний, оскільки він знаходиться на нижній стороні описуваної упаковки 1). Конвертний шов 5 виконаний на кожному кінці упаковки 1, хоча тільки один такий кінець показаний на фіг. 1. Послаблені лінії 6 в машинному напрямку плівки 4 забезпечені по суті вирівняно з кожною межею розділення 3, а у варіанті, показаному на фіг. 1, являють собою прямолінійну перфорацію в плівці. При використанні упаковка 1 може утримуватися за один кінець, і два, чотири, шість або вісім окремих виробів 2 можуть бути відділені з іншого кінця за допомогою згинання упаковки 1 в області відповідного межі 3 розділу. На фіг. 2 показана безоболонкова групова упаковка 21 з ознаками, подібними до описаних в зв'язку з фіг. 1, за винятком того, що послаблені лінії 26 містять перфорацію в плівці по синусоїдальній лінії. На фіг. 3 показана безоболонкова групова упаковка 31, що містить групу з десяти окремих виробів 32, укладених по два у висоту і по п'ять по довжині ряду. Кожен окремий виріб 32 розташований бік-у-бік з сусіднім виробом і з межею розділення 33 між ними. Плівка 34 для об'єднання в групу обгорнута навколо ряду і запечатана охоплюючим швом (не показаний, оскільки він знаходиться на нижній стороні упаковки, що описується 31). Ширина плівки 34 по суті не перевищує довжину ряду виробів, так що плівка 34 утворює відкритий з кінців рукав навколо ряду виробів. Послаблені лінії 36 в подовжньому напрямку плівки 34 виконані по суті вирівняно з кожною межею розділення 33 і, у варіанті, показаному на фіг. 3, являють собою прямолінійну перфорацію в плівці. При використанні упаковка 31 може утримуватися за один кінець, і два, чотири, шість або вісім окремих виробів 32 можуть бути відділені від іншого кінця шляхом згинання упаковки 31 в області відповідної межі розділу 33. На фіг. 4 показана безоболонкова групова упаковка 41 з аналогічними ознаками, описаними в зв'язку з фіг. 3, за винятком того, що послаблені лінії 46 являють собою перфорацію плівки по синусоїдальній лінії. На фіг. 5 показана безоболонкова групова упаковка 51, що містить групу з десяти окремих виробів 52, укладених по два у висоту і по п'ять по довжині ряду виробів. Кожен окремий виріб 2 розташований бік-у-бік з сусіднім виробом, з межею 53 розділу між ними. Плівка 54 для об'єднання в групу обгорнута навколо ряду виробів і запечатана на себе за допомогою охоплюючого шва (не показаний, оскільки він знаходиться на нижній стороні упаковки, що описується 51). Конвертний шов 55 виконаний на кожному кінці упаковки 51, хоча тільки один такий кінець показаний на фіг. 5. Послаблені лінії 56а і 56b в машинному напрямку плівки 54 виконані по суті вирівняно з кожною межею розділення 53, а у варіанті, показаному на фіг. 5, являють собою прямолінійну перфорацію в плівці 54. Перша послаблена лінія 56а знаходиться на відстані від другої послабленої лінії 56b; при цьому перша послаблена лінія 56а розташована на одній стороні 57а від відповідної межі розділу 53, а друга послаблена лінія 56b розташована на протилежній стороні 57b від відповідної межі розділу 53. Таке розташування допускає збільшену погрішність позиціонування при поєднанні послабленої лінії з відповідною межею розділення. Звичайно, в інших варіантах можуть бути виконані більше двох рознесених послаблених ліній на відповідній межі розділу. В інших варіантах послаблені лінії можуть бути нерівними послабленими лініями, наприклад, у вигляді перфорації по синусоїдальній лінії (як показано, наприклад, на фіг. 2). При використанні упаковка 51 може утримуватися за один 5 UA 101543 C2 5 10 15 20 кінець, і два, чотири, шість або вісім окремих виробів 52 можуть відділятися від іншого кінця шляхом згинання упаковки 51 в області відповідної межі 53 розділу. На фіг. 6 показана безоболонкова групова упаковка 61, що містить групу з десяти окремих виробів 62, укладених по два у висоту і по п'ять в довжину ряду. Кожен окремий виріб 2 розташований бік-у-бік з сусіднім виробом, з межею розділення 63 між ними. Плівка 64 для об'єднання в групу обгорнута навколо ряду і запечатана за допомогою охоплюючого шва (не показаний, оскільки він знаходиться на нижній стороні описуваної упаковки 61). Ширина плівки 64 по суті не більша довжини ряду виробів, так що плівка 64 утворює відкритий з кінців рукав навколо ряду виробів. Послаблені лінії 66а і 66b в машинному напрямку плівки 64 по суті вирівняні з кожною межею розділення 63, а у варіанті, показаному на фіг. 6, являють собою прямолінійну перфорацію в плівці. Перша послаблена лінія 66а знаходиться на відстані від другої послабленої лінії 66b; перша послаблена лінія 66а розташована на одній стороні 57а від відповідної межі розділу 63, а друга послаблена лінія 66b розташована на протилежній стороні 67b від межі розділу 63. Таке розташування допускає збільшену погрішність позиціонування при поєднанні послаблених ліній з межею розділення. Звичайно, в інших варіантах може бути забезпечено більше двох рознесених послаблених ліній на відповідній межі розділу. В інших варіантах послаблені лінії можуть бути нерівними, наприклад, у вигляді перфорацій, виконаних в плівці по синусоїдальній лінії (як показано, наприклад, на фіг. 4). При використанні упаковка 61 може утримуватися за один кінець, і два, чотири, шість або вісім окремих виробів 52 можуть відділятися від іншого кінця шляхом згинання упаковки 51 в області відповідної межі розділу. ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-доторця або бік-у-бік з утворенням ряду виробів, що містить щонайменше дві межі розділення між сусідніми парами виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину; при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів; причому лист запечатаний на себе в цій області з утворенням охоплюючого шва; при цьому ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів, так щоб обгорнутий і запечатаний охоплюючим швом лист міг згинатися і запечатуватися на себе на щонайменше одному кінці ряду виробів для забезпечення конвертного шва, при цьому лист зігнутий і запечатаний на себе у вказаній області з одержанням конвертного шва; при цьому лист по його довжині або частині, або частинах довжини забезпечений щонайменше двома послабленими лініями на відстані одна від одної, причому вказані щонайменше дві послаблені лінії розташовані по суті вирівняно з відповідними межами розділення. 2. Безоболонкова групова упаковка, що містить множину окремих виробів, укладених торець-доторця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; причому ряд виробів обгорнутий листом полімерної плівки, що має довжину і ширину, при цьому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду декількох виробів, причому лист запечатаний на себе в цій області із забезпеченням охоплюючого шва, при цьому ширина листа ненабагато більша довжини ряду виробів, так що обгорнутий і запечатаний охоплюючим швом лист утворює відкритий з кінців рукав навколо ряду виробів, причому лист по його довжині або частині, або частинах забезпечений послабленою лінією, розташованою по суті вирівняно з вказаною межею розділення. 3. Упаковка за одним з пп. 1 або 2, в якій згинання упаковки в області межі розділення спричиняє відділення окремого виробу або групи виробів від іншої частини упаковки, при цьому залишаючи іншу частину упаковки по суті непошкодженою. 4. Упаковка за будь-яким з пп. 1-3, яка містить множину меж розділення між сусідніми парами окремих виробів. 5. Упаковка за будь-яким з пп. 2-4, яка містить щонайменше дві рознесені послаблені лінії, причому вказані щонайменше дві лінії розташовані по суті вирівняно з відповідною межею розділення. 6. Упаковка за одним з пп. 1 або 5, яка містить першу послаблену лінію на відстані від другої послабленої лінії, причому перша послаблена лінія розташована з одного боку відповідної межі 6 UA 101543 C2 5 10 15 20 25 30 35 розділення, а друга послаблена лінія розташована з протилежної сторони від відповідної межі розділення. 7. Упаковка за п. 4, яка містить множину послаблених ліній вздовж довжини листа, причому кожна послаблена лінія розташована по суті вирівняно з відповідною межею розділення. 8. Упаковка за будь-яким з пп. 1-7, в якій вказана або кожна послаблена лінія є по суті прямою послабленою лінією. 9. Упаковка за будь-яким з пп. 1-7, в якій вказана або кожна послаблена лінія є нерівною послабленою лінією. 10. Спосіб виробництва безоболонкової групової упаковки, що включає стадії: a) забезпечення множини окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше дві межі розділення між сусідніми парами виробів в ряді виробів; b) забезпечення листа полімерної плівки, що має довжину і ширину; причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для утворення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів; а ширина листа більша довжини ряду виробів для забезпечення області конвертного запечатування на щонайменше одному кінці ряду виробів; c) забезпечення по довжині плівки двох послаблених ліній на відстані одна від одної; d) по суті поєднання послаблених ліній з відповідною однією з указаних двох меж розділення; e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення охоплюючого шва; і f) згинання і запечатування плівки в області конвертного запечатування для забезпечення конвертного шва. 11. Спосіб виробництва безоболонкової групової упаковки, що включає стадії: a) забезпечення множини окремих виробів, укладених торець-до-торця або бік-у-бік з утворенням ряду виробів, що містить щонайменше одну межу розділення між парою сусідніх виробів в ряді виробів; b) забезпечення листа полімерної плівки, що має довжину і ширину, причому довжина листа є достатньою для обгортання ряду виробів з достатнім перекриттям кінців листа для забезпечення області перекриття для забезпечення охоплюючого шва вздовж щонайменше частини довжини ряду виробів, при цьому ширина листа ненабагато більша довжини ряду виробів; c) забезпечення послабленої лінії по довжині плівки; d) по суті поєднання послабленої лінії з вказаною щонайменше однією межею розділення; і e) обгортання плівки довжиною навколо ряду виробів і запечатування плівки на себе для забезпечення відкритого з кінців рукава, запечатаного охоплюючим швом навколо ряду виробів. 7 UA 101543 C2 8 UA 101543 C2 Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюNaked collation package (embodiments) and method for manufacture of a naked collation package (embodiments)
Автори англійськоюFrizell, Barry, Zimmerer, Wolfgang, Fell, John
Назва патенту російськоюБезоболочечная групповая упаковка (варианты) и способ производства безоболочечной групповой упаковки (варианты)
Автори російськоюФризелл Барри, Циммерер Вольфганг, Фелл Джон
МПК / Мітки
МПК: B65D 5/54, B65D 75/58, B65B 11/00, B65D 85/10
Мітки: групової, групова, спосіб, варіанти, упаковки, безоболонкова, безоболонкової, виробництва, упаковка
Код посилання
<a href="https://ua.patents.su/11-101543-bezobolonkova-grupova-upakovka-varianti-ta-sposib-virobnictva-bezobolonkovo-grupovo-upakovki-varianti.html" target="_blank" rel="follow" title="База патентів України">Безоболонкова групова упаковка (варіанти) та спосіб виробництва безоболонкової групової упаковки (варіанти)</a>
Упаковка з речовинами, вживаними одночасно, але несумісними при зберіганні (варіанти), спосіб виготовлення упаковки з цими речовинами (варіанти), спосіб укладання упаковок з цими речовинами (варіанти)
Номер патенту: 78285
Опубліковано: 15.03.2007
Автори: Нам Олег Миколайович, Резніченко Віталій Павлович, Сухонос Юрій Анатолійович
МПК: B65B 29/00, B65D 27/00
Мітки: виготовлення, упаковок, несумісними, зберіганні, речовинами, упаковка, одночасної, спосіб, цими, вживаними, упаковки, варіанти, укладання
Формула / Реферат:
1. Упаковка з речовинами, яка являє собою пакет із фільтрувального паперу, який містить дві окремі камери, дві стінки яких розташовані зустрічно, причому цей пакет має спільну нижню кромку, а його верхні кромки скріплені поміж собою і до них прикріплений ярлик, яка відрізняється тим, що цей пакет містить щонайменше дві камери для речовин, вживаних одночасно, але несумісних при зберіганні, причому ці камери ізольовані одна від одної між...
Листовий матеріал упаковки, спосіб утворення криволінійного розриву у листовому матеріалі упаковки та упаковка
Номер патенту: 89783
Опубліковано: 10.03.2010
Автор: Кієсер Волфганг
МПК: B65D 5/74
Мітки: утворення, упаковки, матеріали, упаковка, криволінійного, листовий, матеріал, спосіб, розриву, листовому
Формула / Реферат:
1. Листовий матеріал упаковки, що містить панель, призначену для закривання верху з можливістю утворення носика для виливання, який потім прикладають до неї, а панель сформована з надрізом на частину товщини і має форму незамкнутого кола, який відрізняється тим, що один кінець незамкнутого кола розташований на більшій відстані від центральної ділянки цього кола, ніж другий.2. Листовий матеріал упаковки за п. 1, який відрізняється тим,...
Блістерна упаковка (варіанти), установка та спосіб виготовлення блістерної упаковки
Номер патенту: 54439
Опубліковано: 17.03.2003
Автори: Ассаргрен Крістіан, Фріберг Клаес
МПК: A61J 1/03, B65D 75/28
Мітки: установка, упаковки, блістерна, блістерної, варіанти, виготовлення, упаковка, спосіб
Формула / Реферат:
1. Блистерная упаковка, содержащая по меньшей мере один блистерный элемент (10), содержащий две блистерные части (11, 12), имеющие каждая группу блистеров (16) и относящиеся к типу, в котором пленка основания, образованная с блистерами (16), соединена с по существу плоской пленкой крышки, при этом блистерные части (11, 12) соединены между собой и выполнены складывающимися друг к другу, а блистеры (16) одной блистерной части (11) смещены...
Закривний засіб, що вказує на цілісність упаковки (варіанти), та упаковка з таким закривним засобом
Номер патенту: 96274
Опубліковано: 25.10.2011
Автори: Вебер Джеффрі Томас, Коул Керол А.
МПК: B65D 75/58, B65D 77/20
Мітки: засіб, цілісність, закривний, засобом, закривним, упаковки, варіанти, таким, вказує, упаковка
Формула / Реферат:
1. Засіб, що вказує на цілісність упаковки, який містить:пристрій, пов'язаний із закривним засобом, що повторно герметизується, і відповідним контейнером, що має плівкову обгортку, причому вказаний пристрій виробляє чутний звук при відкриванні закривного засобу, що повторно герметизується, в перший раз,при цьому пристрій містить щонайменше одну смугу, спочатку прикріплену до закривного засобу, що повторно герметизується, і...
Спосіб виготовлення упаковки для харчових продуктів і упаковка
Номер патенту: 58493
Опубліковано: 15.08.2003
Автори: Смаут Андріанус, Логерс Герріт Ян
МПК: B65D 1/02, C03C 4/00, C03C 3/076, B65D 1/00
Мітки: продуктів, харчових, упаковка, виготовлення, спосіб, упаковки
Формула / Реферат:
1. Спосіб виготовлення упаковки для харчових продуктів на основі зеленого поглинаючого ультрафіолетове випромінювання содово-вапняного скла, яке пропускає видиме світло та має домінуючу довжину хвилі 500-575 нм, при якому упаковку формують зі скла, причому для формування використовують скло, що містить по відношенню до ваги скла щонайменше 1,5 ваг.% заліза в перерахуванні на Fe2O3 і щонайменше 0,10 ваг.% хрому в перерахуванні на Сr2О3, який...
Попередній патент: Віртуалізатор оточуючого звуку з динамічним стисненням діапазону й спосіб
Наступний патент: Молоток кормодробарки
Випадковий патент: Термінал для керування потужністю передачі на основі оцінки біта зворотної активності і заданих лінійно-зростаючих/спадних функцій потоків даних (варіанти)