Валковий млин
Формула / Реферат
1. Валковий млин з практично горизонтальною розмельною доріжкою (2) на обертовій розмельній чаші (3), з стаціонарними, обертовими розмельними валками (4), що здійснюють вальцювання поверх розмельної подушки, яка формується за рахунок матеріалу, що подрібнюється на розмельній доріжці (2), а також з стаціонарними, обертовими підготовчими валками (6), що знаходяться між розмельними валками (4), за допомогою яких здійснюється стиснення матеріалу для роздрібнення та видалення з нього повітря, який відрізняється тим, що підготовчі валки (6) розташовані таким чином, що матеріал для роздрібнення, який подається до розмельних валків (4) по спіралі, піддається вальцюванню та стисненню в повному обсязі.
2. Валковий млин за п. 1, який відрізняється тим, що підготовчі валки (6) виконані з можливістю змінювати своє положення вздовж радіальної осі в напрямку до центра розмельної чаші і здійснювати вальцювання своїми робочими поверхнями (12) по колу обігу, меншому, ніж в розмельних валків (4).
3. Валковий млин за п. 1 або 2, який відрізняється тим, що підготовчі валки (6) знаходяться на відстані S від зовнішнього краю розмельної доріжки (7) або від обмежувального обода (8) розмельної чаші (3), а відстань S простягається від зовнішнього краю розмельної доріжки (7) або обмежувального обода (8) розмельної чаші (3) й до межі зовнішнього боку (16) робочої поверхні (12) підготовчих валків (6).
4. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що розмельні валки (4) розташовані таким чином, що вони межею зовнішнього боку (14) своїх робочих поверхонь практично сягають зовнішнього краю розмельної доріжки (7) або обмежувального обода (8) розмельної чаші (3).
5. Валковий млин за будь-яким із пп. 3, 4, який відрізняється тим, що, враховуючи властивості матеріалу, що підлягає подрібненню, позиціонування підготовчих валків (6) на відстані S може бути обумовлене кількістю, розміром та відстанню між розмельними валками (4), швидкістю обертання розмельної чаші (3) та потрібним рівнем продуктивної тонкості помелу.
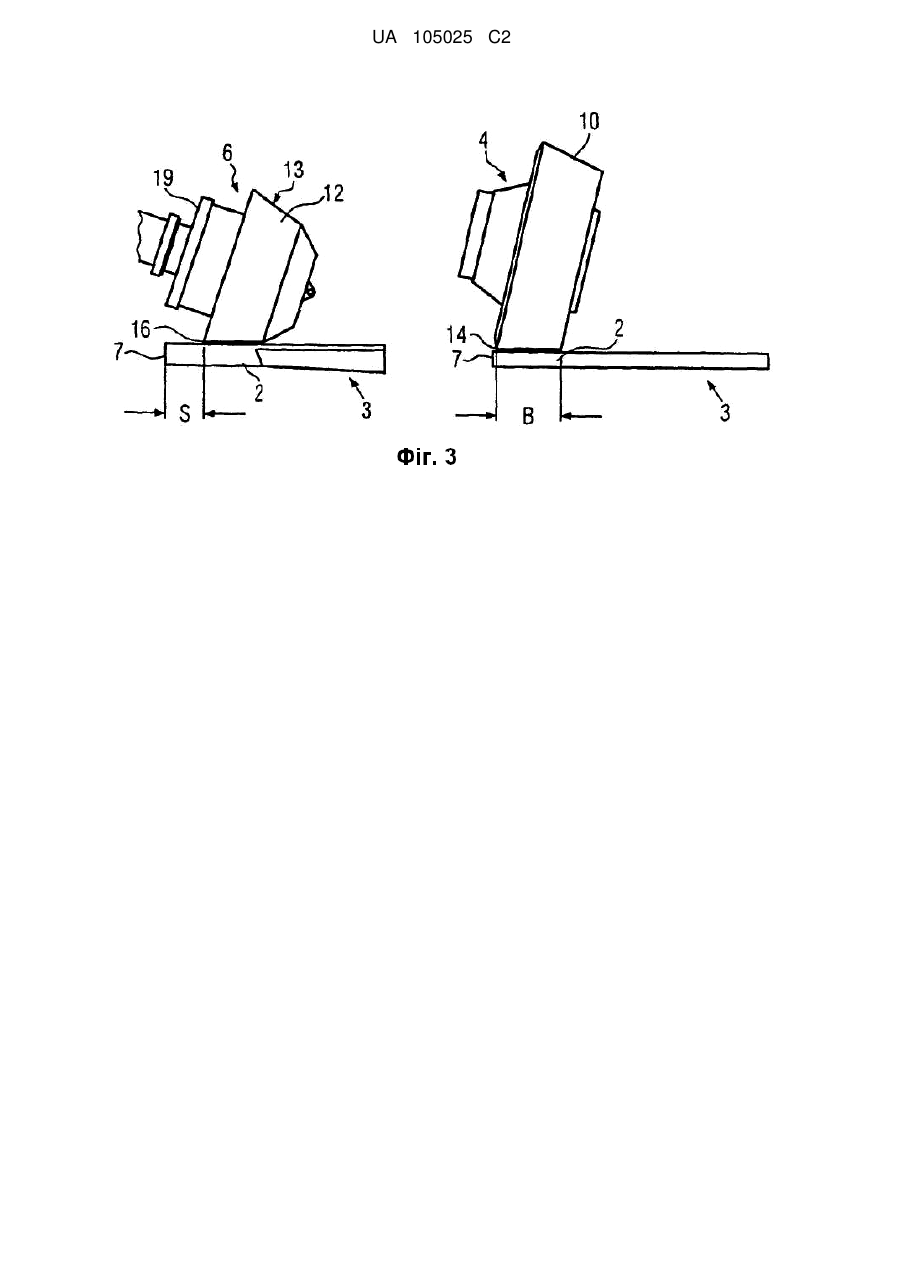
6. Валковий млин за будь-яким із пп. 3-5, який відрізняється тим, що підготовчі валки (6) знаходяться на відстані S, яка становить від 25 % до 65 % від ширини В робочих поверхонь (10) відповідних розмельних валків (4).
7. Валковий млин за будь-яким із пп. 3-6, який відрізняється тим, що відстань S підготовчих валків (6) може регулюватися за рахунок зміни форми вальцювальної оболонки (13) на опорі валка або осерді вальцювальної оболонки (19) підготовчих валків (6).
8. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що підготовчі валки (6) мають менший, ніж в розмельних валків (4), діаметр й монтуються за допомогою кулісного важеля (15) до корпусу млина (9) окремо.
9. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що дистанційно положення підготовчих валків (6) може регулюватися шляхом налаштування їх осі (11), що на кулісному важелі (15), та/або за місцем знаходження поворотного шворня кулісного важеля (17), та/або за місцем знаходження підшипників (18, 21) чи гнізд підшипників (20) кулісних важелів (15), що вмонтовані в корпус млина (9), наприклад, за допомогою встановлення роздільних пластин (28) між гніздом опорного підшипника (20) та корпусом млина (9).
10. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що в ньому розташовується два, три, чотири, п'ять, шість або більше розмельних валків (4), а перед кожним розмельним валком (4) розташовується принаймні один підготовчий валок (6), котрий здійснює вальцювання по меншому, ніж в розмельних валків (4), колу обігу.
Текст
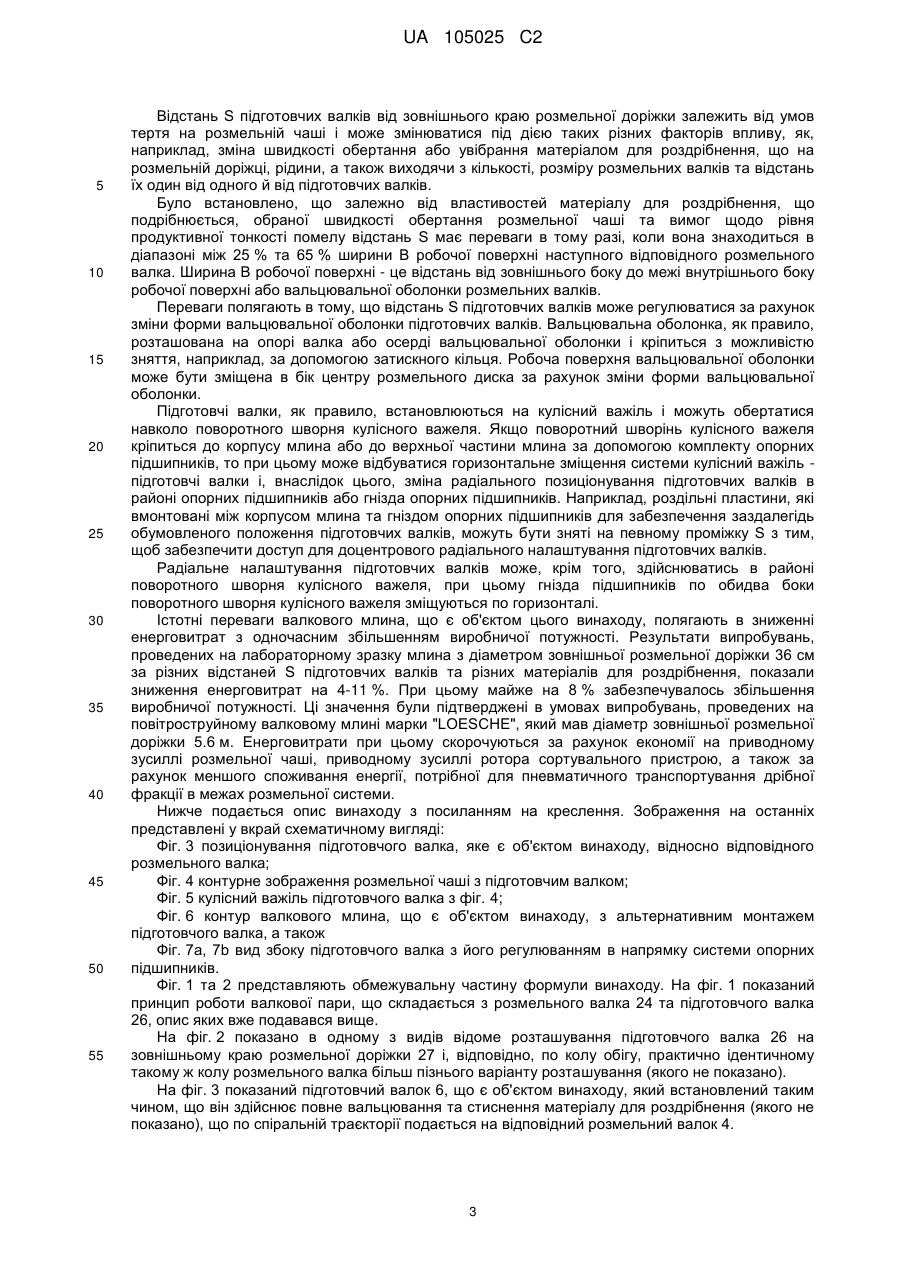
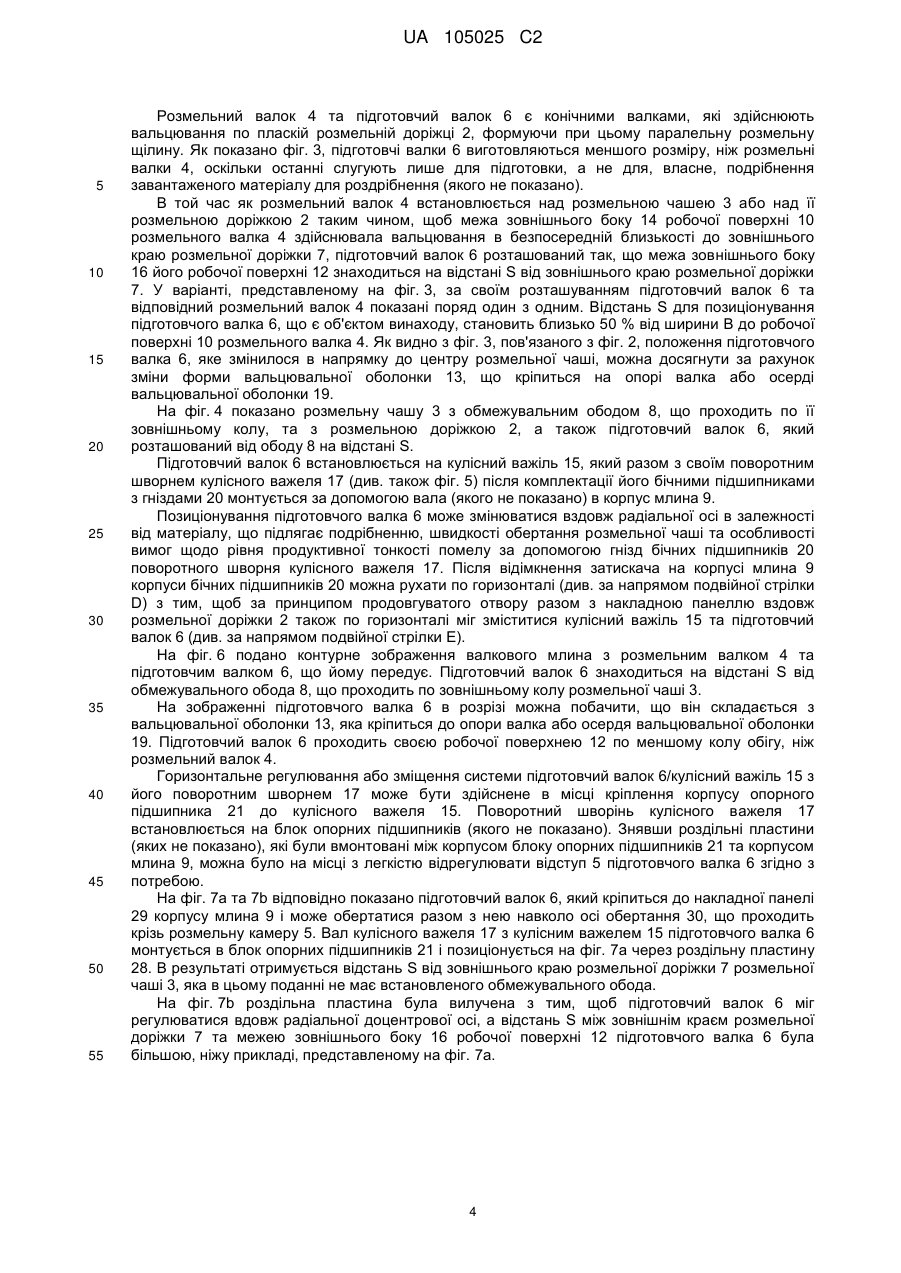
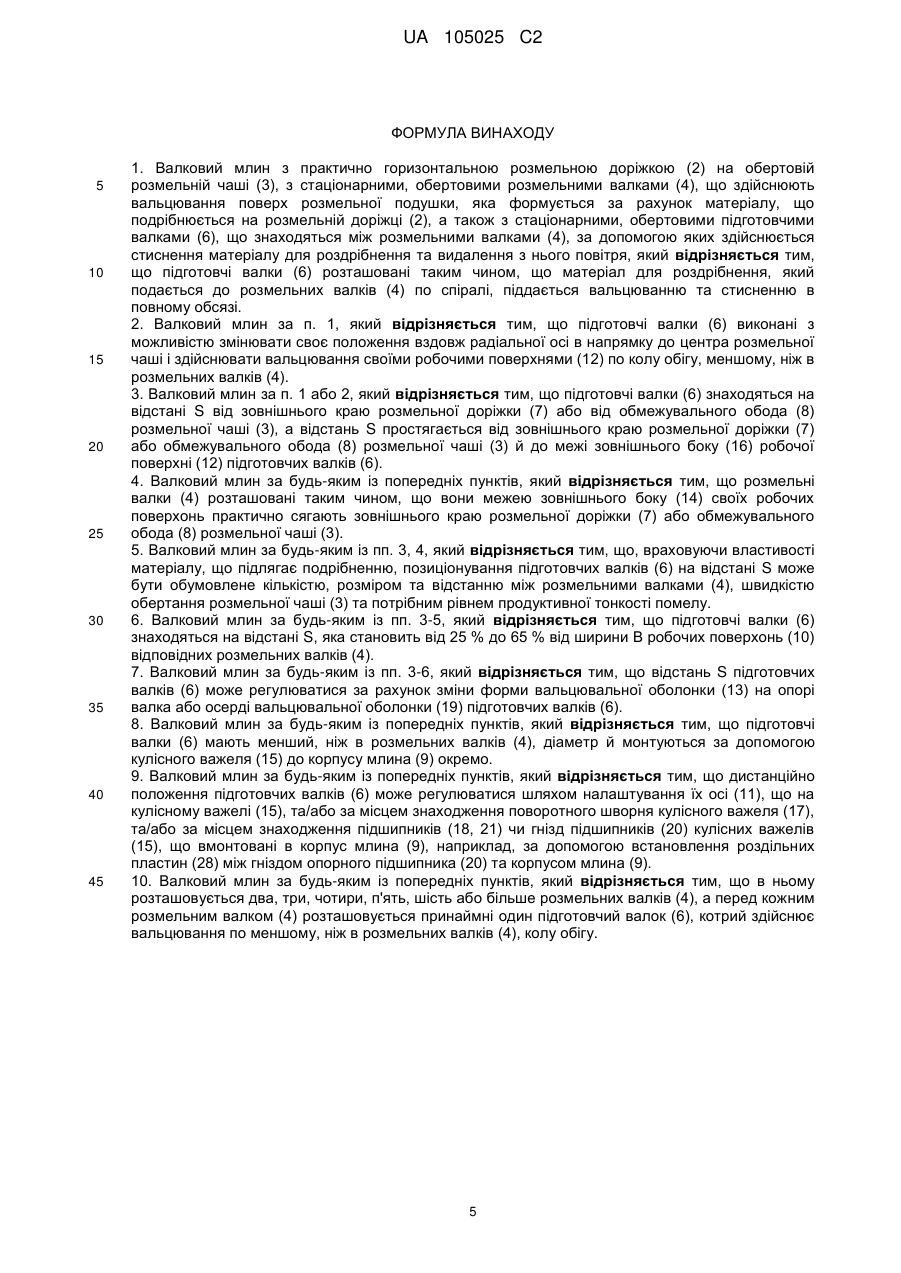
Реферат: Винахід належить до валкового млина, зокрема до повітроструминного валкового млина марки "LOESCHE". Цей валковий млин переважно призначений для подрібнення цементного клінкеру або гранульованого доменного шлаку і складається з розмельної доріжки, обертової розмельної чаші, з стаціонарних, обертових розмельних валків, між якими, в свою чергу розташовуються стаціонарні, обертові підготовчі валки, котрі здійснюють стиснення розмельної подушки та видалення з неї повітря. З метою підвищення ефективності процесу подрібнення і, в той же час, зменшення енергозатрат положення підготовчого валка змінюється таким чином, щоб матеріал для роздрібнення, який по спіралі подається на розмельні валки, піддавався вальцюванню та стисненню підготовчими валками, що їм передують, в повному обсязі. Підготовчі валки, як видно на зображенні розмельної чаші зверху, можуть змінювати своє положення вздовж радіальної осі в напрямку до центра розмельної чаші і здійснювати вальцювання своїми робочими поверхнями по меншому, ніж в розмельних валків, колу обігу. UA 105025 C2 (12) UA 105025 C2 UA 105025 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід відноситься до валкового млина, що описаний у вступній частині пункту 1 формули. Винахід особливо добре підходить для валкових млинів, призначених для помелу цементного клінкеру та гранульованого доменного шлаку для галузі будівельних матеріалів. Валкові млини зазвичай мають в своєму складі сортувальний пристрій, який, як правило, інтегрований до валкового млина, проте також може бути розташований за межами валкового млина. В ЕР 0406644 В1 викладені дані про повітроструйний валковий млин марки "LOESCHE", в якому подрібнення цементного клінкеру або гранульованого доменного шлаку здійснюється за рахунок поєднання розмельних валків та підготовчих валків. Підготовчі валки слугують для стиснення та розгладжування розмельної подушки. Кожному розмельному валку відповідає один підготовчий валок, в результаті чого формується валкова пара. Існують відомості про повітроструйні валкові млини з двома або трьома такими валковими парами, котрі розташовані симетрично та на однаковій відстані один від одного і здійснюють вальцювання по поверхні обертової розмельної чаші або розмельної подушки, що формується поверх них. Підготовчий валок таким чином розташований перед відповідно визначеним розмельним валком для того, щоб здійснювати вальцювання поверх матеріалу для роздрібнення, який подається централізовано на обертову розмельну чашу та зміщується під дією відцентрової сили до розмельної доріжки на краю чаші. Цей матеріал для роздрібнення складається з суміші крупніших часток щойно завантаженого матеріалу та дрібніших часток, що ще не подрібнені до рівня продуктивної тонкості помелу, які були відбраковані сортувальним пристроєм розташованим над розмельною камерою та відведені назад до центру розмельної чаші. На фіг. 1 показано принцип роботи відомої валкової пари. Розмельний валок 24 та підготовчий валок 26 здійснюють вальцювання поверх розмельної подушки 25, яка утворюється за рахунок матеріалу для роздрібнення, що підлягає подрібненню. Стрілка вказує напрям руху розмельної чаші або лотка 23 вдовж розмельної доріжки 22. Стрілка В призначена для відображення процесу подачі матеріалу, а стрілка С вказує напрямок обертання розмельного валка 24 та підготовчого валка 26 поверх розмельної подушки 25. В точці завантаження матеріалу, вказаній стрілкою В, знаходиться розмельна подушка з активним вентилюванням 25.1, поверх якої надалі здійснюється вальцювання за допомогою підготовчого валка 26. На цьому етапі здійснюється лише попереднє стиснення та ущільнення матеріалу з метою формування скомпресованої розмельної подушки 25, з якої було видалене повітря. Подрібнення при цьому, як правило, не відбувається через слабкість зусиль, що прикладаються підготовчим валком 26. І лише тільки в розмельному відсіку між розташованими далі розмельним валком 24 та горизонтальною розмельною доріжкою 22 відбувається необхідне подрібнення. Подрібнений матеріал для роздрібнення 25.2 далі просувається під дією відцентрових сил до краю чаші і транспортується за допомогою потоку газу пневматичним способом до сортувального пристрою, встановленого над розмельною камерою (не показано). Розмельні валки 24 та менші підготовчі валки 26 мають конічну форму і розташовані в зоні знаходження обертової розмельної чаші 23 з розмельною доріжкою 22 в такий спосіб, щоб їх робочі поверхні здійснювали вальцювання якомога ближче до зовнішнього краю розмельної доріжки 27 або краю чаші і, тим самим, мали практично однаковий зовнішній ділильний радіус або коло обігу. На фіг. 2 показано підготовчий валок 26 цієї вже відомої конструкції. У повітроструйному валковому млині, що, як відомо з документу DЕ 42 02 784 С2, обладнаний двома валковими парами, кожна з яких складається з розмельного валка та підготовчого валка або валка попереднього стиснення, швидкість підготовчих валків може регулюватися поступово з тим, щоб звести до мінімуму вібрації повітроструйного валкового млина, викликані процесом розмелювання. Розмельні валки та підготовчі валки здійснюють вальцювання своїми робочими поверхнями в безпосередній близькості до обмежувального обода, який розташований вздовж зовнішнього краю розмельної чаші і визначає зовнішню межу розмельної доріжки. В документах DЕ 44 42 099 С2 та ЕР 0792191 В1 викладено дані про валковий млин, в якому валки попереднього стиснення або підготовчі валки сконструйовані у вигляді затискальних валків з тим, щоб впливати на рух матеріалу для роздрібнення між розмельними валками, а також створювати форму греблеподібного стопорного пристрою або обертової підпорної стіни. Тим самим повинна забезпечуватися достатня завантаженість розмельних валків матеріалом для роздрібнення як на нормальній, так і на підвищеній швидкості роздрібнення, а також повинна гарантуватися більша виробнича потужність при відносно низьких ресурсозатратах. Затискальні валки розташовані в безпосередній близькості один до одного і прилягають до розмельних валків подібно до того, як розмельні валки, що встановлені над колом обігу, наближені до краю розмельної чаші. Вирівнювання або попереднє стиснення розмельної 1 UA 105025 C2 5 10 15 20 25 30 35 40 45 50 55 подушки відбувається на ділянках поверхні оболонки затискальних валків, які утворюються між зонами затискання та стопорними кільцями. Випробування та комп'ютерне моделювання з використанням цифрових моделей рельєфу, а також результати оцінки наочних матеріалів експериментальних випробувань показали, що відоме розташування підготовчих валків на зовнішньому краю чаші означає те, що вони не в повній мірі здійснюють вальцювання матеріалу для роздрібнення, який просувається від центру до розмельних валків, і при цьому не відбувається належного попереднього стиснення. Частина потоку матеріалу для роздрібнення, який рухається по спіралі від центру розмельної чаші до зовнішнього краю або до розмельної доріжки, просувається всередину повз торцеву грань підготовчих валків і, таким чином, дістається наступного розмельного валка без попереднього стиснення. Крім того, було встановлено, що частина потоку матеріалу для роздрібнення, що вже пройшов попереднє стиснення за допомогою підготовчого валка, перекидається через край чаші під дією відцентрової сили до потрапляння під наступний розмельний валок і, таким чином, більше не піддається подрібненню за допомогою згаданого наступного розмельного валка. Той потік матеріалу для роздрібнення, який відповідно випадає з розмельної чаші в проміжку між підготовчим та розмельним валком, збільшує внутрішню циркуляцію матеріалу в розмельній та сортувальній камері і потребує додаткової енергії для здійснення пневматичного транспорту до сортувального пристрою. Оскільки ця частина потоку ще не роздрібнена до рівня продуктивної тонкості помелу, вона відбраковується в сортувальному пристрої і падає через розтруб для проміжної продукції назад в центр чаші, звідки направляється до розмельної доріжки. З енергетичної точки зору це означає, що не тільки потребуються додаткові енерговитрати для здійснення пневматичного транспорту, але й відбуваються енерговитрати з боку приводу розмельної чаші на здійснення попереднього стиснення. Завдання винаходу полягає в створенні валкового млина з оптимізованим рухом часток по розмельній чаші та подачею матеріалу для роздрібнення на розмельні валки і в підвищенні ефективності подрібнення, а також скороченні енергозатрат, зокрема в процесі здійснення пневматичного транспорту частинок до розмельної та сортувальної камери. Судячи з винаходу, це завдання досягається за рахунок характерних особливостей, перелічених в п. 1. Корисні та вигідні варіанти втілення винаходу представлені в його підпунктах та зазначені в описі фігур. Можна побачити, що основна ідея винаходу полягає в досягненні за допомогою зміни положення підготовчих валків, стиснення та ущільнення всього матеріалу для роздрібнення, який подається на встановлені за ними розмельні валки. Згідно з даними про винахід підготовчі валки займають своє положення між розмельними валками таким чином, щоб матеріал для роздрібнення, який подається на розмельні валки по спіралі, піддавався вальцюванню та стисненню в повному обсязі. Переваги полягають в тому, що практично безперебійне стиснення досягається за рахунок підготовчих валків, якщо вони налаштовані радіально в напрямку центру розмельної чаші і, таким чином, здійснюють вальцювання своїми робочими поверхнями по меншому колу обігу, ніж розмельні валки. Розмельні валки, крім того, займають своє положення на обертовій розмельній чаші таким чином, що їх робочі поверхні здійснюють вальцювання в безпосередній близькості до краю і, таким чином, в близькості до краю розмельної чаші або до стопорного обода розмельної чаші відповідно. Отже, коло обігу, що визначається розмельними валками, більше за коло обігу, що визначається розташованими згідно з винаходом підготовчими валками. Підготовчі валки з доцентровим радіальним позиціонуванням наразі сприяють попередньому стисненню всього спіралеподібного потоку часток з тим, щоб на встановлений далі розмельний валок подавався лише попередньо стиснений матеріал для роздрібнення. У той же час підготовчі валки з доцентровим радіальним позиціонуванням запобігають перекиданню матеріалу для роздрібнення, який ще не був належним чином подрібнений, за край відповідно розмельної чаші або стопорного обода і транспортуванню його пневматичним способом за допомогою потоку газу на сортування, незважаючи на те, що потрібної тонкості помелу ще не досягнуто. Підготовчі валки ефективно розташовані на певній відстані S від зовнішнього краю розмельної доріжки або від зовнішнього краю розмельної чаші чи стопорного обода, в результаті чого відстань S від зовнішнього краю розмельної доріжки або від краю розмельної чаші чи стопорного обода простягається до межі зовнішнього боку робочої поверхні підготовчих валків. В цілому робоча поверхня підготовчих валків, як і робоча поверхня розмельних валків, ідентична їх вальцювальній оболонці. 2 UA 105025 C2 5 10 15 20 25 30 35 40 45 50 55 Відстань S підготовчих валків від зовнішнього краю розмельної доріжки залежить від умов тертя на розмельній чаші і може змінюватися під дією таких різних факторів впливу, як, наприклад, зміна швидкості обертання або увібрання матеріалом для роздрібнення, що на розмельній доріжці, рідини, а також виходячи з кількості, розміру розмельних валків та відстань їх один від одного й від підготовчих валків. Було встановлено, що залежно від властивостей матеріалу для роздрібнення, що подрібнюється, обраної швидкості обертання розмельної чаші та вимог щодо рівня продуктивної тонкості помелу відстань S має переваги в тому разі, коли вона знаходиться в діапазоні між 25 % та 65 % ширини В робочої поверхні наступного відповідного розмельного валка. Ширина В робочої поверхні - це відстань від зовнішнього боку до межі внутрішнього боку робочої поверхні або вальцювальної оболонки розмельних валків. Переваги полягають в тому, що відстань S підготовчих валків може регулюватися за рахунок зміни форми вальцювальної оболонки підготовчих валків. Вальцювальна оболонка, як правило, розташована на опорі валка або осерді вальцювальної оболонки і кріпиться з можливістю зняття, наприклад, за допомогою затискного кільця. Робоча поверхня вальцювальної оболонки може бути зміщена в бік центру розмельного диска за рахунок зміни форми вальцювальної оболонки. Підготовчі валки, як правило, встановлюються на кулісний важіль і можуть обертатися навколо поворотного шворня кулісного важеля. Якщо поворотний шворінь кулісного важеля кріпиться до корпусу млина або до верхньої частини млина за допомогою комплекту опорних підшипників, то при цьому може відбуватися горизонтальне зміщення системи кулісний важіль підготовчі валки і, внаслідок цього, зміна радіального позиціонування підготовчих валків в районі опорних підшипників або гнізда опорних підшипників. Наприклад, роздільні пластини, які вмонтовані між корпусом млина та гніздом опорних підшипників для забезпечення заздалегідь обумовленого положення підготовчих валків, можуть бути зняті на певному проміжку S з тим, щоб забезпечити доступ для доцентрового радіального налаштування підготовчих валків. Радіальне налаштування підготовчих валків може, крім того, здійснюватись в районі поворотного шворня кулісного важеля, при цьому гнізда підшипників по обидва боки поворотного шворня кулісного важеля зміщуються по горизонталі. Істотні переваги валкового млина, що є об'єктом цього винаходу, полягають в зниженні енерговитрат з одночасним збільшенням виробничої потужності. Результати випробувань, проведених на лабораторному зразку млина з діаметром зовнішньої розмельної доріжки 36 см за різних відстаней S підготовчих валків та різних матеріалів для роздрібнення, показали зниження енерговитрат на 4-11 %. При цьому майже на 8 % забезпечувалось збільшення виробничої потужності. Ці значення були підтверджені в умовах випробувань, проведених на повітроструйному валковому млині марки "LOESCHE", який мав діаметр зовнішньої розмельної доріжки 5.6 м. Енерговитрати при цьому скорочуються за рахунок економії на приводному зусиллі розмельної чаші, приводному зусиллі ротора сортувального пристрою, а також за рахунок меншого споживання енергії, потрібної для пневматичного транспортування дрібної фракції в межах розмельної системи. Нижче подається опис винаходу з посиланням на креслення. Зображення на останніх представлені у вкрай схематичному вигляді: Фіг. 3 позиціонування підготовчого валка, яке є об'єктом винаходу, відносно відповідного розмельного валка; Фіг. 4 контурне зображення розмельної чаші з підготовчим валком; Фіг. 5 кулісний важіль підготовчого валка з фіг. 4; Фіг. 6 контур валкового млина, що є об'єктом винаходу, з альтернативним монтажем підготовчого валка, а також Фіг. 7а, 7b вид збоку підготовчого валка з його регулюванням в напрямку системи опорних підшипників. Фіг. 1 та 2 представляють обмежувальну частину формули винаходу. На фіг. 1 показаний принцип роботи валкової пари, що складається з розмельного валка 24 та підготовчого валка 26, опис яких вже подавався вище. На фіг. 2 показано в одному з видів відоме розташування підготовчого валка 26 на зовнішньому краю розмельної доріжки 27 і, відповідно, по колу обігу, практично ідентичному такому ж колу розмельного валка більш пізнього варіанту розташування (якого не показано). На фіг. 3 показаний підготовчий валок 6, що є об'єктом винаходу, який встановлений таким чином, що він здійснює повне вальцювання та стиснення матеріалу для роздрібнення (якого не показано), що по спіральній траєкторії подається на відповідний розмельний валок 4. 3 UA 105025 C2 5 10 15 20 25 30 35 40 45 50 55 Розмельний валок 4 та підготовчий валок 6 є конічними валками, які здійснюють вальцювання по пласкій розмельній доріжці 2, формуючи при цьому паралельну розмельну щілину. Як показано фіг. 3, підготовчі валки 6 виготовляються меншого розміру, ніж розмельні валки 4, оскільки останні слугують лише для підготовки, а не для, власне, подрібнення завантаженого матеріалу для роздрібнення (якого не показано). В той час як розмельний валок 4 встановлюється над розмельною чашею 3 або над її розмельною доріжкою 2 таким чином, щоб межа зовнішнього боку 14 робочої поверхні 10 розмельного валка 4 здійснювала вальцювання в безпосередній близькості до зовнішнього краю розмельної доріжки 7, підготовчий валок 6 розташований так, що межа зовнішнього боку 16 його робочої поверхні 12 знаходиться на відстані S від зовнішнього краю розмельної доріжки 7. У варіанті, представленому на фіг. 3, за своїм розташуванням підготовчий валок 6 та відповідний розмельний валок 4 показані поряд один з одним. Відстань S для позиціонування підготовчого валка 6, що є об'єктом винаходу, становить близько 50 % від ширини В до робочої поверхні 10 розмельного валка 4. Як видно з фіг. 3, пов'язаного з фіг. 2, положення підготовчого валка 6, яке змінилося в напрямку до центру розмельної чаші, можна досягнути за рахунок зміни форми вальцювальної оболонки 13, що кріпиться на опорі валка або осерді вальцювальної оболонки 19. На фіг. 4 показано розмельну чашу 3 з обмежувальним ободом 8, що проходить по її зовнішньому колу, та з розмельною доріжкою 2, а також підготовчий валок 6, який розташований від ободу 8 на відстані S. Підготовчий валок 6 встановлюється на кулісний важіль 15, який разом з своїм поворотним шворнем кулісного важеля 17 (див. також фіг. 5) після комплектації його бічними підшипниками з гніздами 20 монтується за допомогою вала (якого не показано) в корпус млина 9. Позиціонування підготовчого валка 6 може змінюватися вздовж радіальної осі в залежності від матеріалу, що підлягає подрібненню, швидкості обертання розмельної чаші та особливості вимог щодо рівня продуктивної тонкості помелу за допомогою гнізд бічних підшипників 20 поворотного шворня кулісного важеля 17. Після відімкнення затискача на корпусі млина 9 корпуси бічних підшипників 20 можна рухати по горизонталі (див. за напрямом подвійної стрілки D) з тим, щоб за принципом продовгуватого отвору разом з накладною панеллю вздовж розмельної доріжки 2 також по горизонталі міг зміститися кулісний важіль 15 та підготовчий валок 6 (див. за напрямом подвійної стрілки Е). На фіг. 6 подано контурне зображення валкового млина з розмельним валком 4 та підготовчим валком 6, що йому передує. Підготовчий валок 6 знаходиться на відстані S від обмежувального обода 8, що проходить по зовнішньому колу розмельної чаші 3. На зображенні підготовчого валка 6 в розрізі можна побачити, що він складається з вальцювальної оболонки 13, яка кріпиться до опори валка або осердя вальцювальної оболонки 19. Підготовчий валок 6 проходить своєю робочої поверхнею 12 по меншому колу обігу, ніж розмельний валок 4. Горизонтальне регулювання або зміщення системи підготовчий валок 6/кулісний важіль 15 з його поворотним шворнем 17 може бути здійснене в місці кріплення корпусу опорного підшипника 21 до кулісного важеля 15. Поворотний шворінь кулісного важеля 17 встановлюється на блок опорних підшипників (якого не показано). Знявши роздільні пластини (яких не показано), які були вмонтовані між корпусом блоку опорних підшипників 21 та корпусом млина 9, можна було на місці з легкістю відрегулювати відступ 5 підготовчого валка 6 згідно з потребою. На фіг. 7а та 7b відповідно показано підготовчий валок 6, який кріпиться до накладної панелі 29 корпусу млина 9 і може обертатися разом з нею навколо осі обертання 30, що проходить крізь розмельну камеру 5. Вал кулісного важеля 17 з кулісним важелем 15 підготовчого валка 6 монтується в блок опорних підшипників 21 і позиціонується на фіг. 7а через роздільну пластину 28. В результаті отримується відстань S від зовнішнього краю розмельної доріжки 7 розмельної чаші 3, яка в цьому поданні не має встановленого обмежувального обода. На фіг. 7b роздільна пластина була вилучена з тим, щоб підготовчий валок 6 міг регулюватися вдовж радіальної доцентрової осі, а відстань S між зовнішнім краєм розмельної доріжки 7 та межею зовнішнього боку 16 робочої поверхні 12 підготовчого валка 6 була більшою, ніжу прикладі, представленому на фіг. 7а. 4 UA 105025 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 1. Валковий млин з практично горизонтальною розмельною доріжкою (2) на обертовій розмельній чаші (3), з стаціонарними, обертовими розмельними валками (4), що здійснюють вальцювання поверх розмельної подушки, яка формується за рахунок матеріалу, що подрібнюється на розмельній доріжці (2), а також з стаціонарними, обертовими підготовчими валками (6), що знаходяться між розмельними валками (4), за допомогою яких здійснюється стиснення матеріалу для роздрібнення та видалення з нього повітря, який відрізняється тим, що підготовчі валки (6) розташовані таким чином, що матеріал для роздрібнення, який подається до розмельних валків (4) по спіралі, піддається вальцюванню та стисненню в повному обсязі. 2. Валковий млин за п. 1, який відрізняється тим, що підготовчі валки (6) виконані з можливістю змінювати своє положення вздовж радіальної осі в напрямку до центра розмельної чаші і здійснювати вальцювання своїми робочими поверхнями (12) по колу обігу, меншому, ніж в розмельних валків (4). 3. Валковий млин за п. 1 або 2, який відрізняється тим, що підготовчі валки (6) знаходяться на відстані S від зовнішнього краю розмельної доріжки (7) або від обмежувального обода (8) розмельної чаші (3), а відстань S простягається від зовнішнього краю розмельної доріжки (7) або обмежувального обода (8) розмельної чаші (3) й до межі зовнішнього боку (16) робочої поверхні (12) підготовчих валків (6). 4. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що розмельні валки (4) розташовані таким чином, що вони межею зовнішнього боку (14) своїх робочих поверхонь практично сягають зовнішнього краю розмельної доріжки (7) або обмежувального обода (8) розмельної чаші (3). 5. Валковий млин за будь-яким із пп. 3, 4, який відрізняється тим, що, враховуючи властивості матеріалу, що підлягає подрібненню, позиціонування підготовчих валків (6) на відстані S може бути обумовлене кількістю, розміром та відстанню між розмельними валками (4), швидкістю обертання розмельної чаші (3) та потрібним рівнем продуктивної тонкості помелу. 6. Валковий млин за будь-яким із пп. 3-5, який відрізняється тим, що підготовчі валки (6) знаходяться на відстані S, яка становить від 25 % до 65 % від ширини В робочих поверхонь (10) відповідних розмельних валків (4). 7. Валковий млин за будь-яким із пп. 3-6, який відрізняється тим, що відстань S підготовчих валків (6) може регулюватися за рахунок зміни форми вальцювальної оболонки (13) на опорі валка або осерді вальцювальної оболонки (19) підготовчих валків (6). 8. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що підготовчі валки (6) мають менший, ніж в розмельних валків (4), діаметр й монтуються за допомогою кулісного важеля (15) до корпусу млина (9) окремо. 9. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що дистанційно положення підготовчих валків (6) може регулюватися шляхом налаштування їх осі (11), що на кулісному важелі (15), та/або за місцем знаходження поворотного шворня кулісного важеля (17), та/або за місцем знаходження підшипників (18, 21) чи гнізд підшипників (20) кулісних важелів (15), що вмонтовані в корпус млина (9), наприклад, за допомогою встановлення роздільних пластин (28) між гніздом опорного підшипника (20) та корпусом млина (9). 10. Валковий млин за будь-яким із попередніх пунктів, який відрізняється тим, що в ньому розташовується два, три, чотири, п'ять, шість або більше розмельних валків (4), а перед кожним розмельним валком (4) розташовується принаймні один підготовчий валок (6), котрий здійснює вальцювання по меншому, ніж в розмельних валків (4), колу обігу. 5 UA 105025 C2 6 UA 105025 C2 7 UA 105025 C2 8 UA 105025 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller mill
Автори російськоюLangel, Jorg
МПК / Мітки
МПК: B02C 15/06, B02C 15/04
Код посилання
<a href="https://ua.patents.su/11-105025-valkovijj-mlin.html" target="_blank" rel="follow" title="База патентів України">Валковий млин</a>
Валковий млин для подрібнювання дисперсного матеріалу
Номер патенту: 96051
Опубліковано: 26.09.2011
Автори: Хангхьой Сьорен, Олсен Мортен
МПК: B02C 15/00
Мітки: матеріалу, млин, дисперсного, подрібнювання, валковий
Формула / Реферат:
1. Валковий млин (1) для подрібнювання дисперсного матеріалу, такого як вихідна цементна сировина, цементний клінкер, вугілля й інші подібні матеріали, що містить по суті горизонтальний розмелювальний стіл (3) і групу валків, установлених з можливістю обертання навколо вертикального вала (5), причому ця група включає декілька валків (4), виконаних з можливістю обертання навколо відповідних осей валка й зв'язаних через підшипник (16) валка й...
Валковий млин

Номер патенту: 34052
Опубліковано: 15.02.2001
Автори: Голозубов Сергій Миколайович, Картохін Анатолій Миколайович
МПК: B02C 4/10
Текст:
...надходить на валок 2, що обертається, який рифлями З захоплює і затягує зерно в зазор 15 між робочими поверхнями валка 2 і першою декою 4, виготовленою в вигляді плоскої пластини з гладкою робочою поверхнею. Перша дека 4 служить для затягнення зерна в зазор 15 і подачі його на другу деку 4. Друга дека 4 виконана в вигляді пластини з рифленою випуклою робочою поверхнею, радіус якої знаходиться в межах (0,9:1,4)R, де R радіус валка. Зазор 15...
Млин барабанно-валковий
Номер патенту: 17159
Опубліковано: 15.09.2006
Автори: Невідомський Володимир Олександрович, Єгошин Юрій Сергійович, Веріч Євген Дмитрович, Єгошин Костянтин Юрійович
МПК: B02C 17/10
Мітки: млин, барабанно-валковий
Формула / Реферат:
1. Млин барабанно-валковий, що містить виконаний із внутрішньою кільцевою розмелюваною доріжкою барабан, який виконаний з можливістю обертання з надкритичною швидкістю приводом, оснащений притискним пристроєм подрібнюючий валок, плоский лоток, установлений над валком з нахилом до горизонту, та скребок для розпушення матеріалу, який відрізняється тим, що барабан виконано з завантажувальною камерою, внутрішня поверхня якої оснащена...
Валковий млин
Номер патенту: 96049
Опубліковано: 26.09.2011
Автори: Хангхьой Сьорен, Фоугнер Андерс
МПК: B02C 15/00
Формула / Реферат:
1. Валковий млин (1) для подрібнювання дисперсних матеріалів, таких як вихідна цементна сировина, цементний клінкер і подібні матеріали, що містить по суті горизонтальний розмельний стіл (3), щонайменше один взаємодіючий з ним робочий валок (4), пристосований для обертання навколо осі (6) валка за допомогою підшипника (7) валка, і замкнуту систему циркуляції мастильного матеріалу, призначену для змащення підшипника (7) валка, яка включає...
Валковий млин
Номер патенту: 57968
Опубліковано: 15.07.2003
Автор: Костюк Володимир Григорович
МПК: B02C 15/00, B02C 17/10
Формула / Реферат:
1. Валковий млин, що включає привідний циліндричний корпус, установлений на роликоопорах, розміщену в корпусі, щонайменше одну пару помольних валків, вільно встановлених у циліндричному корпусі і з'єднаних з індивідуальним пристроєм для притиску, що складається з пристрою, що демпфує, і важеля, пристрій для завантаження сировини і систему вивантаження готової продукції, який відрізняється тим, що індивідуальний пристрій для притиску кожної...
Попередній патент: Спосіб одержання попередників алюмінату кальцію з відходів від переробки сольового шламу
Наступний патент: Закупорювальний пристрій для дозованої подачі рідини
Випадковий патент: Пристрій для дешифрування спектральних характеристик об`єкта