Вакуумно-дуговий пристрій для нанесення покриттів
Номер патенту: 107598
Опубліковано: 26.01.2015

Формула / Реферат
1. Вакуумно-дуговий пристрій для нанесення покриттів, що містить співвісно встановлені трубчастий анод, витратний стрижневий катод, розміщений з однієї сторони анода, тримач підкладки, розміщений з іншої сторони анода, соленоїд, що охоплює анод і катод, перший ступінь запуску, створений підпалюючим електродом і додатковим електродом, що охоплює катод, розрядний проміжок якого заповнений керамікою, підключений до виходу блока живлення першого ступеня і розташований біля бокової поверхні неробочої ділянки катода, другий ступінь запуску, створений додатковим електродом і катодом, підключений до виходу блока живлення другого ступеня, який відрізняється тим, що в пристрій додатково введений третій ступінь запуску, утворений кільцевим пусковим електродом, що з'єднаний з анодом, а також анодом і катодом, що підключений до виходу блока живлення третього ступеня, причому позитивний вивід виходу блока живлення третього ступеня з'єднаний з пусковим електродом, керуючі входи блоків живлення першого, другого й третього ступенів з'єднані з виходами блока керування, перший вхід якого приєднаний до датчика тиску, підключеного до робочого об'єму пристрою, а другий вхід приєднаний до датчика струму дуги в ланцюзі анод - катод пристрою.
2. Пристрій за п. 1, який відрізняється тим, що містить не менш ніж один додатковий перший ступінь запуску із блоком живлення першого ступеня, вихід якого підключений до електродів додаткового першого ступеня запуску, а вхід до виходу блока керування, що має кількість виходів для підключення блоків живлення першого ступеня, рівну кількості перших ступенів запуску.
3. Пристрій за п. 1, який відрізняється тим, що пусковий електрод охоплений соленоїдом.
Текст
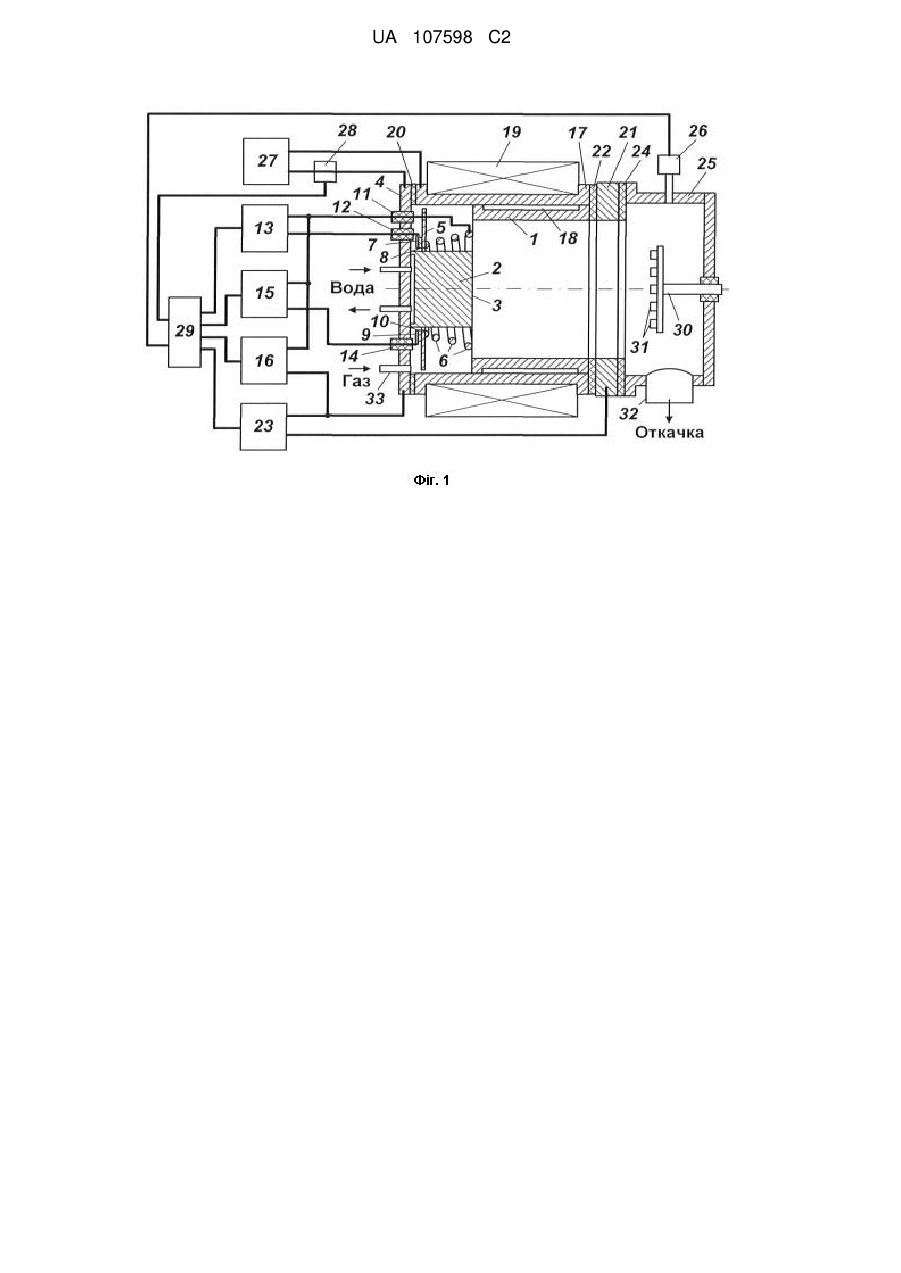
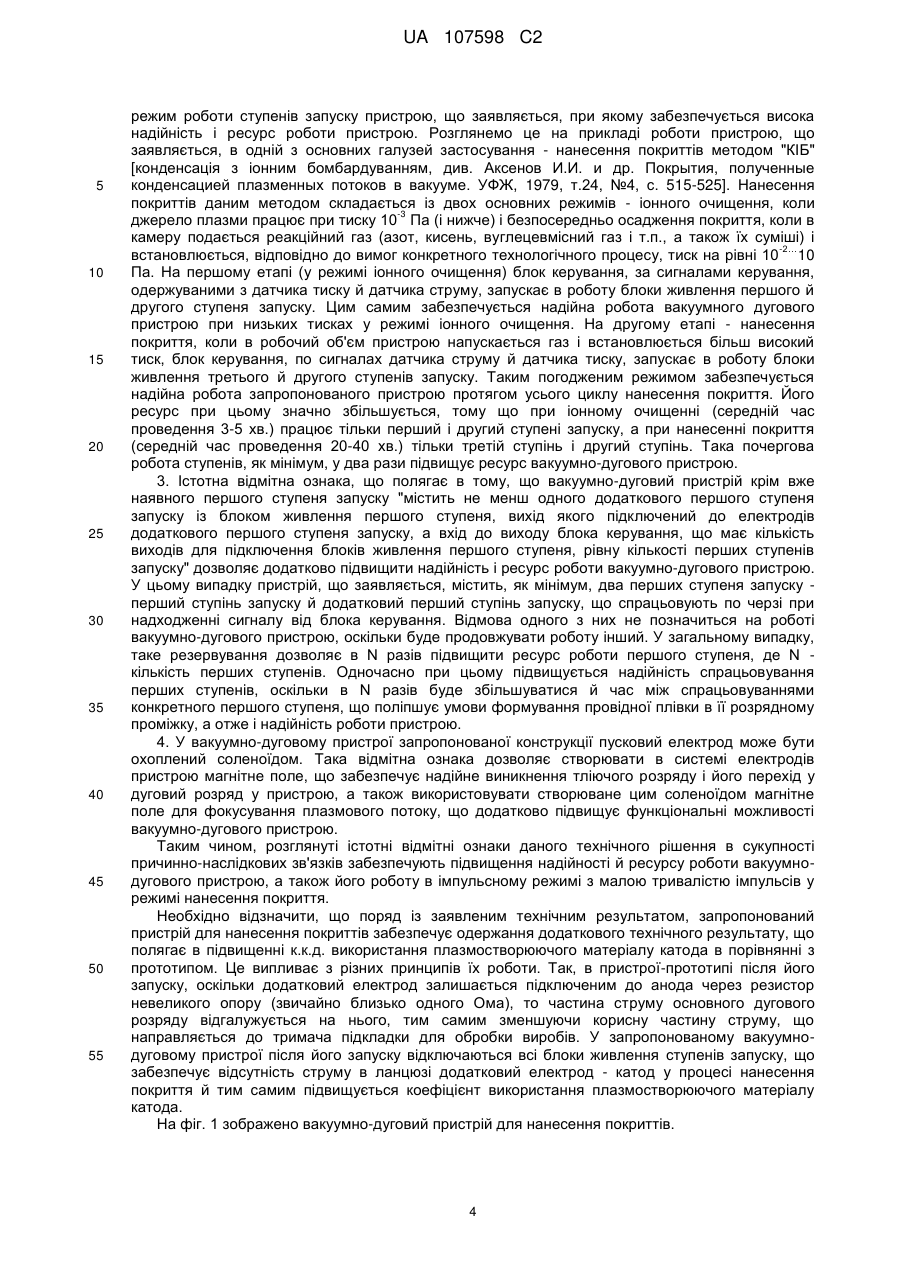
Реферат: Винахід належить до галузі електротехніки, зокрема до вакуумно-дугових пристроїв, які використовуються для нанесення покриттів різного призначення іонно-плазмовими методами у вакуумі, для очищення і нагріву оброблюваного матеріалу, для травлення і модифікації поверхневих шарів і т.п. Вакуумно-дуговий пристрій для нанесення покриттів оснащено трьома ступенями збудження дуги із блоками їх живлення. Погоджене керування роботою ступенів, першим та другим при низькому тиску, другим і третім при високому тиску, в процесі обробки виробів здійснюється за сигналами датчика тиску і датчика струму дуги блоком керування. У режимі нанесення покриттів при запуску пристрою третім ступенем запуску забезпечується можливість роботи в режимі з малою тривалістю імпульсів. Для додаткового підвищення надійності й ресурсу роботи, пристрій може містити кілька перших ступенів запуску. Пусковий електрод третього ступеня запуску охоплений соленоїдом. Технічним результатом винаходу є підвищення надійності і ресурсу роботи пристрою, а також забезпечення його роботи в імпульсному режимі з малою тривалістю імпульсів в режимі нанесення покриття. UA 107598 C2 (12) UA 107598 C2 UA 107598 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до галузі електротехніки, зокрема до вакуумно-дугових пристроїв, які використовуються для нанесення покриттів різного призначення іонно-плазмовими методами у вакуумі, для очищення і нагріву оброблюваного матеріалу, для модифікації поверхневих шарів і т.п. Відомий імпульсний генератор металевої плазми, описаний в [Джилмаур мл., Локвуд. Импульсные генераторы металлической плазмы. - ТИИЭР, 1972, т. 60, № 8, с. 68-70, фіг. 8,d], що запускається подачею пускових імпульсів на електрод, що підпалює, який охоплює із зазором катод. В генераторі між електродом, що підпалює, і катодом розміщений ізолятор. Даний пристрій характеризує простота реалізації, однак при цьому він має й істотний недолік, що полягає в невисокому ресурсі, який не перевищує п'яти годин роботи при максимальній (300 Гц) частоті проходження імпульсів дуги. Відомий керований вакуумний розрядник, що укладається із двох коаксіально розташованих електродів [Дж. Фаррелл. Инициация вакуумной дуги. В кн.: Вакуумные дуги. М: Наука, 1982, с. 145-146, мал.3.10], що спрацьовує при подачі напруги 10 кВ на електрод, що підпалює, і пробої розрядного проміжку величиною 0,5 мм. Основними недоліками такого пристрою є: необхідність використання імпульсу високої напруги порядку 10 кВ; складність виготовлення, що полягає в застосуванні металогідридів і необхідності виставляння ізолюючого зазору 0,5 мм; недостатньо високий ресурс роботи. З метою підвищення надійності запуску вакуумно-дугового пристрою [авт. свід. СРСР № 1040631, МКВ Н 05 Н 1/26, 24.06.80. Бюл. ОИПОТЗ, 1983, № 33], його пусковий розрядний проміжок заповнений керамічною вставкою. Однак у цьому випадку через швидке руйнування кераміки за рахунок впливу катодної плями основного дугового розряду відбувається швидкий вихід з ладу вузла збудження дуги й, як наслідок, всього пристрою в цілому. Підвищити надійність роботи вакуумно-дугового пристрою можна використовуючи безконтактний спосіб збудження дуги за допомогою плазмового інжектора, описаний в [Аксенов И.И., Белоус В.А. Возбуждение вакуумной дуги в источниках металлической плазмы. ТВТ, 1979, т. 17, в. 1, с. 1-4] і реалізований у вакуумно-дуговому пристрої [Аксенов И.И. и др. Пусковое устройство вакуумного электродугового плазменного ускорителя. В кн.: Источники и ускорители плазмы. Харьков, 1981, в.5, с. 50-55]. Надійність збудження дуги в такому пристрої визначається рядом факторів, одним з яких є наявність у розрядному проміжку інжектора тонкої провідної плівки. Її відсутність призводить до різкого падіння надійності. Ресурс таких пристроїв при 5 використанні діелектричної вставки з кераміки різних сортів не перевищує 10 спрацьовувань через руйнування кераміки інжектора під впливом теплових ударів, що супроводжують як поверхневий пробій, так і електричний вибух металевої плівки, що формується на поверхні ізолятора інжектора. Відомі вакуумно-дугові пристрої, запуск яких здійснюється шляхом переходу тліючого розряду в дуговий у системі електродів пеннінговського й полокатодного типів [Аксенов И.И. Вакуумная дуга в эрозионных источниках плазмы. - Харьков: ННЦ ХФТИ, 2005. - С. 31-37]. Створення початкової плазми в таких пристроях тліючим розрядом, що існує у системі електродів досить великих розмірів, забезпечує їм високий ресурс роботи. Однак істотний недолік, що обмежує застосування вакуумно-дугових пристроїв із запуском тліючим розрядом, -2 полягає в тому, що вони практично непрацездатні при знижених тисках [порядку 10 Па и нижче, див. Сысоев Ю.А. Инициирование вакуумно-дугового разряда в технологических источниках плазмы. Сб. науч. тр. "Вопросы проектир. и произв-ва деталей констр. летат. аппар.» Спец. вып. "Новые технологии, в машиностроении" Нац. аэрокосм, ун-т им. Н.Е. Жуковского "ХАИ", 2010, вип. 3(63), с. 291, рис.15 и 16]. Найбільш близьким до вакуумно-дугового пристрою, що заявляється, по технічній суті є вакуумно-дуговий плазмовий пристрій по авт. свід. № 1558284, МКВ Н05В 7/22 від 19.04.88, вибраний як прототип. Цей плазмовий пристрій містить співвісно встановлені трубчастий анод, витратний стрижневий катод, розміщений з однієї сторони анода, тримач підкладки, розміщений з іншої сторони анода, соленоїд, що охоплює анод і катод, перший ступінь запуску, створений підпалюючим електродом і додатковим електродом, що охоплює катод, розрядний проміжок якого заповнений керамікою, підключений до виходу блока живлення першого ступеня і розташований біля бокової поверхні неробочої ділянки катода, другий ступінь запуску, створений додатковим електродом і катодом, підключений до виходу блока живлення другого ступеня. В пристрої-прототипі при подачі імпульсу запуску на електрод, що підпалює, здійснюється збудження вакуумно-дугового розряду, що дозволяє робити обробку виробів, розміщених на тримачі підкладки. 1 UA 107598 C2 5 10 15 20 25 30 35 40 45 50 55 60 Разом з тим, пристрою-прототипу властивий ряд істотних недоліків, до яких належать низька надійність, недостатньо високий ресурс і неможливість роботи в імпульсному режимі з малою тривалістю імпульсів дуги. Розглянемо відзначені недоліки докладніше. Умовою надійної роботи пристрою-прототипу є гарантоване спрацьовування першого ступеня запуску при подачі імпульсу на електрод, що підпалює. При спрацьовуванні першого ступеня запуску формується плазмовий згусток, що забезпечує спрацьовування другого ступеня запуску, тобто запалювання розряду в другому ступені між додатковим електродом і катодом. У свою чергу, плазма другого ступеня запуску збуджує розряд між основними електродами пристрою - анодом і катодом, після загоряння якого відбувається процес обробки виробів. Відсутність керамічних елементів у другому ступені запуску забезпечує йому високий ресурс роботи. Однак для його спрацьовування необхідне спрацьовування першого ступеня запуску. Таким чином, при відмові з якоїсь причини першого ступеня запуску відбувається відмова вакуумно-дугового плазмового пристрою в цілому. Для полегшення спрацьовування першого ступеня запуску розрядний проміжок між електродом, що підпалює, і додатковим електродом в пристрої-прототипі заповнений керамікою. Поверхня кераміки в процесі роботи пристрою покривається провідною плівкою з матеріалу катода, що підвищує надійність спрацьовування першого ступеня запуску. Відсутність з якоїсь причини такої плівки на поверхні кераміки приводить до зниження надійності спрацьовування першого ступеня запуску. Відзначене характерне для роботи пристроюпрототипу в режимах з малими струмами дуги, при використанні як матеріалів катода тугоплавких металів, а також при роботі із частими включеннями й відключеннями пристрою (режим іонного очищення). У всіх відзначених випадках відбуваються часті спрацьовування першого ступеня запуску, що приводить до того, що металева плівка в розрядному проміжку першого ступеня запуску між її спрацьовуваннями під час горіння дуги відновитися не встигає, що, у результаті, приводить до зниження надійності запуску плазмового пристрою. Застосування для запуску першого ступеня високовольтної імпульсної напруги порядку 16 кВ [авт. свід. №1012771 МКВ Н05В 7/18], яка повинна забезпечувати пробій розрядного проміжку у відсутності тонкої металевої плівки, як показує практичний досвід експлуатації вакуумно-дугових пристроїв в установках типу "Булат" і аналогічних, при прийнятній енергії, вкладеної в розряд першого ступеня (2-5 Дж), дозволяє забезпечити збудження дугового розряду з ймовірністю не більш 30-60 % [Аксенов И.И. и др. Пусковое устройство вакуумного электродугового плазменного ускорителя. В кн.: Источники и ускорители плазмы. X: ХАИ, 1981, в.5, с. 50-55]. Крім того, як показали дослідження, ресурс першого ступеня запуску при використанні 5 кераміки 22ХС і М-7 у найкращому разі не перевищує 10 спрацьовувань через руйнування кераміки [Сысоев Ю.А. Инициирование вакуумно-дугового разряда в технологических источниках плазмы. Сб. науч. тр. "Вопросы проектир. и произв-ва. деталей конструкций летательных аппар.» Нац. аэрокосм, ун-т им. Н.Е. Жуковского "ХАИ", 2010, в. 3(63). - с. 286]. Такий ресурс роботи є недостатнім, оскільки найчастіше ще до вироблення катода приводить до відмови пристрою-прототипу через необхідність відновлення працездатності першого ступеня запуску (інжектора). Наступний недолік пов'язаний з тим, що хоча пристрій-прототип досить стійко працює в стаціонарному режимі, однак непрацездатний в імпульсному режимі при тривалості імпульсів дуги менш кількох сотень мілісекунд. Причинами цього є наступні обставини. Катодна пляма дугового розряду, збуджувана на боковій поверхні катода в районі першого ступеня запуску, під впливом магнітного поля, створюваного при протіканні струму по витках додаткового електрода, переміщається на робочу поверхню катода. Для рівномірного виробітку катода необхідно, щоб катодна пляма, як мінімум, досягала центру робочої поверхні катода, що забезпечується тривалістю горіння дуги не менш кількох сотень мілісекунд. При меншій тривалості імпульсу горіння дугового розряду ерозія катода буде нерівномірною й відбуватися в більшій мірі на боковій неробочій поверхні катода. Чим менше тривалість імпульсу, тим більше ця нерівномірність, яка в результаті (при тривалій роботі в режимі коротких імпульсів) приводить до утворення кільцеподібного вилучення на бічній поверхні катода й відмови пристроюпрототипу через неможливість виводу катодної плями на робочу поверхню катода навіть при переході в стаціонарний режим. Таким чином, з розглянутих вище особливостей роботи пристрою-прототипу видно, що йому властиві істотні недоліки, до яких належать низька надійність, недостатньо високий ресурс і неможливість роботи в імпульсному режимі з малою тривалістю імпульсів дуги в режимі нанесення покриття. 2 UA 107598 C2 5 10 15 20 25 30 35 40 45 50 55 60 Технічною задачею запропонованого вакуумно-дугового пристрою для нанесення покриттів є підвищення надійності й ресурсу роботи пристрою, а також забезпечення роботи в імпульсному режимі з малою тривалістю імпульсів дуги в режимі нанесення покриття. Поставлена технічна задача вирішується тим, що у вакуумно-дуговий пристрій, що містить співвісно встановлені трубчастий анод, витратний стрижневий катод, розміщений з однієї сторони анода, тримач підкладки, розміщений з іншої сторони анода, соленоїд, що охоплює анод і катод, перший ступінь запуску, створений підпалюючим електродом і додатковим електродом, що охоплює катод, розрядний проміжок якого заповнений керамікою, підключений до виходу блока живлення першого ступеня і розташований біля бокової поверхні неробочої ділянки катода, другий ступінь запуску, створений додатковим електродом і катодом, підключений до виходу блока живлення другого ступеня, згідно з винаходом, в пристрій додатково введений третій ступінь запуску, утворений кільцевим пусковим електродом, що з'єднаний з анодом, а також анодом і катодом, що підключений до виходу блока живлення третього ступеня, причому позитивний вивід виходу блока живлення третього ступеня з'єднаний з пусковим електродом, керуючі входи блоків живлення першого, другого й третього ступенів з'єднані з виходами блока керування, перший вхід якого приєднаний до датчика тиску, підключеного до робочого об'єму пристрою, а другий вхід приєднаний до датчика струму дуги в ланцюзі анод - катод пристрою. Поставлена технічна задача вирішується також тим, що вакуумно-дуговий пристрій містить не менш ніж один додатковий перший ступінь запуску із блоком живлення додаткового першого ступеня, вихід якого підключений до електродів додаткового першого ступеня запуску, а вхід до виходу блока керування, що має кількість виходів для підключення блоків живлення першого ступеня рівну кількості перших ступенів запуску, а пусковий електрод охоплений соленоїдом. Розглянемо детально причинно-наслідковий зв'язок між істотними відмітними ознаками запропонованого пристрою і технічним результатом, що досягається. 1. Введення в пристрій третього ступеня запуску, утвореного кільцевим пусковим електродом, пристикованим до анода, а також анодом і катодом і підключеного до виходу блока живлення третього ступеня так, що позитивний вивід виходу блока живлення третього ступеня, з'єднаний з пусковим електродом, забезпечує одержання наступних позитивних результатів. При подачі позитивного імпульсу з виходу блоку живлення цього ступеня на пусковий електрод третього ступеня запуску в системі електродів: пусковий електрод - анод і катод пристрою виникає (при відповідному магнітному полі, створюваному соленоїдом, що охоплює анод і катод і тиску газів в пристрої) тліючий розряд, що переходить у дуговий з утворенням катодної плями дуги на катоді пристрою, оскільки силові лінії магнітного поля перетинають струмоприймальну поверхню катода. Форма тліючого розряду - полокатодний або пеннінговський режим буде визначатися тим, з якої сторони до анода пристикований пусковий електрод. У цьому випадку запуск пристрою здійснюється третім ступенем запуску, що має, по суті, ресурс, обмежений тільки запасом плазмостворюючого матеріалу катода. Надійність запуску пристрою третім ступенем при включеному у цей момент другого ступеня запуску, обумовлена ймовірністю -2… запалювання вакуумно-дугового розряду, у діапазоні тисків 10 5 Па, наявністю магнітного 4… 5 поля розміром 10 10 А/м і амплітуді пускових імпульсів 1,5…2,0 кВ близька до 100 %. Надійний запуск запропонованого пристрою третім ступенем запуску при роботі в режимі нанесення покриття, забезпечується й тим, що в об'ємі в цьому випадку присутні реакційні гази, що утворюють на поверхні катода плівки хімічних сполук з матеріалом катода (оксидні, нітридні, карбідні і їх комбінації), що стимулюють появу в цих областях катодних плям. Оскільки при запуску розглянутим способом катодна пляма утворюється безпосередньо на робочій поверхні катода, з рівною ймовірністю виникнення в будь-якій точці поверхні, то в цьому випадку знімаються обмеження по тривалості імпульсу вакуумно-дугового розряду в режимі нанесення покриття, оскільки рівномірна ерозія катода буде забезпечуватися при як завгодно малому часі горіння дуги. Істотним фактором, що підвищує надійність запуску пристрою третім ступенем, є одночасне включення із третім ступенем запуску другого ступеня запуску. Цим досягається полегшення умов формування й існування катодної плями дуги за рахунок наявності поблизу робочої поверхні катода додаткового електрода другого ступеня запуску, що перебуває під позитивним щодо катода потенціалом на відміну від відомих пристроїв із запуском тліючим розрядом [Аксенов И.И. Вакуумная дуга в эрозионных источниках плазмы. - Харьков: ННЦ ХФТИ, 2005, с. 31-37]. 2. Істотні відмітні ознаки "керуючі входи блоків живлення першого, другого й третього ступенів з'єднані з виходами блока керування, перший вхід якого приєднаний до датчика тиску, підключеного до робочого об'єму пристрою, а другий вхід приєднаний до датчика струму дуги в ланцюзі анод - катод пристрою" дозволяють створити найбільш раціональний погоджений 3 UA 107598 C2 5 10 15 20 25 30 35 40 45 50 55 режим роботи ступенів запуску пристрою, що заявляється, при якому забезпечується висока надійність і ресурс роботи пристрою. Розглянемо це на прикладі роботи пристрою, що заявляється, в одній з основних галузей застосування - нанесення покриттів методом "КІБ" [конденсація з іонним бомбардуванням, див. Аксенов И.И. и др. Покрытия, полученные конденсацией плазменных потоков в вакууме. УФЖ, 1979, т.24, №4, с. 515-525]. Нанесення покриттів даним методом складається із двох основних режимів - іонного очищення, коли -3 джерело плазми працює при тиску 10 Па (і нижче) і безпосередньо осадження покриття, коли в камеру подається реакційний газ (азот, кисень, вуглецевмісний газ і т.п., а також їх суміші) і -2… встановлюється, відповідно до вимог конкретного технологічного процесу, тиск на рівні 10 10 Па. На першому етапі (у режимі іонного очищення) блок керування, за сигналами керування, одержуваними з датчика тиску й датчика струму, запускає в роботу блоки живлення першого й другого ступеня запуску. Цим самим забезпечується надійна робота вакуумного дугового пристрою при низьких тисках у режимі іонного очищення. На другому етапі - нанесення покриття, коли в робочий об'єм пристрою напускається газ і встановлюється більш високий тиск, блок керування, по сигналах датчика струму й датчика тиску, запускає в роботу блоки живлення третього й другого ступенів запуску. Таким погодженим режимом забезпечується надійна робота запропонованого пристрою протягом усього циклу нанесення покриття. Його ресурс при цьому значно збільшується, тому що при іонному очищенні (середній час проведення 3-5 хв.) працює тільки перший і другий ступені запуску, а при нанесенні покриття (середній час проведення 20-40 хв.) тільки третій ступінь і другий ступінь. Така почергова робота ступенів, як мінімум, у два рази підвищує ресурс вакуумно-дугового пристрою. 3. Істотна відмітна ознака, що полягає в тому, що вакуумно-дуговий пристрій крім вже наявного першого ступеня запуску "містить не менш одного додаткового першого ступеня запуску із блоком живлення першого ступеня, вихід якого підключений до електродів додаткового першого ступеня запуску, а вхід до виходу блока керування, що має кількість виходів для підключення блоків живлення першого ступеня, рівну кількості перших ступенів запуску" дозволяє додатково підвищити надійність і ресурс роботи вакуумно-дугового пристрою. У цьому випадку пристрій, що заявляється, містить, як мінімум, два перших ступеня запуску перший ступінь запуску й додатковий перший ступінь запуску, що спрацьовують по черзі при надходженні сигналу від блока керування. Відмова одного з них не позначиться на роботі вакуумно-дугового пристрою, оскільки буде продовжувати роботу інший. У загальному випадку, таке резервування дозволяє в N разів підвищити ресурс роботи першого ступеня, де N кількість перших ступенів. Одночасно при цьому підвищується надійність спрацьовування перших ступенів, оскільки в N разів буде збільшуватися й час між спрацьовуваннями конкретного першого ступеня, що поліпшує умови формування провідної плівки в її розрядному проміжку, а отже і надійність роботи пристрою. 4. У вакуумно-дуговому пристрої запропонованої конструкції пусковий електрод може бути охоплений соленоїдом. Така відмітна ознака дозволяє створювати в системі електродів пристрою магнітне поле, що забезпечує надійне виникнення тліючого розряду і його перехід у дуговий розряд у пристрою, а також використовувати створюване цим соленоїдом магнітне поле для фокусування плазмового потоку, що додатково підвищує функціональні можливості вакуумно-дугового пристрою. Таким чином, розглянуті істотні відмітні ознаки даного технічного рішення в сукупності причинно-наслідкових зв'язків забезпечують підвищення надійності й ресурсу роботи вакуумнодугового пристрою, а також його роботу в імпульсному режимі з малою тривалістю імпульсів у режимі нанесення покриття. Необхідно відзначити, що поряд із заявленим технічним результатом, запропонований пристрій для нанесення покриттів забезпечує одержання додаткового технічного результату, що полягає в підвищенні к.к.д. використання плазмостворюючого матеріалу катода в порівнянні з прототипом. Це випливає з різних принципів їх роботи. Так, в пристрої-прототипі після його запуску, оскільки додатковий електрод залишається підключеним до анода через резистор невеликого опору (звичайно близько одного Ома), то частина струму основного дугового розряду відгалужується на нього, тим самим зменшуючи корисну частину струму, що направляється до тримача підкладки для обробки виробів. У запропонованому вакуумнодуговому пристрої після його запуску відключаються всі блоки живлення ступенів запуску, що забезпечує відсутність струму в ланцюзі додатковий електрод - катод у процесі нанесення покриття й тим самим підвищується коефіцієнт використання плазмостворюючого матеріалу катода. На фіг. 1 зображено вакуумно-дуговий пристрій для нанесення покриттів. 4 UA 107598 C2 5 10 15 20 25 30 35 40 45 50 55 60 На фіг. 2 зображений варіант виконання вакуумно-дугового пристрою для нанесення покриттів із соленоїдом, що охоплює пусковий електрод. На фіг. 3 зображений варіант виконання вакуумно-дугового пристрою для нанесення покриттів з розміщенням пускового електрода між катодом і анодом пристрою. На фіг. 4 зображений варіант виконання вакуумно-дугового пристрою для нанесення покриттів, у якім функції анода виконує вакуумна камера. Вакуумно-дуговий пристрій для нанесення покриттів містить співвісно розміщені циліндричний анод 1, виконаний у вигляді відрізка труби з немагнітної нержавіючої сталі, стрижневий плазмостворюючий катод 2, що витрачається, розташований з однієї сторони анода 1 і звернений до нього робочим торцем 3. Із протилежної сторони катод 2 закріплено на фланці 4, що водоохолоджується. Катод 2 співвісно охоплює додатковий електрод, виконаний складовим з кільця 5, розташованого біля неробочого торця катода 2, і зрізаної конусоподібної спіралі 6, прикріпленої меншим витком до кільця 5. Більший виток спіралі 6 суміщено з робочим торцем 3 катода 2. У боковій поверхні катода 2 в області його неробочого торця розміщений перший ступінь запуску, утворений електродом 7, що підпалює, і кільцем 5 додаткового електрода, розрядний проміжок якого заповнений керамікою 8. Діаметрально протилежно першому ступеню запуску розміщений додатковий перший ступінь запуску, утворений електродом 9, що підпалює, і кільцем 5 додаткового електрода, розрядний проміжок якого заповнений керамікою 10. Розрядний проміжок другого ступеня запуску утворений витками конусоподібної спіралі 6 додаткового електрода й катодом 2. Через електричні вводи 11 і 12 у фланці 4 перший ступінь запуску підключений до виходу блока живлення першого ступеня запуску 13, через електричні вводи 11 і 14 додатковий перший ступінь запуску підключений до виходу блока живлення додаткового першого ступеня запуску 15. Другий ступінь запуску підключений до виходу блока живлення другого ступеня запуску 16 через електричний ввід 11 і фланець 4. Анод 1 закріплено усередині корпуса 17, виконаного у вигляді відрізка труби із нержавіючої немагнітної сталі з утвором порожнини 18, що водоохолоджується. Зовні корпус 17 охоплений соленоїдом 19, підключеним до окремого блока живлення (на фіг. 1 не показаний). До корпусу 17 із протилежних сторін прикріплені фланець 4, ізольований від корпуса 17 кільцевим ізолятором 20, і пусковий електрод 21, ізольований від корпуса 17 кільцевим ізолятором 22. Пусковий електрод 21 утворює з електродами: катодом 2 і анодом 1 третій ступінь запуску, підключений до виходу блоку живлення третього ступеня запуску 23. Через кільцевий ізолятор 24 пусковий електрод 21 пристикований до вакуумної камери 25, оснащеної датчиком тиску 26. Анод 1 і катод 2 пристрою приєднані до блока живлення основного дугового розряду 27. В електричному ланцюзі струму дугового розряду встановлений датчик струму 28. Входи блока живлення першого ступеня запуску 13, блока живлення додаткового першого ступеня запуску 15, блока живлення другого ступеня запуску 16, блока живлення третього ступеня запуску 23 підключені до виходів блока керування 29. Входи блока керування 29 з'єднані з датчиком струму 28 і датчиком тиску 26. Усередині вакуумної камери 25 установлений тримач підкладки 30 з оброблюваними виробами 31. Вакуумна камера 25 оснащена патрубком 32, приєднаним до системи, що відкачує (на фіг. 1 не показане). Фланець 4 має патрубок 33 для подачі реакційного газу або суміші газів у робочий об'єм пристрою. Пристрій працює в такий спосіб. У первинному стані блок живлення основного дугового розряду 27 включений і між анодом 1 і катодом 2 пристрою прикладена різниця потенціалів, рівна напрузі холостого ходу блока 27. Соленоїд 19 підключений до окремого джерела живлення (на фіг. 1 не показаний) і в пристрої створюється магнітне поле. Включається блок керування 29, який аналізує сигнали з датчиків тиску 26 і струму 28, що надходять на його входи. По сигналу датчика тиску 26 при низькому -2 тиску (нижче 10 Па) і відсутності сигналу з датчика струму 28, блок керування 29 на виходах, з'єднаних із входом блоку живлення першого ступеня запуску 13 і входом блока живлення другого ступеня запуску 16, видає сигнали, що включають ці блоки (13 і 16). При включенні блока живлення першого ступеня запуску 13 спрацьовує перший ступінь запуску. Плазмовим згустком, що утворюється при цьому, запускається другий ступінь запуску, що живиться від блока живлення другого ступеня 16. Спрацьовування другого ступеня запуску приводить до збудження основного дугового розряду між анодом 1 і катодом 2 пристрою. Плазма, що утворюється при горінні дугового розряду, направляється до виробів 31 для їхньої обробки. Виникнення основного дугового розряду в ланцюзі анод 1 - катод 2 фіксується датчиком струму 28, який видає сигнал на вхід блока керування 29. Наявність на вході такого сигналу приводить до зняття на виходах блока керування 29, підключених до блока живлення першого ступеня запуску 13 і до блока живлення другого ступеня запуску 16 сигналу, що дозволяє їхню роботу, тобто до їхнього відключення. 5 UA 107598 C2 5 10 15 20 25 30 35 40 45 50 55 60 Процес обробки виробів іде доти, поки існує основний дуговий розряд. При його загасанні, з якоїсь причини (наприклад, примусового відключення пристрою в період іонного очищення або мимовільного загасання дуги), процес запуску пристрою повторюється аналогічним чином при наявності в пристрої одного першого ступеня запуску. При наявності додаткового першого ступеня запуску, процес запуску видозмінюється. У цьому випадку блок керування 29 при кожному вступі сигналу з датчика струму 28 по черзі по своїх виходах включає в роботу то блок живлення першого ступеня запуску 13, то блок живлення додаткового першого ступеня запуску 15. Цим самим забезпечується підвищення надійності й ресурсу роботи пристрою. Після завершення роботи при низькому тиску (закінченні процесу іонного очищення), здійснюється перехід у режим нанесення покриття шляхом подачі реакційного газу (або суміші газів) через патрубок 33 у робочий об'єм пристрою (і зниженні напруги на тримачі підкладки 30). Відповідно до вимог конкретного технологічного процесу при цьому встановлюється тиск у -2 вакуумній камері 25 у діапазоні 10 …10 Па. Саме вакуумно-дуговий пристрій при цьому нормально працює аж до чергового мимовільного загасання вакуумно-дугового розряду. Однак його запуск в умовах, що змінилися, буде відбуватися зовсім інакше. -2 При сигналі з датчика тиску 26 при високому тиску (більше 10 Па) і сигналі з датчика струму 28 про відсутність струму основного вакуумно-дугового розряду, на виходах блока керування, з'єднаних із входом блока живлення другого ступеня запуску 16 і блоком живлення третього ступеня запуску 23, формуються сигнали, що включають зазначені блоки. Подача з виходу блока живлення третього ступеня запуску 23 імпульсу позитивної полярності на пусковий електрод 21 амплітудою порядку 2 кВ збуджує в полокатодній системі електродів, утвореній анодом 1 і катодом 2, тліючий розряд, у якім анодом є пусковий електрод 21 (у розглянутій системі електродів, утвореній конструкцією пристрою, на стадії пускового тліючого розряду роль катода виконують два з'єднані (через блок живлення основного дугового розряду 27) між собою різнопотенційні електроди - власне катод 2 і анод 1). Виниклий тліючий розряд переходить у дуговий розряд з формуванням катодної плями саме на робочій поверхні 3 катода 2. Обумовлене це наступними обставинами. У порівняно рідкій і холодній плазмі тліючого розряду перенос струму здійснюється електронами уздовж силових ліній магнітного поля, створюваного соленоїдом 19. Оскільки ж основна частина магнітного потоку перетинає катод 2 і практично паралельна струмоприймальний поверхні анода 1, то й щільність струму тліючого розряду на катод 2 суттєво вища щільності струму на анод 1. У цьому зв'язку його щільність на катоді 2 завжди досягає критичного значення струму переходу в дуговий розряд раніше, ніж на аноді 1. Додатковими факторами, що сприяють формуванню катодної плями на робочій поверхні 3 катода 2, є утвір на цій поверхні плівок зі сполук матеріалу катода з реакційними газами й наявність додаткового електрода, що перебуває під позитивним потенціалом відносно катода (при включенні блоку живлення другого ступеня запуску 16), поблизу робочої поверхні 3 катода 2. Виникла катодна пляма надалі живиться блоком живлення основного дугового розряду 27, який у режимі нанесення покриттів може бути переведений в імпульсний режим роботи з малою тривалістю горіння дуги. Порушення катодної плями з рівною ймовірністю третім ступенем запуску спільно із другим ступенем запуску відбувається в будь-якій точці робочої поверхні катода, що забезпечує рівномірну ерозію катода 2 і в імпульсному режимі з малою (менш кількох сотень мілісекунд) тривалістю при нанесенні покриттів. При загасанні дуги в режимі нанесення покриття блок керування 29, по сигналах датчика струму 28, включає блоки живлення другого і третього ступенів запуску 16 і 23, які забезпечують запуск вакуумно-дугового пристрою аж до повного закінчення процесу, після чого відключається блок керування 29, блок живлення основного дугового розряду 27 і знеструмлюється соленоїд 19. Після завершення процесу оброблені вироби 31 витягуються з вакуумної камери 25. У варіанті вакуумно-дугового пристрою, представленому на фіг. 2, пусковий електрод 21 охоплений соленоїдом 34. Робота такого пристрою при низькому й високому тисках аналогічна роботі пристрою на фіг. 1. Соленоїд 34 служить для створення магнітного поля в робочому об'ємі пристрою, що полегшує запуск пристрою й підвищує фокусування плазмового потоку, що направляється убік оброблюваних виробів. У варіанті вакуумно-дугового пристрою, представленому на фіг. 3, пусковий електрод 21, охоплений соленоїдом 34, розміщено між катодом 2 і анодом 1 пристрою. Особливістю даного вакуумно-дугового пристрою є те, що в представленій на фіг. 3 конфігурації електродів при подачі на пусковий електрод 21 позитивного імпульсу при спрацьовуванні блока живлення третього ступеня запуску 23 у системі електродів виникає тліючий розряд пеннінговського типу, що переходить у дуговий з утворенням катодної плями на робочій поверхні 3 катода 2. Іншою особливістю даного пристрою, викликаного його конструкцією, є поділ соленоїда 19 на дві 6 UA 107598 C2 5 10 частини - безпосередньо соленоїд 19, що охоплює анод 1 і соленоїд 35, що охоплює катод 2. У всьому іншому робота такого пристрою при низькому й високому тисках аналогічна алгоритму роботи пристрою на фіг. 1. У варіанті вакуумно-дугового пристрою, представленому на фіг. 4, функції анода 1 виконує вакуумна камера 25, охоплена соленоїдом 19 і підключена до позитивного виводу джерела живлення основного вакуумно-дугового розряду 27, а безпосередньо сам анод 1 відсутній. Таке рішення спрощує конструкцію вакуумно-дугового пристрою для нанесення покриттів при збереженні всіх робочих функцій пристрою. Робота такого вакуумно-дугового пристрою для нанесення покриттів при низькому й високому тисках аналогічна алгоритму роботи пристрою на фіг. 1, з особливостями, властивими пристрою, представленому на фіг. 3. ФОРМУЛА ВИНАХОДУ 15 20 25 30 1. Вакуумно-дуговий пристрій для нанесення покриттів, що містить співвісно встановлені трубчастий анод, витратний стрижневий катод, розміщений з однієї сторони анода, тримач підкладки, розміщений з іншої сторони анода, соленоїд, що охоплює анод і катод, перший ступінь запуску, створений підпалюючим електродом і додатковим електродом, що охоплює катод, розрядний проміжок якого заповнений керамікою, підключений до виходу блока живлення першого ступеня і розташований біля бокової поверхні неробочої ділянки катода, другий ступінь запуску, створений додатковим електродом і катодом, підключений до виходу блока живлення другого ступеня, який відрізняється тим, що в пристрій додатково введений третій ступінь запуску, утворений кільцевим пусковим електродом, що з'єднаний з анодом, а також анодом і катодом, що підключений до виходу блока живлення третього ступеня, причому позитивний вивід виходу блока живлення третього ступеня з'єднаний з пусковим електродом, керуючі входи блоків живлення першого, другого й третього ступенів з'єднані з виходами блока керування, перший вхід якого приєднаний до датчика тиску, підключеного до робочого об'єму пристрою, а другий вхід приєднаний до датчика струму дуги в ланцюзі анод-катод пристрою. 2. Пристрій за п. 1, який відрізняється тим, що містить не менш ніж один додатковий перший ступінь запуску із блоком живлення першого ступеня, вихід якого підключений до електродів додаткового першого ступеня запуску, а вхід до виходу блока керування, що має кількість виходів для підключення блоків живлення першого ступеня, рівну кількості перших ступенів запуску. 3. Пристрій за п. 1, який відрізняється тим, що пусковий електрод охоплений соленоїдом. 7 UA 107598 C2 8 UA 107598 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюSysoev Yurii Oleksandrovych, Kostiuk Hennadii Ihorovych
Автори російськоюСисоев Юрий Александрович, Костюк Геннадий Игоревич
МПК / Мітки
МПК: H05H 1/26, H05B 7/22, H05H 1/34
Мітки: покриттів, вакуумно-дуговий, нанесення, пристрій
Код посилання
<a href="https://ua.patents.su/11-107598-vakuumno-dugovijj-pristrijj-dlya-nanesennya-pokrittiv.html" target="_blank" rel="follow" title="База патентів України">Вакуумно-дуговий пристрій для нанесення покриттів</a>
Вакуумно-дуговий випарник для нанесення покриттів
Номер патенту: 27185
Опубліковано: 25.10.2007
Автори: Андреєв Анатолій Опанасович, Шулаєв Валерій Михайлович, Саблєв Леонід Павлович
МПК: C23C 8/00, C23C 14/24
Мітки: покриттів, нанесення, вакуумно-дуговий, випарник
Формула / Реферат:
Вакуумно-дуговий випарник для нанесення покриттів, що містить вакуумну камеру, у якій розташовані катод з металу, що випаровується, тримач виробів, анод, поміщений між тримачем виробів і катодом, з утворенням міжелектродного простору, систему напуску робочого газу, приєднану до вакуумної камери, джерело живлення, який відрізняється тим, що анод виконаний у вигляді замкнутої порожнини, у якій розміщений електрод, у поверхні анода виконані...
Вакуумно-дуговий випарювач металу
Номер патенту: 71525
Опубліковано: 15.11.2004
Автори: Гришкевич Олександр Дмитрович, Лисиченко Володимир Іванович
МПК: C23C 14/00
Мітки: випарювач, вакуумно-дуговий, металу
Формула / Реферат:
1. Вакуумно-дуговий випарювач металу, що складається з планарного катода й охоплюючого його стабілізуючого екрана, який знаходиться під плаваючим потенціалом, а катод через джерело живлення дугового розряду сполучений з корпусом вакуумної камери, яка знаходиться під потенціалом землі і є анодом дугового розряду, який відрізняється тим, що має кільцеподібний магніт, розташований суміжно з неробочою поверхнею катода, причому зовнішній контур...
Вакуумно-дуговий випарювач
Номер патенту: 71517
Опубліковано: 15.11.2004
Автори: Погорілий Віталій Антонович, Гринюк Станіслав Іванович, Соколова Наталія Леонідівна, Лисиченко Володимир Іванович
МПК: C23C 14/00
Мітки: випарювач, вакуумно-дуговий
Формула / Реферат:
1. Вакуумно-дуговий випарювач для нанесення покриття на внутрішню поверхню виробів, що складається з вакуумної камери, анода, який може бути часткою вакуумної камери, катода, який коаксіальне розташований в об'ємі анода, джерела живлення дугового розряду, ініціатора дугового розряду, магнітної системи для керування положенням катодної плями на робочій поверхні катода, що складається з магнітної котушки, джерела електричного струму для її...
Вакуумно-дуговий пристрій

Номер патенту: 71886
Опубліковано: 15.12.2004
Автори: Кучугурний Юрій Петрович, Погорілий Віталій Антонович, Лисиченко Володимир Іванович, Гринюк Станіслав Іванович
МПК: C23C 14/00
Мітки: вакуумно-дуговий, пристрій
Формула / Реферат:
1. Вакуумно-дуговий пристрій для нанесення покриття на внутрішню поверхню трубчатих виробів, що складається з вакуумної камери, циліндричного трубчатого катода, розташованого коаксіально в оброблюваному виробі, джерела постійного струму для живлення вакуумно-дугового розряду, ініціатора дугового розряду, який відрізняється тим, що він має джерело уніполярних електричних імпульсів, блок імпульсного дозованого напуску газу, магнітну систему,...
Вакуумно-дуговий випарник металу
Номер патенту: 71520
Опубліковано: 15.11.2004
Автори: Соколова Наталія Леонідівна, Лисиченко Володимир Іванович, Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: вакуумно-дуговий, випарник, металу
Формула / Реферат:
1. Вакуумно-дуговий випарник для нанесення покриття на внутрішню поверхню виробів, що складається з вакуумної камери, анода, який може бути часткою вакуумної камери, катода, який коаксіально розташований в об'ємі анода, джерела живлення дугового розряду, ініціатора дугового розряду, магнітної системи для керування положенням катодної плями на робочій поверхні катода, яка складається з магнітної котушки, джерела електричного струму для її...
Попередній патент: Блок для охолодження і очищення повітря, передбачений для установки для кріогенної дистиляції повітря
Наступний патент: Стабілізована активна сполука
Випадковий патент: Каскадний трансформатор