Спосіб виробництва металевої чашки з листового металу і прес для його здійснення

Формула / Реферат
1. Спосіб виробництва металевої чашки з листового металу, що включає наступні операції:
і) операцію витягування, що включає витягування листового металу в чашку з бічною стінкою і виконаною як одне ціле основою,
іі) операцію обтягування, виконану на чашці, при цьому операції витягування та обтягування виконують в загальному пресі,
який відрізняється тим, що операція обтягування включає притискання кільцевої області до основи чашки для утворення замкнутої ділянки, деформацію і обтягування щонайменше частини основи, що лежить в замкнутій ділянці, щоб тим самим збільшити площу поверхні і зменшити товщину основи, причому кільцеве притискання виконане з можливістю обмеження або запобігання текучості металу з притиснутої області в замкнуту ділянку під час цієї операції обтягування,
і наступну одну з операцій або поєднання операцій повторного витягування та витоншення чашки для поетапного зменшення діаметра чашки і/або збільшення висоти бічної стінки чашки, відповідно.
2. Спосіб за п. 1, в якому операція витягування включає розміщення листового металу між витяжним пуансоном і витяжним штампом, і переміщення одного або обох з витяжного пуансона і витяжного штампа один до одного так, щоб витяжний пуансон проходив через витяжний штамп і, таким чином, витягував листовий метал в чашку, при цьому кільцевий притискач при операції обтягування містить притискну кільцеву область на основі чашки між витяжним пуансоном і притискним елементом, розташованим на стороні чашки, протилежній витяжному пуансону.
3. Спосіб за п. 2, в якому операція обтягування включає використання обтяжного пуансона, розташованого на стороні чашки, протилежній витяжному пуансону, і переміщення одного або обох з обтяжного пуансона і затиснутої чашки одне до одного для деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці.
4. Спосіб за будь-яким з пп. 1-3, в якому операція обтягування включає деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці в куполоподібному профілі.
5. Прес для виробництва металевої чашки з листового металу, що містить:
і) засоби витягування листового металу в чашку з бічною стінкою і виконаною як одне ціле основою,
іі) притискний елемент для притиснення витягнутої чашки під час операції обтягування, причому притискний елемент виконаний з можливістю притиснення кільцевої області до основи витягнутої чашки для утворення замкнутої ділянки,
ііі) обтяжний інструмент, виконаний з можливістю деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці при операції обтягування, щоб тим самим збільшити площу поверхні і зменшити товщину основи, при цьому притискний елемент додатково виконаний з можливістю обмеження або запобігання текучості металу з притиснутої області в закриту ділянку при операції обтягування, та
засоби повторного витягування і/або витоншення для оптимізації діаметра чашки і товщини бічної стінки після взаємодії чашки з обтяжним інструментом.
6. Прес за п. 5, в якому засоби витягування листового металу містять витяжний пуансон і витяжний штамп, при цьому один або обидва з витяжного пуансона і витяжного штампа виконані з можливістю переміщення один до одного так, що витяжний пуансон може проходити через витяжний штамп для витягування листового металу в чашку, при цьому притискний елемент розташований на стороні чашки, протилежній витяжному пуансону, так, що при використанні під час операції обтягування притискний елемент притискає кільцеву область основи між притискним елементом і витяжним пуансоном.
7. Прес за п. 6, в якому обтяжний інструмент містить обтяжний пуансон, розташований на стороні чашки, протилежній витяжному пуансону, при цьому один або обидва з обтяжного пуансона і комбінації з витяжного пуансона і притискного елемента виконані з можливістю переміщення один до одного так, що при використанні обтяжний пуансон деформує і обтягує щонайменше частину основи, що лежить в замкнутій ділянці.
8. Прес за п. 6 або 7, в якому витяжний пуансон виконаний з виїмкою або отвором для забезпечення проходження обтяжного інструмента повністю або частково у виїмку або отвір при операції обтягування.
Текст
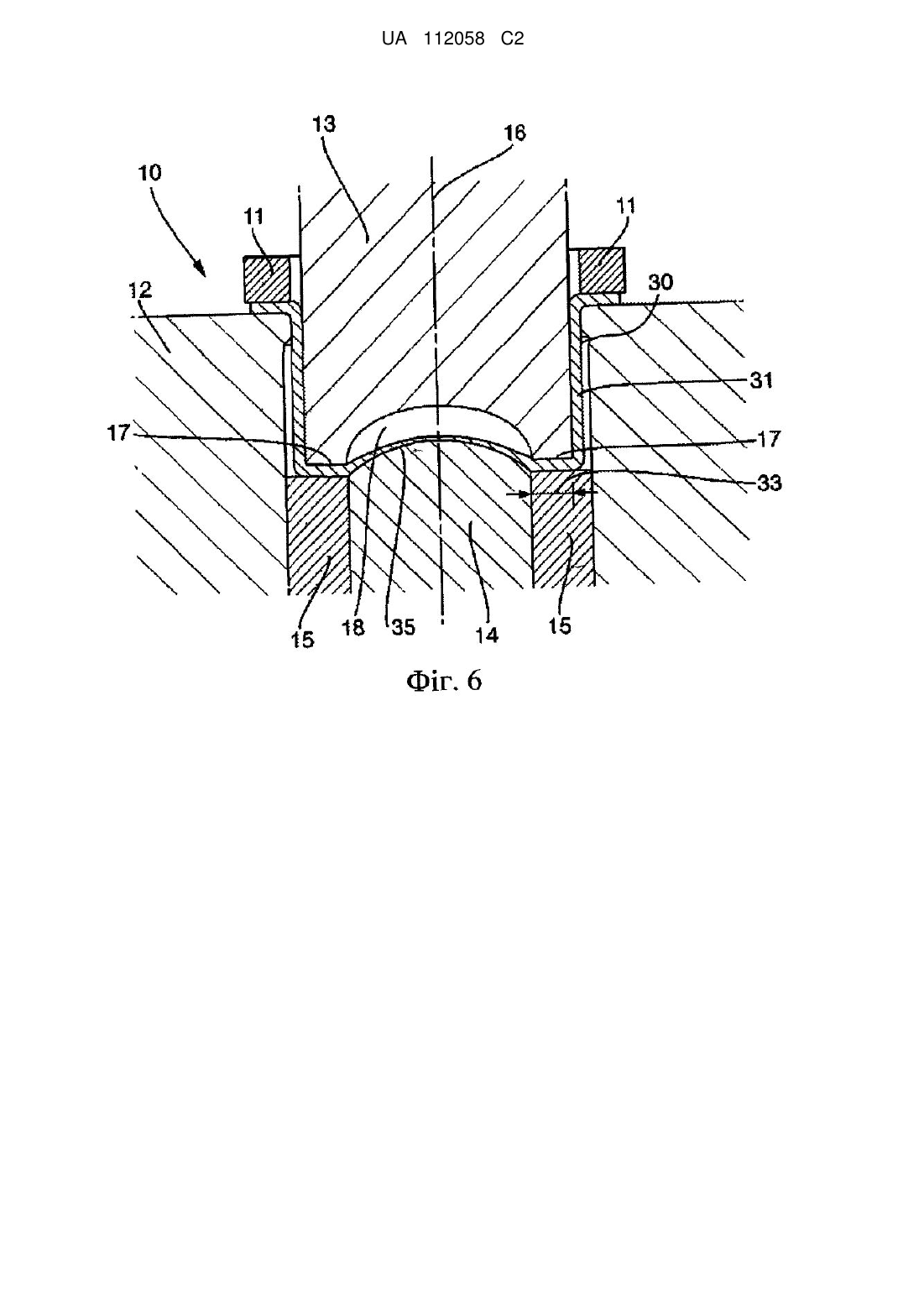
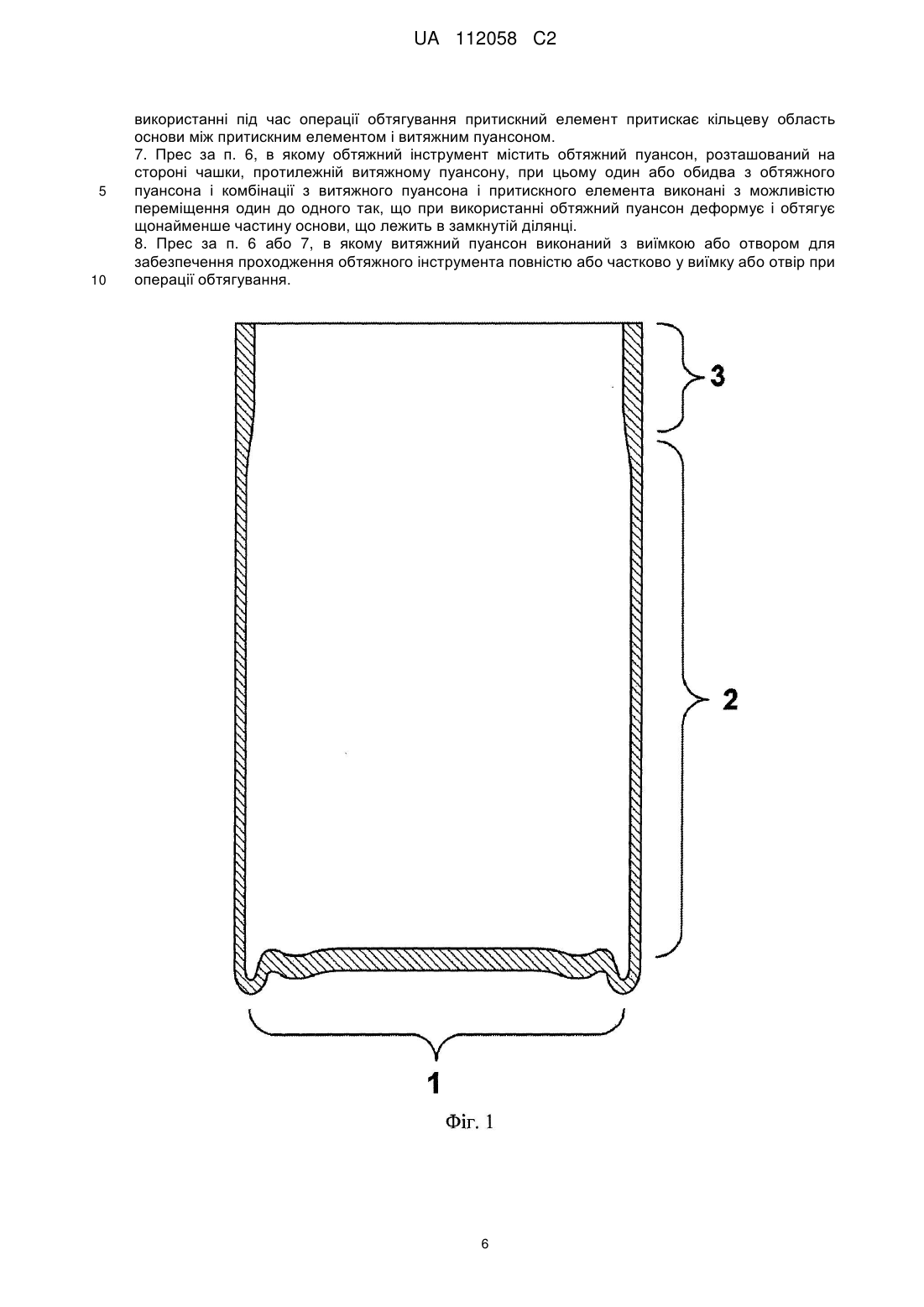
Реферат: Запропоновані спосіб і пристрій, придатний для використання при виробництві двоскладових металевих ємностей. Зокрема, описаний прес, який виробляє чашкові секції з листового металу, поєднуючи при цьому операції витягування і обтягування. У результаті чашки, що сходять з преса переважно мають витончену товщину основи в порівнянні із вхідною товщиною листового металу. UA 112058 C2 (12) UA 112058 C2 UA 112058 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки, до якої належить винахід Даний винахід стосується виробництва металевих чашок і, зокрема (але не обмежуючись цим), металевих чашок, придатних для виробництва «двоскладових» металевих ємностей. Рівень техніки У патенті США 4095544 (NATIONAL STEEL CORPORATION) від 20/06/1978 детально описані звичайні способи виробництва чашкових частин - витягування зі стоншенням стінки (DWI) і глибокого витягування (DRD), використовуваних при виготовленні двоскладових металевих ємностей. (Потрібно зазначити, що в Сполучених Штатах Америки DWI звичайно називають D&L). Термін «двоскладовий» стосується і) чашкової частини і іі) закупорювального засобу, який з часом буде прикріплений до відкритого кінця чашкової частини для утворення ємності. У способі DWI (D&I) (як показано на фіг. 6-10 патенту США 4095544), плоску (звичайно) круглу заготовку, штамповану з рулону листового металу, витягують через витяжний штамп під дією пуансона для утворення порожнистої чашки першого етапу. Цей вихідний етап витягування не приводить до суттєвого стоншення заготовки. Після цього чашку, яку звичайно встановлюють на кінцеву поверхню щільно підігнаного пуансона або прес-штока, проштовхують через один або більше кільцевих штампів стоншення для зменшення товщини бічної стінки чашки, що веде до подовження бічної стінки чашки. Сам по собі спосіб стоншення не приведе до будь-яких змін номінального діаметра чашки на першому етапі. На фіг. 1 показаний розподіл металу в корпусі ємності в результаті звичайного способу DWI (D&I). Фіг. 1 наведена тільки в ілюстративних цілях і тому виконана не в масштабі. На фіг. 1 вказані три області: Область 1 являє собою нестоншений матеріал основи. Він залишається приблизно такої ж товщини, як і вихідна товщина заготовки, тобто не залежить від окремих виробничих операцій звичайного способу DWI. Область 2 являє собою стоншену середню частину бічної стінки. Її товщина необхідними для корпусу ємності. Область 3 представляє стоншену верхню частину бічної стінки. Як правило, в банковому виробництві стоншена верхня частина становить близько 50-75% від вихідної товщини. У способі DRD (як показано на фіг. 1-5 патенту США 4095544), таку ж технологію витягування використовують для формування чашки на першому етапі. Однак замість використання способу стоншення, на першому етапі чашку при цьому піддають одній або більше операціям повторного витягування, які служать для поступового зменшення діаметра чашки і, тим самим, подовження бічної стінки чашки. Самі по собі більшість звичайних операцій повторного витягування не призначені для зміни товщини матеріалу чашки. Однак, приймаючи як приклад корпусу ємностей, виготовлених звичайним способом DRD, видно, що на практиці звичайно є деяке потовщення у верхній частині готового корпусу ємності (близько 10% або більше). Це потовщення являє собою природний ефект способу повторного витягування і пояснюється компресійним впливом на матеріал при повторному витягуванні з чашки великого діаметра в чашку меншого діаметра. Потрібно зазначити, що існують альтернативні відомі DRD-способи, що дозволяють досягнути зменшення товщини бічної стінки чашки за рахунок використання витяжних штампів невеликих або складних радіусів для стоншення бічної стінки шляхом обтягування на етапах витягування і повторного витягування. Як альтернативний варіант на першому етапі виготовлення чашки може бути використане поєднання стоншення і повторного витягування, тим самим, зменшуючи і діаметр чашки, і товщину бічної стінки. Наприклад, при виробництві двоскладових металевих ємностей (банок), корпус ємності, як правило, виробляють шляхом витягування заготовки на першому етапі виготовлення чашки, і потім піддають чашку декільком повторним операціям витягування, доки не буде одержаний корпус ємності необхідного діаметра, після чого йде стоншення бічної стінки для забезпечення необхідної товщини і висоти бічної стінки. Проте, у використовуваних у великому промисловому масштабі DWI (D&I) і DRD-способів є серйозне обмеження в тому, що вони не спрямовані на зменшення товщини (і, отже, ваги) матеріалу в основі чашки. Зокрема, витягування не приводить до зменшення товщини об'єкта, що витягується, а стоншення впливає тільки на бічні стінки чашки. По суті, при відомих DWI (D&I) і DRD-способах виготовлення чашок для двоскладових ємностей, товщина основи залишається по суті незмінною відносно вихідної товщини заготовки. Це може додавати основі товщину, яка буде значно більшою, ніж необхідна для виконання робочих цілей. У виробництві металевої упаковки існує жорстка конкуренція, при цьому зниження ваги є першочерговою метою, оскільки це зменшує витрати на транспортування і сировину. 1 UA 112058 C2 5 10 15 20 25 30 35 40 45 50 55 60 Наприклад, близько 65% витрат на виробництво звичайної двоскладової металевої харчової ємності є похідними від вартості сировини. У зв'язку з цим існує необхідність зменшення ваги металевих чашкових частин економічно ефективним чином. Потрібно зазначити, що в цьому документі терміни «чашкова частина» і «чашка» використовуються як взаємозамінні. Розкриття винаходу Відповідно, згідно з першим об'єктом винаходу (визначеному в п. 1), запропонований спосіб виробництва металевої чашки з листового металу, що включає наступні операції: і. операцію витягування, що включає витягування листового металу в чашку з бічною стінкою і виконаною як одне ціле основою, іі. операцію обтягування, виконану на чашці, при цьому операція обтягування виконана в загальному пресі, що характеризується операцією витягування, що операція включає операцію притиснення кільцевої області до основи чашки для утворення замкнутої ділянки, деформацію і обтягування щонайменше частини основи, що лежить в замкнутій ділянці, щоб тим самим збільшити площу поверхні і зменшити товщину основи, причому кільцевий притиск виконаний з можливістю обмеження або запобігання протікання металу із затиснутої області в замкнуту ділянку під час цієї операції обтягування, та наступну одну з операцій або поєднання операцій повторного витягування та витончення чашки для поетапного зменшення діаметру чашки і/або збільшення висоти бічної стінки чашки, відповідно. Операція витягування переважно включає розміщення листового металу між витягнутим пуансоном та витяжним штампом, та переміщення одного або обох з витягнутого пуансону та витягнутого штампа один до одного, так, щоб витягнутий пуансон проходив через витяжної штамп і, таким чином, витягав листовий метал в чашку, при цьому кільцевий притиск при операції обтягування містить притискну кільцеву область на основі чашки між витяжним пуансоном і притискним елементом, розташованим на стороні чашки, протилежній витяжному пуансону. Операція обтягування переважно включає використання обтягування пуансона, розташованого на стороні чашки, протилежного витягнутому пуансону, І переміщення одного або обох з обтяжного пуансона і затиснутою чашки один до одного для деформування і обтягування щонайменше частини основи, що лежить в замкнутому ділянці. Операція обтягування переважно включає деформування і обтяжку щонайменше частини основи, що лежить в замкнутій ділянці в куполоподібному профілі. Згідно з другим об'єктом винаходу (визначеному в п. 5), запропонований прес для виробництва металевої чашки з листового металу, що містить: і. засоби витягування листового металу в чашку з бічною стінкою і виконаною як одне ціле основою, іі. притискний елемент для притиснення витягнутої чашки під час операції обтягування, причому притискний елемент виконаний з можливістю притиснення кільцевої області до основи витягнутої чашки для утворення замкнутої ділянки, ііі. обтяжний інструмент, виконаний з можливістю деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці при операції обтягування, щоб тим самим збільшити площу поверхні і зменшити товщину основи, при цьому затискний елемент додатково виконаний з можливістю обмеження або запобігання текучості металу з притиснутої області в замкнуту ділянку при операції обтягування, і засоби повторного витягування і/або стоншення для оптимізації діаметра чашки і товщини бокової стінки після взаємодії чашки з обтяжним інструментом. Засоби витягування листового металу переважно містять витяжний пуансон і витяжний штамп, при цьому один або обидва з витяжного пуансона і витяжного штампа виконані з можливістю переміщення один до одного так, що витяжному пуансон може проходити через витяжний штамп для витягування листового металу в чашку, при цьому притискної елемент розташований на стороні чашки, протилежної витяжному пуансону, так, що при використанні під час операції обтягування притискним елемент притискає кільцеву область основи між притискним елементом і витяжним пуансоном. Обтяжний інструмент переважно містить витяжний пуансон, розташований на стороні чашки, протилежній витяжному пуансону, при цьому один або обидва з витяжного пуансона і комбінації з витяжної пуансона і притискного елемента виконані з можливістю переміщення один до одного так, що при використанні витяжний пуансон деформує і обтягує по щонайменше частина підстави, що лежить в замкнутому ділянці. 2 UA 112058 C2 5 10 15 20 25 30 35 40 45 50 55 Витяжної пуансон переважно виконаний з виїмкою або отвором для забезпечення проходження обтяжного інструменту повністю або частково в виїмку або отвір при операції обтягування. Спосіб і пристрій згідно з різними об'єктами винаходу мають перевагу (над відомими способами і пристроями) в тому, що забезпечують виробництво чашки, основа якої тонша вихідної товщини листового металу, без втрат і відходів металу. Це досягається за рахунок використання одного преса, що спрощує спосіб виробництва. Будучи застосованим при виробництві двоскладових ємностей, винахід забезпечує зниження майбутніх витрат на декілька доларів з розрахунку на 1000 ємностей в порівнянні з існуючими технологіями виробництва. Для забезпечення обтягування і стоншення замкнутої ділянки (і, отже, основи чашки) при операції обтягування, основу витягнутої чашки притискують достатньо міцно, щоб обмежити або запобігти текучості металу з притиснутої області в замкнуту ділянку під час операції обтягування. Якщо зусилля притиснення були б недостатні, матеріал з притиснутої області (або через межі притиснутої області) був би просто витягнутий в замкнуту ділянку, а замкнута ділянка (основа чашки) не піддалась б ніякому стоншенню. Було встановлено, що обтягування і стоншення все ще можуть відбуватися при обмеженій текучості матеріалу з притиснутої області (або через межі притиснутої області) в замкнуту ділянку, тобто коли текучість металу обмежена, а не повністю відвернута. Спосіб і пристрій згідно з винаходом особливо застосовні для використання у виробництві металевих ємностей, при цьому готова одержана чашка може одержати форму замкнутої ємності шляхом прикріплення закупорювального засобу до відкритого кінця чашки. Наприклад, кінець металевої банки може бути припаяний шовним зварюванням до відкритого кінця готової одержаної чашки. Однак, як правило, чашка, одержана способом згідно з винаходом, буде піддана одній з операцій або поєднанню операцій повторного витягування і стоншення. Операція повторного витягу може включати один або більше етапів, при цьому результатом кожного етапу буде поетапне зменшення діаметра чашки. Результатом операції стоншення переважно буде збільшення висоти бічної стінки чашки, зробленої згідно з способом і пристроєм, заявленими у винаході. Операція обтягування переважно включає деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці в куполоподібному профілі. В області металевих ємностей для газованих напоїв основа корпусу ємності звичайно має спрямовану всередину куполоподібну форму, щоб протистояти тиску, що створюється продуктом. «Купол», забезпечений способом і пристроєм згідно з винаходом, може служити куполоподібною спрямованою всередину областю корпусу ємності для напоїв. Однак цілком ймовірно, що чашка надалі пройде операцію риформінгу для надання куполоподібній основі чашки необхідного остаточного профілю, необхідного для опору внутрішньому тиску. Спосіб за даним винаходом придатний для використання і на круглих, і не круглих в площині чашках. Проте, найкраще він застосуємо на круглих чашках. Ще одним шляхом зменшення кількості матеріалу в основі чашкової частини, зробленої з використанням звичайних DWI і DRD-способів, було б використання листа з меншою вихідною товщиною. Однак по мірі зменшення товщини вартість тонни білої жерсті зростає. Це збільшення пояснюється додатковими витратами на прокатку, очищення і лудіння тоншої сталі. Також з урахуванням використання матеріалів при виготовленні двоскладової ємності, зміна чистої загальної вартості виробництва ємності залежно від вихідної товщини матеріалу представлена у вигляді діаграми на фіг. 2. Ця діаграма показує, що з точки зору витрат, зменшення вихідної товщини матеріалу не обов'язково веде до скорочення витрат. По суті, є найдешевша товщина матеріалу для будь-якої ємності з даною товщиною бічної стінки. На діаграмі також показаний ефект зменшення товщини верхньої і середньої ділянок стінки ємності в зниженні кривої витрат. На фіг. 3 показана та ж діаграма на основі фактичних даних жерсті того типу, що поставляється у Великобританії, яка звичайно використовують у виробництві банок. Для матеріалу, показаного на фіг. 3, 0,285 мм являє собою оптимальну товщину відносно вартості, з використанням тоншого матеріалу, що збільшує чисту загальну вартість виробництва банки. Діаграма на фіг. 3 показує процент збільшення загальної вартості на 1000 банок, при відхиленні на 0,285 мм оптимальної вихідної товщини листа. У результаті готова чашка згідно з винаходом переважно має тоншу (і, отже, легшу) основу. «Листовий метал» може включати в себе заготовку, висічену з листового металу більшого розміру. «Кільцевий притиск» або притискна «кільцева область» означає, що основа витягнутої чашки прикріплена або суцільним чином, або через певні інтервали в кільцевому порядку. 3 UA 112058 C2 5 10 15 20 25 30 35 40 45 50 55 60 Притискний елемент може бути виконаний у вигляді суцільної кільцевої втулки, як альтернатива, він може являти собою комплект окремих кріпильних елементів, розподілених кільцевим чином для впливу на листовий метал. Спосіб і пристрій згідно з винаходом не обмежені конкретним металом. Вони особливо застосовні для використання з будь-якими металами, що звичайно використовуються в DWI (D&I) і DRD-способах. Крім того, не існує ніяких обмежень на кінцеве використання чашки, зробленої за допомогою способу і пристрою згідно з винаходом. Чашки можуть бути використані без обмежень при виробництві будь-якого типу ємності, будь то для продуктів харчування, напоїв або чого-небудь ще. Короткий опис креслень Фіг. 1 являє собою вигляд збоку корпусу ємності попереднього рівня техніки, одержаного звичайним DWI-способом. На ній показаний розподіл матеріалу в основі і областях бічної стінки корпусу ємності. Фіг. 2 являє собою діаграму, що показує в загальних рисах, як чиста загальна вартість виготовлення типової двоскладової металевої ємності змінюється залежно від вихідної величини листового металу. На діаграмі показано, як зменшення товщини області бічної стінки (наприклад, шляхом стоншення) приводить до зниження чистої загальної вартості. Фіг. 3 являє собою діаграму, відповідну фіг. 2, але основану на фактичних даних про ціни на білу жерсть, що поставляється у Великобританії. Варіанти здійснення винаходу проілюстровані наступними кресленнями, з посиланням на супроводжуючі опис: Фіг. 4 являє собою вигляд в розрізі преса згідно з винаходом, на якому показана заготовка з листового металу перед операціями витягування і обтягування. Фіг. 5 являє собою вигляд в розрізі преса, показаного на фіг. 4, але після операції витягування, що служить для витягування заготовки з листового металу в чашку з бічною стінкою і виконаною як одне ціле основою. Фіг. 6 являє собою вигляд в розрізі преса, показаного на фіг. 4 і 5, але після операції обтягування, що служить для деформування і обтягування основи витягнутої чашки. Варіант(и) здійснення винаходу Операція витягування На фіг. 4 показаний комбінований витяжно-обтяжний прес 10. Заготовка з листового металу 5 «рухомо притиснута» в положенні між протилежними поверхнями притискного кільця 11 і кінцевою поверхнею витяжного штампу 12. Над верхньою поверхнею заготовки з листового металу 5 знаходиться витяжний пуансон 13. В отворі, утвореному витяжним штампом 12, розташований обтяжний пуансон 14, який спрямований радіально всередину і оточений кільцевим притискним елементом 15. Після того як заготовка 5 буде «рухомо притиснута» між притискним кільцем 11 і витяжним штампом 12, витяжний пуансон 13 переміщується в осьовому напрямку вниз (вздовж осі 16), доки периферійна кільцева область 17 кінцевої поверхні пуансона не стикнеться з відповідною областю заготовки 5 (див. фіг. 5). Витяжний пуансон 13 подають вниз через отвір витяжного штампу 12 для поступового витягування спочатку плоскої заготовки 5 в чашку 30 з бічною стінкою 31 і виконаною як одне ціле основою 32. Під «рухомим притиском» мається на увазі те, що притискне зусилля під час витягування підбирають таким чином, щоб забезпечити ковзання листового металу 5 відносно будь-якого використовуваного притискного засобу (в цьому випадку «притискного кільця 11»), у відповідь на деформуючий вплив витяжного пуансона 13/витяжного штампу 12 на листовий метал. Мета цього рухомого притиснення полягає в запобіганні або обмеженні морщення матеріалу при витягуванні. Операція обтягування Після того як витяжний пуансон 13 досягне кінця свого ходу, кільцевий притискний елемент 15 переміщується аксіально вгору, доки кільцева область 33 на основі 32 витягнутої чашки не буде затиснута між кільцевим притискним елементом і периферійною кільцевою областю 17 кінцевої поверхні витяжного пуансона 13 (див. фіг. 5). Матеріал основи чашки, замкнутий всередині цього кільцевого притиснення, називають «замкнутою ділянкою» 34. Обтяжний пуансон 14 потім переміщується в осьовому напрямку вгору (вздовж осі 16) для входження в контакт із замкнутою ділянкою 34 (див. фіг. 6). Обтяжний пуансон 14 подають вгору у виїмку 18, утворену в кінцевій поверхні витяжного пуансона 13 для поступового деформування і обтягування матеріалу замкнутої ділянки 34 чашки 30 в куполоподібний профіль 35 (див. фіг. 6). Притискне зусилля, прикладене між кільцевим притискним елементом 15 і периферійною кільцевою областю 17 кінцевої поверхні витяжного пуансона 13, є достатнім для обмеження або 4 UA 112058 C2 5 10 запобігання текучості металу з притиснутої кільцевої області 33 в замкнуту ділянку 34 під час цієї операції обтягування. Для посилення ефекту захоплення, кінцева поверхня кільцевого притискного елемента 15 може бути текстурована (не показано на кресленнях), що забезпечує використання меншого притискного зусилля в порівнянні з використанням кільцевого притискного елемента з гладкою полірованою кінцевою поверхнею. Як показано на фіг. 6, чашка, одержана в результаті операції обтягування в пресі 10, має зменшену товщину в своїй основі відносно вихідної товщини листової металевої заготовки 5. Як указано вище в описі винаходу, ця чашка може бути використана як корпус ємності, але, як правило, піддається одній з операцій або поєднанню операцій витягування і стоншення для оптимізації діаметра чашки і товщини бічної стінки. Крім того, як указано в описі винаходу, куполоподібна область 35 може бути особливо переважна для ємностей, призначених для продуктів під тиском, наприклад, газованих напоїв. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 60 1. Спосіб виробництва металевої чашки з листового металу, що включає наступні операції: і) операцію витягування, що включає витягування листового металу в чашку з бічною стінкою і виконаною як одне ціле основою, іі) операцію обтягування, виконану на чашці, при цьому операції витягування та обтягування виконують в загальному пресі, який відрізняється тим, що операція обтягування включає притискання кільцевої області до основи чашки для утворення замкнутої ділянки, деформацію і обтягування щонайменше частини основи, що лежить в замкнутій ділянці, щоб тим самим збільшити площу поверхні і зменшити товщину основи, причому кільцеве притискання виконане з можливістю обмеження або запобігання текучості металу з притиснутої області в замкнуту ділянку під час цієї операції обтягування, і наступну одну з операцій або поєднання операцій повторного витягування та витоншення чашки для поетапного зменшення діаметра чашки і/або збільшення висоти бічної стінки чашки, відповідно. 2. Спосіб за п. 1, в якому операція витягування включає розміщення листового металу між витяжним пуансоном і витяжним штампом, і переміщення одного або обох з витяжного пуансона і витяжного штампа один до одного так, щоб витяжний пуансон проходив через витяжний штамп і, таким чином, витягував листовий метал в чашку, при цьому кільцевий притискач при операції обтягування містить притискну кільцеву область на основі чашки між витяжним пуансоном і притискним елементом, розташованим на стороні чашки, протилежній витяжному пуансону. 3. Спосіб за п. 2, в якому операція обтягування включає використання обтяжного пуансона, розташованого на стороні чашки, протилежній витяжному пуансону, і переміщення одного або обох з обтяжного пуансона і затиснутої чашки одне до одного для деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці. 4. Спосіб за будь-яким з пп. 1-3, в якому операція обтягування включає деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці в куполоподібному профілі. 5. Прес для виробництва металевої чашки з листового металу, що містить: і) засоби витягування листового металу в чашку з бічною стінкою і виконаною як одне ціле основою, іі) притискний елемент для притиснення витягнутої чашки під час операції обтягування, причому притискний елемент виконаний з можливістю притиснення кільцевої області до основи витягнутої чашки для утворення замкнутої ділянки, ііі) обтяжний інструмент, виконаний з можливістю деформування і обтягування щонайменше частини основи, що лежить в замкнутій ділянці при операції обтягування, щоб тим самим збільшити площу поверхні і зменшити товщину основи, при цьому притискний елемент додатково виконаний з можливістю обмеження або запобігання текучості металу з притиснутої області в закриту ділянку при операції обтягування, та засоби повторного витягування і/або витоншення для оптимізації діаметра чашки і товщини бічної стінки після взаємодії чашки з обтяжним інструментом. 6. Прес за п. 5, в якому засоби витягування листового металу містять витяжний пуансон і витяжний штамп, при цьому один або обидва з витяжного пуансона і витяжного штампа виконані з можливістю переміщення один до одного так, що витяжний пуансон може проходити через витяжний штамп для витягування листового металу в чашку, при цьому притискний елемент розташований на стороні чашки, протилежній витяжному пуансону, так, що при 5 UA 112058 C2 5 10 використанні під час операції обтягування притискний елемент притискає кільцеву область основи між притискним елементом і витяжним пуансоном. 7. Прес за п. 6, в якому обтяжний інструмент містить обтяжний пуансон, розташований на стороні чашки, протилежній витяжному пуансону, при цьому один або обидва з обтяжного пуансона і комбінації з витяжного пуансона і притискного елемента виконані з можливістю переміщення один до одного так, що при використанні обтяжний пуансон деформує і обтягує щонайменше частину основи, що лежить в замкнутій ділянці. 8. Прес за п. 6 або 7, в якому витяжний пуансон виконаний з виїмкою або отвором для забезпечення проходження обтяжного інструмента повністю або частково у виїмку або отвір при операції обтягування. 6 UA 112058 C2 7 UA 112058 C2 8 UA 112058 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Автори англійськоюMonro, Stuart
Автори російськоюМонро Стюарт
МПК / Мітки
МПК: B21D 22/30, B21D 25/00, B21D 51/26
Мітки: прес, чашки, спосіб, здійснення, металевої, листового, виробництва, металу
Код посилання
<a href="https://ua.patents.su/11-112058-sposib-virobnictva-metalevo-chashki-z-listovogo-metalu-i-pres-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва металевої чашки з листового металу і прес для його здійснення</a>
Спосіб виробництва литої металевої штаби та двовалковий розливний пристрій для його здійснення
Номер патенту: 84703
Опубліковано: 25.11.2008
Автори: Екерсторфер Геральд, Бруммейер Маркус, Хохенбіхлер Геральд
МПК: B22D 11/06, B22D 43/00, B22D 11/106
Мітки: штаби, виробництва, спосіб, пристрій, двовалковий, розливний, литої, металевої, здійснення
Формула / Реферат:
1. Спосіб виробництва литої металевої штаби з використанням двох ливарних валків (1, 2) і двох бокових пластин (3, 4), що разом утворюють простір (5) для розплаву і ливарний розхил (7), причому рідкий метал подають до простору (5) для розплаву металу й у цьому просторі (5) утворюють плавильну ванну з поверхнею (8) плавильної ванни, і литу металеву штабу (13) подають з простору (5) для розплаву через ливарний розхил (7), і під дією принаймні...
Спосіб безперервного виробництва металу та агрегат для його здійснення
Номер патенту: 32013
Опубліковано: 15.12.2000
Автори: Тіщенко Петро Ілліч, Тіщенко Антон Петрович
МПК: C21B 13/14, F27B 1/00
Мітки: безперервного, агрегат, здійснення, металу, спосіб, виробництва
Текст:
...у верхній частині реактора розміщений завантажувальний пристрій, виконаний у вигляді живильника із швидкообертовим диском. В реакторі розміщений ряд фурм для подачі кисня а , під реактором розміщений ківш для випуску шлакометалевого розплаву. Суттєвими ознаками відомого пристрою, співпадаючими з ознаками винаходу, що заявляється є; 1. Місткість з продувальними елементами. 2. Ківш, розміщений під місткістю. 3. Завантажувальний пристрій. 4....
Спосіб виготовлення пуансонів прес-форм для виробництва взуття
Номер патенту: 39008
Опубліковано: 15.05.2001
Автори: Передрій Павло Павлович, Тарасюк Павло Юхимович, Гайдук Валентин Миколайович, Тітовський Ігор Миколайович
МПК: A43D 1/00
Мітки: взуття, виробництва, виготовлення, пуансонів, спосіб, прес-форм
Формула / Реферат:
Спосіб виготовлення пуансонів прес-форм для виробництва взуття, який передбачає розміщення і закріплення у прес-формі базового пуансона, введення до порожнини прес-форми заповнювача з його наступним ущільнюванням і технологічну витримку, який відрізняється тим, що виготовлення пуансона здійснюють у дві стадії, на одній з яких попередньо у прес-формі по базовому пуансону з алюмінію відливають заготівку з позитивною конфігурацією сліду взуття з...
Спосіб оцінки механічних властивостей металу у виробах із листового прокату
Номер патенту: 13670
Опубліковано: 17.04.2006
Автори: Мурашкін Олександр Вікторович, Солошенко Павло Васильович, Шебаніц Максим Юрієвич, Троцан Анатолій Іванович, Зерницький Давид Ілліч, Кармазін Андрій Вікторович, Білосточний Андрій Васильович, Левтерова Ірина Анатоліївна, Білосточний Василь Володимирович
МПК: G01N 1/04
Мітки: властивостей, прокату, спосіб, механічних, виробах, оцінки, листового, металу
Формула / Реферат:
1. Спосіб оцінки механічних властивостей металу у виробах із листового прокату, що включає вирізку проб з листового прокату, призначеного для виготовлення виробу, виготовлення з вирізаних проб стандартних зразків для випробування механічних властивостей, який відрізняється тим, що перед виготовленням стандартних зразків для випробування механічних властивостей проби металу піддають такому ж механічному впливу, як і листовий прокат при...
Спосіб обробки поверхні листового металу
Номер патенту: 42962
Опубліковано: 27.07.2009
Автори: Редько Леонід Олегович, Білий Євгеній Тимофійович, Білий Вячеслав Євгенійович
МПК: B21B 1/00
Мітки: обробки, спосіб, листового, металу, поверхні
Формула / Реферат:
Спосіб обробки поверхні листового металу, що включає прокатку листового металу у валках, один з яких має регулярний рельєф, з формуванням на поверхні листового металу рельєфу у вигляді сукупності однорідних чотирикутних, у плані, западин, розташованих діагоналлю в напрямку прокатки, який відрізняється тим, що формують рельєф у вигляді сукупності однорідних ромбоподібних, у плані, западин з відношенням розмірів діагоналей від 1,4 до 2,5,...
Попередній патент: Пруток фільтра для курильного виробу і курильний виріб
Наступний патент: Комбінована терапія із кріохірургією і іміквімодом для лікування актинічного кератозу (варіанти)
Випадковий патент: Пристрій для промивки фільтрів