Спосіб виробництва литої металевої штаби та двовалковий розливний пристрій для його здійснення
Номер патенту: 84703
Опубліковано: 25.11.2008
Автори: Бруммейер Маркус, Екерсторфер Геральд, Хохенбіхлер Геральд

Формула / Реферат
1. Спосіб виробництва литої металевої штаби з використанням двох ливарних валків (1, 2) і двох бокових пластин (3, 4), що разом утворюють простір (5) для розплаву і ливарний розхил (7), причому рідкий метал подають до простору (5) для розплаву металу й у цьому просторі (5) утворюють плавильну ванну з поверхнею (8) плавильної ванни, і литу металеву штабу (13) подають з простору (5) для розплаву через ливарний розхил (7), і під дією принаймні одного газового струменя на поверхню (8) плавильної ванни утворюють обмежену поверхневу зону (30) для збирання часток, що є сторонніми для розплаву металу, який відрізняється тим, що принаймні один газовий струмінь направляють на поверхню (8) плавильної ванни з віссю (21) газового струменя на відстані 10-50 мм, виміряній на поверхні плавильної ванни, від лінії контакту (10, 11) між поверхнею (8) плавильної ванни та ливарним валком (1, 2).
2. Спосіб за п. 1, який відрізняється тим, що принаймні один газовий струмінь направляють на поверхню (8) ванни під кутом α 25-145°, переважно, під кутом α 35-90°.
3. Спосіб за одним з попередніх пунктів, який відрізняється тим, що принаймні один газовий струмінь направляють на поверхню (8) ванни з віссю (21) газового струменя на відстані від лінії контакту (10, 11) між поверхнею (8) ванни і боковою пластиною (3, 4).
4. Спосіб за п. 1, який відрізняється тим, що принаймні один газовий струмінь направляють на поверхню (8) плавильної ванни з віссю (21а, 21b) газового струменя на відстані від лінії контакту (10, 11) між поверхнею (8) плавильної ванни і боковою пластиною (3, 4) 10-50 мм, виміряній на поверхні (8) плавильної ванни.
5. Спосіб за п. 1 або 2, який відрізняється тим, що принаймні один газовий струмінь направляють на поверхню бокової пластини (3, 4) на певній відстані від лінії контакту між поверхнею (8) плавильної ванни та боковою пластиною (3, 4), і принаймні частину потоку газового струменя ефективно відвертають на поверхню (8) плавильної ванни.
6. Спосіб за одним з пп. 1-5, який відрізняється тим, що принаймні один газовий струмінь має форму плоского струменя.
7. Спосіб за п. 6, який відрізняється тим, що принаймні один газовий струмінь має форму частково криволінійного плоского струменя.
8. Спосіб за одним з пп. 1-7, який відрізняється тим, що принаймні один газовий струмінь є таким, що розходиться, з кутом розкриву γ 10-35° у напрямку потоку.
9. Спосіб за одним з пп. 1-8, який відрізняється тим, що між двома боковими пластинами (3, 4), залишаючи, якщо доречно, вільну відстань відносно бокових пластин (3, 4), принаймні один газовий струмінь діє на поверхню (8) плавильної ванни паралельно або похило, без переривань, до лінії контакту між поверхнею (8) плавильної ванни та ливарним валком (1, 2).
10. Спосіб за одним з пп. 1-9, який відрізняється тим, що між двома ливарними валками (1, 2), залишаючи, якщо доречно, вільну відстань відносно ливарних валків (1, 2), принаймні один газовий струмінь діє на поверхню (8) плавильної ванни паралельно, без переривань, до лінії контакту між поверхнею (8) плавильної ванни та боковою пластиною (3, 4).
11. Спосіб за одним з пп. 1-10, який відрізняється тим, що на поверхню (8) плавильної ванни принаймні частково діють принаймні два газових струмені на певній відстані один від одного.
12. Спосіб за одним з пп. 1-11, який відрізняється тим, що принаймні один газовий струмінь утворює головну хвилю (24) на поверхні (8) плавильної ванни, що оточує її обмежену поверхневу зону принаймні частково, яку підтримують постійною з висотою 0,05-10 мм, переважно, 0,1-3 мм, над нормальним рівнем поверхні (8) плавильної ванни.
13. Спосіб за одним з пп. 1-12, який відрізняється тим, що для утворення газового струменя використовують інертний або відновний газ, переважно аргон, азот, N+Н2 або суміші принаймні двох із цих газів.
14. Спосіб за одним з пп. 1-13, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни на початковій стадії процесу лиття включають лише через 10 сек. - 2 хв. після подачі розплаву до простору (5) для розплаву металу.
15. Спосіб за одним з пп. 1-14, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни на певний час частково переривають у певний проміжок часу, щоб видалити частки, що є сторонніми для розплаву, з обмеженої поверхневої зони (30).
16. Спосіб за п. 15, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни переривають вздовж лінії контакту між поверхнею (8) плавильної ванни та принаймні одним з двох ливарних валків (1, 2).
17. Спосіб за п. 15, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни переривають вздовж лінії контакту між поверхнею (8) плавильної ванни та принаймні однієї з двох бокових пластин (3, 4), переважно, вздовж лінії контакту між поверхнею (8) плавильної ванни та обома боковими пластинами (3, 4).
18. Спосіб за одним з пп. 15-17, який відрізняється тим, що частки, що є сторонніми для розплаву металу, видаляють з металевої штаби (13) обрізкою кромок литої металевої штаби (13).
19. Спосіб за одним з пп. 15-18, який відрізняється тим, що видалення часток, що є сторонніми для розплаву металу, здійснюють у проміжок часу відразу після досягнення необхідної ваги рулону литої металевої штаби (13), і цю частину металевої штаби (13), яка насичена частками, що є сторонніми для розплаву металу, видаляють.
20. Двовалковий розливний пристрій для виробництва литої металевої штаби, який має ливарні валки (1, 2), що приводяться до обертання, і бокові пластини (3, 4), що спираються на кінцеві боки ливарних валків (1, 2), причому ливарні валки (1, 2) і бокові пластини (3, 4) разом утворюють простір (5) для розплаву металу, призначений для утримування плавильної ванни, з її поверхнею (8) і ливарним розхилом (7), в якому у просторі (5) для розплаву металу розміщена або в простір (5) для розплаву металу направлена принаймні одна газова фурма (16, 16а, 16b,...) з випускним отвором (17, 17а, 17b,…) для подачі націленого газового струменя таким чином, що на поверхні (8) плавильної ванни утворена обмежена поверхнева зона (30) для збирання часток, що є сторонніми для розплаву металу, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни на певній відстані від лінії контакту (10, 11) між поверхнею (8) плавильної ванни і ливарним валком (1, 2) таким чином, що весь газовий струмінь, що розходиться, ударяє поверхню (8) плавильної ванни, і відстань між віссю (21, 21b) газового струменя, направленого на поверхню (8) плавильної ванни, і лінією контакту (10, 11) між поверхнею (8) плавильної ванни і ливарним валком (1, 2) дорівнює 10-50 мм, виміряна на поверхні (8) плавильної ванни.
21. Двовалковий розливний пристрій за п. 20, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни під кутом α 25-145°, переважно, під кутом α 35-90°.
22. Двовалковий розливний пристрій за одним з пп. 20 або 21, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) ванни на певній відстані від лінії контакту (10, 11) між поверхнею (8) плавильної ванни і боковою пластиною (3, 4).
23. Двовалковий розливний пристрій за п. 22, який відрізняється тим, що відстань між віссю (21, 21b) газового струменя, направленою на поверхню (8) плавильної ванни, і лінією контакту (10, 11) між поверхнею (8) плавильної ванни і боковою пластиною (3, 4) дорівнює відстані 10-50 мм, виміряній на поверхні (8) плавильної ванни.
24. Двовалковий розливний пристрій за одним з пп. 20-23, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на бокову платину (3, 4) на певній відстані від лінії контакту між поверхнею (8) плавильної ванни і боковою пластиною (3, 4).
25. Двовалковий розливний пристрій за одним з пп. 20-24, який відрізняється тим, що між двома боковими пластинами (3, 4), залишаючи, якщо доречно, вільну відстань відносно бокових пластин (3, 4), випускний отвір (17, 17а, 17b,…) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни паралельно лінії контакту (10, 11) між поверхнею (8) ванни та ливарним валком (1, 2).
26. Двовалковий розливний пристрій за одним з пп. 20-25, який відрізняється тим, що між двома ливарними валками (1, 2), залишаючи, якщо доречно, вільну відстань відносно ливарних валків (1, 2), випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни паралельно лінії контакту (10, 11) між поверхнею (8) плавильної ванни та боковою пластиною (3,4).
27. Двовалковий розливний пристрій за одним з пп. 20-26, який відрізняється тим, що газова фурма (16, 16а, 16b,...) має форму фурми плоского струменя з випускним отвором (17, 17а, 17b,...) у вигляді щілини.
28. Двовалковий розливний пристрій за одним з пп. 20-27, який відрізняється тим, що газова фурма (16а, 16b) має два практично рівновіддалені випускні отвори (17а, 17b) для націлених газових струменів, або передбачені дві газові фурми, кожна з яких має по випускному отвору, і у цьому випадку випускні отвори розміщені таким чином, що на поверхні (8) плавильної ванни утворюється подвійна обмежена поверхнева зона (30) для збирання часток, що є сторонніми для розплаву.
29. Двовалковий розливний пристрій за одним з пп. 20-28, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) принаймні однієї газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни таким чином, що разом із частинами ливарних валків (1, 2) або бокових пластин (3, 4), або інших внутрішніх деталей у просторі (5) для розплаву металу вони утворюють на поверхні (8) плавильної ванни обмежену поверхневу зону (30) під дією газових струменів.
30. Двовалковий розливний пристрій за одним з пп. 20-29, який відрізняється тим, що простір (5) для розплаву металу, утворений ливарними валками (1, 2) та боковими пластинами (3, 4), є закритий для потрапляння повітря покривним куполом (9), і випускний отвір (17, 17а, 17b,…) принаймні однієї газової фурми (16, 16а, 16b,...) є відкритий в простір (5) для розплаву металу.
31. Двовалковий розливний пристрій за п. 30, який відрізняється тим, що газові фурми (16, 16а, 16b,...) прикріплені до покривного купола (9) й орієнтовані.
Текст
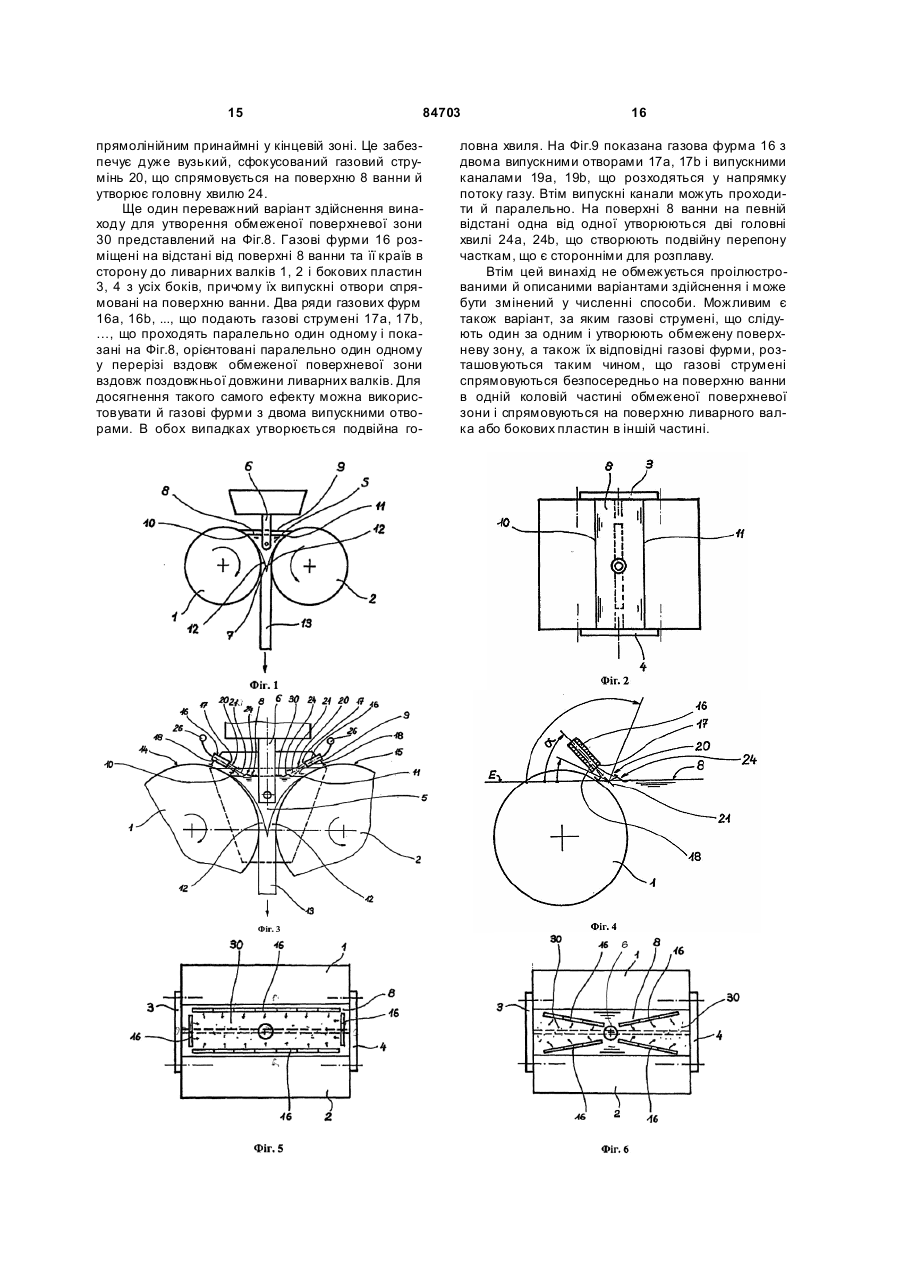
1. Спосіб виробництва литої металевої штаби з використанням двох ливарних валків (1, 2) і двох бокових пластин (3, 4), що разом утворюють простір (5) для розплаву і ливарний розхил (7), причому рідкий метал подають до простору (5) для розплаву металу й у цьому просторі (5) утворюють плавильну ванну з поверхнею (8) плавильної ванни, і литу металеву штабу (13) подають з простору (5) для розплаву через ливарний розхил (7), і під дією принаймні одного газового струменя на поверхню (8) плавильної ванни утворюють обмежену поверхневу зону (30) для збирання часток, що є сторонніми для розплаву металу, який відрізняється тим, що принаймні один газовий струмінь направляють на поверхню (8) плавильної ванни з віссю (21) газового струменя на відстані 10-50 мм, виміряній на поверхні плавильної ванни, від лінії контакту (10, 11) між поверхнею (8) плавильної ванни та ливарним валком (1, 2). 2. Спосіб за п.1, який відрізняє ться тим, що принаймні один газовий струмінь направляють на поверхню (8) ванни під кутом α 25-145°, переважно, під кутом α 35-90°. 3. Спосіб за одним з попередніх пунктів, який відрізняється тим, що принаймні один газовий стру 2 (19) 1 3 84703 11. Спосіб за одним з пп.1-10, який відрізняється тим, що на поверхню (8) плавильної ванни принаймні частково діють принаймні два газових струмені на певній відстані один від одного. 12. Спосіб за одним з пп.1-11, який відрізняється тим, що принаймні один газовий струмінь утворює головну хвилю (24) на поверхні (8) плавильної ванни, що оточує її обмежену поверхневу зону принаймні частково, яку підтримують постійною з висотою 0,05-10 мм, переважно, 0,1-3 мм, над нормальним рівнем поверхні (8) плавильної ванни. 13. Спосіб за одним з пп.1-12, який відрізняється тим, що для утворення газового струменя використовують інертний або відновний газ, переважно аргон, азот, N+Н2 або суміші принаймні двох із цих газів. 14. Спосіб за одним з пп.1-13, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни на початковій стадії процесу лиття включають лише через 10 сек. - 2 хв. після подачі розплаву до простору (5) для розплаву металу. 15. Спосіб за одним з пп.1-14, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни на певний час частково переривають у певний проміжок часу, щоб видалити частки, що є сторонніми для розплаву, з обмеженої поверхневої зони (30). 16. Спосіб за п.15, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни переривають вздовж лінії контакту між поверхнею (8) плавильної ванни та принаймні одним з двох ливарних валків (1, 2). 17. Спосіб за п.15, який відрізняється тим, що дію принаймні одного газового струменя на поверхню (8) плавильної ванни переривають вздовж лінії контакту між поверхнею (8) плавильної ванни та принаймні однієї з двох бокових пластин (3, 4), переважно, вздовж лінії контакту між поверхнею (8) плавильної ванни та обома боковими пластинами (3, 4). 18. Спосіб за одним з пп.15-17, який відрізняється тим, що частки, що є сторонніми для розплаву металу, видаляють з металевої штаби (13) обрізкою кромок литої металевої штаби (13). 19. Спосіб за одним з пп.15-18, який відрізняється тим, що видалення часток, що є сторонніми для розплаву металу, здійснюють у проміжок часу відразу після досягнення необхідної ваги рулону литої металевої штаби (13), і цю частину металевої штаби (13), яка насичена частками, що є сторонніми для розплаву металу, видаляють. 20. Двовалковий розливний пристрій для виробництва литої металевої штаби, який має ливарні валки (1, 2), що приводяться до обертання, і бокові пластини (3, 4), що спираються на кінцеві боки ливарних валків (1, 2), причому ливарні валки (1, 2) і бокові пластини (3, 4) разом утворюють простір (5) для розплаву металу, призначений для утримування плавильної ванни, з її поверхнею (8) і ливарним розхилом (7), в якому у просторі (5) для розплаву металу розміщена або в простір (5) для розплаву металу направлена принаймні одна газова фурма (16, 16а, 16b,...) з випускним отвором (17, 17а, 17b,…) для подачі націленого газового 4 струменя таким чином, що на поверхні (8) плавильної ванни утворена обмежена поверхнева зона (30) для збирання часток, що є сторонніми для розплаву металу, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни на певній відстані від лінії контакту (10, 11) між поверхнею (8) плавильної ванни і ливарним валком (1, 2) таким чином, що весь газовий струмінь, що розходиться, ударяє поверхню (8) плавильної ванни, і відстань між віссю (21, 21b) газового струменя, направленого на поверхню (8) плавильної ванни, і лінією контакту (10, 11) між поверхнею (8) плавильної ванни і ливарним валком (1, 2) дорівнює 10-50 мм, виміряна на поверхні (8) плавильної ванни. 21. Двовалковий розливний пристрій за п.20, який відрізняє ться тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни під кутом α 25-145°, переважно, під кутом α 35-90°. 22. Двовалковий розливний пристрій за одним з пп.20 або 21, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) ванни на певній відстані від лінії контакту (10, 11) між поверхнею (8) плавильної ванни і боковою пластиною (3, 4). 23. Двовалковий розливний пристрій за п.22, який відрізняє ться тим, що відстань між віссю (21, 21b) газового струменя, направленою на поверхню (8) плавильної ванни, і лінією контакту (10, 11) між поверхнею (8) плавильної ванни і боковою пластиною (3, 4) дорівнює відстані 10-50 мм, виміряній на поверхні (8) плавильної ванни. 24. Двовалковий розливний пристрій за одним з пп.20-23, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на бокову платину (3, 4) на певній відстані від лінії контакту між поверхнею (8) плавильної ванни і боковою пластиною (3, 4). 25. Двовалковий розливний пристрій за одним з пп.20-24, який відрізняється тим, що між двома боковими пластинами (3, 4), залишаючи, якщо доречно, вільну відстань відносно бокових пластин (3, 4), випускний отвір (17, 17а, 17b,…) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни паралельно лінії контакту (10, 11) між поверхнею (8) ванни та ливарним валком (1, 2). 26. Двовалковий розливний пристрій за одним з пп.20-25, який відрізняється тим, що між двома ливарними валками (1, 2), залишаючи, якщо доречно, вільну відстань відносно ливарних валків (1, 2), випускний отвір (17, 17а, 17b,...) газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни паралельно лінії контакту (10, 11) між поверхнею (8) плавильної ванни та боковою пластиною (3,4). 27. Двовалковий розливний пристрій за одним з пп.20-26, який відрізняється тим, що газова фурма (16, 16а, 16b,...) має форму фурми плоского струменя з випускним отвором (17, 17а, 17b,...) у вигляді щілини. 5 84703 6 28. Двовалковий розливний пристрій за одним з пп.20-27, який відрізняється тим, що газова фурма (16а, 16b) має два практично рівновіддалені випускні отвори (17а, 17b) для націлених газових струменів, або передбачені дві газові фурми, кожна з яких має по випускному отвору, і у цьому випадку випускні отвори розміщені таким чином, що на поверхні (8) плавильної ванни утворюється подвійна обмежена поверхнева зона (30) для збирання часток, що є сторонніми для розплаву. 29. Двовалковий розливний пристрій за одним з пп.20-28, який відрізняється тим, що випускний отвір (17, 17а, 17b,...) принаймні однієї газової фурми (16, 16а, 16b,...) направлений на поверхню (8) плавильної ванни таким чином, що разом із частинами ливарних валків (1, 2) або бокових пластин (3, 4), або інших вн утрішніх деталей у просторі (5) для розплаву металу вони утворюють на поверхні (8) плавильної ванни обмежену поверхневу зону (30) під дією газових струменів. 30. Двовалковий розливний пристрій за одним з пп.20-29, який відрізняється тим, що простір (5) для розплаву металу, утворений ливарними валками (1, 2) та боковими пластинами (3, 4), є закритий для потрапляння повітря покривним куполом (9), і випускний отвір (17, 17а, 17b,…) принаймні однієї газової фурми (16, 16а, 16b,...) є відкритий в простір (5) для розплаву металу. 31. Двовалковий розливний пристрій за п.30, який відрізняє ться тим, що газові фурми (16, 16а, 16b,...) прикріплені до покривного купола (9) й орієнтовані. Винахід відноситься до способу виробництва литої металевої штаби з використанням двох ливарних валків і двох бокових пластин, що разом утворюють простір для розплаву і ливарний розхил, причому розплав металу подають до простору для розплаву і у просторі для розплаву утворюють плавильну ванну з поверхнею ванни, що відкрита згори, і литу металеву штабу подають з простору для розплаву через ливарний розхил, причому на поверхні ванни під дією принаймні одного газового струменю утворюють обмежену поверхневу зону для збирання часток, що є сторонніми для розплаву, і до двовалкового розливного пристрою, використовуваного для цього способу. Переважно, винахід відноситься до способу лиття для безперервного виробництва литої металевої штаби товщиною 0,5-10мм з використанням двовалкового розливного пристрою з видаленням литої металевої штаби практично вертикально вниз. Двовалковий розливний пристрій в вертикально подаваною металевою штабою є загально відомим і містить, як схематично показано на Фіг.1 і 2, два приводних ливарних валка 1, 2, що обертаються у протилежних напрямках, і дві бокові пластини 3, 4, що переважно встановлені на кінцевих боках ливарних валків і таким чином утворюють простір для розплаву 5 для прийому рідкого металу, що подається через занурений розливний стакан 6. Дві вісі обертання ливарних валків лежать у горизонтальній площині і проходять паралельно одна одній на певній відстані між ними, завдяки чому між ливарними валками утворюється ливарний розхил 7; поздовжня довжина цього ливарного розхилу 7 обмежується боковими платинами, і, відтак, ливарний розхил 7 має поперечний переріз, що відповідає поперечному перерізу необхідної металевої штаби. У випадку безперервної подачі рідкого металу до простору для розплаву у ньому утворюється плавильна ванна з відкритою згори поверхнею 8. Над поверхнею ванни простір для розплаву обмежений покривним куполом 9, що спирається так, щоб утворити ущільнення, або залишаючи відкритим проміжок, на ливарні валки і бокові пластини, щоб практично запобігти доступу зовнішнього повітря. Знизу простір для розплаву відкритий до ливарного розхилу, з якого виходить металева штаба. Коли ливарні валки обертаються, на бокових поверхнях ливарних валків, коли вони входять до плавильної ванни, між поверхнею ванни й охолодженими ливарними валками, починаючи від ліній контакту 10, 11, утворюються корки струмка 12, причому ці корки струмка безперервно стають товстішими і насамкінець об'єднується у ливарному розхилі, утворюючи металеву штабу 13. Під час безперервної подачі рідкого металу до простору для розплаву через занурений розливний стакан, що спричиняє рух у плавильній ванні, відбувається захоплення неметалевих часток, що є сторонніми для розплаву. Ці частки спливають на поверхню ванни, де вони агломеруються - разом із частками, що є сторонніми для розплаву й утворилися у плавильних ваннах ливарних форм через хімічну реакцію з матеріалом вогнетривкої футеровки або через вторинне окислення - і потрапляють в корки струмка, здебільшого на лінії контакту з ливарними валками безпосередньо на боковій поверхні ливарних валків, утворюючи включення і витоки макротріщин і мікротріщин на самій поверхні та в зоні біля поверхні литої металевої штаби. Відомі двовалковий розливний пристрій і спосіб розливу розплаву металу описані, наприклад, в документах [JP-A 2001-314946, WO 02/083343 та JP-A 2-207946]. Для того щоб утримувати частки, що є сторонніми для розплаву, подалі від лінії контакту між поверхнею ливарних валків і поверхнею рівня ванни, у [JP-A 2001-314946] пропонується в зону цієї лінії контакту подавати газові струмені, що примушуватимуть частки, що є сторонніми для розплаву, переміщатися у напрямку до центру лунки розплавленого металу. Газові струмені діють на частину поверхні ливарних валків і крайову зону поверхні рівня ванни, але при цьому на поверхні ливарних валків у чутливій зоні мають місце коливання ванни і коливання температури, що справляють вплив на ріст корки струмка залежно від інтенсивності та температури газових струменів. На жаль, для кінцевого продукту особливо 7 84703 важливими є практично сталі початкові умови для утворення корок струмка. У відповідності з документом [WO 02/083343] переміщенню часток, що є сторонніми для розплаву і захоплені в плавильну ванну, до лінії контакту між ванною металу і боковими поверхнями ливарних валків запобігають під час операції лиття, використовуючи екрани, що похило занурюють у ванну металу і нижні краї яких розміщують нижче рівня випускних отворів зануреного розливного стакана. Намір полягає в тому, щоб додатково створити лунку розплавленого металу у просторі для розплаву, в яку можна відокремити неметалічні частки. Металеву штабу, що безперервно виробляють з використанням двовалкового розливного пристрою, змотують у р улони, і наприкінці операції змотування кожного окремого рулону екрани видаляють з ванни металу, і частки, що відокремилися на поверхні ванни, здувають у напрямку принаймні однієї з поверхонь ливарних валків, використовуючи для цього газові фурми, й у такий спосіб видаляють разом з коротким відрізком металевої штаби. Основний недолік цього способу полягає у тому, що з кожним рулоном одержують кусок брухту, що перериває процес безперервного виробництва і підвищує відсоток браку виробництва. Крім того, на екрані накопичується розплав металу, що кожного разу, коли екран піднімають, тужавіє. Якщо екран виготовлений з вогнетривкого матеріалу, до розплаву додатково потрапляють еродовані частки вогнетривкого матеріалу, або між рідкою сталлю і вогнетривким матеріалом відбувається хімічна реакція, що утворює додаткові домішки. В документі [JP-A 2-207946] розкритий двовалковий розливний пристрій, у якому сторонні частки, що плавають на поверхні ванни, видаляють безперервним вичерпуванням, випростовуючи обертові ковшові механізми. Оскільки цим пристроям доводиться працювати при температурі плавлення металу, у цих механічних пристроях вірогідним є високе число відмов в процесі експлуатації. Крім того, у випадку ванни рідкої сталі поверхню ванни необхідно захищати від контакту атмосферним киснем і, відтак, за таких умов використання вичерпних пристроїв є економічно і технічно не виправданим. Отже, метою винаходу є запобігти описаним недолікам відомих технічних рішень і запропонувати спосіб виробництва литої металевої штаби і двовалковий розливний пристрій, у якому потрапляння часток, що є сторонніми для розплаву, в металеву штабу або на її поверхню або у зону поруч з поверхнею металевої штаби практично виключено, у якому досягається лінія контакту між поверхнею ванни та боковою поверхнею ливарного валка, що практично не зазнає порушень і обмежована від утворення будь-яких хвиль на поверхні ванни, і одночасно максимально виключений контакт з киснем. Базуючись на способі, описаному у вступі, ця мета досягається в силу того факту, що принаймні один газовий струмінь направляють на поверхню ванни так, що вісь газового струменю знаходиться на певній відстані від лінії контакту між поверхнею 8 ванни та ливарного валка. При цьому принаймні один газовий струмінь формують таким чином, що вздовж обмежованої зони поверхні не залишається проміжків, через які частки, що є сторонніми для розплаву, могли б вийти. Взагалі обмежену зону поверхні можна утворювати газовим струменем, що утворює замкнене кільце з будь-яким необхідним зовнішнім контуром або кількома послідовними газовими струменями. Одночасно, зокрема, у випадку рідких металів, що мають високу тенденцію до окислення, наприклад, сталь, над ванною рідкого металу і всередині простору для розплаву, який оптимально замкнений щодо потрапляння зовнішнього повітря, створюють і підтримують атмосферу інертного або відновного захисного газу, що практично виключає вторинне окислення рідкого металу. Принаймні один газовий струмінь направляють безпосередньо на поверхню ванни. Це спричиняє створення спокійної крайової стрічки, на яку практично не впливає утворення хвиль на поверхні ванни, між зоною контакту між газовим струменем і поверхнею ванни і ливарними валками та (або) боковими пластинами, що обмежовують простір для розплаву. Ця міра значно сприяє постійному, рівномірному й незбуреному утворюванню корок струмка на бокових поверхнях ливарних валків, що обертаються відповідно до швидкості лиття, якщо поверхні ливарних валків також функціонують оптимально стабільним і однорідним чином. У цьому контексті особливо доцільно, якщо принаймні один газовий струмінь спрямований на поверхню ванни під кутом а 25-145°, переважно, під кутом 35-90° до горизонтальної площини. У цьому випадку поверхня ванни практично відповідає цій горизонтальній площині. Кожний газовий струмінь має свою вісь. Переважно, принаймні один газовий струмінь спрямований на поверхню ванни так, що його вісь знаходиться на певній відстані від лінії контакту між газовим струменем і поверхнею ванни і ливарними валками та (або) від лінії контакту між поверхнею ванни та боковою пластиною. Ця відстань переважно є постійною і дорівнює 10-50мм, виміряних на поверхні ванни. Оскільки бокові пластини на відміну від обертових ливарних валків є практично нерухомими, принаймні один газовий струмінь можна направити на поверхню бокової пластини на певній відстані від лінії контакту між поверхнею ванни та боковою пластиною, і принаймні частину потоку газового струменю можна ефективно відвернути на поверхню ванни. Газовий струмінь або газові струмені переважно мають форму плоского струменя і виходять з фурми відповідної форми. Доцільно кілька фурм розташувати послідовно так, щоб створити безперервний вузький газовий струмінь, подібний до використовуваного у газовому лічильнику. Для того щоб утворити на поверхні ванни обмежену поверхневу зону будь-якої необхідної форми, принаймні один газовий струмінь має форму частково криволінійного плоского струменя. Після виходу з газової фурми газовий струмінь 9 84703 розходиться з кутом розкриву 10-35° у напрямку потоку. Для рівномірного й стабільного утворення корки струмка необхідно, щоб увесь газовий струмінь, що розходиться, ударяв поверхню ванни, а не направлявся частково на бокову поверхню ливарного валка. На бокових пластинах, що можуть здійснювати коливальний рух, безпосередній контакт між газовим струменем і боковою пластиною є повністю припустимий, оскільки несприятливі наслідки, що спостерігаються на бокових поверхнях ливарних валків, тут не спричиняються. За переважним варіантом здійснення, між двома боковими пластинами, залишаючи, якщо доречно, вільну відстань відносно бокових пластин, принаймні один газовий струмінь діє на поверхню ванни, паралельно або похило, без переривань, на лінію контакту між поверхнею ванни та ливарним валком. Це забезпечує, що поверхня ливарного валка безперервно захищається від контакту з частками, що є сторонніми для розплаву. Безперервне переміщення цих часток до бокових пластин і, відтак, і крайову зону литої металевої штаби є можливим, а також необхідним, оскільки лита металева штаба, принаймні перед тим, як змотується на моталці, що знаходиться далі у лінії технологічного процесу, проходить через кромкообрізну станцію, що не обов'язково має знаходитися у двовалковому розливному пристрої, і, відтак, кероване збільшення рівня неметалічних включень у цій зоні не спричиняє додаткового бракованого матеріалу. Спрямовування газового струменю так, що він проходить похило відносно до лінії контакту між поверхнею ванни та ливарним валком додатково сприяє видалення часток, що є сторонніми для розплаву, до бокових пластин. Крім того, залишення вільної відстані відносно бокових пластин запобігає місцевому охолодженню газовими струменями просторово обмеженої зони на бокових пластинах. Так само, між двома ливарними валками, залишаючи, якщо доречно, вільну відстань відносно ливарних валків, принаймні один газовий струмінь діє на поверхню ванни, паралельно, без переривань, на лінію контакту між поверхнею ванни та боковою пластиною. У результаті, якщо підчас операції лиття збільшення часток, що є сторонніми для розплаву, є небажаним навіть на краях металевої штаби, забезпечується відповідний захист. Залишення вільної відстані відносно ливарних валків запобігає місцевому охолодженню на боковій поверхні ливарного валка вздовж колової стрічки і, відтак, різним рівням росту корки струмка вздовж лінії контакту між боковою поверхнею ливарного валка і поверхнею ванни. Подальше покращення в обмеженні часток, що є сторонніми для розплаву, досягається, якщо на поверхню ванни принаймні частково діють принаймні два газових стр уменя на певній відстані один від одного. Ця міра покращує якість поверхні вздовж лінії контакту між боковою поверхнею ливарного валка та поверхнею ванни. Два газових струменя переважно розміщені рівновіддаленими відносно один від одного. При утворенні обмеженої поверхневої зони газовими струменями можна залучати компоненти 10 двовалкового розливного пристрою, що утворюють простір для розплаву або розміщені безпосередньо у ньому. У цьому випадку обмежена поверхнева зона утворюється частково принаймні одним газовим струменем і частково частинами бокових пластин або ливарних валків або зануреного розливного стакана або інших внутрішніх деталей. Переважно, принаймні один газовий струмінь ударяє поверхню ванни під кутом, що утворити нерозривну головну хвилю, тобто спучення на поверхні ванни, що проходить паралельно у напрямку проходження плоского струменя і оточує обмежену поверхневу зону принаймні частково. Головна хвиля може бути безперервною і таким чином самотужки утворювати цю обмежену поверхневу зону, або може утворювати обмежену поверхневу зону разом із компонентами двовалкового розливного пристрою, наприклад, частинами бокових пластин або ливарних валків або зануреного розливного стакана або інших вн утрішні х деталей. Головна хвиля, утворена газовими струменями, підтримується практично постійною з висотою 0,05-10мм, переважно, 0,1-3мм, над нормальним рівнем поверхні ванни. Це створює збірну ємність для часток, що є сторонніми для розплаву, і ці частки перебувають у ній доти, поки не будуть видалені у керований спосіб, або до автоматичного закінчення лиття. Для того щоб запобігти вторинному окисленню рідкого металу на поверхні ванни у цій зоні, для утворення газового струменю використовується інертний або відновний газ. До переважних газів, що можна використовува ти, відносяться аргон, азот, N+Н2 або суміші принаймні двох із цих газів. На початковій стадії процесу лиття пропонованим способом можна користатися лише після того, як дотягнеться робочий рівень ванни і, відтак, рідкий метал у просторі для розплаву і, зокрема, на поверхні ванни стабілізується і заспокоїться. Отже, на початковій стадії процесу лиття дію принаймні одного газового струменю на поверхню ванни доцільно включати лише через 10сек. - 2хв. після подачі розплаву до простору для розплаву (після початку лиття). Протягом тривалого періоду лиття в обмеженій поверхневій зоні накопичується частки, що є сторонніми для розплаву і які необхідно видаляти принаймні з періодичними інтервалами. З експлуатаційних міркувань це краще робити протягом переривів у виробництві, підчас яких і самий простір для розплаву є повністю спорожнений, після чого пристрій запускають знову і процес лиття відновлюють. Якщо ці інтервали часу є занадто тривалими, дію принаймні одного газового струменю на поверхню ванни на певний час частково переривають у певний проміжок часу, щоб видалити з обмеженої поверхневої зони частки, що є сторонніми для розплаву. Цього досягають перериванням дії принаймні одного газового струменю на поверхню ванни вздовж лінії контакту між поверхнею ванни та принаймні одним з двох ливарних валків або між поверхнею ванни та принаймні однієї з двох бокових пластин, переважно, вздовж лінії контакту між поверхнею ванни та обома боко 11 84703 вими пластинами. Видалення часток, що є сторонніми для розплаву, у напрямку до бокових кромок і, відтак, у крайову зону литої металевої штаби, запобігає утворенню включень біля поверхні на широких боках металевої штаби, а цю крайову штабу з підвищеними рівнями включень видаляють під час обрізки кромок штаби, що відбувається на подальшій технологічній стадії. Видалення часток, що є сторонніми для розплаву, по поверхні контакту між ливарними валками та рідким металом у просторі для розплаву переважно здійснюють у проміжок часу відразу після досягнення необхідної ваги рулон у литої металевої штаби. Пропонується також двовалковий розливний пристрій для виробництва литої металевої штаби родового типу, описаного у вступі, який має ливарні валки, що приводяться до обертання, і бокові пластини, що спираються на кінцевих боках ливарних валків, причому ці ливарні валки і бокові пластини разом утворюють простір для розплаву, призначений для прийому плавильної ванни, з поверхнею ванни і ливарним розхилом. У просторі для розплаву розміщена або направлена в нього або проходить до нього принаймні одна газова фурма з випускним отвором для подачі направленого газового струменю таким чином, що на поверхні ванни утворюється обмежена поверхнева зона для збирання часток, що є сторонніми для розплаву. Двовалковий розливний пристрій, утворений таким чином, відрізняється тим, що випускний отвір газової фурми направлений безпосередньо на поверхню ванни на певній відстані від лінії контакту між поверхнею ванни і ливарним валком. На певній відстані над поверхнею ванни простір для розплаву є захищений від потрапляння повітря покривним куполом. Покривний купол спирається на бокові пластини та ливарні валки з поверхнею контакту або ущільненням, або, зокрема, встановлений з вузьким проміжком з ливарними валками, й у цьому випадку захисний газ, що подається до простору для розплаву, ви ходить через ці проміжки і таким чином запобігає потраплянню зовнішнього повітря до цього простору для розплаву. Через покривний купол до простору для розплаву проходять принаймні випускні отвори газових фурм, які переважно кріпляться до покривного купола й орієнтується. Взагалі випускний отвір газових фурм визначає напрям виходу газового струменю. У цій мірі орієнтація вісі фурми у поперечному перерізі випускного отвору газової фурми відповідає орієнтації газового струменю у поперечному перерізі випускного отвору. Оскільки випускні отвори газової фурми і, відтак, визначена вісь фурми у випускному отворі газової фурми направлені безпосередньо на поверхню ванни, переміщення часток, що є сторонніми для розплаву, до небажаних зон поверхні ванни виключено. Сприятливі умови для цього досягаються, якщо відстань між віссю газового струменю, направленої на поверхню ванни, і лінією контакту між поверхнею ванни і ливарним валком дорівнює 10-50мм, виміряним на поверхні ванни. Сприятливі умови так само досягаються, якщо випускний отвір газової фурми або вісь фурми у поперечному перерізі випускного отвору на 12 правлені на поверхню ванни під кутом 25-145°, переважно, під кутом 35-90° до горизонтальної площини. У цьому випадку поверхня ванни практично відповідає цій горизонтальній площині. Для того щоб створити дуже вузький, але розтягнутий газовий струмінь, газова фурма виконана як фурма плоского струменя або з випускним отвором у вигляді щілини. Послідовне розміщення кількох газових фурм цього типу дозволяє замкнути обмежену поверхневу зону будь-якої форми на поверхні ванни, використовуючи газові струмені. Випускний отвір газової фурми доцільно направити безпосередньо на поверхню ванни на певній відстані від лінії контакту між поверхнею ванни та боковою пластиною. Позитивний результат досягається, якщо між двома боковими пластинами, залишаючи, якщо доречно, вільну відстань відносно бокових пластин, випускний отвір газової фурми спрямований на поверхню ванни паралельно лінії контакту поверхнею ванни та ливарним валком. Надмірне місцеве охолодження на бокових пластинах під дією безперервного газового струменю запобігається, якщо між двома ливарними валками, залишаючи, якщо доречно, вільну відстань відносно ливарних валків, вип ускний отвір газової фурми спрямований на поверхню ванни паралельно лінії контакту 2 поверхнею ванни та боковою пластиною. Надмірне місцеве охолодження на поверхні ливарного валка запобігає, якщо між двома ливарними валками, залишаючи, якщо доречно, вільну відстань відносно ливарних валків, випускний отвір газової фурми спрямований на поверхню ванни паралельно лінії контакту поверхнею ванни та боковою пластиною. Кращий захист стосовно часток, що є сторонніми для розплаву, досягається, якщо газова фурма має два практично рівновіддалені випускні отвори для націлених газових струменів, або передбачені дві газові фурми, кожна з яких має по випускному отвору, і у цьому випадку випускні отвори розміщені таким чином, що на поверхні ванни утворюється подвійна обмежена поверхнева зона для збирання часток, що є сторонніми для розплаву. Безперервна обмежена поверхнева зона для збирання часток, що є сторонніми для розплаву, досягається, якщо випускні отвори принаймні однієї газової фурми направлені на поверхню ванни таким чином, що під дією газових струменів вони утворюють на поверхні ванни обмежену поверхневу зону. Втім це можливо і якщо випускні отвори принаймні однієї газової фурми направлені на поверхню ванни таким чином, що разом із частинами ливарних валків або бокових пластин або інших внутрішніх деталей у плавильній ванні вони утворюють на поверхні ванни обмежену поверхневу зону. Інші переваги та ознаки цього винаходу стануть зрозумілими з подальшого опису примірних варіантів здійснення, що не обмежують обсяг винаходу, в якому робляться посилання на додані фігури, на яких: Фіг.1 представляє собою поперечний переріз ливарних валків відомого двовалкового розливно 13 84703 го пристрою; Фіг.2 представляє собою вигляд згори відомого двовалкового розливного пристрою; Фіг.3 представляє собою двовалковий розливний пристрій, що має пропоновані розливні стакани або газові струмені, спрямовані відповідно до винаходу; Фіг.4 показує орієнтацію газової фурми та орієнтацію газового струменю на поверхню ванни за одним варіантом здійснення винаходу; Фіг.5 показує утворення обмеженої поверхневої зони поверхні ванни за одним варіантом здійснення винаходу; Фіг.6 показує утворення обмеженої поверхневої зони поверхні ванни за іншим варіантом здійснення винаходу; Фіг.7 ілюструє розміщення газових фурм у покривному куполі; Фіг.8 показує розташування обмеженої поверхневої зони на поверхні ванни з подвійними газовими струменями; Фіг.9 ілюструє газову фурму з двома випускними отворами. Базова конструкція двовалкового розливного пристрою вже описувалася у стислому описі відомих технічних рішень з посиланнями на Фіг.1 і 2. Позиції, що вже введені для певних компонентів на цих фігурах, застосовуються відповідно й до таких самих компонентів у тексті далі. Двовалкові розливні пристрої використовуються для безперервного виробництва металевих штаб у спосіб безперервного лиття. Особливо для марок нержавіючої сталі, до якості поверхні вироблених штаб висуваються особливо жорсткі вимоги, оскільки навіть дрібні включення сторонніх речовин, наприклад, шлаки, оксиди металів тощо, створюють витоки для мікротріщин і макротріщин із суттєвими негативними наслідками для стану поверхні. Принцип, на якому ґрунтується пропонований спосіб, ілюструється на Фіг.3. Простір 5 для розплаву, у якому знаходиться рідка сталь, яку безперервно подають через занурений розливний стакан 6, утворюють між двома ливарними валками 1, 2, що обертаються у напрямку, показаному стрілками, і боковими пластинами, що впираються в кінцеві боки ливарних валків і з яких на цій ілюстрації перерізу показана лише одна. Плавильна ванна утворює поверхню 8 ванни, що проходить між двома ливарними валками 1, 2. Починаючи від ліній контакту 10, 11 між поверхнею 8 ванни і поверхнями 14, 15 ливарних валків 1, 2 з внутрішнім охолодженням, утворюються корки струмка 12, що сплавляються у ливарному розхилі 7, утворюючи металеву штабу 13. На певній відстані від поверхні 8 ванни розміщені газові фурми 16. їх випускні отвори 17 або їх вісі 18 у поперечному перерізі випускного отвору 17 спрямовані похило до поверхні 8 ванни. Газові струмені 20, що ви ходять з осями 21, створюють на поверхні 8 ванни головну хвилю 24 певної висоти, причому ця висота у значній мірі залежить від швидкості потоку газових струменів і тиску, з яким вони ударяють поверхню ванни. Частки, що є сторонніми для розплаву і плавають на плавильній 14 ванні, збираються між протилежними головними хвилями 24 або у поверхневій зоні 30, обмеженій головною хвилею. Газові фурми 16 з'єднані з підвідними лініями 26, по яким в них подають інертний або відновний газ. З підвідними лініями, що переважно утворюють кільцевий трубопровід, з'єднані кілька газових фурм. На Фіг.4 випускний отвір 17 або вісь 18 газової фурми 16 спрямований або спрямована до поверхні 8 ванни таким чином, що газові струмені 20 безпосередньо ударяють поверхню ванни і створюють головну хвилю 24. У цьому випадку випускний отвір 17 або газові фурми 16 або вісі 21 газових струменів спрямований/спрямовані на поверхню 8 ванни, що визначає горизонтальну площину E, під кутом а, що може дорівнювати 25145°. У цьому випадку кут а визначається з боку ливарного валка, як показано на Фіг.4. Кілька газових стр уменів, утворюваних газовими фурмами, розташованими у ряд, створюють на поверхні ванни обмежену поверхневу зону, в якій накопичуються частки, що є сторонніми для розплаву. На Фіг.5 показані поверхня 8 ванни між двома ливарними валками 1, 2 та двома боковими пластинами 3, 4. Газові фурми 16 над поверхнею 8 ванни розташовані паралельно ливарним валкам і паралельно боковим пластинам і подають націлені газові струмені 20, спрямовані на поверхню 8 ванни. Вони замикають практично прямокутну обмежену поверхневу зону 30 на поверхні 8 ванни, в якій накопичуються частки, що є сторонніми для розплаву. На Фіг.6 представлений ще один переважний варіант здійснення для утворення двох обмежених поверхневих зон 30. У цьому випадку газові фурми 16 орієнтовані під кутом до ливарних валків 1, 2 і, відповідно, створюють головну хвилю, орієнтовану під кутом до ливарних валків. До утворення обмеженої поверхневої зони 30 є залучений занурений розливний стакан 6, що занурений у центрі плавильної ванни, який обмежовує цю поверхневу зону з одного боку. З іншого боку дві поверхневі зони 30 є відповідно обмеженими боковими пластинами 3, 4. Приблизно V-подібне утворення двох обмежених поверхневих зон 30 уможливлює особливу перевагу безперервного випуску часток, що є сторонніми для розплаву, у напрямку до бокових пластин 3, 4 і, відтак, у найвіддаленіші від центру крайові зони литої металевої штаби. Один можливий варіант здійснення для розміщення газових фурм у покривному куполі 9, що захищає плавильну ванну від потрапляння зовнішнього повітря, представлений на Фіг.7. Між ливарними валками 1, 2 покривний купол 9 розміщений між поверхнями 14, 15 ливарних валків на близькій відстані від них з опорами (детально не показаними) над поверхнею 8 ванни. Покривний купол 9 має отвори або виточки на крайній стороні, з яких на цій фігурі показаний лише один такий канал 31, в який газова фурма 16 вставляється і прикручується до кронштейну 32 на покривному куполі 9. Газова фурма 16 виконана як щілинна фурма або фурма плоского струменя з випускним отвором 17 у вигляді щілини і має випускний канал 19, що є 15 84703 прямолінійним принаймні у кінцевій зоні. Це забезпечує дуже вузький, сфокусований газовий струмінь 20, що спрямовується на поверхню 8 ванни й утворює головну хвилю 24. Ще один переважний варіант здійснення винаходу для утворення обмеженої поверхневої зони 30 представлений на Фіг.8. Газові фурми 16 розміщені на відстані від поверхні 8 ванни та її країв в сторону до ливарних валків 1, 2 і бокових пластин 3, 4 з усіх боків, причому їх випускні отвори спрямовані на поверхню ванни. Два ряди газових фурм 16а, 16b, ..., що подають газові струмені 17a, 17b, …, що проходять паралельно один одному і показані на Фіг.8, орієнтовані паралельно один одному у перерізі вздовж обмеженої поверхневої зони вздовж поздовжньої довжини ливарних валків. Для досягнення такого самого ефекту можна використовувати й газові фурми з двома випускними отворами. В обох випадках утворюється подвійна го 16 ловна хвиля. На Фіг.9 показана газова фурма 16 з двома випускними отворами 17а, 17b і випускними каналами 19а, 19b, що розходяться у напрямку потоку газу. Втім випускні канали можуть проходити й паралельно. На поверхні 8 ванни на певній відстані одна від одної утворюються дві головні хвилі 24а, 24b, що створюють подвійну перепону часткам, що є сторонніми для розплаву. Втім цей винахід не обмежується проілюстрованими й описаними варіантами здійснення і може бути змінений у численні способи. Можливим є також варіант, за яким газові струмені, що слідують один за одним і утворюють обмежену поверхневу зону, а також їх відповідні газові фурми, розташовуються таким чином, що газові струмені спрямовуються безпосередньо на поверхню ванни в одній коловій частині обмеженої поверхневої зони і спрямовуються на поверхню ливарного валка або бокових пластин в іншій частині. 17 Комп’ютерна в ерстка Т. Чепелев а 84703 Підписне 18 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a cast metal strip and a twin roll casting installation
Автори англійськоюHohenbichler Gerald, Eckerstorfer Gerald, Brummayer Markus
Назва патенту російськоюСпособ производства литой металлической полосы и двухвалковое разливное устройство для его осуществления
Автори російськоюХохенбихлер Геральд, Экерсторфер Геральд, Бруммейер Маркус
МПК / Мітки
МПК: B22D 11/06, B22D 43/00, B22D 11/106
Мітки: виробництва, спосіб, пристрій, металевої, здійснення, литої, двовалковий, штаби, розливний
Код посилання
<a href="https://ua.patents.su/9-84703-sposib-virobnictva-lito-metalevo-shtabi-ta-dvovalkovijj-rozlivnijj-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва литої металевої штаби та двовалковий розливний пристрій для його здійснення</a>
Спосіб і установка для безперервного виробництва катаної металевої штаби з металевого розплаву
Номер патенту: 80956
Опубліковано: 26.11.2007
Автори: Екерсторфер Геральд, Хохенбіхлер Геральд
МПК: B21B 37/68, B21B 1/46
Мітки: металевого, катаної, безперервного, виробництва, спосіб, установка, металевої, розплаву, штаби
Формула / Реферат:
1. Спосіб безперервного виробництва катаної металевої штаби (1) з металевого розплаву (2), зокрема сталевої штаби, у якому на першій стадії технологічного процесу розплав вводять до розливного пристрою (5) для лиття штаби, потім відлиту металеву штабу (3) з товщиною менш ніж 20 мм, переважно 1-12 мм, та заданою шириною видаляють із зазначеного розливного пристрою для лиття штаби, а на другій, подальшій, стадії технологічного процесу...
Спосіб безперервного лиття тонкої металевої штаби шляхом двовалкового процесу
Номер патенту: 77725
Опубліковано: 15.01.2007
Автори: Аузінгер Дітмар, Хохенбіхлер Геральд, Чімані Крістіан, Хубмер Герхард Ф., Етцелсдорфер Курт
МПК: B22D 11/12, G05B 17/00, B22D 11/06, B22D 11/16, G05B 13/04
Мітки: металевої, штаби, процесу, шляхом, спосіб, лиття, тонкої, безперервного, двовалкового
Формула / Реферат:
1. Спосіб безперервного лиття тонкої металевої штаби (1), зокрема, сталевої штаби, переважно товщиною менше 10 мм, шляхом двовалкового процесу, в якому після утворення плавильної ванни (6) розплав (7) металу ллють в ливарний зазор (3), утворений двома ливарними валками (2), розмір якого дорівнює товщині металевої штаби (1), що відливається, який відрізняється тим, що для утворення певної текстури литої металевої штаби безперервне лиття...
Спосіб плавлення речовини та пристрій для його здійснення

Номер патенту: 31435
Опубліковано: 17.12.2001
Автори: Бондарь Сергій Іванович, Грабов Леонід Миколайович, Мерщій Валентин Іванович
МПК: B01J 6/00
Мітки: речовини, здійснення, спосіб, пристрій, плавлення
Формула / Реферат:
1. Спосіб плавлення речовини шляхом її контакту з поверхнею, що обігрівається, та відбору розплаву із зони контакту, прийому поверхню, що обігрівається, занурюють у речовину зверху у міру її плавлення до заданої глибини занурення, який відрізняється тим, що температуру поверхні, що обігрівається, в зоні контакту з речовиною, що розплавляється, підтримують нижче температури деструкції речовини, а на поверхні розплаву - вище точки її...
Спосіб та пристрій для виготовлення металевої штаби
Номер патенту: 32571
Опубліковано: 15.02.2001
Автори: ТЕНГ Най-Йонг, ЛУІС Джералд, НІССЕН Пол, КАЛКІН Патрик, ВІНЦЕ Алберт, СЕЙМОР Теодор, МАРЛОУ Джон
МПК: B22D 25/00, B22D 11/06, H01M 4/64
Мітки: пристрій, спосіб, штаби, металевої, виготовлення
Текст:
...известных процессов На фиг 1 схематически изображена линия для непрерывной разливки металлической полосы 1 Линия непрерывной разливки включает разливочный барабан 2, соединенный одной стороной с разливочным устройством 3, а другой стороной со съемной плитой 4, проходящей через агрегат 5 для продольной резки полосы 1, в котором происходит подрезка боковых краев полосы 1 Затем линия разливки проходит под последовательными газовыми...
Спосіб виробництва мінеральних волокон ( варіанти ) та пристрій для його здійснення
Номер патенту: 40669
Опубліковано: 15.08.2001
Автори: Кравченко Іріна, Тамм Дірк, Медведєв Алєксандр, Горобінська Валентина, Зойреф Далік
МПК: C03B 37/08, C03B 5/00
Мітки: здійснення, виробництва, пристрій, спосіб, мінеральних, варіанти, волокон
Формула / Реферат:
1. Спосіб виробництва мінеральних волокон з гірських порід, промислових або технічних відходів, що містять скло, згідно з яким після механічного відокремлення матеріалів, що не містять скла, від тих, що містять скло, матеріали, що містять скло, з розміром часток не більше 80 мм розплавляють у плавильній печі при температурах від 1050 до 1480°С, причому плавильна піч сполучається з фідером таким чином, що у зоні поверхневого шару розплаву між...
Попередній патент: Транспортний засіб високої прохідності з крокуючими ланками
Наступний патент: Супутникова радіонавігаційна система
Випадковий патент: Спосіб лікування інсульту