Манометр показувальний

Формула / Реферат
1. Манометр показувальний з трубчастою пружиною, що містить корпус з задньою стінкою та циферблатом, на якому встановлений упор, змонтовані гвинтами на тримачі з приєднувальною різьбою, на якому також стійками закріплений трибко-секторний передатний механізм, який має верхню і нижню плати, між якими встановлені дистанціюючі колонки, зубчастий сектор і трибка, на кінці якої встановлена вказівна стрілка з гільзою, спіральна пружина з колодкою, на вільному кінці пружини закріплений наконечник, і з'єднана через гвинтові фіксатори тяга, скло, який відрізняється тим, що трубчаста пружина виготовлена з діаметром навивання більше від існуючого типового діаметра навивання і менше від діаметра корпуса показувального манометра зі зміщенням центра навивання відносно осі трибки трибко-секторного передатного механізму.
2. Манометр за п. 1, який відрізняється тим, що трибко-секторний передатний механізм для кожного діаметра корпуса манометра прийнятий з наступними співвідношеннями ЮМа: для діаметра корпуса 50 мм число ЮМа прийнято в межах 4,2-5,1; 63 мм - 4,2-5,1; 100 мм - 2,6-4,8; 160 мм - 2,6-4,8; 250 мм - 2,6-4,8, де число ЮМа=П.Ч./НТР., і П.Ч. - передатне число механізму, Rтр - радіус трибки.
3. Манометр за п. 2, який відрізняється тим, що верхня плата і зубчастий сектор трибко-секторного передатного механізму забезпечені співісними отворами для забезпечення контролю установки початкового зубчастого зачеплення при збиранні механізму.
4. Манометр за п. 1, який відрізняється тим, що трибка виконана подовженою, вільний кінець якої виходить за габарити нижньої плати, і на цьому кінці змонтована колодка з спіральною пружиною, а вільний кінець спіральної пружини закріплений на язичку плати.
5. Манометр за п. 1, який відрізняється тим, що кріплення спіральної пружини в колодку трибко-секторного передатного механізму здійснено в повздовжній паз, який виконаний з допуском S+0,01-0,1 мм, де S - товщина спіралі з наступним зачеканенням.
6. Манометр за п. 1, який відрізняється тим, що тримач манометра виготовлений токарним точінням, свердлінням та фрезеруванням із латунного прокату.
7. Манометр за п. 1, який відрізняється тим, що безпосередньо тримач трубчастої пружини виготовлений у вигляді квадрата з розмірами 12х12 мм для діаметрів корпусів 50 і 63 мм, з розмірами 14х14 мм для діаметрів корпусів 100,160 і 250 мм.
8. Манометр за п. 7, який відрізняється тим, що на кінець тримача встановлено перехідник.
9. Манометр за п. 2, який відрізняється тим, що передатний трибко-секторний механізм і циферблат через два автономних отвори закріплені до тримача одними стійками.
10. Манометр за п. 9, який відрізняється тим, що між передатним трибко-секторним механізмом і циферблатом змонтована дистанціююча прокладка.
11. Манометр за п. 9, який відрізняється тим, що одна стійка має на своїй осі кулачок, який дозволяє своїм поворотом регулювати кут нахилу верхньої плати механізму.
12. Манометр за п. 7, який відрізняється тим, що тримач виготовлений складеним із основи кріплення трубчастої пружини, вихідного приєднання і вставки, яка їх з'єднує.
13. Манометр за п. 8, який відрізняється тим, що перехідник має запуск і кріплення у внутрішній частині корпуса.
14. Манометр за п. 8, який відрізняється тим, що перехідник виготовлений із сталі.
15. Манометр за п. 1, який відрізняється тим, що наконечник виготовлений площинною вирубкою із листового прокату, який закріплений за кінець трубчастої пружини, а вільний його кінець розгорнутий на 90°.
16. Манометр за п. 1, який відрізняється тим, що гвинтові фіксатори довжини тяги обернені у внутрішню частину корпуса.
17. Манометр за п. 1, який відрізняється тим, що упор нуля встановлений на крайній верхній відмітці граничної похибки нуля шкали манометра.
18. Манометр за п. 1, який відрізняється тим, що на циферблаті манометра закріплена додаткова обмежувальна стрілка.
19. Манометр за п. 1, який відрізняється тим, що на склі манометра закріплена додаткова обмежувальна стрілка.
20. Манометр за п. 1, який відрізняється тим, що він забезпечений додатковою максимальною упорною стрілкою, яка переміщується.
21. Манометр за п. 1, який відрізняється тим, що він забезпечений додатковою мінімальною упорною стрілкою, яка переміщується.
22. Манометр за п. 1, який відрізняється тим, що скло для установки в корпус має виступ кріплення, виконаний суцільним кільцем.
23. Манометр за п. 1, який відрізняється тим, що скло для установки в корпус має виступ кріплення, виконаний розділеним на декілька частин.
24. Манометр за п. 9, який відрізняється тим, що стійка, яка запресована в тримач для кріплення механізму, виготовлена з посадковою рифленою поверхнею.
25. Манометр за п. 21, який відрізняється тим, що стійки виготовлені із більш м'якого, у порівнянні з тримачем, матеріалу, наприклад із алюмінієвого сплаву.
26. Манометр за п. 1, який відрізняється тим, що циферблат виготовлений методом лиття під тиском з його підсиленням по краях.
27. Манометр за п. 1, який відрізняється тим, що задня стінка корпуса приладу виготовлена з ребрами жорсткості.
28. Манометр за п. 1, який відрізняється тим, що кріплення корпуса до тримача здійснено за допомогою гвинта, який має шрус під хрестоподібну викрутку.
29. Манометр за п. 1, який відрізняється тим, що корпус пофарбований порошковою емаллю і висушений при температурі 100-200 °С.
30. Манометр за п. 1, який відрізняється тим, що корпус до тримача закріплений завдяки гвинту самоконтрівному.
31. Манометр за п. 1, який відрізняється тим, що манометр заключений в ударопоглинаючий гумовий кожух.
32. Манометр за п. 1, який відрізняється тим, що між трубчастою пружиною і циферблатом розташована додаткова розподільча стінка безпеки.
33. Манометр за п. 1, який відрізняється тим, що на приєднувальній різі тримача манометра встановлена проміжна кільцева прокладка.
34. Манометр за п. 1, який відрізняється тим, що гільза, яка призначена для кріплення стрілки і посадки укомплектованої стрілки на трибку, виготовлена із алюмінієвого сплаву.
35. Манометр за п. 1, який відрізняється тим, що стрілка, яка вирублена із листового матеріалу, встановлена на циліндричну частину гільзи з посадкою +0,01-0,5 мм.
36. Манометр за п. 33, який відрізняється тим, що стрілка, яка вирублена із листового матеріалу, опресована на місці встановлення окремими точковими позиціями.
37. Манометр за п. 1, який відрізняється тим, що трубчаста пружина встановлена в тримач з П-подібним пазом, горизонтальні стінки якого утворюють з вертикальною площиною тримача кут 0-45°.
38. Манометр за п. 3, який відрізняється тим, що верхня плата передатного механізму манометра виготовлена з технологічними отворами.
39. Манометр за п. 1, який відрізняється тим, що в задній стінці корпуса виготовлений клапан безпеки у вигляді отвору, зачиненого зовні листовою прокладкою, один кінець якої закріплений кріпильними гвинтами до корпуса.
40. Манометр за п. 1, який відрізняється тим, що колонки, які дистанціюють верхню та нижню плати, виготовлені із трубки.
41. Манометр за п. 1, який відрізняється тим, що на задній стінці виготовлена упорна площадка, яка виключає прогин верхньої плати і передатного механізму, при встановлюванні та зачеканюванні показувальної стрілки.
42. Манометр за п. 20, який відрізняється тим, що скло виготовлено з виступаючим по краях буртом.
43. Манометр за п. 37, який відрізняється тим, що трибка та сектор трибко-секторного механізму виготовлені із більш твердого у порівнянні з матеріалом плат (латунню) металу, наприклад із сталі.
Текст
1. Манометр показувальний з трубчастою пружиною, що містить корпус з задньою стінкою та циферблатом, на якому встановлений упор, змонтовані гвинтами на тримачі з приєднувальною різьбою, на якому також стійками закріплений трибко-секторний передатний механізм, який має верхню і нижню плати, між якими встановлені дистанціюючі колонки, зубчастий сектор і трибка, на кінці якої встановлена вказівна стрілка з гільзою, спіральна пружина з колодкою, на вільному кінці пружини закріплений наконечник, і з'єднана через гвинтові фіксатори тяга, скло, який відрізняється тим, що трубчаста пружина виготовлена з діаметром навивання більше від існуючого типового діаметра навивання і менше від діаметра корпуса показувального манометра зі зміщенням центра навивання відносно осі трибки трибко-секторного передатного механізму. 2. Манометр за п. 1, який відрізняється тим, що трибко-секторний передатний механізм для кожного діаметра корпуса манометра прийнятий з наступними співвідношеннями ЮМа: для діаметра корпуса 50 мм число ЮМа прийнято в межах 4,25,1; 63 мм - 4,2-5,1; 100 мм - 2,6-4,8; 160 мм - 2,64,8; 250 мм - 2,6-4,8, де число ЮМа=П.Ч./НТР., і П.Ч. - передатне число механізму, Rтр - радіус трибки. 3. Манометр за п. 2, який відрізняється тим, що верхня плата і зубчастий сектор трибко-секторного передатного механізму забезпечені співісними отворами для забезпечення контролю установки початкового зубчастого зачеплення при збиранні механізму. 4. Манометр за п. 1, який відрізняється тим, що трибка виконана подовженою, вільний кінець якої виходить за габарити нижньої плати, і на цьому кінці змонтована колодка з спіральною пружиною, а вільний кінець спіральної пружини закріплений на язичку плати. 5. Манометр за п. 1, який відрізняється тим, що кріплення спіральної пружини в колодку трибкосекторного передатного механізму здійснено в 2 (19) 1 3 12997 4 обмежувальна стрілка. 19. Манометр за п. 1, який відрізняється тим, що на склі манометра закріплена додаткова обмежувальна стрілка. 20. Манометр за п. 1, який відрізняється тим, що він забезпечений додатковою максимальною упорною стрілкою, яка переміщується. 21. Манометр за п. 1, який відрізняється тим, що він забезпечений додатковою мінімальною упорною стрілкою, яка переміщується. 22. Манометр за п. 1, який відрізняється тим, що скло для установки в корпус має виступ кріплення, виконаний суцільним кільцем. 23. Манометр за п. 1, який відрізняється тим, що скло для установки в корпус має виступ кріплення, виконаний розділеним на декілька частин. 24. Манометр за п. 9, який відрізняється тим, що стійка, яка запресована в тримач для кріплення механізму, виготовлена з посадковою рифленою поверхнею. 25. Манометр за п. 21, який відрізняється тим, що стійки виготовлені із більш м'якого, у порівнянні з тримачем, матеріалу, наприклад із алюмінієвого сплаву. 26. Манометр за п. 1, який відрізняється тим, що циферблат виготовлений методом лиття під тиском з його підсиленням по краях. 27. Манометр за п. 1, який відрізняється тим, що задня стінка корпуса приладу виготовлена з ребрами жорсткості. 28. Манометр за п. 1, який відрізняється тим, що кріплення корпуса до тримача здійснено за допомогою гвинта, який має шрус під хрестоподібну викрутку. 29. Манометр за п. 1, який відрізняється тим, що корпус пофарбований порошковою емаллю і висушений при температурі 100-200 °С. 30. Манометр за п. 1, який відрізняється тим, що корпус до тримача закріплений завдяки гвинту самоконтрівному. 31. Манометр за п. 1, який відрізняється тим, що манометр заключений в ударопоглинаючий гумовий кожух. 32. Манометр за п. 1, який відрізняється тим, що між трубчастою пружиною і циферблатом розта шована додаткова розподільча стінка безпеки. 33. Манометр за п. 1, який відрізняється тим, що на приєднувальній різі тримача манометра встановлена проміжна кільцева прокладка. 34. Манометр за п. 1, який відрізняється тим, що гільза, яка призначена для кріплення стрілки і посадки укомплектованої стрілки на трибку, виготовлена із алюмінієвого сплаву. 35. Манометр за п. 1, який відрізняється тим, що стрілка, яка вирублена із листового матеріалу, встановлена на циліндричну частину гільзи з посадкою +0,01-0,5 мм. 36. Манометр за п. 33, який відрізняється тим, що стрілка, яка вирублена із листового матеріалу, опресована на місці встановлення окремими точковими позиціями. 37. Манометр за п. 1, який відрізняється тим, що трубчаста пружина встановлена в тримач з Пподібним пазом, горизонтальні стінки якого утворюють з вертикальною площиною тримача кут 045°. 38. Манометр за п. 3, який відрізняється тим, що верхня плата передатного механізму манометра виготовлена з технологічними отворами. 39. Манометр за п. 1, який відрізняється тим, що в задній стінці корпуса виготовлений клапан безпеки у вигляді отвору, зачиненого зовні листовою прокладкою, один кінець якої закріплений кріпильними гвинтами до корпуса. 40. Манометр за п. 1, який відрізняється тим, що колонки, які дистанціюють верхню та нижню плати, виготовлені із трубки. 41. Манометр за п. 1, який відрізняється тим, що на задній стінці виготовлена упорна площадка, яка виключає прогин верхньої плати і передатного механізму, при встановлюванні та зачеканюванні показувальної стрілки. 42. Манометр за п. 20, який відрізняється тим, що скло виготовлено з виступаючим по краях буртом. 43. Манометр за п. 37, який відрізняється тим, що трибка та сектор трибко-секторного механізму виготовлені із більш твердого у порівнянні з матеріалом плат (латунню) металу, наприклад із сталі. Корисна модель відноситься до вимірювальної техніки і може бути використана для вимірювання тиску газоподібних або рідких речовин, які використовують в різноманітних виробничих процесах. Відома конструкція манометра показувального з одновитковою трубчастою пружиною для вимірювання тисків об'ємного потоку газоподібного носія, що містить циліндричний корпус зі шкалою [1]. Недолік відомого пристрою проявляється в значній матеріалоємності виготовлення деталей, які супроводжуються високими затратами на послідуюче збирання. Відсутність єдиної уніфікованої технології виготовлення складальних одиниць і деталей манометра знижує відтворюваність та повторюваність точнісних параметрів при серійному виробництві приборів одного типоряду з різноманітними типорозмірами трибко-секторних передатних механізмів і чутливих елементів. Найближчим технічним рішенням, яке прийнято як найближчий аналог, є конструкція манометра показувального з одновитковою трубчастою пружиною для вимірювання тисків, який включає циліндричний корпус з циферблатом і шкалою, змонтовані в корпусі за допомогою тримача, трибкосекторний передатний механізм з показниковою стрілкою зі зворотною пружиною, захисне скло [2]. Недолік найближчого аналога також проявляється в недостатній точності вироблюваних вимірів, великій металоємності складальних одиниць і дета 5 лей, недосконалості технологічних операцій виробництва ряду деталей і збирання, не оптимальності розмірів деталей. В основу корисної моделі поставлено завдання створення нової конструкції манометра показувального, який би за рахунок удосконалення конструктивних елементів, їх взаємозв'язку, в тому числі шляхом виготовлення трубчастої пружини збільшеного діаметру навивання зі зміщенням центру навивання відносно вісі трибки трибкосекторного передатного механізму можливо було підвисити точність вимірів, а також знизити металоємність складальних одиниць і деталей, удосконалити технологічні операції, оптимізувати розміри комплектуючих деталей. Поставлене завдання вирішується тим, що манометр показувальний з трубчастою пружиною містить корпус з задньою стінкою та циферблатом, на якому встановлений упор та змонтовані гвинтами на тримачі з приєднувальною різьбою, на якому також стійками закріплений трибкосекторний передатний механізм, який має верхню і нижню плати, між якими встановлені дистанціюючі колонки, зубчатий сектор і трибка, на кінці якої встановлена вказівна стрілка з гільзою, спіральна пружина з колодкою, на вільному кінці пружини закріплений наконечник, і з'єднана через гвинтові фіксатори тяга, скло. Новим в пропонованому манометрі є те, що трубчаста пружина виготовлена з діаметром навивання більше існуючого типового діаметра навивання і менше діаметра корпуса показувального манометра зі зміщенням центру навивання відносно осі трибки трибко-секторного передатного механізму. Пропонований манометр характеризується також наступними ознаками. Трибко-секторний передатний механізм для кожного діаметра корпуса манометра прийнятий з наступними співвідношеннями ЮМа: для діаметра корпуса 50мм число ЮМа прийнято в межах 4,2...5,1; 63мм - 4,2...5,1; 100мм - 2,6...4,8; 160мм 2,6...4,8; 250мм - 2,6...4,8, де число ЮМа = П.Ч./НТР., і П.Ч. - передатне число механізму, Rтр - радіус трибки. Верхня плата і зубчатий сектор трибкосекторного передатного механізму забезпечені співвісними отворами для забезпечення контролю установки початкового зубчастого зачеплення при зборці механізму. Трибка виконана подовженою, вільний кінець якої виходить за габарити нижньої плати, і на цьому кінці змонтована колодка з спіральною пружиною, а вільний кінець спіральної пружини закріплений на язичку плати. Кріплення спіральної пружини в колодку трибко-секторного передатного механізму здійснено в повздовжній паз, який виконаний з допуском S+0,0101 мм, де S - товщина спіралі з наступною зачеканкою. Тримач манометра виготовлений токарним точінням, свердлуванням та фрезеруванням із латунного прокату. Безпосередньо тримач трубчастої пружини виготовлений у вигляді квадрату з розмірами 12х12мм для діаметрів корпусів 50 і 63мм, з розмі 12997 6 рами 14х14мм для діаметрів корпусів 100, 160 і 250мм. На кінець тримача встановлено перехідник. Передатний трибко-секторний механізм і циферблат через два автономних отвори закріплені до тримача одними стійками. Між передатним трибко-секторним механізмом і циферблатом змонтована дистанціююча прокладка. Одна стійка має на своїй осі кулачок, який дозволяє своїм поворотом регулювати кут нахилу верхньої плати механізму. Тримач виготовлений складальним із основи кріплення трубчастої пружини, вихідного приєднання і вставки, яка їх з'єднує. Перехідник має запуск і кріплення у внутрішній частині корпусу. Перехідник виготовлений із сталі. Наконечник виготовлений площинною вирубкою із листового прокату, який закріплений за кінець трубчастої пружини, а вільний його кінець розгорнутий на 90°. Гвинтові фіксатори довжини тяги звернені у внутрішню частину корпусу. Упор нуля встановлений на крайній верхній відмітці граничної похибки нуля шкали манометра. На циферблаті манометра закріплена додаткова обмежувальна стрілка. На склі манометра закріплена додаткова обмежувальна стрілка. Манометр забезпечений додатковою максимальною упорною стрілкою, яка переміщується. Манометр забезпечений додатковою мінімальною упорною стрілкою, яка переміщується. Скло для установки в корпус має виступ кріплення, виконаний цільним кільцем. Скло для установки в корпус має виступ кріплення, виконаний розділеним на декілька частин. Стійка, яка запресована в тримач для кріплення механізму, виготовлена з посадочною рифленою поверхнею. Стійки виготовлені із більш м'якого, у порівнянні з тримачем, матеріалу, наприклад із алюмінієвого сплаву. Циферблат виготовлений методом лиття під тиском з його підсиленням по краях. Задня стінка корпуса прибору виготовлена з ребрами жорсткості. Кріплення корпусу до тримача здійснено за допомогою гвинта, який має шрус під хрестоподібну викрутку. Корпус пофарбований порошковою емаллю і висушений при температурі 100-200°С. Корпус до тримача закріплений завдяки гвинту самоконтрящемуся. Манометр заключений в ударопоглинаючий гумовий кожух. Між трубчастою пружиною і циферблатом розташована додаткова розподільча стінка безпеки. На приєднувальній різьбі тримача манометра встановлена проміжна кільцева прокладка. Гільза, яка призначена для кріплення стрілки і посадки укомплектованої стрілки на трибку, виготовлена із алюмінієвого сплаву. Стрілка, яка вирублена із листового матеріалу, 7 12997 встановлена на циліндричну частину гільзи з посадкою +0,01...0,5 мм. Стрілка, яка вирублена із листового матеріалу, опресована на місці встановлення окремими точковими позиціями. Трубчата пружина встановлена в тримач з Πподібним пазом, горизонтальні стінки якого утворюють з вертикальною площиною тримача кут 0...45°. Верхня плата передатного механізму манометра виготовлена з технологічними отворами. В задній стінці корпуса виготовлений клапан безпеки у вигляді отвору, зачиненого зовні листовою прокладкою, один кінець якої закріплений кріпильними гвинтами корпуса. Колонки, які дистанціюють верхню та нижню плати, виготовлені із трубки. На задній стінці виготовлена упорна площад 8 ка, яка виключає прогин верхньої плати і передатного механізму, при встановлюванні та зачеканці показникової стрілки. Скло виготовлено з виступаючим по краях буртом. Трибка та сектор трибко-секторного механізму виготовлені із більш твердого у порівнянні з матеріалом плат (латунню) металом, наприклад із сталі. Сукупність усіх ознак пропонованого рішення, в тому числі його нові ознаки дозволяють досягти технічного результату, а саме - підвисити точність вимірів, знизити металоємність складальних одиниць і деталей, удосконалити технологічні операції, оптимізувати розміри комплектуючих деталей. Збільшеність діаметру визначається із співвідношень, які наведені в таблиці 1. Таблиця 1 Характеристика діаметру навивання пружини Модель механізму Діаметр навивання пружини традиційний, типовий, мм Діаметр навивання пружини запропонований, мм Таким чином, збільшуючи діаметр навивання пружини при зберіганні вимагаємого ходу її вільного кінця, досягається зниження деформаційних навантажень на чутливий елемент і, відповідно, зменшується гістерезіс, який являється одним із основних факторів, що впливають на точність роботи показувальних манометрів. Збільшений діаметр навивання трубчастої пружини може бути проілюстрований наступним. Так, наприклад, на манометрі з діаметром корпусу 100мм може використовуватись механізм М60 з діаметром навивання 37мм. Для підвищення точності, наприклад при виготовленні манометра для вимірювання малих тисків промінюється трубка з діаметром навивання 54мм. Будування манометрів зі зміщеними осями передатного механізму і діаметра навивання трубчастої пружини забезпечують застосування в різно М40 26 30-60 М60 37 38-70 M100 62 65-200 манітних типорозмірних рядах корпусів показувальних манометрів один типорозмірний ряд передатних механізмів. Так, наприклад, використовуючи метод допуску зміщених осей, один і той же механізм може бути встановлений на манометрах з діаметрами корпусів 40, 50, 63, 100, 160, 250мм. Забезпечується висока ступінь точності проводжуваних таким манометром вимірів. У пропонованій корисній моделі трибкосекторний передатний механізм для кожного типорозмірного ряду корпуса манометрів може бути значно зменшений, тобто для поточного манометра може використовуватися трибко-секторний передатний механізм від попереднього типорозмірного ряду манометра. Так, найбільш типові характеристики передатних механізмів манометрів приведені в таблиці 2. Таблиця 2 Типові характеристики передатних механізмів манометрів Діаметр корпусу, мм Передатне число мех-му (П.Ч.) Діаметр трибки, мм (Rтр) Число Юма Число ЮМа=П.Ч./ Rтр, (1) де П.Ч. - передатне число механізму, Rтр - радіус трибки. Збирання трибко-секторних передатних механізмів потребує високої технологічності. Так, одним із істотних параметрів, визначальних в багатьох випадках надійність манометра, є ступень зачіплювання зубчатого сектора і трибки. Ця величина обов'язково контролюється при нульовому показані манометра. Візуальна оцінка, контроль 40 1:9 2,0 4,5 63 1:11,5 2,8 4,1 100 1:10 4,5 2,3 ступеню зачіплювання у запропонованій моделі реалізується шляхом виготовлення в верхній платі і зубчатому секторі отворів, співвісність яких забезпечує контроль установки початкового зубчатого зачіплювання при складанні механізму, його регулюванню і що, відповідно, також підвищує надійність роботи манометра. На відміну від найближчого аналога у запропонованому трибко-секторному передатному механізмі зменшуються колонки, що приводить до 9 12997 зниження габаритів складальної одиниці і, відповідно, металоємності складання, а трибка виконується подовженою, вільний кінець якої виходить за габарити нижньої плати і на цьому кінці монтується колодка зі спіральною пружиною. Вільний кінець спіральної пружини кріпиться на відігнутому язичку плати, а другий кінець цієї пружини встановлюється в повздовжній паз, виконаний з допуском S+0,010,1 , де S - товщина спіралі і точковими ударами по стінці пазу закріплюється в цьому пазу. На відміну від найближчого аналога, де три 10 мач манометра виготовляється гарячим штампуванням в запропонованій моделі тримач манометра виготовляється механообробкою із типового прокату. Застосовується токарна обробка, фрезерування. З ціллю підвищення економічності виробу, підвищення автоматизацієпридатності, зниження металоємності безпосередньо тримач чутливого елементу виготовляється із латунного квадрату, розміри якого для кожного розмірного ряду корпусу манометра наведені в таблиці 3. Таблиця 3 Характеристика розмірів для тримача чутливого елементу, який виготовляється із латунного квадрату, в тому числі розміри для кожного розмірного ряду корпусу манометра Діаметр корпусу, мм Розмір квадрату, мм 50 12х12 63 12х12 Допустиме відхилення розмірності квадрату складає 0,9мм. Підвищення економічності застосування таких розмірів квадрату може бути проілюстровано наступним прикладом. Зовнішній максимальний розмір штуцера кріплення трубчастої пружини в найближчому аналогу-манометрі з діаметром корпусу 160мм, виготовлений методом гарячого штампування складає близько 22мм. В запропонованій моделі використовується квадрат 14х14мм, що значно знижує витрату металу на виріб. Використання прокату зі зменшеними розмірами приводить до заниження різьби приєднувального штуцера тримача. Для дотримання вимог нормативним документам вихідних приєднувальних розмірів штуцера на кінці тримача монтується перехідник з приєднувальними розмірами, що вимагаються. На відміну від найближчого аналога, в якому механізм до тримача кріпиться одними гвинтами, а циферблат кріпиться другими в запропонованій моделі трибко-секторний механізм і циферблат через два автономних отвори, які розташовані в механізмі і автономно в циферблаті кріпляться до тримача одними стійками, запресованими в тіло тримача. Для ліквідації нерівностей, які мають місце на поверхні верхньої плати від розкарбування колонок і ліквідації можливої деформації циферблату між передатним трибко-секторним механізмом і циферблатом встановлюється дистанціююча прокладка. З ціллю підвищення точності при налагоджуванні манометра, забезпечення додаткових наладок одна стійка має на своїй осі кулачок, який дозволяє своїм поворотом регулювати кут нахилу верхньої плати механізму і, відповідно, змінювати кут зачеплення передатного механізму і корегувати початкову точку настройки манометра. Для підвищення економічності манометра, який виробляється, тримач виготовлюється складовим із основи кріплення трубчастої пружини, вихідного приєднання і вставки, яка їх з'єднує. У запропонованій конструкції безпосередньо тримач, а точніше верхня його частина, являється основою 100 14х14 160 14х14 250 14х14 для кріплення чутливого елементу, яке здійснюється в основному пайкою, трибко-секторного передатного механізму і зі зворотної сторони до нього кріпиться корпус прибору. Зменшення його розмірів, а точніше виготовлення окремої малогабаритної деталі (на відміну від довгого штуцера) забезпечує скорочення енергоспоживання при пайці. З'єднання безпосередньо тримача чутливого елементу і приєднувального штуцера виробляється додатковим елементом, як то металева трубка, пластмасова вставка і т.д. Методи з'єднання різьбові, пайка, щільна посадка з додатковим ущільненням різноманітними герметиками, клеями. В запропонованій моделі перехідника - приєднувальний штуцер з приєднувальними розмірами, які вимагаються, виготовляється видовженим і запускається своєю верхньою частиною всередину – у внутрішню частину корпусу і кріпиться до корпусу автономно від тримача з ціллю виключення його провертання і підвищення надійності при монтажі манометра. Традиційно для виготовлення тримача застосовується латунь. Для зменшення затрат перехідник виготовляється із сталі, алюмінієвих та інших полегшених сплавів, пластмас. На відміну від найближчого аналога, де наконечник виготовляється методом штампування з витяжкою і наступного зварювання у запропонованому манометрі наконечник виготовляється площинною вирубкою із листового прокату без додаткових операцій витяжки з одним згинанням місця кріплення тяги на 90° і монтується, не так, як у найближчому аналогу ззовні вільного кінця трубки, а встановлюється всередині трубчастої пружини, обтискається та обпаюється. Хвостовик має витягнуту форму і забезпечує можливість змінюванням свого положення додатково регулювати довжину тяги. На відміну від найближчого аналога, в якому тяга складається із двох планок, які взаємно переміщуються і двох гвинтових фіксаторів, повернених до фронтової частини прибору, у запропонованій конструкції гвинтові фіксатори повернені всередину корпусу, що забезпечує регулювання вузла манометра з робочим циферблатом і ви 11 ключенням необхідності роботи з настановним циферблатом і наступною його заміною на постійний, що, із-за регулювання прибору в повному робочому комплекті призводить до підвищення точності наступних вимірювань. В запропонованій конструкції для забезпечення стійкості положення стрілки на нульовій відмітці і забезпечення стикання стрілки з упором останній встановлюється на крайній верхній точці граничної похибки нуля шкали, що не порушує точності вимірювань, які проводять та забезпечує стійке положення стрілки в нульовому положенні. Запропонована модель прибору споряджена додатковою стрілкою, наприклад пофарбованою в червоний колір, яка кріпиться на циферблаті або на склі прибору і забезпечує візуальну індикацію досягнення гранично-допустимих значень вимірювального параметру. Така стрілка може переміщуватися за допомогою додаткових зусиль і встановлюється на контрольні позначення, які визначаються технологічними параметрами процесу. Крім фіксованих по розташуванню стрілок в манометрі змонтовані додаткові упорні максимальна або мінімальна стрілки, які переміщуються. Додаткова стрілка монтується на циферблаті або склі прибору ізабезпечує її переміщення (відсовування) основною стрілкою і пропонує візуальну індикацію максимально досягнутого значення вимірюваного параметру, яке було за визначений проміжок минулого часу. Подібна стрілка, споряджена механізмом її переміщення, може слугувати для відслідковування мінімальних позначень параметру, який вимірюється, за визначений проміжок минулого часу. Пластмасове скло для установки в корпус має виступ кріплення, виконаний як цільним кільцем, так і розділених на декілька частин. Таким чином відбувається защіплювання скла в корпус. Стійки, запресовані в тримач для кріплення механізму, виготовляються з посадочною рифленою поверхнею, що посилює щільність посадки і підвищує надійність кріплення. Крім цього, стійки виготовляються із більш м'якого, у порівнянні з тримачем, матеріалу, наприклад алюмінієвого сплаву. У запропонованій конструкції циферблат виготовляється методом лиття під тиском з потовщенням по краях, що забезпечує плоскість виробу. У запропонованій моделі манометра задня стінка корпуса прибору виготовляється з ребрами жорсткості, які забезпечують додаткову жорсткість корпусу, що в кінцевому рахунку призводить до підвищення точності вимірювань. Кріплення корпусу до тримача здійснюється гвинтами, які мають шрус під хрестоподібну викрутку. Підвищення надійності роботи, дотримання естетичного вигляду манометра досягається фарбуванням корпусу порошковою емаллю і висушуванням при температурі 100-200°С. З ціллю підвищення надійності у запропонованій моделі застосовуються гвинти самоконтрящиеся, які забезпечують стійкість різьбового з'єднання навіть при значних вібраційних навантаженнях. 12997 12 Для забезпечення стійкої роботи прибору при можливих ударних навантаженнях манометр заключається в гумовий кожух. Для підвищення безпеки експлуатації манометра в запропонованій конструкції між чутливим елементом і циферблатом розташовується додаткова поділяюча стінка, яка забезпечує безпечність при можливому розриві чутливого елементу. Підвищення надійності роботи манометра також досягається шляхом установки кільцевої прокладки на поверхні різьби приєднувального штуцера. Прокладка, а точніше кільце виготовляється з фторопласта, гуми або другого еластичного матеріалу і має в профілі круглу, прямокутну, трапецевидну, ромбовидну форму. Гільза, призначена для кріплення стрілки і посадки укомплектованої стрілки на трибку, виготовляється із алюмінієвого сплаву, що забезпечує щільний контакт і посадку, включаючи електричний потенціал, трибки і гільзи. Стрілка, яка вирубується із листового матеріалу, встановлюється на циліндричну частину гільзи з посадкою +0,01...0,5мм і опресовується на місці установки окремими точковими позиціями. В запропонованій трубчата пружина встановлюється в тримач з П-образним пазом, горизонтальні стінки якого утворюють з вертикальною площиною тримача кут 0...45° в залежності від діаметру навивання трубчастої пружини. З ціллю зниження металоємності в верхній платі передатного механізму манометра виготовляється декілька технологічних отворів. У запропонованій моделі в задній стінці корпуса виготовляється клапан безпеки у вигляді отвору, закритого зовні листовою прокладкою, один кінець якої закріплений кріпильними гвинтами корпусу. При розриві чутливого отвору середовище через аварійний отвір викидається у зворотну від наглядача сторону. Зниження металоємності передатного механізму досягається виготовленням дистанціюючих верхню і нижню плати колонок із трубки. На задній стінці виготовляється упорна площадка, яка виключає прогин верхньої плати і передатного механізму, при встановленні, зачеканці показникової стрілки. Скло виготовляється з виступаючим по краям буртом, що знижує пошкодження скла при транспортуванні, монтажі та експлуатації манометра. Трибка і сектор трибко-секторного механізму виготовляються із більш твердого у порівнянні з матеріалом плат (латунню) металом, наприклад сталлю. Для кращого розуміння корисна модель пояснюється кресленнями, де: Фіг.1 - загальний вигляд манометра. Фіг.2 - вигляд трубчастої пружини з тримачем і передатним механізмом. Фіг.3 - загальний вигляд трибко-секторного передатного механізму. Фіг.4 - вигляд трибко-секторного передатного механізму збоку. Фіг.5 - загальний вигляд спіральної пружини з колодкою. Фіг.6 - вигляд манометра збоку. 13 Фіг.7 - вигляд приєднання вільного кінця трубчастої пружини до передатного механізму. Манометр показувальний з трубчатою пружиною 1 (Фіг.1) містить корпус2 з циферблатом 3 і шкалою 4, змонтовані у корпусі 2 за допомогою тримача 5, укомплектовані захисним склом 6 і зв'язаний тягою 7 з наконечником 8 і трубчастою пружиною 1, верхня і нижня плати 9 і 10 відповідно трибчато-секторного передатного механізму 11, між якими розміщені сектор 12 і трибка 13, на відомій вісі якої встановлена показникова стрілка 14 зі зворотною пружиною 15. Трубчаста пружина 1, як видно із Фіг.2, виготовлена збільшеного діаметру навивання зі зміщенням центру навивання відносно осі трибки трибкосекторного передатного механізму. Таким чином, збільшуючи діаметр навивання пружини при збереженні ходу, який вимагається від її вільного кінця, досягається зниження деформаційних навантажень на чутливий елемент і, відповідно, зменшується гистерезис, який являється одним із основних факторів, впливаючих на точність роботи показувальних манометрів. Передатне число П.Ч. виявляється як співвідношення (Фіг.3) радіусу Rсект сектора 16 до радіусу Rтр трибки 13. Число ЮМа, виявляється по співвідношенню (1), приймається рівним для кожного типорозмірного ряду корпусу манометра із табл. 3. Збирання трибко-секторного передатного механізму 11 потребує високої технологічності. Контроль зачеплення зубчастого сектора 16 і трибки 13 виробляється при збіганні отворів 17 верхньої плати 9 і отворів 18 зубчастого сектора 16. Збігання отворів 17 з одним із крайніх отворів 18 зубчастого сектора 16 засвідчує про, наприклад, граничнодопустимих або рекомендованих точках зубчастого зачеплення передатного механізму. В трибко-секторному передатному механізмі 11 зменшуються колонки 19 (Фіг.4), що призводить до зниження габаритів складальної одиниці і, відповідно, металоємності збирання, а трибка 13 виконується подовженою, вільний кінець якої виходить за габарити нижньої плати 10 і на цьому кінці монтується колодка 20 з спіральною пружиною 21. Вільний кінець спіральної пружини кріпиться на відігнутому язичку 22 плати 10, а другий кінець цієї пружини встановлюється у повздовжній паз колодки 20 (Фіг.5), виконуваний з допуском S+0,01-0,1 мм, де S - товщина спіралі і зачеканюється в цьому пазу механічним впливом на краї пазу. Тримач 5 (Фіг.1) манометра виготовляється механообробкою із типового прокату. Найбільш доцільно використовувати латунний квадрат, розміри якого для кожного розмірного ряду корпуса манометра наведені в табл. 3. Для додержання вихідних приєднувальних розмірів штуцера, яких вимагають нормативні документи, на кінці тримача 5 монтується перехідник 23 з приєднувальними розмірами, які вимагаються. В запропонованій моделі трибко-секторний механізм 11 і циферблат 3 через два автономних отвори, які розташовані в механізмі і автономно в циферблаті кріпляться до тримача 5 одними стійками 24 (Фіг.6). Для видалення нерівностей, які мають місце 12997 14 на поверхні верхньої плати 9 від розчеканки колонок 19 і запобіганню можливої деформації циферблату 3 між передатним трибко-секторним механізмом 11 і циферблатом 3 встановлюється дистанційна прокладка 25. З ціллю підвищення точності при наладці манометра, забезпечення додаткових регулювань одна стійка має на своїй осі кулачок 26 (Фіг.1), який дозволяє своїм поворотом регулювати кут нахилу верхньої плати 10 механізму 11 і, відповідно, змінювати кут зачеплення передатного механізму 11 і коригувати початкову точку настройки манометра. Для підвищення економічності вироблюваного манометру тримач 5 виготовляється складовим із основи 27 (Фіг.6) кріплення трубчастої пружини 1, вихідного приєднання 28 і вставки 29, яка їх з'єднує. В запропонованій моделі перехідник 23 виготовляється подовженим і запускається своєю верхньою частиною всередину корпусу 2 і кріпиться до нього автономно від тримача 5 (Фіг.6). У запропонованому манометрі наконечник 8 виготовляється площинною вирубкою із листового прокату без додаткових операцій витяжки з одним згином місця кріплення тяги на 90° і монтується всередині трубчастої пружини 1 (Фіг.7). Тяга 7 складається з двох взаємнопереміщувальних планок 30 і 31 і двох гвинтових фіксаторів 32, повернених до фронтової частини прибору (Фіг.7). В запропонованій конструкції для забезпечення стійкого положення стрілки 14 (Фіг.1) на нульовій відмітці упором 33 встановлюється на крайній верхній точці граничної похибки нуля шкали. Це забезпечує гарантоване стикання стрілки з упором. Запропонована модель прибору забезпечена додатковою стрілкою 34, яка кріпиться на циферблаті 3 або на склі прибору 6 (Фіг.1). В манометрі змонтовані додаткові упорні максимальна переміщувана стрілка 35, змонтована на циферблаті 3 або склі 6 (Фіг.1). Пластмасове скло 6 для установки в корпус має виступ кріплення 36, вироблюваний як цільним кільцем, так і розділеним на декілька частин. Стійки 24, що запресовуються в тримач 5 для кріплення механізму 11, виготовляються з посадочною рифленою поверхнею, що посилює щільність посадки і підвищує надійність кріплення. У запропонованій конструкції циферблат 3 виготовляється методом лиття під тиском з потовщенням по краях. В запропонованій моделі манометру задня стінка корпуса 2 прибору виготовляється з ребрами жорсткості 37 (Фіг.1). Кріплення корпусу 2 до тримача 5 здійснюється гвинтами 38 (Фіг.6), які мають шрус під хрестоподібну викрутку. Для забезпечення стійкої роботи манометра при можливих ударних навантаженнях манометр заключається в гумовий кожух 39. Для підвищення безпеки експлуатації манометра у випадку розриву чутливого елементу у запропонованій конструкції між чутливим елементом 1 та циферблатом 3 розташовується додаткова 15 розділова стінка 40. На поверхні різьби приєднувального штуцера перехідника 23 встановлюється проміжна кільцева прокладка 41, яка при завертанні штуцера в з'єднанні різьба-різьба ущільнює посадку. Гільза 42 призначена для кріплення стрілки і посадки укомплектованої стрілки 14 на трибку 13 виготовляється із більш м'якого сплаву. Трубчата пружина 1 встановлюється в тримач 5 з Π-подібним пазом, горизонтальні стінки якого з горизонтальною площиною тримача утворюють кут 0...45° (Фіг.2). В верхній платі 9 передатного механізму 11 манометра виготовляються декілька технологічних отвори 43 (Фіг.3), які забезпечують зниження металоємності. В задній стінці корпуса 2 виготовляється клапан безпечності у вигляді отвору 44, закритого зовні листовою прокладкою 45, один кінець якої закріплений кріпильними гвинтами 46. Зниження металоємності передатного механізму досягається виготовленням дистанціюючи верхню 9 і нижню 10 плати колонок 19 із трубки. На задній стінці корпуса 2 виготовляється упорна площадка 47, яка забезпечує стійке положення трибко-секторного передатного механізму при його кріпленні на одній верхній платі. Це виключає прогин верхньої плати і передатного механізму при встановлюванні, зачеканці показникової стрілки 14. Скло 6 виготовляється з виступаючим по краях буртом, що знижує пошкодження скла при транспортуванні, монтажі і експлуатації манометра. Манометр показувальний для вимірювання тиску в газоподібних і рідких носіїв працює шляхом його включення в технологічну лінію за допомогою приєднувального штуцера - перехідника 23. Зміна надлишкового тиску, наприклад газоподібного носія, в технологічній лінії сприймається чутливим 12997 16 елементом - трубчастої пружини 1, яка змінює свою кривизну під дією внутрішнього тиску. Не затиснутий кінець трубчастої пласкої пружини 1 при цьому через трибко-секторний передатний механізм 11 передає обертання трибці 13 і стрілці 14 показуючої величину зміни тиску на вимірювальній шкалі 4 циферблата 3. Після зняття тиску в мережі під дією зворотної спіральної пружини 21 показникова стрілка 14 повертається в початковий стан. Нова конструкція манометра концептуально вирішує задачу розширення технологічних можливостей шляхом використання єдиного нерозривного однорідного технологічного процесу виготовлення манометра, зниження матеріалоємності технології та уніфікування використання одного типорозміру передатного механізму для інтервального типоряду розміру корпуса манометра. Таким чином за рахунок удосконалення конструктивних елементів, їх взаємозв'язку, в тому числі шляхом виготовлення трубчастої пружини збільшеного діаметру навивання зі зміщенням центру навивання відносно вісі трибки трибкосекторного передатного механізму пропоноване рішення дозволяє досягти технічного результату підвисити точність вимірів, а також знизити металоємність складальних одиниць і деталей, удосконалити технологічні операції, оптимізувати розміри комплектуючих деталей; технічний результат досягається саме в межах кількісних характеристик, які характеризують це рішення в формулі корисної моделі. На дату подачі заявки більша кількість пунктів впроваджено в серійне виробництво, решта пунктів знаходяться на стадії промислового освоєння. Джерела інформації: 1. Преображенский В.П. Теплотехнические измерения и приборы. Μ.: Энергия, 1978, с.379. 2. Мулев Ю.В. Манометры. Изд-во МЭИ, 2003, с.280 - найближчий аналог. 17 12997 18 19 12997 20 21 Комп’ютерна верстка А. Крулевський 12997 Підписне 22 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDial manometer
Назва патенту російськоюЦиферблатный манометр
Автори російськоюМулев Юрий Владимирович
МПК / Мітки
МПК: G01L 7/02
Мітки: показувальний, манометр
Код посилання
<a href="https://ua.patents.su/11-12997-manometr-pokazuvalnijj.html" target="_blank" rel="follow" title="База патентів України">Манометр показувальний</a>
Манометр показувальний

Номер патенту: 12996
Опубліковано: 15.03.2006
Автор: Мулєв Юрій Владіміровіч
МПК: G01L 7/02
Мітки: манометр, показувальний
Формула / Реферат:
1. Манометр показувальний з трубчастою пружиною, що закріплена в тримачі, на якому також встановлено за допомогою гвинтів циферблат зі шкалою, і які закріплені закріпними гвинтами в корпусі, закриті захисним склом, на якому також встановлено трибко-секторний передатний механізм, зв'язаний тягою з наконечником, і до складу якого входять верхня і нижня плати, і відповідно, між якими розміщені сектор і трибка, на веденій осі якої встановлена...
Манометр показувальний
Номер патенту: 12995
Опубліковано: 15.03.2006
Автор: Мулєв Юрій Владіміровіч
МПК: G01L 7/02
Мітки: манометр, показувальний
Формула / Реферат:
1. Манометр показувальний з трубчастою пружиною, що містить корпус з циліндричним індикаційним скляним вікном, змонтований в корпусі за допомогою приєднувального штуцера, зв'язаний тягою з трубчастою пружиною трибко-секторний передатний механізм, на веденій осі якого розміщена показникова стрілка зі зворотною спіральною пружиною і циферблатом, який відрізняється тим, що діаметр циліндричного індикаційного вікна або умовний діаметр корпуса...
Манометр
Номер патенту: 8227
Опубліковано: 15.07.2005
Автор: Сафарян Валерій Амаякович
МПК: G01L 7/00
Мітки: манометр
Формула / Реферат:
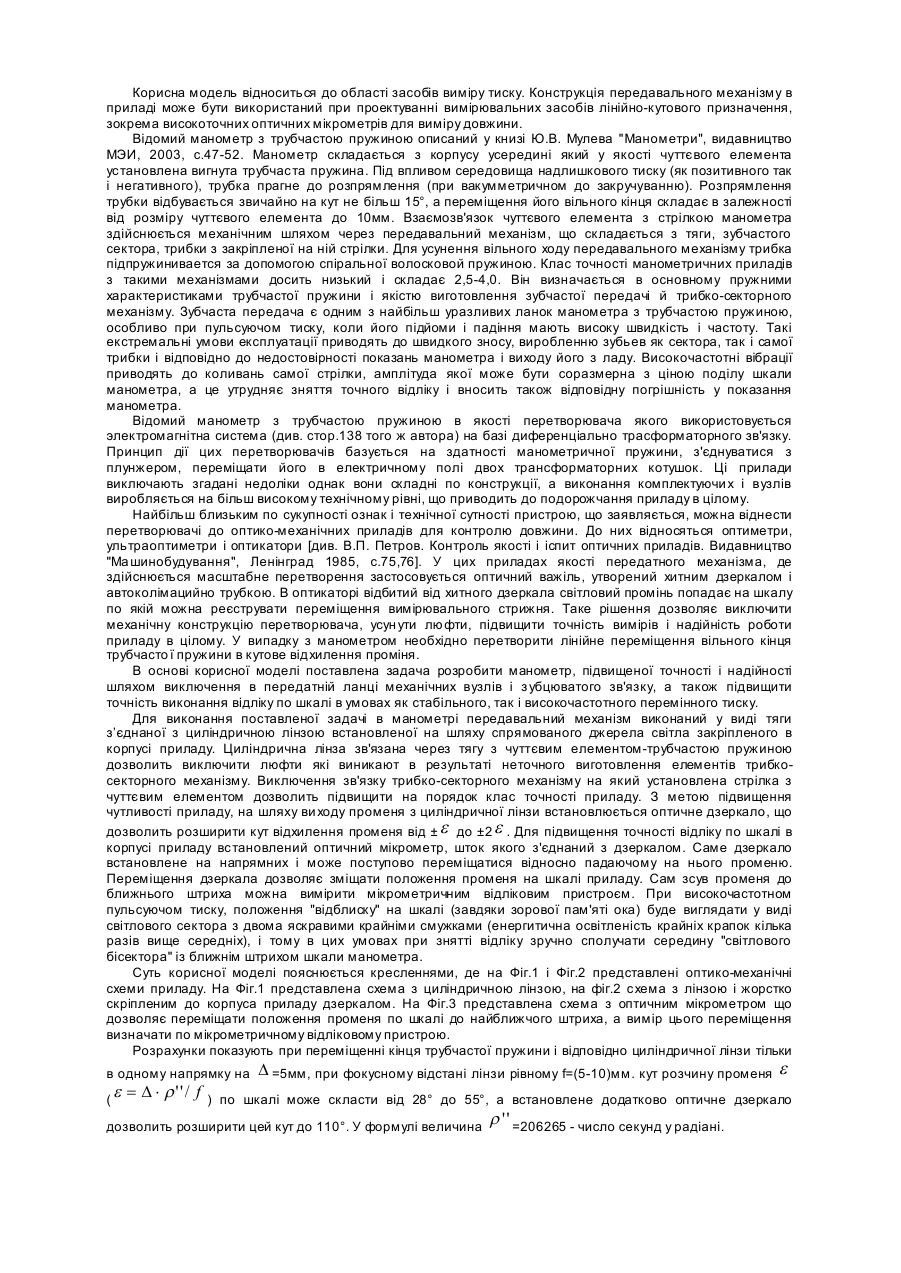
1. Манометр, що містить корпус, шкалу, чутливий елемент у вигляді трубчастої пружини, передавальний механізм, який відрізняється тим, що передавальний механізм виконаний у вигляді оптичного перетворювача, у якому чутливий елемент з’єднаний з циліндричною лінзою, яка встановлена на шляху спрямованого джерела світла.2. Манометр за п. 1, який відрізняється тим, що на шляху виходу променя з циліндричної лінзи встановлене оптичне дзеркало,...
Манометр
Номер патенту: 9273
Опубліковано: 15.09.2005
Автор: Комоцький Сергій Васил'евич
МПК: G01L 7/02
Мітки: манометр
Формула / Реферат:
1. Манометр, що містить корпус зі шкалою, тримач, виконаний у формі чотиригранного стрижня, на одному кінці якого, розташованого усередині корпусу, жорстко закріплена своїм кінцем трубчаста пружина Бурдона, вільний глухий кінець якої через повідець та передавальний механізм зв'язаний з віссю, на якій закріплена стрілка, причому внутрішня порожнина трубчастої пружини герметично з'єднана з глухим центральним каналом чотиригранного стрижня,...
Манометр
Номер патенту: 34691
Опубліковано: 15.03.2001
Автори: Нарожний Віталій Васильович, Кулік Анатолій Степанович, Кошовий Микола Дмитрович
МПК: G01L 7/00
Мітки: манометр
Формула / Реферат:
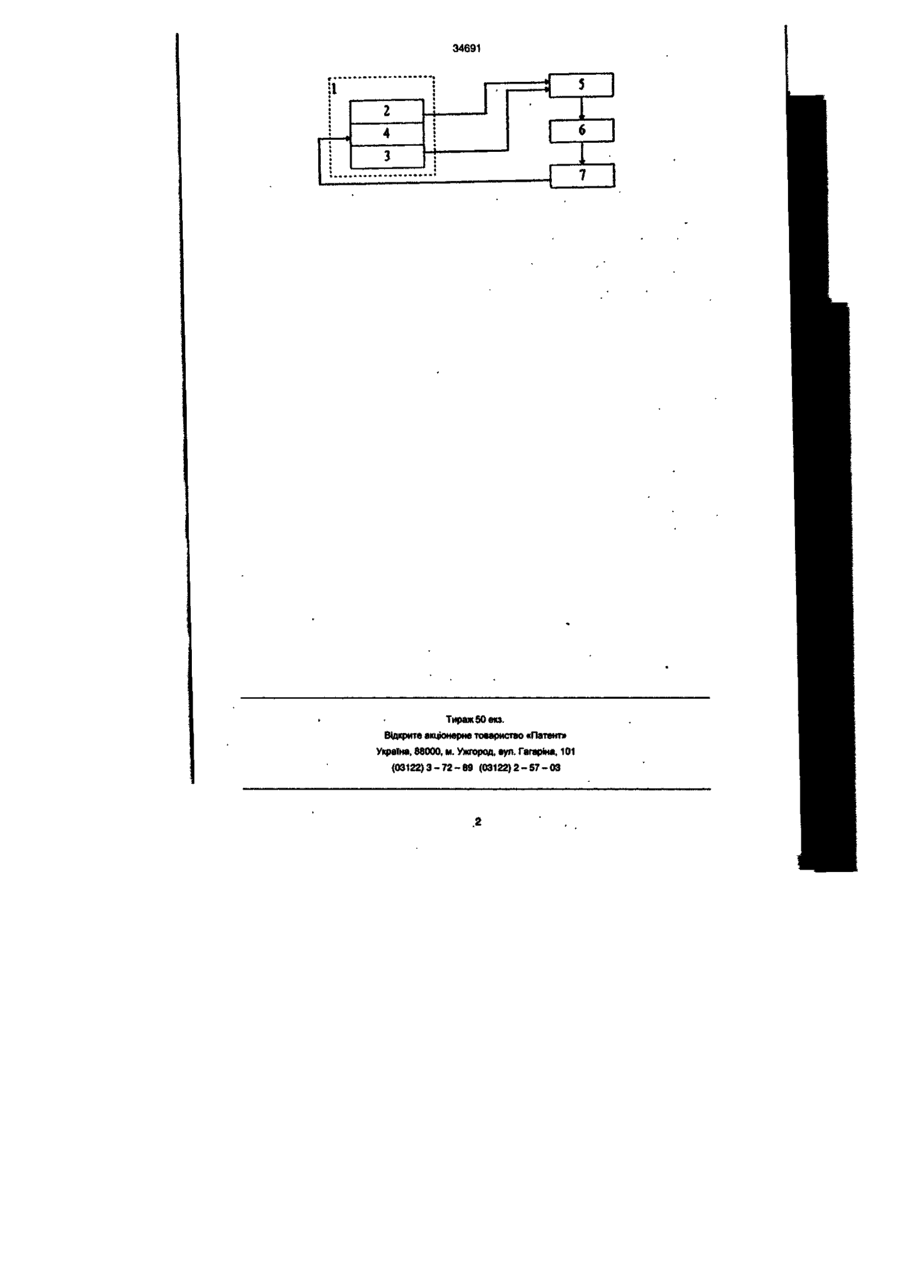
Манометр, що має манометричний датчик, який містить у собі дві манометричні коробки, одна з яких з'єднана з пристроєм перетворення, який відрізняється тим, що в нього введені елемент внутрішнього діяння і обчислювальний пристрій, які з'єднані між собою через блок керування, при цьому обчислювальний пристрій своїм виходом підключено до пристрою перетворення, другий вхід з'єднаний з другою манометричною коробкою.
Попередній патент: Манометр показувальний
Наступний патент: Автомотриса монтажно-відновлювальна
Випадковий патент: Переносний вогнегасник