Герметична камера і установка для покриття суцільних або переривчастих виробів рідким металевим продуктом (варіанти установки)
Формула / Реферат
1. Герметичная камера для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, содержащая трубчатый корпус с проходом для покрываемого изделия, причем ось прохода смещена относительно оси корпуса, отличающаяся тем, что трубчатый корпус выполнен из магнитолроницаемого материала и снабжен по меньшей мере одним электромагнитным клапаном на каждом из концов герметичной камеры, при этом указанный клапан содержит по меньшей мере одну многофазную обмотку возбуждения, расположенную вокруг трубчатого корпуса, и магнитный сердечник, который жестко связан с трубчатым корпусом и размещен вдоль его оси так, что между ним и внутренней стенкой трубчатого корпуса образован проход для покрываемых изделий.
2. Герметичная камера по п.1, отличающаяся тем, что многофазная обмотка
возбуждения электромагнитного клапана снабжена средством регулировки силы тока, расположенным между указанной обмоткой и источником тока.
3. Герметичная камера по любому из пп.1 или 2, отличающаяся тем, что магнитные сердечники электромагнитных клапанов установлены в центральной зоне трубчатого корпуса вдоль его оси при помощи распорок, форма которых соответствует профилю поперечного сечения указанного трубчатого корпуса и профилю поперечного сечения указанных сердечников, причем указанные распорки образуют промежуточные пространства между указанными сердечниками и внутренней поверхностью трубчатого корпуса.
4. Камера по п.3, отличающаяся тем, что поперечное сечение указанных промежуточных пространств имеет форму поперечного сечения изделий, на которые наносится покрытие.
5. Камера по любому из пп. 1-4, отличающаяся тем. что часть трубчатого корпуса, расположенная на уровне электромагнитных клапанов, выполнена съемной.
6. Камера по любому из пп. 1-5, отличающаяся тем, что одна из двух многофазных обмоток возбуждения электромагнитных клапанов размещена на суппорте, смонтированном с возможностью перемещения относительно одного из концов камеры.
7. Камера по любому из пп 1-6, отличающаяся тем. что трубчатый корпус камеры выполнен из материала, не смачиваемого жидким металлическим продуктом.
8. Установка для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, содержащая герметичную камеру с входным и выходным отверстиями и резервуар с жидким металлическим продуктом, соединенный с камерой трубопроводом, причем установка снабжена средством регулирования расхода питания указанной камеры, отличающая-с я тем, что уровень жидкого металлического продукта в резервуаре находится выше уровня входного и выходного отверстий герметичной камеры, а средство регулирования расхода состоит из регулирующего клапана, который встроен в указанный подающий трубопровод между резервуаром и камерой. 9. Установка для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, содержащая герметичную камеру с входным и выходным отверстиями и резервуар с жидким металлическим продуктом, соединенный с камерой трубопроводом, причем установка снабжена средством регулирования расхода питания указанной камеры, отличающаяся тем, что резервуар выполнен в виде закрытой емкости и содержит инжектор для подачи инертного газа, расположенный выше уровня жидкого металлического продукта, причем резервуар расположен так, что указанный уровень находится ниже камеры, по меньшей мере часть подающего трубопровода между резервуаром и камерой имеет калиброванное пропускное сечение, при этом средство регулирования расхода состоит из устройства регулировки давления газа, находящегося в резервуаре.
Текст
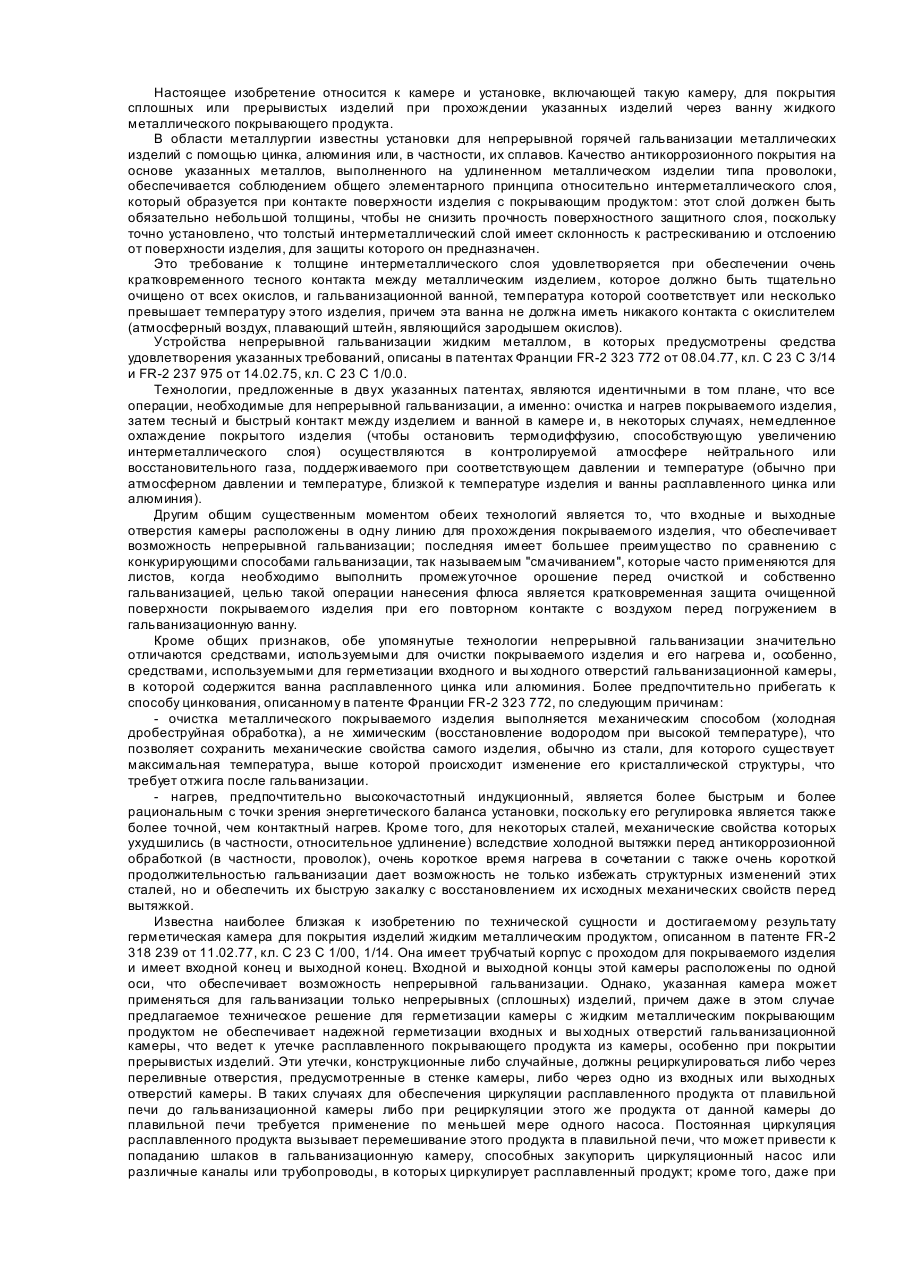
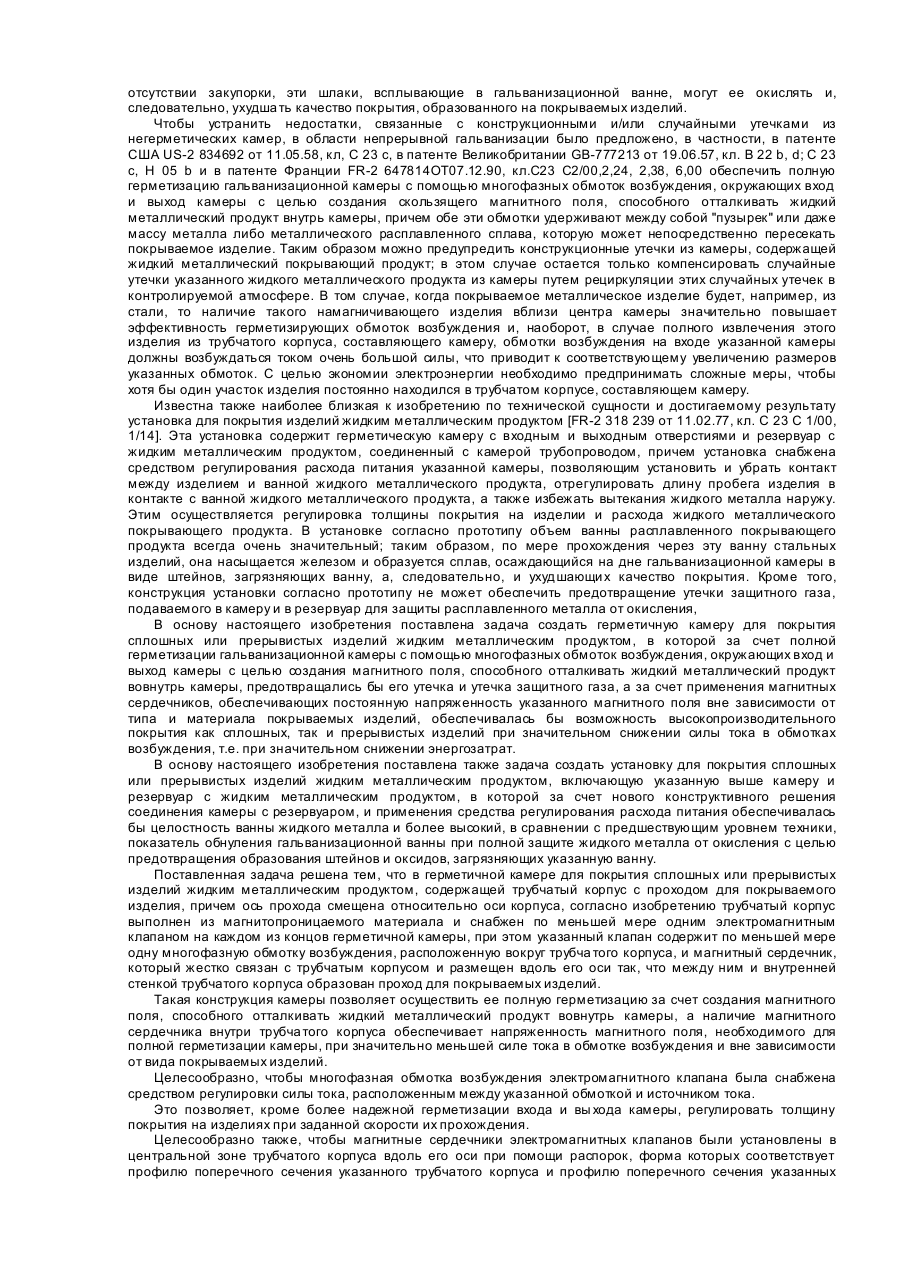
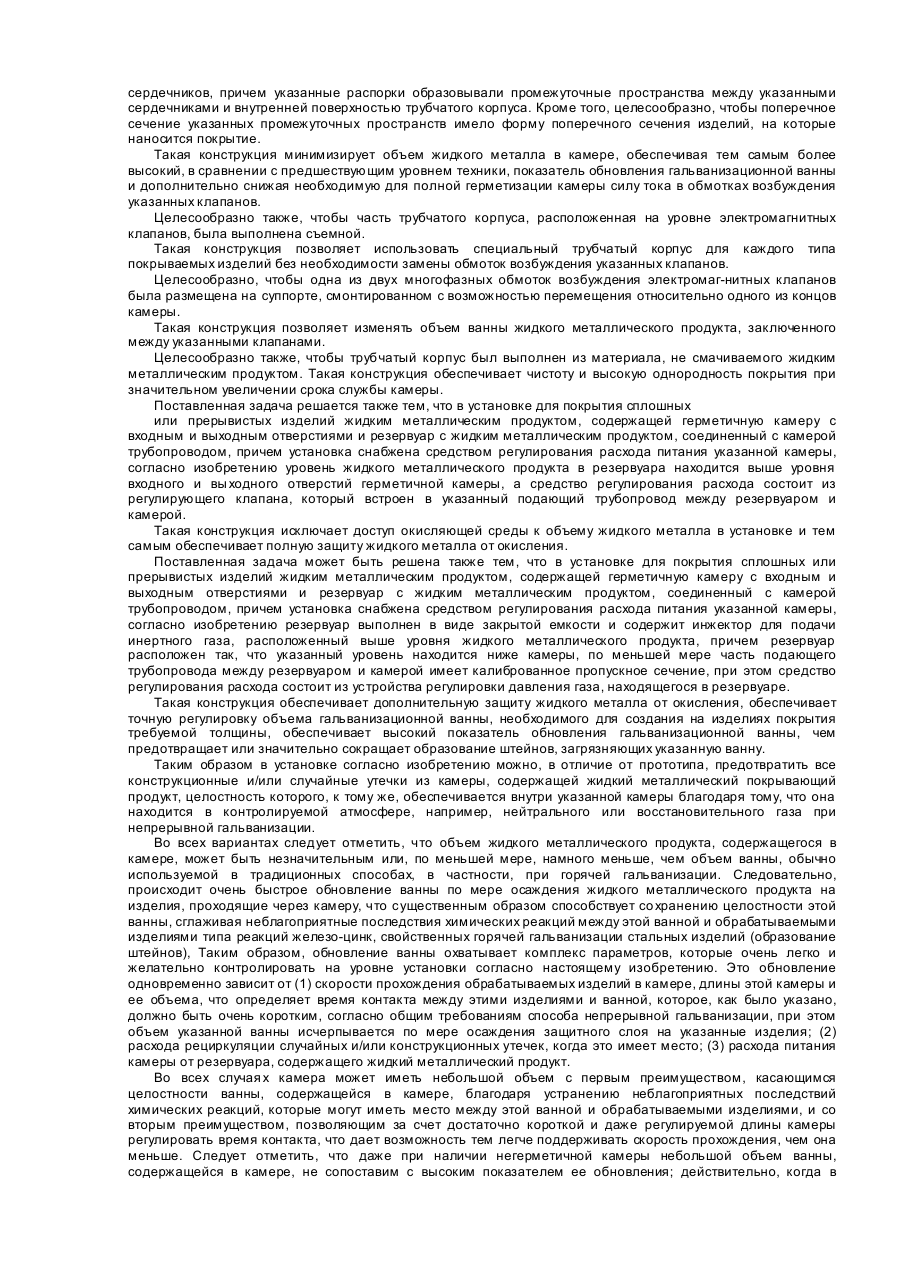
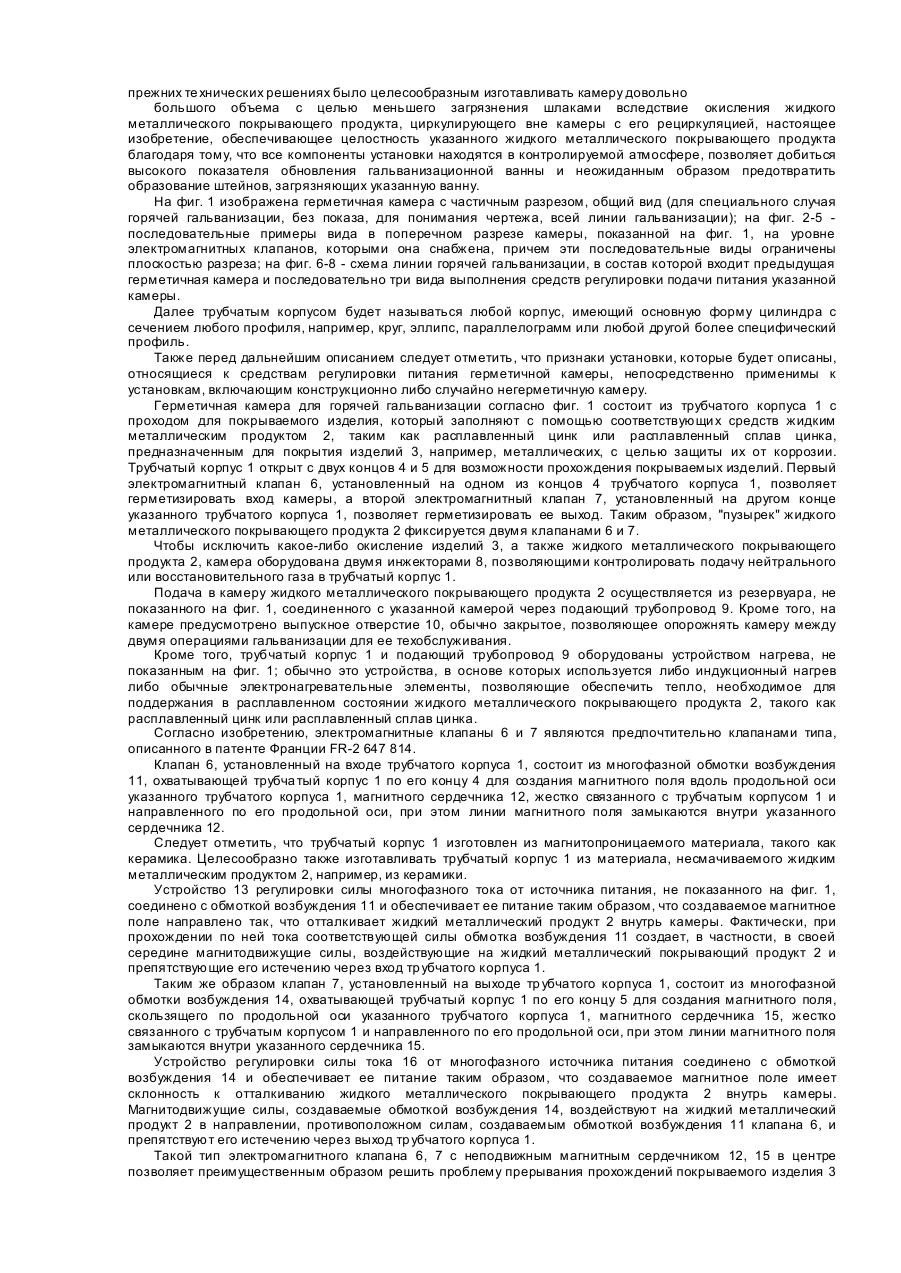
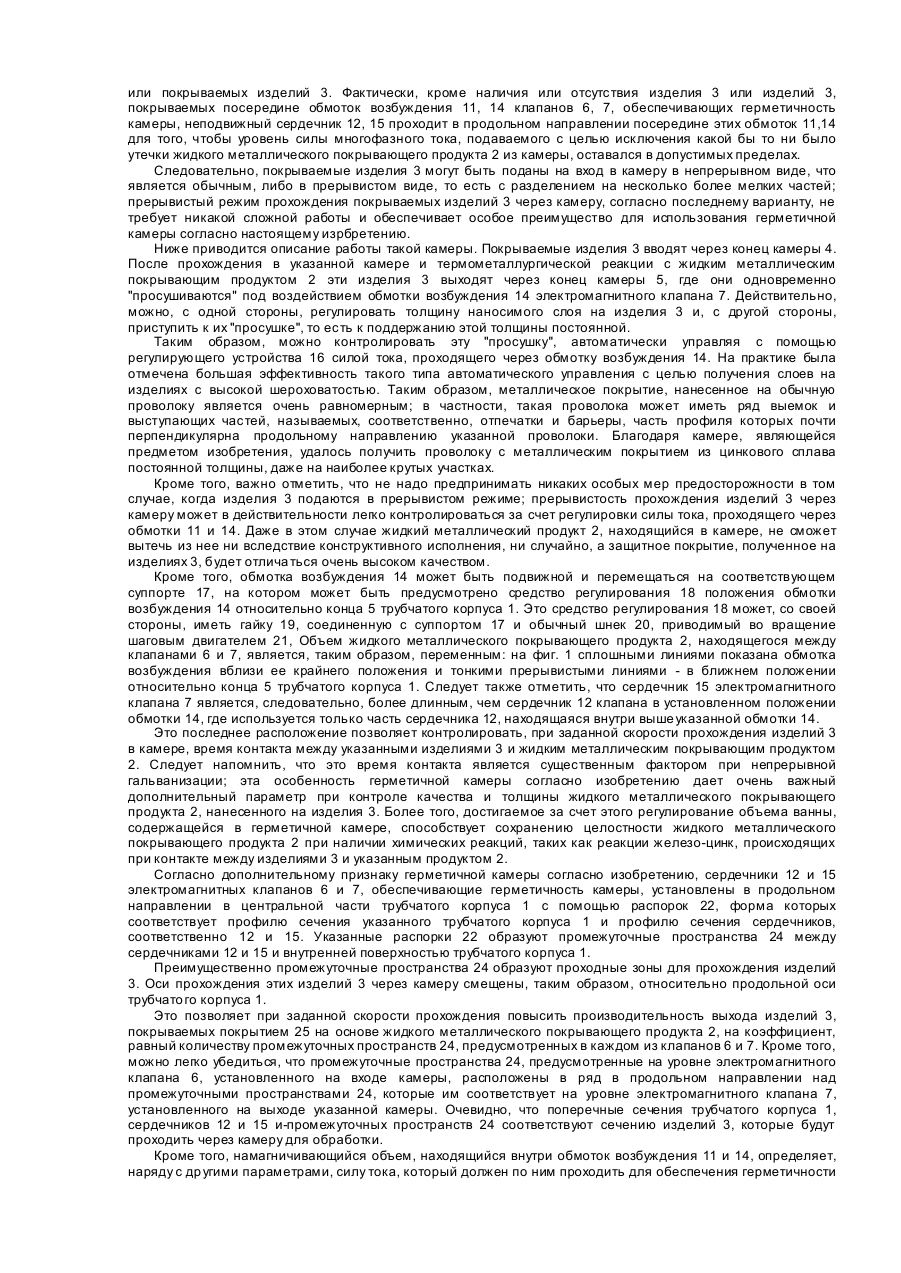
Настоящее изобретение относится к камере и установке, включающей такую камеру, для покрытия сплошных или прерывистых изделий при прохождении указанных изделий через ванну жидкого металлического покрывающего продукта. В области металлургии известны установки для непрерывной горячей гальванизации металлических изделий с помощью цинка, алюминия или, в частности, их сплавов. Качество антикоррозионного покрытия на основе указанных металлов, выполненного на удлиненном металлическом изделии типа проволоки, обеспечивается соблюдением общего элементарного принципа относительно интерметаллического слоя, который образуется при контакте поверхности изделия с покрывающим продуктом: этот слой должен быть обязательно небольшой толщины, чтобы не снизить прочность поверхностного защитного слоя, поскольку точно установлено, что толстый интерметалличeский слой имеет склонность к растрескиванию и отслоению от поверхности изделия, для защиты которого он предназначен. Это требование к толщине интерметаллического слоя удовлетворяется при обеспечении очень кратковременного тесного контакта между металлическим изделием, которое должно быть тщательно очищено от всех окислов, и гальванизационной ванной, температура которой соответствует или несколько превышает температуру этого изделия, причем эта ванна не должна иметь никакого контакта с окислителем (атмосферный воздух, плавающий штейн, являющийся зародышем окислов). Устройства непрерывной гальванизации жидким металлом, в которых предусмотрены средства удовлетворения указанных требований, описаны в патентах Франции FR-2 323 772 от 08.04.77, кл. С 23 С 3/14 и FR-2 237 975 от 14.02.75, кл. С 23 С 1/0.0. Технологии, предложенные в двух указанных патентах, являются идентичными в том плане, что все операции, необходимые для непрерывной гальванизации, а именно: очистка и нагрев покрываемого изделия, затем тесный и быстрый контакт между изделием и ванной в камере и, в некоторых случаях, немедленное охлаждение покрытого изделия (чтобы остановить термодиффузию, способствующую увеличению интерметаллического слоя) осуществляются в контролируемой атмосфере нейтрального или восстановительного газа, поддерживаемого при соответствующем давлении и температуре (обычно при атмосферном давлении и температуре, близкой к температуре изделия и ванны расплавленного цинка или алюминия). Другим общим существенным моментом обеих технологий является то, что входные и выходные отверстия камеры расположены в одну линию для прохождения покрываемого изделия, что обеспечивает возможность непрерывной гальванизации; последняя имеет большее преимущество по сравнению с конкурирующими способами гальванизации, так называемым "смачиванием", которые часто применяются для листов, когда необходимо выполнить промежуточное орошение перед очисткой и собственно гальванизацией, целью такой операции нанесения флюса является кратковременная защита очищенной поверхности покрываемого изделия при его повторном контакте с воздухом перед погружением в гальванизационную ванну. Кроме общих признаков, обе упомянутые технологии непрерывной гальванизации значительно отличаются средствами, используемыми для очистки покрываемого изделия и его нагрева и, особенно, средствами, используемыми для герметизации входного и вы ходного отверстий гальванизационной камеры, в которой содержится ванна расплавленного цинка или алюминия. Более предпочтительно прибегать к способу цинкования, описанному в патенте Франции FR-2 323 772, по следующим причинам: - очистка металлического покрываемого изделия выполняется механическим способом (холодная дробеструйная обработка), а не химическим (восстановление водородом при высокой температуре), что позволяет сохранить механические свойства самого изделия, обычно из стали, для которого существует максимальная температура, выше которой происходит изменение его кристаллической структуры, что требует отжига после гальванизации. - нагрев, предпочтительно высокочастотный индукционный, является более быстрым и более рациональным с точки зрения энергетического баланса установки, поскольку его регулировка является также более точной, чем контактный нагрев. Кроме того, для некоторых сталей, механические свойства которых ухудшились (в частности, относительное удлинение) вследствие холодной вытяжки перед антикоррозионной обработкой (в частности, проволок), очень короткое время нагрева в сочетании с также очень короткой продолжительностью гальванизации дает возможность не только избежать структурных изменений этих сталей, но и обеспечить их быструю закалку с восстановлением их исходных механических свойств перед вытяжкой. Известна наиболее близкая к изобретению по технической сущности и достигаемому результату герметическая камера для покрытия изделий жидким металлическим продуктом, описанном в патенте FR-2 318 239 от 11.02.77, кл. С 23 С 1/00, 1/14. Она имеет трубчатый корпус с проходом для покрываемого изделия и имеет входной конец и выходной конец. Входной и выходной концы этой камеры расположены по одной оси, что обеспечивает возможность непрерывной гальванизации. Однако, указанная камера может применяться для гальванизации только непрерывных (сплошных) изделий, причем даже в этом случае предлагаемое техническое решение для герметизации камеры с жидким металлическим покрывающим продуктом не обеспечивает надежной герметизации входных и вы ходных отверстий гальванизационной камеры, что ведет к утечке расплавленного покрывающего продукта из камеры, особенно при покрытии прерывистых изделий. Эти утечки, конструкционные либо случайные, должны рециркулироваться либо через переливные отверстия, предусмотренные в стенке камеры, либо через одно из входных или выходных отверстий камеры. В таких случаях для обеспечения циркуляции расплавленного продукта от плавильной печи до гальванизационной камеры либо при рециркуляции этого же продукта от данной камеры до плавильной печи требуется применение по меньшей мере одного насоса. Постоянная циркуляция расплавленного продукта вызывает перемешивание этого продукта в плавильной печи, что может привести к попаданию шлаков в гальванизационную камеру, способных закупорить циркуляционный насос или различные каналы или трубопроводы, в которых циркулирует расплавленный продукт; кроме того, даже при отсутствии закупорки, эти шлаки, всплывающие в гальванизационной ванне, могут ее окислять и, следовательно, ухудша ть качество покрытия, образованного на покрываемых изделий. Чтобы устранить недостатки, связанные с конструкционными и/или случайными утечками из негерметических камер, в области непрерывной гальванизации было предложено, в частности, в патенте США US-2 834692 от 11.05.58, кл, С 23 с, в патенте Великобритании GB-777213 от 19.06.57, кл. В 22 b, d; С 23 с, Н 05 b и в патенте Франции FR-2 647814OT07.12.90, кл.С23 С2/00,2,24, 2,38, 6,00 обеспечить полную герметизацию гальванизационной камеры с помощью многофазных обмоток возбуждения, окружающих вход и выход камеры с целью создания скользящего магнитного поля, способного отталкивать жидкий металлический продукт внутрь камеры, причем обе эти обмотки удерживают между собой "пузырек" или даже массу металла либо металлического расплавленного сплава, которую может непосредственно пересекать покрываемое изделие. Таким образом можно предупредить конструкционные утечки из камеры, содержащей жидкий металлический покрывающий продукт; в этом случае остается только компенсировать случайные утечки указанного жидкого металлического продукта из камеры путем рециркуляции этих случайных утечек в контролируемой атмосфере. В том случае, когда покрываемое металлическое изделие будет, например, из стали, то наличие такого намагничивающего изделия вблизи центра камеры значительно повышает эффективность герметизирующих обмоток возбуждения и, наоборот, в случае полного извлечения этого изделия из трубчатого корпуса, составляющего камеру, обмотки возбуждения на входе указанной камеры должны возбуждаться током очень большой силы, что приводит к соответствующему увеличению размеров указанных обмоток. С целью экономии электроэнергии необходимо предпринимать сложные меры, чтобы хотя бы один участок изделия постоянно находился в трубчатом корпусе, составляющем камеру. Известна также наиболее близкая к изобретению по технической сущности и достигаемому результату установка для покрытия изделий жидким металлическим продуктом [FR-2 318 239 от 11.02.77, кл. С 23 С 1/00, 1/14]. Эта установка содержит герметическую камеру с входным и выходным отверстиями и резервуар с жидким металлическим продуктом, соединенный с камерой трубопроводом, причем установка снабжена средством регулирования расхода питания указанной камеры, позволяющим установить и убрать контакт между изделием и ванной жидкого металлического продукта, отрегулировать длину пробега изделия в контакте с ванной жидкого металлического продукта, а также избежать вытекания жидкого металла наружу. Этим осуществляется регулировка толщины покрытия на изделии и расхода жидкого металлического покрывающего продукта. В установке согласно прототипу объем ванны расплавленного покрывающего продукта всегда очень значительный; таким образом, по мере прохождения через эту ванну стальных изделий, она насыщается железом и образуется сплав, осаждающийся на дне гальванизационной камеры в виде штейнов, загрязняющих ванну, а, следовательно, и ухудшающи х качество покрытия. Кроме того, конструкция установки согласно прототипу не может обеспечить предотвращение утечки защитного газа, подаваемого в камеру и в резервуар для защиты расплавленного металла от окисления, В основу настоящего изобретения поставлена задача создать герметичную камеру для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, в которой за счет полной герметизации гальванизационной камеры с помощью многофазных обмоток возбуждения, окружающих вход и выход камеры с целью создания магнитного поля, способного отталкивать жидкий металлический продукт вовнутрь камеры, предотвращались бы его утечка и утечка защитного газа, а за счет применения магнитных сердечников, обеспечивающих постоянную напряженность указанного магнитного поля вне зависимости от типа и материала покрываемых изделий, обеспечивалась бы возможность высокопроизводительного покрытия как сплошных, так и прерывистых изделий при значительном снижении силы тока в обмотках возбуждения, т.е. при значительном снижении энергозатрат. В основу настоящего изобретения поставлена также задача создать установку для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, включающую указанную выше камеру и резервуар с жидким металлическим продуктом, в которой за счет нового конструктивного решения соединения камеры с резервуаром, и применения средства регулирования расхода питания обеспечивалась бы целостность ванны жидкого металла и более высокий, в сравнении с предшествующим уровнем техники, показатель обнуления гальванизационной ванны при полной защите жидкого металла от окисления с целью предотвращения образования штейнов и оксидов, загрязняющих указанную ванну. Поставленная задача решена тем, что в герметичной камере для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, содержащей трубчатый корпус с проходом для покрываемого изделия, причем ось прохода смещена относительно оси корпуса, согласно изобретению трубчатый корпус выполнен из магнитопроницаемого материала и снабжен по меньшей мере одним электромагнитным клапаном на каждом из концов герметичной камеры, при этом указанный клапан содержит по меньшей мере одну многофазную обмотку возбуждения, расположенную вокруг трубча того корпуса, и магнитный сердечник, который жестко связан с трубчатым корпусом и размещен вдоль его оси так, что между ним и внутренней стенкой трубчатого корпуса образован проход для покрываемых изделий. Такая конструкция камеры позволяет осуществить ее полную герметизацию за счет создания магнитного поля, способного отталкивать жидкий металлический продукт вовнутрь камеры, а наличие магнитного сердечника внутри трубча того корпуса обеспечивает напряженность магнитного поля, необходимого для полной герметизации камеры, при значительно меньшей силе тока в обмотке возбуждения и вне зависимости от вида покрываемых изделий. Целесообразно, чтобы многофазная обмотка возбуждения электромагнитного клапана была снабжена средством регулировки силы тока, расположенным между указанной обмоткой и источником тока. Это позволяет, кроме более надежной герметизации входа и вы хода камеры, регулировать толщину покрытия на изделиях при заданной скорости их прохождения. Целесообразно также, чтобы магнитные сердечники электромагнитных клапанов были установлены в центральной зоне трубчатого корпуса вдоль его оси при помощи распорок, форма которых соответствует профилю поперечного сечения указанного трубчатого корпуса и профилю поперечного сечения указанных сердечников, причем указанные распорки образовывали промежуточные пространства между указанными сердечниками и внутренней поверхностью трубчатого корпуса. Кроме того, целесообразно, чтобы поперечное сечение указанных промежуточных пространств имело форму поперечного сечения изделий, на которые наносится покрытие. Такая конструкция минимизирует объем жидкого металла в камере, обеспечивая тем самым более высокий, в сравнении с предшествующим уровнем техники, показатель обновления гальванизационной ванны и дополнительно снижая необходимую для полной герметизации камеры силу тока в обмотках возбуждения указанных клапанов. Целесообразно также, чтобы часть трубчатого корпуса, расположенная на уровне электромагнитных клапанов, была выполнена съемной. Такая конструкция позволяет использовать специальный трубчатый корпус для каждого типа покрываемых изделий без необходимости замены обмоток возбуждения указанных клапанов. Целесообразно, чтобы одна из двух многофазных обмоток возбуждения электромаг-нитных клапанов была размещена на суппорте, смонтированном с возможностью перемещения относительно одного из концов камеры. Такая конструкция позволяет изменять объем ванны жидкого металлического продукта, заключенного между указанными клапанами. Целесообразно также, чтобы трубчатый корпус был выполнен из материала, не смачиваемого жидким металлическим продуктом. Такая конструкция обеспечивает чистоту и высокую однородность покрытия при значительном увеличении срока службы камеры. Поставленная задача решается также тем, что в установке для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, содержащей герметичную камеру с входным и выходным отверстиями и резервуар с жидким металлическим продуктом, соединенный с камерой трубопроводом, причем установка снабжена средством регулирования расхода питания указанной камеры, согласно изобретению уровень жидкого металлического продукта в резервуара находится выше уровня входного и вы ходного отверстий герметичной камеры, а средство регулирования расхода состоит из регулирующего клапана, который встроен в указанный подающий трубопровод между резервуаром и камерой. Такая конструкция исключает доступ окисляющей среды к объему жидкого металла в установке и тем самым обеспечивает полную защиту жидкого металла от окисления. Поставленная задача может быть решена также тем, что в установке для покрытия сплошных или прерывистых изделий жидким металлическим продуктом, содержащей герметичную камеру с входным и выходным отверстиями и резервуар с жидким металлическим продуктом, соединенный с камерой трубопроводом, причем установка снабжена средством регулирования расхода питания указанной камеры, согласно изобретению резервуар выполнен в виде закрытой емкости и содержит инжектор для подачи инертного газа, расположенный выше уровня жидкого металлического продукта, причем резервуар расположен так, что указанный уровень находится ниже камеры, по меньшей мере часть подающего трубопровода между резервуаром и камерой имеет калиброванное пропускное сечение, при этом средство регулирования расхода состоит из устройства регулировки давления газа, находящегося в резервуаре. Такая конструкция обеспечивает дополнительную защиту жидкого металла от окисления, обеспечивает точную регулировку объема гальванизационной ванны, необходимого для создания на изделиях покрытия требуемой толщины, обеспечивает высокий показатель обновления гальванизационной ванны, чем предотвращает или значительно сокращает образование штейнов, загрязняющих указанную ванну. Таким образом в установке согласно изобретению можно, в отличие от прототипа, предотвратить все конструкционные и/или случайные утечки из камеры, содержащей жидкий металлический покрывающий продукт, целостность которого, к тому же, обеспечивается внутри указанной камеры благодаря тому, что она находится в контролируемой атмосфере, например, нейтрального или восстановительного газа при непрерывной гальванизации. Во всех вариантах следует отметить, что объем жидкого металлического продукта, содержащегося в камере, может быть незначительным или, по меньшей мере, намного меньше, чем объем ванны, обычно используемой в традиционных способах, в частности, при горячей гальванизации. Следовательно, происходит очень быстрое обновление ванны по мере осаждения жидкого металлического продукта на изделия, проходящие через камеру, что существенным образом способствует со хранению целостности этой ванны, сглаживая неблагоприятные последствия химических реакций между этой ванной и обрабатываемыми изделиями типа реакций железо-цинк, свойственных горячей гальванизации стальных изделий (образование штейнов), Таким образом, обновление ванны охватывает комплекс параметров, которые очень легко и желательно контролировать на уровне установки согласно настоящему изобретению. Это обновление одновременно зависит от (1) скорости прохождения обрабатываемых изделий в камере, длины этой камеры и ее объема, что определяет время контакта между этими изделиями и ванной, которое, как было указано, должно быть очень коротким, согласно общим требованиям способа непрерывной гальванизации, при этом объем указанной ванны исчерпывается по мере осаждения защитного слоя на указанные изделия; (2) расхода рециркуляции случайных и/или конструкционных утечек, когда это имеет место; (3) расхода питания камеры от резервуара, содержащего жидкий металлический продукт. Во всех случая х камера может иметь небольшой объем с первым преимуществом, касающимся целостности ванны, содержащейся в камере, благодаря устранению неблагоприятных последствий химических реакций, которые могут иметь место между этой ванной и обрабатываемыми изделиями, и со вторым преимуществом, позволяющим за счет достаточно короткой и даже регулируемой длины камеры регулировать время контакта, что дает возможность тем легче поддерживать скорость прохождения, чем она меньше. Следует отметить, что даже при наличии негерметичной камеры небольшой объем ванны, содержащейся в камере, не сопоставим с высоким показателем ее обновления; действительно, когда в прежних те хнических решениях было целесообразным изготавливать камеру довольно большого объема с целью меньшего загрязнения шлаками вследствие окисления жидкого металлического покрывающего продукта, циркулирующего вне камеры с его рециркуляцией, настоящее изобретение, обеспечивающее целостность указанного жидкого металлического покрывающего продукта благодаря тому, что все компоненты установки находятся в контролируемой атмосфере, позволяет добиться высокого показателя обновления гальванизационной ванны и неожиданным образом предотвратить образование штейнов, загрязняющих указанную ванну. На фиг. 1 изображена герметичная камера с частичным разрезом, общий вид (для специального случая горячей гальванизации, без показа, для понимания чертежа, всей линии гальванизации); на фиг. 2-5 последовательные примеры вида в поперечном разрезе камеры, показанной на фиг. 1, на уровне электромагнитных клапанов, которыми она снабжена, причем эти последовательные виды ограничены плоскостью разреза; на фиг. 6-8 - схема линии горячей гальванизации, в состав которой входит предыдущая герметичная камера и последовательно три вида выполнения средств регулировки подачи питания указанной камеры. Далее трубчатым корпусом будет называться любой корпус, имеющий основную форму цилиндра с сечением любого профиля, например, круг, эллипс, параллелограмм или любой другой более специфический профиль. Также перед дальнейшим описанием следует отметить, что признаки установки, которые будет описаны, относящиеся к средствам регулировки питания герметичной камеры, непосредственно применимы к установкам, включающим конструкционно либо случайно негерметичную камеру. Герметичная камера для горячей гальванизации согласно фиг. 1 состоит из трубчатого корпуса 1 с проходом для покрываемого изделия, который заполняют с помощью соответствующи х средств жидким металлическим продуктом 2, таким как расплавленный цинк или расплавленный сплав цинка, предназначенным для покрытия изделий 3, например, металлических, с целью защиты их от коррозии. Трубчатый корпус 1 открыт с двух концов 4 и 5 для возможности прохождения покрываемых изделий. Первый электромагнитный клапан 6, установленный на одном из концов 4 трубчатого корпуса 1, позволяет герметизировать вход камеры, а второй электромагнитный клапан 7, установленный на другом конце указанного трубчатого корпуса 1, позволяет герметизировать ее выход. Таким образом, "пузырек" жидкого металлического покрывающего продукта 2 фиксируется двумя клапанами 6 и 7. Чтобы исключить какое-либо окисление изделий 3, а также жидкого металлического покрывающего продукта 2, камера оборудована двумя инжекторами 8, позволяющими контролировать подачу нейтрального или восстановительного газа в трубчатый корпус 1. Подача в камеру жидкого металлического покрывающего продукта 2 осуществляется из резервуара, не показанного на фиг. 1, соединенного с указанной камерой через подающий трубопровод 9. Кроме того, на камере предусмотрено выпускное отверстие 10, обычно закрытое, позволяющее опорожнять камеру между двумя операциями гальванизации для ее техобслуживания. Кроме того, трубчатый корпус 1 и подающий трубопровод 9 оборудованы устройством нагрева, не показанным на фиг. 1; обычно это устройства, в основе которых используется либо индукционный нагрев либо обычные электронагревательные элементы, позволяющие обеспечить тепло, необходимое для поддержания в расплавленном состоянии жидкого металлического покрывающего продукта 2, такого как расплавленный цинк или расплавленный сплав цинка. Согласно изобретению, электромагнитные клапаны 6 и 7 являются предпочтительно клапанами типа, описанного в патенте Франции FR-2 647 814. Клапан 6, установленный на входе трубчатого корпуса 1, состоит из многофазной обмотки возбуждения 11, охватывающей трубча тый корпус 1 по его концу 4 для создания магнитного поля вдоль продольной оси указанного трубчатого корпуса 1, магнитного сердечника 12, жестко связанного с трубчатым корпусом 1 и направленного по его продольной оси, при этом линии магнитного поля замыкаются внутри указанного сердечника 12. Следует отметить, что трубчатый корпус 1 изготовлен из магнитопроницаемого материала, такого как керамика. Целесообразно также изготавливать трубчатый корпус 1 из материала, несмачиваемого жидким металлическим продуктом 2, например, из керамики. Устройство 13 регулировки силы многофазного тока от источника питания, не показанного на фиг. 1, соединено с обмоткой возбуждения 11 и обеспечивает ее питание таким образом, что создаваемое магнитное поле направлено так, что отталкивает жидкий металлический продукт 2 внутрь камеры. Фактически, при прохождении по ней тока соответствующей силы обмотка возбуждения 11 создает, в частности, в своей середине магнитодвижущие силы, воздействующие на жидкий металлический покрывающий продукт 2 и препятствующие его истечению через вход тр убчатого корпуса 1. Таким же образом клапан 7, установленный на выходе тр убчатого корпуса 1, состоит из многофазной обмотки возбуждения 14, охватывающей трубчатый корпус 1 по его концу 5 для создания магнитного поля, скользящего по продольной оси указанного трубчатого корпуса 1, магнитного сердечника 15, жестко связанного с трубчатым корпусом 1 и направленного по его продольной оси, при этом линии магнитного поля замыкаются внутри указанного сердечника 15. Устройство регулировки силы тока 16 от многофазного источника питания соединено с обмоткой возбуждения 14 и обеспечивает ее питание таким образом, что создаваемое магнитное поле имеет склонность к отталкиванию жидкого металлического покрывающего продукта 2 внутрь камеры. Магнитодвижущие силы, создаваемые обмоткой возбуждения 14, воздействуют на жидкий металлический продукт 2 в направлении, противоположном силам, создаваемым обмоткой возбуждения 11 клапана 6, и препятствуют его истечению через выход тр убчатого корпуса 1. Такой тип электромагнитного клапана 6, 7 с неподвижным магнитным сердечником 12, 15 в центре позволяет преимущественным образом решить проблему прерывания прохождений покрываемого изделия 3 или покрываемых изделий 3. Фактически, кроме наличия или отсутствия изделия 3 или изделий 3, покрываемых посередине обмоток возбуждения 11, 14 клапанов 6, 7, обеспечивающих герметичность камеры, неподвижный сердечник 12, 15 проходит в продольном направлении посередине этих обмоток 11,14 для того, чтобы уровень силы многофазного тока, подаваемого с целью исключения какой бы то ни было утечки жидкого металлического покрывающего продукта 2 из камеры, оставался в допустимых пределах. Следовательно, покрываемые изделия 3 могут быть поданы на вход в камеру в непрерывном виде, что является обычным, либо в прерывистом виде, то есть с разделением на несколько более мелких частей; прерывистый режим прохождения покрываемых изделий 3 через камеру, согласно последнему варианту, не требует никакой сложной работы и обеспечивает особое преимущество для использования герметичной камеры согласно настоящему изрбретению. Ниже приводится описание работы такой камеры. Покрываемые изделия 3 вводят через конец камеры 4. После прохождения в указанной камере и термометаллургической реакции с жидким металлическим покрывающим продуктом 2 эти изделия 3 выходят через конец камеры 5, где они одновременно "просушиваются" под воздействием обмотки возбуждения 14 электромагнитного клапана 7. Действительно, можно, с одной стороны, регулировать толщину наносимого слоя на изделия 3 и, с другой стороны, приступить к их "просушке", то есть к поддержанию этой толщины постоянной. Таким образом, можно контролировать эту "просушку", автоматически управляя с помощью регулирующего устройства 16 силой тока, проходящего через обмотку возбуждения 14. На практике была отмечена большая эффективность такого типа автоматического управления с целью получения слоев на изделиях с высокой шероховатостью. Таким образом, металлическое покрытие, нанесенное на обычную проволоку является очень равномерным; в частности, такая проволока может иметь ряд выемок и выступающих частей, называемых, соответственно, отпечатки и барьеры, часть профиля которых почти перпендикулярна продольному направлению указанной проволоки. Благодаря камере, являющейся предметом изобретения, удалось получить проволоку с металлическим покрытием из цинкового сплава постоянной толщины, даже на наиболее крутых участках. Кроме того, важно отметить, что не надо предпринимать никаких особых мер предосторожности в том случае, когда изделия 3 подаются в прерывистом режиме; прерывистость прохождения изделий 3 через камеру может в действительности легко контролироваться за счет регулировки силы тока, проходящего через обмотки 11 и 14. Даже в этом случае жидкий металлический продукт 2, находящийся в камере, не сможет вытечь из нее ни вследствие конструктивного исполнения, ни случайно, а защитное покрытие, полученное на изделиях 3, будет отлича ться очень высоком качеством. Кроме того, обмотка возбуждения 14 может быть подвижной и перемещаться на соответствующем суппорте 17, на котором может быть предусмотрено средство регулирования 18 положения обмотки возбуждения 14 относительно конца 5 трубчатого корпуса 1. Это средство регулирования 18 может, со своей стороны, иметь гайку 19, соединенную с суппортом 17 и обычный шнек 20, приводимый во вращение шаговым двигателем 21, Объем жидкого металлического покрывающего продукта 2, находящегося между клапанами 6 и 7, является, таким образом, переменным: на фиг. 1 сплошными линиями показана обмотка возбуждения вблизи ее крайнего положения и тонкими прерывистыми линиями - в ближнем положении относительно конца 5 трубчатого корпуса 1. Следует также отметить, что сердечник 15 электромагнитного клапана 7 является, следовательно, более длинным, чем сердечник 12 клапана в установленном положении обмотки 14, где используется только часть сердечника 12, находящаяся внутри выше указанной обмотки 14. Это последнее расположение позволяет контролировать, при заданной скорости прохождения изделий 3 в камере, время контакта между указанными изделиями 3 и жидким металлическим покрывающим продуктом 2. Следует напомнить, что это время контакта является существенным фактором при непрерывной гальванизации; эта особенность герметичной камеры согласно изобретению дает очень важный дополнительный параметр при контроле качества и толщины жидкого металлического покрывающего продукта 2, нанесенного на изделия 3. Более того, достигаемое за счет этого регулирование объема ванны, содержащейся в герметичной камере, способствует сохранению целостности жидкого металлического покрывающего продукта 2 при наличии химических реакций, таких как реакции железо-цинк, происходящих при контакте между изделиями 3 и указанным продуктом 2. Согласно дополнительному признаку герметичной камеры согласно изобретению, сердечники 12 и 15 электромагнитных клапанов 6 и 7, обеспечивающие герметичность камеры, установлены в продольном направлении в центральной части трубчатого корпуса 1 с помощью распорок 22, форма которых соответствует профилю сечения указанного трубчатого корпуса 1 и профилю сечения сердечников, соответственно 12 и 15. Указанные распорки 22 образуют промежуточные пространства 24 между сердечниками 12 и 15 и внутренней поверхностью трубчатого корпуса 1. Преимущественно промежуточные пространства 24 образуют проходные зоны для прохождения изделий 3. Оси прохождения этих изделий 3 через камеру смещены, таким образом, относительно продольной оси трубчато го корпуса 1. Это позволяет при заданной скорости прохождения повысить производительность выхода изделий 3, покрываемых покрытием 25 на основе жидкого металлического покрывающего продукта 2, на коэффициент, равный количеству промежуточных пространств 24, предусмотренных в каждом из клапанов 6 и 7. Кроме того, можно легко убедиться, что промежуточные пространства 24, предусмотренные на уровне электромагнитного клапана 6, установленного на входе камеры, расположены в ряд в продольном направлении над промежуточными пространствами 24, которые им соответствует на уровне электромагнитного клапана 7, установленного на выходе указанной камеры. Очевидно, что поперечные сечения трубчатого корпуса 1, сердечников 12 и 15 и-промежуточных пространств 24 соответствуют сечению изделий 3, которые будут проходить через камеру для обработки. Кроме того, намагничивающийся объем, находящийся внутри обмоток возбуждения 11 и 14, определяет, наряду с др угими параметрами, силу тока, который должен по ним проходить для обеспечения герметичности камеры. В известном случае, когда покрываемое изделие 3 служит сердечником (Патент Франции FR-2 647 814), намагничивающийся объем постоянно меняется в зависимости отсечения этого изделия 3 и его вида. В этом случае необходимо точное и высококачественное автоматическое управление силой тока, чтобы можно было контролировать, с одной стороны, утечки жидкого металлического покрывающего продукта 2 и, с другой стороны, толщину нанесения этого жидкого металлического покрывающего продукта 2 на изделие 3, проходящее через камеру. В случае герметичной камеры согласно настоящему изобретению, оборудованной комплектом неподвижных магнитных сердечников 12, 15, свойства этих сердечников 12, 15, например их магнитная восприимчивость и их сечение, могут быть выбраны таким образом, чтобы регулировка электромагнитных клапанов 6, 7 не имела особого значения при прохождении изделий 3 рядом с этими сердечниками 12, 15. Действительно, намагничивающийся объем, определяющий силу многофазного тока, который должен проходить по обмоткам возбуждения 11, 14 для герметизации камеры, может в основном состоять из объема указанных неподвижных сердечников 12, 15. Далее будет описано несколько примеров выполнения трубчатого корпуса 1. Согласно фиг. 2, представляющей поперечный разрез трубчатого корпуса 1 на уровне одного из сердечников 12 или 15, трубчатый корпус 1 может иметь круглое поперечное сечение; магнитный сердечник 12 и 15 может быть простым цилиндрическим стержнем, поперечное сечение которого представляет собой круг, при этом распорки 22 ограничивают, например, промежуточные пространства 24 кольцевого или овального сечения такие, как промежуточные пространства 26. Камера, оборудованная двумя клапанами 6 и 7 с таким поперечным сечением, может, в частности, служить для антикоррозионной обработки проволок 27. Этот отдельный случай, приведенный в качестве примера, соответствует камере, показанной на фиг. 1. Таким же образом, согласно фиг. 3 и 4, можно обрабатывать профили, например, из стали. На фиг. 3 показан комплект из двух швеллеров 28, проходящих через камеру на уровне клапанов 6 и 7 через проходы, предусмотренные между очень упрощенными распорками посредством промежуточных пространств 29 прямоугольного поперечного сечения. В этом случае магнитными сердечниками 12 и 15 являются удлиненные листы. На фиг. 4 показан комплект из двух профилей 30, проходящих через камеру на уровне клапанов 6 и 7 через предусмотренные проходы между распорками 22, широко заполняя объем трубчатого корпуса 1 посредством промежуточных пространств 31 поперечного сечения, подобного поперечному сечению профиля. В этом случае магнитными сердечниками 12 и 15 являются простые цилиндрические стержни. В общем, поперечное сечение промежуточных пространств 24, преимущественно, является подобным поперечному сечению обрабатываемых изделий 3. Наконец, согласно фиг. 5, можно обрабатывать листы 32, например, из стали. Эти листы 32 проходят через камеру на уровне клапанов 6 и 7 через проходы, предусмотренные между очень упрощенными распорками 33 через промежуточные пространства 34 пдперечного прямоугольного сечения. В этом случае сердечниками 12 и 15 являются удлиненные магнитные листы. Сердечники 12 и 15 клапанов, соответственно, 6 и 7 могут, таким образом, иметь различные формы с круговой симметрией, плоской симметрией или, в некоторых случаях, могут быть асимметричными (случай не показан). Поскольку выбор указанных сердечников 12 и 15 практически не влияет на качество работы клапанов 6 и 7, то легко приспособить их форму и сечение промежуточных пространств 24 к типу обрабатываемых изделий 3. Кроме того, часть трубчатого корпуса 1, расположенная на уровне электромагнитных клапанов 6 и 7, может быть выполнена съемной, чтобы можно было использовать специальный трубчатый корпус 1 для каждого типа обрабатываемых изделий 3, не меняя обмотки возбуждения 11 и 14 указанных клапанов 6 и 7. Действительно, очень легко изготовить многоцелевую камеру с поперечным сечением, близким, например, к эллипсу - с целью упрощения ее изготовления -соответственно, имеющиеся обмотки возбуждения 11 и 14 на концах 4 и 5 трубчатого корпуса 1 могут использоваться для большого количества покрываемых изделий 3, тогда изделия 3 проходят через камеру вместе и параллельно ё режиме, который может быть непрерывным или прерывистым. Ниже, со ссылкой на фиг. 6-8, приводится описание нескольких установок для покрытия жидким металлическим покрывающим продуктом сплошных или прерывистых изделий, содержащих, в качестве неограничивающего примера, герметичную камеру, идентичную вышеописанной. На этих рисунках схематически показаны основные части установок в осевом разрезе, а камера может одновременно обрабатывать два изделия 3, такие как проволоки, проходящие параллельно и расположенные для данной цели в общей вертикальной плоскости, проходящей через центральные сердечники 12,15 клапанов 6 и 7. Одним и тем же способом, общим для всех показанных вариантов, регулируют поступление жидкого металлического покрывающего продукта 2 в указанную камеру в зависимости от скорости перемещения изделий 3, покрываемых в камере, и требуемой толщины покрытия 25, чтобы помещающееся в камере количество жидкого металлического продукта компенсировало количество, израсходованное на образование покрытия 25 на изделиях 3, вы ходящих из камеры, без существенного снижения уровня жидкого металлического покрывающего продукта 2 в ней путем сохранения целостности указанного жидкого металлического покрывающего продукта 2. Напомним, что такое регулирование питания камеры является существенным с точки зрения сохранения целостности ванны, содержащейся в камере, при наличии химических реакций, происходящие при контакте изделий 3 и жидкого металлического покрывающего продукта 2; фактически, этот параметр частично контролирует коэффициент обновления ванны, в которой, согласно положениям изобретения, желательно избежать образования твердых осадков, например, в виде железо-цинковых солей (штейны). Установка, показанная на фиг. 6, которая может использоваться для покрытия изделий 3 в непрерывном или прерывистом режиме, последовательно состоит из: а) первого приводного устройства 35 для покрытия изделия 3; б) направляющего устройства 36, например, роликового типа или с поворотной клетью, подогнанного к сечению указанных изделий 3; а) комплекса очистки 37, содержащего, например, дробеструйную установку для получения на выходе изделий 3 с состоянием поверхности без каких-либо примесей, с учетом скорости и вида изделий 3; г) первого поддерживающего устройства 38 на валиках или роликах для удержания очищенных изделий 3. Это первое поддерживающее устройство 38 предназначено для устранения прогибов и вибраций, возникающих на изделиях 3 после комплекса очистки; д) трубчатой нагревательной камеры 39 из жаропрочного материала, которая удерживает систему нагрева 40, например, электромагнитной индукцией или электронагревательным элементом, позволяющая быстро нагревать очищенные изделия 3 до заранее установленной регулируемой температуры, которая подходит для горячей гальванизации этих изделий е) второго поддерживающего устройства 41 на валиках или роликах, подобного первому поддерживающему устройству 38, для удерживания очищенных и нагретых изделий 3; ж) герметичной камеры, соответствующей той, что показана на фиг. 1. Эта камера оборудована устройством нагрева 42, например, типа электромагнитной индукции. Устройства герметизации, состоящие из двух электромагнитных клапанов 6 и 7, препятствуют любой утечке расплавленного металла из камеры; з) дополнительного устройства просушки 43, установленного для подачи известным способом струи нейтрального или восстановительного газа на покрытие 25 сразу после его нанесения на изделия 3. Кроме того, это устройство обеспечивает первоначальное охлаждение этих изделий 3 и препятствует какому-либо окислению расплавленного металла, содержащегося в камере согласно положениям настоящего изобретения. В некоторых случаях можно обойтись без устройства просушки 43, но даже в этом случае предпочтительно защищать горячие изделия 3, выходящие из камеры, оболочкой из нейтрального или восстановительного газа, препятствующей" любому окислению этих изделий 3 и расплавленного металла, содержащегося в камере; и) контролируемого устройства 44 для о хлаждения изделий, выходящи х из устройства просушки 43, или гальванизационной камеры; к) второго приводного устройства 45 для подачи изделий 3. В целом очень важно сохранять удовлетворительное состояние изделий по всему пути и х прохождения, начиная с выхода из комплекса очистки 4 до дополнительного устройства просушки 43. С этой целью оба поддерживающие устройства 38 и 41 должны быть по меньшей мере соответственно расположены в картерах 46 и 47, соединяемых участками трубопроводов 48 и 49 с комплексом для очистки 37 и с нагревательной камерой 39, а участками трубопроводов 50 и 51, соответственно, с указанной нагревательной камерой 39 и с гальванизационной камерой, внутри которых создается защитная атмосфера за счет подачи нейтрального или восстановительного газа для предотвращения любого окисления продуктов на разных этапах обработки. С этой целью предусмотрены, например, два инжектора 52 для подачи газа в картеры 46 и 47 и в устройство для просушки 43. Подводящий трубопровод 9 камеры соединен с печью или резервуаром 54 и оборудован нагревательным устройством 53, подобным нагревательным устройствам 40 и 42. В варианте осуществления по фиг. 6 печь или резервуар 54 имеет два отсека, а именно: плавильный отсек 55 и сливкой отсек 56, отделенный от плавильного отсека 55 перегородкой 57 с предусмотренным проходом между ее нижней частью и днищем резервуара 54 для обеспечения прохождения расплавленного металла из отсека 55 в отсек 56. Верхняя часть ванн расплавленного металла, содержащегося в каждом из двух отсеков 55 и 56, находится в контролируемой атмосфере. Для этого каждый из двух о тсеков 55, 56 закрыт крышкой 55а, 56а, снабженной инжектором 58,59, с помощью которого нейтральный или восстановительный газ можно подать над ваннами расплавленного металла во избежание их окисления. В принципе, система нагрева резервуара 54 является совершенно обычной. Плавильный отсек 55 оборудован системой ввода 60, позволяющей вводить слитки металла 61 через герметичный люк, эта система ввода 60 регулируется в зависимости от уровня ванны в сливном отсеке 56. В установке на фиг. 6 средства регулирования питания камеры состоят из регулировочного клапана 62, который встраивается в подающий трубопровод 9 между резервуаром 54 и камерой. Клапан 62 может быть любого типа, используемого для регулировки расхода истечения расплавленного металла. Предпочтительно, чтобы этот клапан был электромагнитным клапаном типа клапана по уже упомянутому патенту Франции FR-2 647 814. Обе обмотки 63 и 64 этого клапана 62 питаются током от источника питания 65 через соответствующие устройства регулировки тока 66 и 67. Каждая из этих обмоток 63 и 64 располагается и подключается таким образом, чтобы во время прохождения по ней тока, возникало электромагнитное поле, скользящее в направлении, противоположном направлению истечения расплавленного металла в камере, создавая таким образом магнитодвижущую силу, противодействующую истечению расплавленного металла. Так как уровень расплавленного металла в резервуаре 54 поддерживается практически постоянным, то давление подачи расплавленного металла также поддерживается практически постоянным, а расход расплавленного металла может контролироваться путем регулирования силы тока возбуждения обмоток 63 и 64. Регулировка клапана 62 может осуществляться вручн ую или, в более сложной установке, можно предусмотреть автоматическое регулирование клапана 62 по одному или нескольким рабочим параметрам установки, например, по скорости прохождения изделий 3 через камеру. В установке непрерывной гальванизации, показанной на фиг. 6, резервуар 54 расположен на определенном расстоянии над гальванизационной камерой. Однако, как показано на фиг. 7, резервуар 54 может быть расположен почти на том же уровне, что и камера, однако уровень 68 расплавленного металла в резервуаре 54 несколько выше, чем самый высокий уровень, которого может достичь расплавленный металл внутри указанной камеры. В этом случае поскольку гидростатическое давление металла, подающего в камеру, меньше, чем в варианте по фиг. 6, то требуется более низкая электрическая мощность для регулирования питания камеры расплавленным металлом. В установке непрерывной гальванизации, показанной на фиг. 8, уровень 69 расплавленного металла в сливном отсеке 56 резервуара 54 ниже уровня камеры. Расплавленный металл отталкивается к камере через подающий трубопровод 9 при подаче в резервуар 54 через инжектор 59 сжатого инертного газа под давлением, достаточным для поднятия уровня расплавленного металла в подающем трубопроводе 9 до уровня в камере. Сжатый инертный газ поступает от источника 70 сжатого инертного газа через устройство регулировки давления 71. Кроме того, по меньшей мере одна часть подающего трубопровода 9 имеет калиброванное пропускное сечение. Это может быть достигнуто, например, благодаря калиброванной насадке в указанном трубопроводе 9. При этом регулирование расхода питания камеры осуществляется с помощью устройства регулировки давления 71. Данное изобретение может быть успешно применено в области металлургии, например, в оборудовании для нанесения покрытий из металла или металлического сплава на металлургическую продукцию с целью ее защиты, в частности, в оборудовании для горячего цинкования, а также в других областях промышленности, где возникает необходимость гальванизации сплошных или прерывистых изделий путем их прохождения через ванну из жидкого металлического покрывающего продукта. Применение данного изобретения повышает качество получаемых покрытий, значительно сокращает капиталовложения и расходы на ремонт и техническое обслуживание, а также значительно сокращает расход электроэнергии, чем при использованию устройств известного уровня те хники.
ДивитисяДодаткова інформація
Назва патенту англійською?? ??????? ?????? ????????????? ????????? (???????? ?????????)hermetic chamber and plant for covering of unbroken and broken articles with liquid metal product (variants of the plant)
Автори англійськоюJose Delot
Назва патенту російською?? ??????? ?????? ????????????? ????????? (???????? ?????????)герметичная камера и установка для покрытия сплошных или прерывистых изделий жидким металлическим продуктом (варианты установки)
Автори російськоюЖозе Дело
МПК / Мітки
МПК: C23C 2/36, C23C 2/00, C23C 2/14
Мітки: продуктом, установка, суцільних, рідким, металевим, герметична, варіанти, камера, покриття, переривчастих, виробів, установки
Код посилання
<a href="https://ua.patents.su/11-19871-germetichna-kamera-i-ustanovka-dlya-pokrittya-sucilnikh-abo-pererivchastikh-virobiv-ridkim-metalevim-produktom-varianti-ustanovki.html" target="_blank" rel="follow" title="База патентів України">Герметична камера і установка для покриття суцільних або переривчастих виробів рідким металевим продуктом (варіанти установки)</a>
Пристрій для детонаційного нанесення покриття на внутрішню поверхню виробів
Номер патенту: 5432
Опубліковано: 28.12.1994
Автори: Погорілий Анатолій Григорович, Яковлев Валерій Анатольович, Вольвач Юрій Олександрович
МПК: B05B 7/16
Мітки: виробів, внутрішню, поверхню, нанесення, детонаційного, покриття, пристрій
Формула / Реферат:
Устройство для детонационного нанесення покрытий на внутреннюю поверхность изделий, содержащее основной ствол с прямолинейным каналом разгона и разогрева частиц порошка, сообщающимся с выходной камерой изогнутой формы, открытый торец которой обращен в сторону внутренней поверхности изделий, а также систему подачи газовой смеси и узел инициирования взрыва, отличающееся тем, что устройство снабжено, по меньшей мере, одним вспомогательным...
Випромінюючий нагрівник для сушіння полімерного та лакофарбового покриття виробів
Номер патенту: 1511
Опубліковано: 25.07.1994
Автори: Лукашевич Олександр Володимирович, Майстренко Вадим Борисович, Коба Олександр Леонідович
МПК: F26B 23/00, F26B 3/32
Мітки: випромінюючий, нагрівник, лакофарбового, сушіння, полімерного, виробів, покриття
Формула / Реферат:
Излучающий нагреватель для сушки полимерного лакокрасочного покрытия изделий, содержащий трубчатый электрический нагреватель, с отражающим экраном, отличающийся тем, что трубчатый электрический нагреватель снабжен поперечными ребрами, выполненными наклонными в сторону высушиваемого изделия, а угол наклона равен 2-4°.
Установка для лиття виробів
Номер патенту: 10845
Опубліковано: 25.12.1996
Автори: Таранов Михайло Іванович, Ладохін Сергій Васильович, Марковський Євген Адамович, Аникін Юрій Пилипович, Кочегура Наталія Михайлівна, Шевцов Віктор Левкович
МПК: C21C 5/52
Мітки: установка, лиття, виробів
Формула / Реферат:
1. Установка для литья изделий из жаропрочных никелевых сплавов, включающая вакуумную плавильную камеру, внутри которой расположен плавильный тигель, над которым установлена электронно-лучевая пушка, и печь нагрева формы, отличающаяся тем, что плавильный тигель дополнительно снабжен индуктором и механизмом для донного слива.2. Установка по п. 1, отличающаяся тем, что печь нагрева формы и электронно-лучевая пушка расположены соосно...
Камера для теплової обробки будівельних виробів
Номер патенту: 166
Опубліковано: 30.04.1993
Автори: Колмановський Семен Давидович, Дорфман Юхим Миколайович
МПК: B28B 11/00
Мітки: камера, теплової, обробки, будівельних, виробів
Формула / Реферат:
Формула изобретенияКамера для тепловой обработки строительных изделий, содержащая туннель с зонами нагрева, изотермической выдержки и охлаждения, размещенные в зонах нагрева и изотермической выдержки нагреватели, соединенные ступенчато с подающими и отводящими теплоноситель трубопроводами, регулирующую арматуру и конденсатоотводчики, отличающаяся тем, что, с целью снижения расхода теплоносителя, зона нагрева снабжена дополнительными...
Установка для нанесення покриття
Номер патенту: 3407
Опубліковано: 27.12.1994
Автори: Гринавцев Валерій Микитович, Нємченко Іван Максимович
МПК: C23C 14/32
Мітки: покриття, установка, нанесення
Формула / Реферат:
1. Установка для нанесения покрытий, содержащая вакуумную камеру-анод, катод, средство поджига электрической дуги, систему трубопроводов и вакуумных насосов, отличающаяся тем, что в цепь обмотки средства поджига электрической дуги введен термодатчик, размещенный внутри камеры.2. Установка по п. 1, отличающаяся тем, что термодатчик выполнен в виде переменного резистора, соединенного с биметаллической пластиной с регулируемым...
Попередній патент: Спосіб введення вуглеводневої добавки в потік вугільної шихти
Наступний патент: Апарат для одержання, вилучення та сушки продуктів хіміко-фармацевтичних виробництв
Випадковий патент: Пристрій для виготовлення гвинтових заготовок