Спосіб виготовлення гусеничного транспортного засобу
Номер патенту: 23256
Опубліковано: 10.05.2007
Автори: Харченко Владислав Сергійович, Живенко Михайло Іванович, Немчин Данило Олександрович, Фотченков Олександр Дмитрович, Тихонов Володимир Васильович, Шоломицький Леонід Валентинович, Акімов Віктор Олексійович, Аванесова Людмила Теванівна

Формула / Реферат
1. Спосіб виготовлення гусеничного транспортного засобу, який полягає в попередньому виготовленні конструктивних елементів гусеничного транспортного засобу - корпуса, ходової частини, силової установки, силової передачі, і наступному їхньому взаємному монтажі в/на корпусі згаданого гусеничного транспортного засобу, при цьому на стадії виготовлення корпусу послідовно виконують технологічні операції по попередньому виготовленню сталевих листів, які будуть являти собою дно, дах, бічні стінки, передні та кормові поверхні корпуса, виконанню у зазначених листах вирізів або під люки, або під вікна, або під оглядові щілини, або під лючки для підходу до агрегатів і систем, або для кріплення конструктивних елементів рушія, та по зварюванню між собою підготовлених сталевих листів у коробку відповідної геометричної форми, що задається конструктивними розрахунками і призначенням гусеничного транспортного засобу, і конструктивно розділена на моторно-трансмісійне відділення, кабіну та вантажно-пасажирське відділення, перед монтажем конструктивних складових гусеничного транспортного засобу здійснюють заходи щодо комплектування й збирання сполучених деталей, на стадії монтажу в корпусі гусеничного транспортного засобу силової установки виконують технологічні операції по монтажу у моторно-трансмісійному відділенні двигуна та конструктивних елементів систем, які його обслуговують - конструктивних елементів системи живлення паливом, конструктивних елементів системи живлення повітрям, конструктивних елементів системи охолодження, конструктивних елементів системи змащення, конструктивних елементів системи запуску двигуна, конструктивних елементів системи підігріву та конструктивних елементів електричної системи з наступним з'єднанням їх між собою згідно зі схемами функціонування, на стадії монтажу в корпусі гусеничного транспортного засобу силової передачі виконують технологічні операції по монтажу у моторно-трансмісійному відділенні головного фрикціона, приводу керування головним фрикціоном, коробки передач, механізму перемикання передач, приводу керування коробкою передач, механізму повороту, що виконаний у вигляді бортового фрикціона, бортових передач та головної передачі з наступним з'єднанням їх між собою згідно зі схемами функціонування, на стадії монтажу на корпусі гусеничного транспортного засобу ходової частини виконують технологічні операції по монтажу на бортах корпуса рушія і підвіски, причому на стадії монтажу системи живлення паливом виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - паливних баків, паливорозподільчих кранів, паливопідкачуючих насосів, фільтрів грубого та тонкого очищення, паливного насоса і форсунок, на стадії монтажу системи живлення повітрям виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - повітроочищувача і повітроводів, на стадії монтажу системи охолодження виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - радіатора, водяного насоса, вентиляторів та ежекторів, на стадії монтажу системи змащення виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - масляних баків, масляного насоса, масляного радіатора та масляного фільтра, на стадії монтажу системи запуску виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - електростартера, повітропуску, акумуляторних батарей та балонів зі стиснутим повітрям, на стадії монтажу системи підігріву виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - котла-підігрівача, розпилювача пального та заправного бачка з пальним, на стадії монтажу бортового фрикціона виконують технологічні операції по монтажу між собою конструктивних елементів цього вузла - гальма та приводу керування механізмом повороту, на стадії монтажу рушія виконують технологічні операції по монтажу на валу бортової передачі ведучих коліс, по монтажу гумового бандажа на опорні котки і подальшому монтажу підвіски на бортах корпуса та опорних котків на зазначеній підвісці, по монтажу направляючих коліс з механізмом натягу гусениці, по збиранню гусениці з траків і закріпленню траків між собою за допомогою шарнірів, по монтажу гусениці відносно ведучих коліс, направляючих коліс та опорних котків з наступним її натягом до розрахункової величини, по закінченні етапу щодо монтажу рушія виконують технологічні операції по закріпленню передніх та задніх бризковиків, на стадії обладнання кабіни здійснюють технологічні операції по встановленню у вирізи під вікна засклення, закриттю засклення захисними щитками, встановленню сидінь для механіка-водія та пасажирів, розміщенню важелів керування гусеничним транспортним засобом, розміщенню на передній панелі під заскленням приладової дошки і приладів контролю на зазначеній дошці, по закріпленню на передніх бризковиках фар і підфарників, по закріпленню на лобовому нахиленому листі корпуса прожектора, який керується з місця механіка-водія, на стадії обладнання вантажно-пасажирського відділення здійснюють технологічні операції по встановленню сидінь для пасажирів і обладнують місця для вантажу, після монтажу всіх базових конструктивних елементів в/на корпусі виконують послідовно технологічні операції по фарбуванню корпусу та деталей/конструкцій гусеничного транспортного засобу та по закриттю усіх люків і технологічних відсіків відповідними кришками, після закінчення технологічного процесу по виготовленню гусеничного транспортного засобу здійснюють обкатування зазначеного гусеничного транспортного засобу, виконують у процесі обкатування технологічні операції по прироблянню вузлів і агрегатів гусеничного транспортного засобу, а перед здачею транспортного засобу замовникові виконують технологічні операції по усуненню виявлених після обкатування дефектів з наступним ремонтом агрегатів та вузлів гусеничного транспортного засобу, які вийшли з ладу, який відрізняється тим, що після виконання технологічних операцій по монтажу всіх базових конструктивних елементів гусеничного транспортного засобу в/на його корпусі, виконують послідовно технологічні операції як по вирізанню частини поверхні листа, який утворює дах, в кормовій частині корпусу, так і по вирізанню оглядових щілин на бічних нахилених листах корпуса з отриманням на місці зазначених щілин вирізів під додаткові вікна еліптичної форми в плані, після виконання технологічних операцій по вирізанню частини поверхні листа, який утворює дах, виконують технологічні операції по заварюванню непотрібних у подальшій експлуатації гусеничного транспортного засобу оглядових щілин і виготовленню додаткових металевих листів для утворення з них надбудови над дахом корпуса у місці вирізу в даху, після підготовки додаткових металевих листів виконують технологічні операції по приварюванню їх по торцях вирізу в даху з утворенням коробчастої конструкції з нахиленими стінками, після закріплення додаткових металевих листів на даху корпуса виконують послідовно технологічні операції по підгонці вирізаної з даху частини листа і закріпленню зазначеної підігнаної частини листа до обрізу надбудови, яка утворена додатковими металевими листами, із утворенням даху зазначеної надбудови, після виконання технологічних операцій по закріпленню даху надбудови виконують послідовно технологічні операції по виготовленню арматури вікон, встановленню в арматуру вікон скла, по виготовленню поручнів з наступним закріпленням арматури вікон, у якій вставлено скло, у вирізи для додаткових вікон, що виконано на бічних листах корпуса і надбудови, а поручнів - в районі додаткових вікон, після закріплення арматури вікон, у якій вставлено скло, у вирізи для додаткових вікон, що виконано на бічних листах корпуса і надбудови, а поручнів - в районі додаткових вікон, здійснюють послідовно технологічні операції по встановленню на дах надбудови в районі переднього листа додаткового прожектора, яким керують з надбудови, виготовленню додаткових платформ, призначених для розміщення вантажу зовні корпуса гусеничного транспортного засобу, і огорожі для зазначених платформ з наступним закріпленням двох платформ і відповідної огорожі в районі бічних листів надбудови, а третьої огорожі - на даху корпуса перед переднім листом надбудови, по закінченні технологічних операцій по встановленню додаткових конструктивних елементів корпуса, вікон і обладнання, здійснюють технологічні операції по діагностиці технічного стану основних конструктивних елементів гусеничного транспортного засобу і його систем, перед випробуванням об’єкта гусеничної техніки проводять контроль правильного натягу гусеничної стрічки, перевіряють роботу приводу зупинного гальма, перевіряють стан вузлів та болтових кріплень елементів ходової частини, при виконанні технологічних операцій щодо обкатування об’єкта гусеничної техніки, проводять випробування встановлених вузлів і конструкцій, по закінченні випробувань об’єкта гусеничної техніки виконують технологічні операції по усуненню виявлених дефектів з наступним підфарбуванням агрегатів, вузлів і об’єкта гусеничної техніки в цілому з наступною видачею/передачею об’єкта гусеничної техніки замовникові.
2. Спосіб за п. 1, який відрізняється тим, що при виготовленні додаткових металевих листів, призначених для утворення надбудови над дахом корпуса у місці вирізу в даху, виконують технологічні операції по вирізанню в бічних листах вирізів еліптичної форми в плані під додаткові вікна.
3. Спосіб за п. 1, який відрізняється тим, що в процесі комплектування й збирання сполучених деталей виконують їхнє припилювання, шабрування, притирання, полірування, розгортання, прогін різьби, зачищення задирок.
4. Спосіб за п. 1, який відрізняється тим, що при проведенні технологічних операцій по комплектуванню й збиранню деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а збирання деталей здійснюють по однойменних групах для забезпечення стабільних посадок.
5. Спосіб за п. 1, який відрізняється тим, що при проведенні складальних робіт щодо ходової частини виконують технологічні операції по перевірці й регулюванню головного фрикціона, по перевірці стану механізмів ходової частини - коробок передач та бортових передач, при проведенні складальних робіт щодо гусеничного рушія виконують технологічні операції по перевірці й регулюванню ведучих, направляючих коліс та опорних котків, правильному натягу гусеничної стрічки.
6. Спосіб за п. 1, який відрізняється тим, що при здійсненні складальних робіт щодо об’єкта гусеничної техніки у цілому виконують технологічні операції по перевірці й регулюванню приводів керування силової установки, по перевірці й регулюванню гальм і гальмової системи, по перевірці приводів зчеплення, перемикання передачі, керування поворотом, зупинного гальма та механізму розподілу та по перевірці електроустаткування об’єкта гусеничної техніки.
7. Спосіб за п. 1 і п. 6, який відрізняється тим, що при проведенні технологічних операцій по комплектуванню й збиранню деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а збирання деталей здійснюють по однойменних групах для забезпечення стабільних посадок.
8. Спосіб за п. 1, який відрізняється тим, що поверхні деталей, які будуть недоступні для офарблення після збирання об’єкта гусеничної техніки, офарблюють перед збиранням, при цьому зовнішні поверхні конструктивних елементів корпуса та відповідних вузлів і агрегатів силової установки, трансмісії і ходової частини офарблюють у два шари по ґрунту.
9. Спосіб за п. 1, який відрізняється тим, що при випробуванні деталей проводять випробування деталей на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість.
10. Спосіб за п. 1, який відрізняється тим, що при випробуванні об’єкта гусеничної техніки встановлені конструктивні елементи гусеничного рушія випробовують із навантаженням і без навантаження при правильно натягнутій гусениці.
Текст
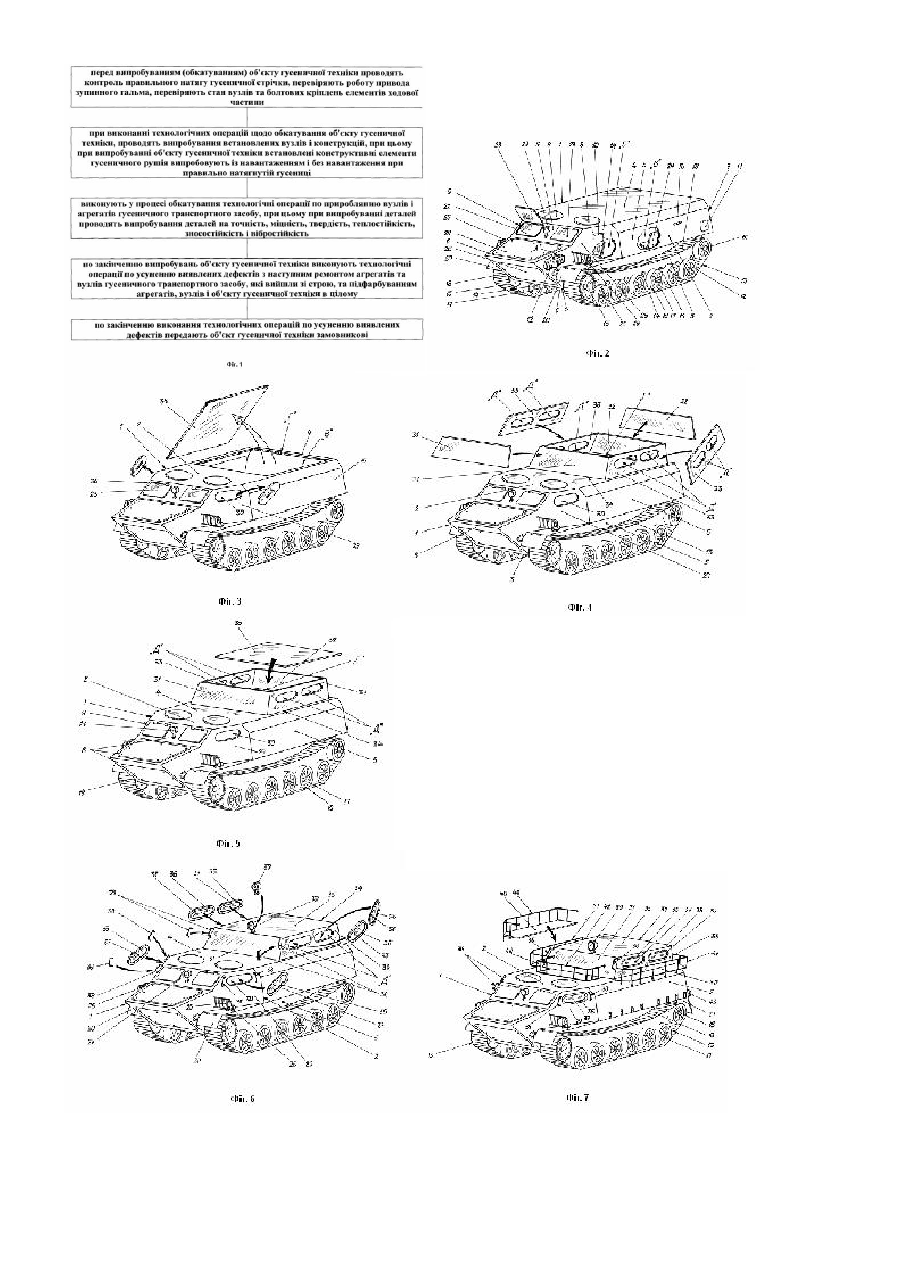
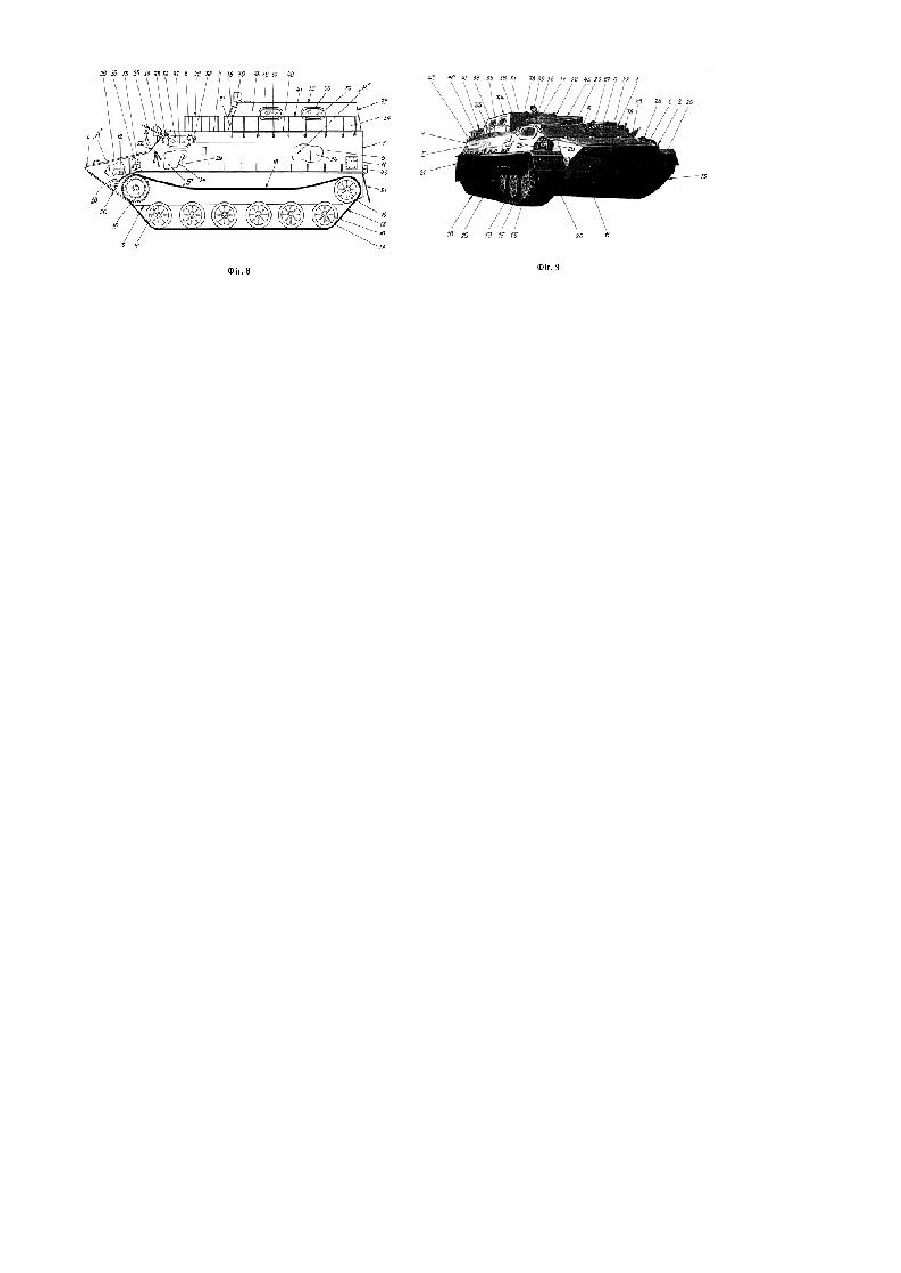
Корисна модель відноситься до галузі автомобільного транспорту, зокрема, до способів виготовлення транспортних засобів, а саме, до способів виготовлення гусеничного транспортного засобу, переважно на базі легкого багатоцільового гусеничного транспортного тягача типу МТЛБ. Відомий спосіб виготовлення гусеничного транспортного засобу, який полягає в попередньому виготовленні конструктивних елементів гусеничного транспортного засобу і наступному їхньому взаємному монтажу відносно внутрішньої порожнини корпуса та на зовнішній поверхні корпусі згаданого гусеничного транспортного засобу [1]. До недоліків відомого способу виготовлення гусеничного транспортного засобу відноситься те, що при застосуванні визначеної технології зборки не забезпечується якісність збирання транспортних засобів. До недоліків відомого способу виготовлення гусеничного транспортного засобу відноситься й те, що при застосуванні визначеної технології зборки не забезпечується виготовлення гусеничного транспортного засобу розширеними транспортними характеристиками. Відомий спосіб виготовлення гусеничного транспортного засобу, який полягає в попередньому виготовленні конструктивних елементів гусеничного транспортного засобу - корпуса, ходової частини, силової установки, силової передачі, і наступному їхньому взаємному монтажу в/на корпусі згаданого гусеничного транспортного засобу [2]. До недоліків відомого способу виготовлення гусеничного транспортного засобу відноситься те, що при застосуванні визначеної технології зборки не забезпечується якісність збирання транспортних засобів. До недоліків відомого способу виготовлення гусеничного транспортного засобу відноситься й те, що при застосуванні визначеної технології зборки не забезпечується виготовлення гусеничного транспортного засобу розширеними транспортними характеристиками. Найбільш близьким технічним рішенням як по суті, так і по задачах, які вирішуються, яке обрано за прототип, є спосіб виготовлення гусеничного транспортного засобу, який полягає в попередньому виготовленні конструктивних елементів гусеничного транспортного засобу - корпуса, ходової частини, силової установки, силової передачі, і наступному їхньому взаємному монтажу в/на корпусі згаданого гусеничного транспортного засобу, при цьому на стадії виготовлення корпусу послідовно виконують технологічні операції по попередньому виготовленню сталевих листів, які будуть являти собою дно, дах, бічні стінки, передні та кормові поверхні корпуса, виконанню у зазначених листа х вирізів або під люки, або під вікна, або під оглядові щілини, або під лючки для підходу до агрегатів і систем, або для кріплення конструктивних елементів рушія, та по зварюванню між собою підготовлених сталевих листі в у коробку відповідної геометричної форми, що задається конструктивними розрахунками і призначенням гусеничного транспортного засобу, і конструктивно розділена на моторно-трансмісійне відділення, кабіну та вантажно-пасажирське відділення, перед монтажем конструктивних складових гусеничного транспортного засобу здійснюють заходи щодо комплектування й зборки сполучених деталей, на стадії монтажу в корпусі гусеничного транспортного засобу силової установки виконують технологічні операції по монтажу у моторно-трансмісійному відділенні двигуна та конструктивних елементів систем, які його обслуговують - конструктивних елементів системи живлення паливом, конструктивних елементів системи живлення повітрям, конструктивних елементів системи охолодження, конструктивних елементів системи змащення, конструктивних елементів системи запуску двигуна, конструктивних елементів системи підігріву та конструктивних елементів електричної системи з наступним з'єднанням їх між собою згідно зі схемами функціонування, на стадії монтажу в корпусі гусеничного транспортного засобу силової передачі виконують технологічні операції по монтажу у моторно-трансмісійному відділенні головного фрикціону, приводу управління головним фрикціоном, коробки передач, механізму переключення передач, приводу управління коробкою передач, механізму повороту, що виконаний у вигляді бортового фрикціону, бортових передач та головної передачі з наступним з'єднанням їх між собою згідно зі схемами функціонування, на стадії монтажу на корпусі гусеничного транспортного засобу ходової частини виконують технологічні операції по монтажу на бортах корпуса рушія і підвіски, причому на стадії монтажу системи живлення паливом виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - паливних баків, паливорозподільчих кранів, паливопідкачуючих насосів, фільтрів гр убого та тонкого очищення, паливного насосу і форсунок, на стадії монтажу системи живлення повітрям виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - повітроочищувача і повітроводів, на стадії монтажу системи охолодження виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - радіатора, водяного насосу, вентиляторів та ежекторів, на стадії монтажу системи змащення виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - масляних баків, масляного насосу, масляного радіатора та масляного фільтра, на стадії монтажу системи запуску виконують те хнологічні операції по монтажу між собою конструктивних елементів цієї системи - електростартера, повітропуску, акумуляторних батарей та балонів зі стиснутим повітрям, на стадії монтажу системи підігріву виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - котла-підігрівача, розпилювача пального та заправного бачка з пальним, на стадії монтажу бортового фрикціону виконують технологічні операції по монтажу між собою конструктивних елементів цього вузла - гальма та приводу управління механізмом повороту, на стадії монтажу рушія виконують технологічні операції по монтажу на валу бортової передачі ведучих коліс, по монтажу гумового бандажу на опорні катки і подальшому монтажу підвіски на бортах корпуса та опорних катків на зазначеній підвісці, по монтажу направляючих коліс з механізмом натягу гусениці, по збиранню гусениці з траків і закріпленню траків між собою за допомогою шарнірів, по монтажу гусениці відносно ведучих коліс, направляючих коліс та опорних катків з наступним її натягом до розрахункової величини, по закінченню етапу щодо монтажу рушія виконують технологічні операції по закріпленню передніх та задніх бризковиків, на стадії обладнання кабіни здійснюють технологічні операції по встановленню у вирізи під вікна засклення, закриттю засклення захисними щитками, встановленню сидінь для механіка-водія та пасажирів, розміщенню важелів управління гусеничним транспортним засобом, розміщенню на передній панелі під заскленням приладової дошки і приладів контролю на зазначеній дошці, по закріпленню на передніх бризковиках фар і підфарників, по закріпленню на лобовому нахиленому листі корпуса прожектора, який керується з місця механіка-водія, на стадії обладнання вантажно-пасажирського відділення здійснюють технологічні операції по встановленню сидінь для та пасажирів і обладнують місця для вантажу, після монтажу всіх базових конструктивних елементів в/на корпусі виконують послідовно технологічні операції по фарбуванню корпусу та деталей/конструкцій гусеничного транспортного засобу та по закриттю усі х люків і технологічних відсіків відповідними кришками, після закінчення технологічного процесу по виготовленню гусеничного транспортного засобу здійснюють обкатування зазначеного гусеничного транспортного засобу, виконують у процесі обкатування технологічні операції по прироблянню вузлів і агрегатів гусеничного транспортного засобу, а перед здачею транспортного засобу замовникові виконують технологічні операції по усуненню виявлених після обкатування дефектів з наступним ремонтом агрегатів та вузлів гусеничного транспортного засобу, які вийшли зі строю під час обкатування [3]. До недоліків відомого способу виготовлення гусеничного транспортного засобу, який обраний за прототип, відноситься те, що при застосуванні визначеної технології зборки не забезпечується якісність збирання транспортних засобів. До недоліків відомого способу виготовлення гусеничного транспортного засобу відноситься й те, що при застосуванні визначеної технології зборки не забезпечується виготовлення гусеничного транспортного засобу розширеними транспортними характеристиками. В основу способу покладена задача шляхом введення у виробничий процес виготовлення гусеничного транспортного засобу додаткових те хнологічних операцій забезпечити виготовлення гусеничного транспортного засобу з розширеними транспортними характеристиками. Суть корисної моделі в способі виготовлення гусеничного транспортного засобу, який полягає в попередньому виготовленні конструктивних елементів гусеничного транспортного засобу - корпуса, ходової частини, силової установки, силової передачі, і наступному їхньому взаємному монтажу в/на корпусі згаданого гусеничного транспортного засобу, при цьому на стадії виготовлення корпусу послідовно виконують технологічні операції по попередньому виготовленню сталевих листів, які будуть являти собою дно, дах, бічні стінки, передні та кормові поверхні корпуса, виконанню у зазначених листах вирізів або під люки, або під вікна, або під оглядові щілини, або під лючки для підходу до агрегатів і систем, або для кріплення конструктивних елементів рушія, та по зварюванню між собою підготовлених сталевих листів у коробку відповідної геометричної форми, що задається конструктивними розрахунками і призначенням гусеничного транспортного засобу, і конструктивно розділена на моторно-трансмісійне відділення, кабіну та вантажно-пасажирське відділення, перед монтажем конструктивних складових гусеничного транспортного засобу здійснюють заходи щодо комплектування й зборки сполучених деталей, на стадії монтажу в корпусі гусеничного транспортного засобу силової установки виконують технологічні операції по монтажу у моторно-трансмісійному відділенні двигуна та конструктивних елементів систем, які його обслуговують - конструктивних елементів системи живлення паливом, конструктивних елементів системи живлення повітрям, конструктивних елементів системи охолодження, конструктивних елементів системи змащення, конструктивних елементів системи запуску двигуна, конструктивних елементів системи підігріву та конструктивних елементів електричної системи з наступним з'єднанням їх між собою згідно зі схемами функціонування, на стадії монтажу в корпусі гусеничного транспортного засобу силової передачі виконують технологічні операції по монтажу у моторно-трансмісійному відділенні головного фрикціону, приводу управління головним фрикціоном, коробки передач, механізму переключення передач, приводу управління коробкою передач, механізму повороту, що виконаний у вигляді бортового фрикціону, бортових передач та головної передачі з наступним з'єднанням їх між собою згідно зі схемами функціонування, на стадії монтажу на корпусі гусеничного транспортного засобу ходової частини виконують технологічні операції по монтажу на бортах корпуса рушія і підвіски, причому на стадії монтажу системи живлення паливом виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - паливних баків, паливорозподільчих кранів, паливопідкачуючих насосів, фільтрів гр убого та тонкого очищення, паливного насосу і форсунок, на стадії монтажу системи живлення повітрям виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи – повітроочищувача і повітроводів, на стадії монтажу системи охолодження виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - радіатора, водяного насосу, вентиляторів та ежекторів, на стадії монтажу системи змащення виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - масляних баків, масляного насосу, масляного радіатора та масляного фільтра, на стадії монтажу системи запуску виконують те хнологічні операції по монтажу між собою конструктивних елементів цієї системи - електростартера, повітропуску, акумуляторних батарей та балонів зі стиснутим повітрям, на стадії монтажу системи підігріву виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - котла-підігрівача, розпилювача пального та заправного бачка з пальним, на стадії монтажу бортового фрикціону виконують технологічні операції по монтажу між собою конструктивних елементів цього вузла - гальма та приводу управління механізмом повороту, на стадії монтажу рушія виконують технологічні операції по монтажу на валу бортової передачі ведучих коліс, по монтажу гумового бандажу на опорні катки і подальшому монтажу підвіски на бортах корпуса та опорних катків на зазначеній підвісці, по монтажу направляючих коліс з механізмом натягу гусениці, по збиранню гусениці з траків і закріпленню траків між собою за допомогою шарнірів, по монтажу гусениці відносно ведучих коліс, направляючих коліс та опорних катків з наступним її натягом до розрахункової величини, по закінченню етапу щодо монтажу рушія виконують технологічні операції по закріпленню передніх та задніх бризковиків, на стадії обладнання кабіни здійснюють технологічні операції по встановленню у вирізи під вікна засклення, закриттю засклення захисними щитками, встановленню сидінь для механіка-водія та пасажирів, розміщенню важелів управління гусеничним транспортним засобом, розміщенню на передній панелі під заскленням приладової дошки і приладів контролю на зазначеній дошці, по закріпленню на передніх бризковиках фар і підфарників, по закріпленню на лобовому нахиленому листі корпуса прожектора, який керується з місця механіка-водія, на стадії обладнання вантажно-пасажирського відділення здійснюють технологічні операції по встановленню сидінь для та пасажирів і обладнують місця для вантажу, після монтажу всіх базових конструктивних елементів в/на корпусі виконують послідовно технологічні операції по фарбуванню корпусу та деталей/конструкцій гусеничного транспортного засобу та по закриттю усі х люків і технологічних відсіків відповідними кришками, після закінчення технологічного процесу по виготовленню гусеничного транспортного засобу здійснюють обкатування зазначеного гусеничного транспортного засобу, виконують у процесі обкатування технологічні операції по прироблянню вузлів і агрегатів гусеничного транспортного засобу, а перед здачею транспортного засобу замовникові виконують технологічні операції по усуненню виявлених після обкатування дефектів з наступним ремонтом агрегатів та вузлів гусеничного транспортного засобу, які вийшли зі строю, полягає в тому, що після виконання технологічних операцій по монтажу всіх базових конструктивних елементів гусеничного транспортного засобу в/на його корпусі, виконують послідовно технологічні операції як по вирізанню частини поверхні листа, який створює дах, в кормовій частині корпусу, так і по вирізанню оглядових щілин на бічних нахилених листах корпуса з отриманням на місці зазначених щілин вирізів під додаткові вікна еліптичної форми в плані, після виконання технологічних операцій по вирізанню частини поверхні листа, який створює дах, виконують технологічні операції по заварюванню непотрібних у подальшій експлуатації гусеничного транспортного засобу оглядових щілин і виготовленню додаткових металевих листів для створення з них надбудови над дахом корпуса у місці вирізу в даху, після підготовки додаткових металевих листів виконують технологічні операції по приварюванню їх по торцях вирізу в даху з утворенням коробчастої конструкції з нахиленими стінками, після закріплення додаткових металевих листів на даху корпуса виконують послідовно технологічні операції по підгонці вирізаної з даху частини листа і закріпленню зазначеної підігнаної частини листа до обрізу надбудови, яка створена додатковими металевими листами, із утворенням даху зазначеної надбудови, після виконання технологічних операцій по закріпленню даху надбудови виконують послідовно технологічні операції по виготовленню арматури вікон, встановленню в арматуру вікон скла, по виготовленню поручнів з наступним закріпленням арматури вікон, у якій вставлено скло, у вирізи для додаткових вікон, що виконано на бічних листах корпуса і надбудови, а поручнів - в районі додаткових вікон, після закріплення арматури вікон, у якій вставлено скло, у вирізи для додаткових вікон, що виконано на бічних листах корпуса і надбудови, а поручнів - в районі додаткових вікон, здійснюють послідовно технологічні операції по встановленню на дах надбудови в районі переднього листа додаткового прожектора, який управляється з надбудови, виготовленню додаткових платформ, призначених для розміщення вантажу зовні корпуса гусеничного транспортного засобу, і огородження для зазначених платформ з наступним закріпленням двох платформ і відповідного огородження в районі бічних листів надбудови, а третього огородження - на даху корпуса перед переднім листом надбудови, по закінченню технологічних операцій по встановленню додаткових конструктивних елементів корпуса, вікон і обладнання, здійснюють технологічні операції по діагностиці технічного стану основних конструктивних елементів гусеничного транспортного засобу і його систем, перед випробуванням об'єкту гусеничної техніки проводять контроль правильного натягу гусеничної стрічки, перевіряють роботу привода зупинного гальма, перевіряють стан вузлів та болтових кріплень елементів ходової частини, при виконанні технологічних операцій щодо обкатування об'єкту гусеничної техніки, проводять випробування встановлених вузлів і конструкцій, по закінченню випробувань об'єкту гусеничної техніки виконують технологічні операції по усуненню виявлених дефектів з наступним підфарбуванням агрегатів, вузлів і об'єкту гусеничної техніки в цілому з наступною видачею/передачею об'єкту гусеничної техніки замовникові. Суть корисної моделі полягає і в тому, що при виготовленні додаткових металевих листів, призначених для створення надбудови над дахом корпуса у місці вирізу в даху, виконують технологічні операції по вирізанню в бічних листах вирізів еліптичної форми в плані під додаткові вікна, в процесі комплектування й зборки сполучених деталей виконують їхнє припилювання, шабрування, притирання, полірування, розгортання, прогін різьблення, зачищення заусінців, при проведенні технологічних операцій по комплектуванню й зборці деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а зборку деталей здійснюють по однойменних групах для забезпечення стабільних посадок, при проведенні складальних робіт щодо ходової частини виконують технологічні операції по перевірці й регулюванню головного фрикціону, по перевірці стану механізмів ходової частини - коробок передач та бортових передач, при проведенні складальних робіт щодо гусеничного рушія виконують технологічні операції по перевірці й регулюванню ведучих, направляючих коліс, та опорних катків, правильному натягу гусеничної стрічки, при здійсненні складальних робіт щодо об'єкту гусеничної техніки у цілому виконують технологічні операції по перевірці й регулюванню приводів управління силової установки, по перевірці й регулюванню гальм і гальмової системи, по перевірці приводів зчеплення, перемикання передачі, управління поворотом, зупинного гальма та механізму розподілу та по перевірці електроустаткування об'єкту гусеничної техніки, при проведенні технологічних операцій по комплектуванню й зборці деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а зборку деталей здійснюють по однойменних групах для забезпечення стабільних посадок, а поверхні деталей, які будуть недоступні для офарблення після зборки об'єкту гусеничної техніки, офарблюються перед зборкою, при цьому зовнішні поверхні конструктивних елементів корпуса та відповідних вузлів і агрегатів силової установки, трансмісії і ходової частини офарблюють у два шари по ґрунту. Суть корисної моделі полягає також і в тому, що при випробуванні деталей проводять випробування деталей на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість, а при випробуванні об'єкту гусеничної техніки встановлені конструктивні елементи гусеничного рушія випробовують із навантаженням і без навантаження при правильно натягнутій гусениці. Порівняльний аналіз технічного рішення із прототипом дозволяє зробити висновок, що спосіб виготовлення гусеничного транспортного засобу, який заявляється, відрізняється тим, що після виконання технологічних операцій по монтажу всіх базових конструктивних елементів гусеничного транспортного засобу в/на його корпусі, виконують послідовно технологічні операції як по вирізанню частини поверхні листа, який створює дах, в кормовій частині корпусу, так і по вирізанню оглядових щілин на бічних нахилених листах корпуса з отриманням на місці зазначених щілин вирізів під додаткові вікна еліптичної форми в плані, після виконання технологічних операцій по вирізанню частини поверхні листа, який створює дах, виконують технологічні операції по заварюванню непотрібних у подальшій експлуатації гусеничного транспортного засобу оглядових щілин і виготовленню додаткових металевих листів для створення з них надбудови над дахом корпуса у місці вирізу в даху, після підготовки додаткових металевих листів виконують технологічні операції по приварюванню їх по торцях вирізу в даху з утворенням коробчастої конструкції з нахиленими стінками, після закріплення додаткових металевих листів на даху корпуса виконують послідовно технологічні операції по підгонці вирізаної з даху частини листа і закріпленню зазначеної підігнаної частини листа до обрізу надбудови, яка створена додатковими металевими листами, із утворенням даху зазначеної надбудови, після виконання технологічних операцій по закріпленню даху надбудови виконують послідовно технологічні операції по виготовленню арматури вікон, встановленню в арматуру вікон скла, по виготовленню поручнів з наступним закріпленням арматури вікон, у якій вставлено скло, у вирізи для додаткових вікон, що виконано на бічних листах корпуса і надбудови, а поручнів - в районі додаткових вікон, після закріплення арматури вікон, у якій вставлено скло, у вирізи для додаткових вікон, що виконано на бічних листах корпуса і надбудови, а поручнів - в районі додаткових вікон, здійснюють послідовно технологічні операції по встановленню на дах надбудови в районі переднього листа додаткового прожектора, який управляється з надбудови, виготовленню додаткових платформ, призначених для розміщення вантажу зовні корпуса гусеничного транспортного засобу, і огородження для зазначених платформ з наступним закріпленням двох платформ і відповідного огородження в районі бічних листів надбудови, а третього огородження - на даху корпуса перед переднім листом надбудови, по закінченню технологічних операцій по встановленню додаткових конструктивних елементів корпуса, вікон і обладнання, здійснюють технологічні операції по діагностиці технічного стану основних конструктивних елементів гусеничного транспортного засобу і його систем, перед випробуванням об'єкту гусеничної техніки проводять контроль правильного натягу гусеничної стрічки, перевіряють роботу привода зупинного гальма, перевіряють стан вузлів та болтових кріплень елементів ходової частини, при виконанні технологічних операцій щодо обкатування об'єкту гусеничної техніки, проводять випробування встановлених вузлів і конструкцій, по закінченню випробувань об'єкту гусеничної техніки виконують технологічні операції по усуненню виявлених дефектів з наступним підфарбуванням агрегатів, вузлів і об'єкту гусеничної техніки в цілому з наступною видачею/передачею об'єкту гусеничної техніки замовникові, при цьому при виготовленні додаткових металевих листів, призначених для створення надбудови над дахом корпуса у місці вирізу в даху, виконують те хнологічні операції по вирізанню в бічних листах вирізів еліптичної форми в плані під додаткові вікна, в процесі комплектування й зборки сполучених деталей виконують їхнє припилювання, шабрування, притирання, полірування, розгортання, прогін різьблення, зачищення заусінців, при проведенні технологічних операцій по комплектуванню й зборці деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а зборку деталей здійснюють по однойменних група х для забезпечення стабільних посадок, при проведенні складальних робіт щодо ходової частини виконують технологічні операції по перевірці й регулюванню головного фрикціону, по перевірці стану механізмів ходової частини - коробок передач та бортових передач, при проведенні складальних робіт щодо гусеничного рушія виконують технологічні операції по перевірці й регулюванню ведучи х, направляючих коліс, та опорних катків, правильному натягу гусеничної стрічки, при здійсненні складальних робіт щодо об'єкту гусеничної те хніки у цілому виконують те хнологічні операції по перевірці й регулюванню приводів управління силової установки, по перевірці й регулюванню гальм і гальмової системи, по перевірці приводів зчеплення, перемикання передачі, управління поворотом, зупинного гальма та механізму розподілу та по перевірці електроустаткування об'єкту гусеничної техніки, при проведенні технологічних операцій по комплектуванню й зборці деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а зборку деталей здійснюють по однойменних група х для забезпечення стабільних посадок, поверхні деталей, які будуть недоступні для офарблення після зборки об'єкту гусеничної техніки, офарблюються перед зборкою, при цьому зовнішні поверхні конструктивних елементів корпуса та відповідних вузлів і агрегатів силової установки, трансмісії і ходової частини офарблюють у два шари по ґрунту, причому при випробуванні деталей проводять випробування деталей на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість, а при випробуванні об'єкту гусеничної те хніки встановлені конструктивні елементи гусеничного рушія випробовують із навантаженням і без навантаження при правильно натягнутій гусениці. Таким чином, спосіб виготовлення гусеничного транспортного засобу, який заявляється, відповідає критерію корисної моделі «новизна». Суть способу виготовлення гусеничного транспортного засобу, який заявляється, пояснюється за допомогою ілюстрацій, де на Фіг.1 представлена блок-схема поетапного виконання технологічних операцій щодо виготовлення гусеничного транспортного засобу, які становлять суть способу, на Фіг.2 представлений загальний вигляд гусеничного транспортного засобу, який модернізується у відповідності до технології виготовлення гусеничного транспортного засобу, на Фіг.3-7 показані етапи виготовлення гусеничного транспортного засобу, що здійснюється за технологією, яка заявляється, на Фіг.8 показаний вид збоку виготовленого гусеничного транспортного засобу, якого виготовлено за технологією, яка заявляється, на Фіг.9 показаний загальний вигляд виготовленого за технологією, яка заявляється, гусеничного транспортного засобу. Спосіб виготовлення гусеничного транспортного засобу, який заявляється, здійснюється наступним чином (з використанням технологічних операцій, показаних в блок-схемі на Фіг.1, і схем, показаних на Фіг.3-9). Починають технологічний процес виготовлення гусеничного транспортного засобу тим, що попередньо виготовляють конструктивні елементи гусеничного транспортного засобу - корпус, ходову частин у, силову установку та силову передачу. Далі виконують технологічні операції по взаємному монтажу в/на корпусі гусеничного транспортного засобу корпуса, ходової частини, силової установки та силової передачі (для отримання за результатами зборки/виготовлення гусеничного транспортного засобу типу МТЛБ (легкого багатоцільового гусеничного транспортного тягача, який надходить для ремонту до Харківського автомобільного Ордена Червоної Зірки ремонтного заводу - 126 ХАРЗ) - див. Фіг.2). Перед монтажем конструктивних складових гусеничного транспортного засобу здійснюють заходи щодо комплектування й зборки сполучених деталей, при цьому в процесі комплектування й зборки сполучених деталей виконують їхнє припилювання, шабрування, притирання, полірування, розгортання, прогін різьблення, зачищення заусінців, при проведенні технологічних операцій по комплектуванню й зборці деталей, згадані деталі комплектують по групах з більш вузьким діапазоном допусків, а зборку деталей здійснюють по однойменних групах для забезпечення стабільних посадок. Згідно з технологією, що застосовується на підприємствах промисловості, які виготовляють різні типи гусеничних транспортних засобів, при проведенні технологічних операцій по комплектуванню й зборці деталей, згадані деталі комплектують по група х з більш вузьким діапазоном допусків, а зборку деталей здійснюють по однойменних групах для забезпечення стабільних посадок. Продовжують технологічний процес виготовлення гусеничного транспортного засобу (позиція 1) тим, що: - виконують на стадії виготовлення корпусу (позиція 2) технологічні операції по попередньому виготовленню сталевих листів, які будуть являти собою дно (позиція 3), дах (позиція 4), бічні стінки (позиція 5), передні (позиція 6) та кормові (позиція 7) поверхні корпуса (позиція 2), виконанню у зазначених листах вирізів або під люки (позиція 8), або під вікна (позиція 9), або під оглядові щілини (позиція 10), або під лючки (позиція 11) для підходу до агрегатів і систем, або для кріплення конструктивних елементів рушія, та по зварюванню між собою підготовлених сталевих листів у коробку відповідної геометричної форми, що задається конструктивними розрахунками і призначенням гусеничного транспортного засобу (позиція 1) (див. Фіг.2), і конструктивно розділена на моторно-трансмісійне відділення (позиція «А» див. Фіг.2 та Фіг.8), кабіну (позиція «Б» див. Фіг.2 та Фіг.8) та вантажно-пасажирське відділення (позиція «В» див. Фіг.2 та Фіг.8); - виконують на стадії монтажу в корпусі (позиція 2) гусеничного транспортного засобу (позиція 1) силової установки (позиція 12 – див. Фіг.2 та Фіг.8) те хнологічні операції по монтажу у моторно-трансмісійному відділенні двигуна та конструктивних елементів систем, які його обслуговують - конструктивних елементів системи живлення паливом, конструктивних елементів системи живлення повітрям, конструктивних елементів системи охолодження, конструктивних елементів системи змащення, конструктивних елементів системи запуску двигуна, конструктивних елементів системи підігріву та конструктивних елементів електричної системи з наступним з'єднанням їх між собою згідно зі схемами функціонування. Систему охолодження двигунів обладнують вентилятором з муфтою автоматичного керування. Виведення відпрацьованих газів двигуна і підігрівника направляють у праву сторону, що виключає погіршення оглядовості дороги для зустрічних і автотранспортних засобів, що обганяють. Паливна система гусеничного транспортного засобу з дизельним двигуном має пристрої для підігріву дизельного палива до температури, що забезпечує прокачуваність зимових сортів палива при пуску двигуна, а в теплий час року, ці пристрої відключаються. Місця установки акумуляторних батарей із системою підігріву повинні мати термоізоляцію, що охороняє електроліт від інтенсивного остигання. Згідно з технологічним процесом, що є основою стадії монтажу в корпусі гусеничного транспортного засобу (позиція 1) силової установки (позиція 12), при монтажу системи живлення паливом виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - паливних баків, паливорозподільчих кранів, паливопідкачуючих насосів, фільтрів грубого та тонкого очищення, паливного насосу і форсунок, при монтажу системи живлення повітрям виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - повітроочищувача і повітроводів, при монтажу системи охолодження виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - радіатора, водяного насосу, вентиляторів та ежекторів, при монтажу системи змащення виконують те хнологічні операції по монтажу між собою конструктивних елементів цієї системи - масляних баків, масляного насосу, масляного радіатора та масляного фільтра, при монтажу системи запуску виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - електростартера, повітропуску, акумуляторних батарей та балонів зі стиснутим повітрям, а при монтажу системи підігріву виконують технологічні операції по монтажу між собою конструктивних елементів цієї системи - котла-підігрівача, розпилювача пального та заправного бачка з пальним. Далі виконують технологічний процес виготовлення гусеничного транспортного засобу (позиція 1), при якому згідно з технологією виконують на стадії монтажу в корпусі гусеничного транспортного засобу силової передачі технологічні операції по монтажу у моторно-трансмісійному відділенні головного фрикціону, приводу управління головним фрикціоном, коробки передач, механізму переключення передач, приводу управління коробкою передач, механізму повороту, що виконаний у вигляді бортового фрикціону, бортових передач та головної передачі з наступним з'єднанням їх між собою згідно зі схемами функціонування. Згідно з технологічним процесом, що є основою стадії монтажу в корпусі гусеничного транспортного засобу силової передачі, при монтажу бортового фрикціону виконують технологічні операції по монтажу між собою конструктивних елементів цього вузла - гальма та приводу управління механізмом повороту. Продовжують технологічний процес виготовлення гусеничного транспортного засобу тим, що: - виконують на стадії монтажу на корпусі гусеничного транспортного засобу ходової частини те хнологічні операції по монтажу на бортах корпуса рушія (позиція 13) і підвіски (позиція 14) (див. Фіг.2 та Фіг.8), при цьому при проведенні складальних робіт щодо ходової частини виконують технологічні операції по перевірці й регулюванню головного фрикціону, по перевірці стану механізмів ходової частини - коробок передач та бортових передач, при проведенні складальних робіт щодо гусеничного рушія (позиція 13) виконують те хнологічні операції по перевірці й регулюванню ведучи х коліс (позиція 15), направляючих коліс (позиція 16), та опорних катків (позиція 17), правильному натягу гусеничної стрічки (гусениці - позиція 18). На цій стадії виконання технологічного процесу щодо виготовлення гусеничного транспортного засобу (позиція 1) при монтажу рушія (позиція 13) виконують технологічні операції по монтажу на валу бортової передачі ведучих коліс (позиція 15), по монтажу гумового бандажу (позиція 19) на опорні катки (позиція 17) і подальшому монтажу підвіски (позиція 14) на бортах (позиція 5) корпуса (позиція 2) та опорних катків (позиція 17) на зазначеній підвісці (позиція 14), по монтажу направляючих коліс (позиція 16) з механізмом натягу гусениці, по збиранню гусениці (позиція 18) з траків і закріпленню траків між собою за допомогою шарнірів, по монтажу гусениці (позиція 13) відносно ведучих коліс (позиція 15), направляючих коліс (позиція 16) та опорних катків (позиція 17) з наступним її натягом до розрахункової величини, по закінченню етапу щодо монтажу рушія (позиція 13) виконують технологічні операції по закріпленню передніх (позиція 20) та задніх бризковиків (позиція 21) (див. Фіг.2); - виконують на стадії обладнання кабіни (позиція «Б») технологічні операції по встановленню у вирізи під вікна (позиція 9) засклення (позиція 22), закриттю засклення захисними щитками (позиція 23), встановленню сидінь (позиція 24) для механіка-водія та пасажирів, розміщенню важелів управління гусеничним транспортним засобом, розміщенню на передній панелі під заскленням приладової дошки і приладів контролю на зазначеній дошці, по закріпленню на передніх бризковиках (позиція 20) фар (позиція 25) і підфарників (позиція 26), по закріпленню на лобовому нахиленому листі (позиція 6) корпуса (позиція 2) прожектора (позиція 27), який керується з місця механіка-водія (з кабіни - позиція «Б»); - виконують на стадії обладнання вантажно-пасажирського відділення технологічні операції по встановленню сидінь для та пасажирів і обладнують місця для вантажу. Кабіну (позиція «Б») (пасажирське відділення - позиція «В») роблять з посиленою термоізоляцією. Система опалення кабіни (пасажирського відділення) повинна забезпечувати при температурі навколишнього середовища до -60°С і русі гусеничного транспортного засобу зі швидкістю 40км/год, температуру повітря всередині кабіни не нижче +10°С. Після монтажу всіх базових конструктивних елементів в/на корпусі (позиція 2) виконують послідовно технологічні операції по фарбуванню корпусу та деталей/конструкцій гусеничного транспортного засобу (позиція 1) та по закриттю усіх люків і технологічних відсіків відповідними кришками (позиція 28), при цьому при здійсненні складальних робіт щодо об'єкту гусеничної техніки у цілому виконують технологічні операції по перевірці й регулюванню приводів управління силової установки (позиція 12), по перевірці й регулюванню гальм і гальмової системи, по перевірці приводів зчеплення, перемикання передачі, управління поворотом, зупинного гальма та механізму розподілу та по перевірці електроустаткування об'єкту гусеничної техніки, причому поверхні деталей, які будуть недоступні для офарблення після зборки об'єкту гусеничної техніки, офарблюються перед зборкою, при цьому зовнішні поверхні конструктивних елементів корпуса (позиція 2) та відповідних вузлів і агрегатів силової установки (позиція 12), трансмісії і ходової частини офарблюють у два шари по грунту. По завершенню вищезазначених технологічних операцій виконують послідовно технологічні операції як по вирізанню частини поверхні листа (позиція 4), який створює дах, в кормовій частині корпусу (позиція 2), так і по вирізанню оглядових щілин (позиція 10) на бічних нахилених листах (позиція 29) корпуса (позиція 2) з отриманням на місці зазначених щілин (позиція 10) вирізів (позиція 30) під додаткові вікна еліптичної форми в плані (див. Фіг.3). Після виконання технологічних операцій по вирізанню частини поверхні листа, який створює дах, виконують технологічні операції по заварюванню непотрібних у подальшій експлуатації гусеничного транспортного засобу оглядових щілин (позиція 10 - див. Фіг.3) і виготовленню додаткових металевих листів (відповідно, переднього позиція 31, заднього - позиція 32 і бічних - позиція 33) для створення з них надбудови (позиція 34) над дахом (позиція 4) корпуса (позиція 2) у місці вирізу (позиція «Г») в даху (позиція 4) (див. Фіг.3), при цьому при виготовленні додаткових металевих листів (позиції 31, 32 та 33), призначених для створення надбудови (позиція 34) над дахом (позиція 4) корпуса (позиція 2) у місці вирізу (позиція «Г») в даху (позиція 4), виконують технологічні операції по вирізанню в додаткових бічних листа х (позиція 33) вирізів (позиція «Д») еліптичної форми в плані під додаткові вікна (див. Фіг.4). Після підготовки додаткових металевих листів (позиції 31, 32 і 33) виконують те хнологічні операції по приварюванню їх по торцях вирізу (позиція «Г») в даху (позиція 4) з утворенням коробчастої конструкції (надбудови - позиція 34) з нахиленими стінками (див. Фіг.4). Продовжують технологічний процес виготовлення гусеничного транспортного засобу тим, що після закріплення додаткових металевих листів (позиції 31, 32 і 33) на даху (позиція 4) корпуса (позиція 2) виконують послідовно технологічні операції по підгонці вирізаної з даху частини листа (позиція 35) і закріпленню зазначеної підігнаної частини листа (позиція 35) до обрізу надбудови (позиція 34), яка створена додатковими металевими листами, із утворенням даху зазначеної надбудови (позиція 34) (див. Фіг.5). По закінченню вищезазначених технологічних операцій, а саме, після виконання технологічних операцій по закріпленню даху (позиція 35) надбудови (позиція 34), виконують послідовно технологічні операції по виготовленню арматури (позиція 36) вікон, встановленню в арматуру (позиція 36) вікон скла (позиція 37), по виготовленню поручнів(позиція 38) з наступним закріпленням арматури (позиція 36) вікон, у якій вставлено скло (позиція 37), у вирізи (відповідно, позиція 30 і позиція «Д») для додаткових вікон, що виконано на бічних листах (відповідно, позиція 29 і позиція 33) корпуса (позиція 2) і надбудови (позиція 34), а поручнів (позиція 38) - в районі додаткових вікон (позиція «Д») (див. Фіг.6). Продовжують технологічний процес виготовлення гусеничного транспортного засобу тим, що після закріплення арматури (позиція 36) вікон, у якій вставлено скло (позиція 37), у вирізи (відповідно, позиція 30 і позиція «Д») для додаткових вікон, що виконано на бічних листах (позиція 29) корпуса (позиція 2) і надбудови (позиція 34), а поручнів (позиція 38) - в районі додаткових вікон, здійснюють послідовно технологічні операції по встановленню на дах (позиція 35) надбудови (позиція 34) в районі переднього листа (позиція 31) додаткового прожектора (позиція 39) (див. Фіг.6), який управляється з надбудови (позиція 34), виготовленню додаткових платформ (позиція 40), призначених для розміщення вантажу зовні корпуса (позиція 2) гусеничного транспортного засобу (позиція 1), і огородження (позиція 41) для зазначених платформ (позиція 40) з наступним закріпленням двох платформ (позиція 40) і відповідного огородження (позиція 41) в районі бічних листів (позиція 33) надбудови (позиція 34), а третього огородження (позиція 42) - на даху (позиція 4) корпуса (позиція 2) перед переднім листом (позиція 31) надбудови (позиція 34) (див. Фіг.7). Гусеничні транспортні засоби обладнують протитуманними фарами (позиція 25) і прожекторами (позиції 27 та 39), керованими як з кабіни (позиція «Б») (з місця механікаводія), так і з вантажно-пасажирського відділення (позиція «В»), при цьому прожектора (позиції 27, 39 та додаткові фари - позиція 43 - див. Фіг.8-9) установлюють як для освітлення попереду лежачого простору, так і заднього простору (при русі гусеничного транспортного засобу заднім ходом), або з поворотом променя світла на 360° (див. Фіг.9). По закінченню технологічних операцій по встановленню додаткових конструктивних елементів корпуса, вікон і обладнання (див. Фіг.8-9), здійснюють технологічні операції по діагностиці технічного стану основних конструктивних елементів гусеничного транспортного засобу і його систем. Після закінчення технологічного процесу по виготовленню гусеничного транспортного засобу (див. Фіг.8-9) готуються до обкатування зазначеного гусеничного транспортного засобу (позиція 1). При цьому перед випробуванням (обкатуванням) об'єкту гусеничної техніки проводять контроль правильного натягу гусеничної стрічки, перевіряють роботу привода зупинного гальма, перевіряють стан вузлів та болтових кріплень елементів ходової частини. При виконанні технологічних операцій щодо обкатування об'єкту гусеничної техніки, проводять випробування встановлених вузлів і конструкцій, при цьому при випробуванні об'єкту гусеничної техніки встановлені конструктивні елементи гусеничного рушія випробовують із навантаженням і без навантаження при правильно натягнутій гусениці. Продовжують технологічний процес виготовлення гусеничного транспортного засобу тим, що виконують у процесі обкатування технологічні операції по прироблянню вузлів і агрегатів гусеничного транспортного засобу, при цьому при випробуванні деталей проводять випробування деталей на точність, міцність, твердість, теплостійкість, зносостійкість і вібростійкість. По закінченню випробувань об'єкту гусеничної те хніки виконують технологічні операції по усуненню виявлених дефектів з наступним ремонтом агрегатів та вузлів гусеничного транспортного засобу, які вийшли зі строю, та підфарбуванням агрегатів, вузлів і об'єкту гусеничної техніки в цілому. Закінчують те хнологічний процес виготовлення гусеничного транспортного засобу (позиція 1) тим, що передають об'єкт гусеничної техніки (позиція 1 - див. Фіг.9) замовникові. Підвищення ефективності застосування способу виго товлення гусеничного транспортного засобу, який заявляється, у порівнянні з прототипом, досягається введенням нових те хнологічних операцій, які підвищують якість виготовлення гусеничного транспортного засобу. Удосконалений (шляхом додавання у відомі технологічні процеси виготовлення гусеничного транспортного засобу нових технологічних операцій) технологічний процес виготовлення гусеничного транспортного засобу дозволить не тільки скоротити час на виготовлення зазначених транспортних засобів різних типів, але й знизити не менше, ніж на 80% фінансові витрати, які передбачаються на виготовлення аналогічних конструкцій на базі гусеничного транспортного засобу типу МТЛБ, що особливо важливе для підприємств з відносно невеликим об'ємом виробництва. Джерела інформації: 1. Всеукраїнський інформаційно-аналітичний журнал «Камуфляж», червень 2006, ТОВ «Видавництво «Літтон», Київ, стор.20 «Легкий багатоцільовий гусеничний транспортний засіб типу МТЛБ» - аналог. 2. Танки и танковые войска. Под редакцией Маршала бронетанковых войск А.Х. Бабаджанята. Ордена Трудового Красного Знамени военное издательство Министерства оборони СССР, М.: 1970, стор.176-192. аналог. 3. Антонов А.С. «Гусеничные тягачи». Часть вторая. Конструкция и расчет. Военное издательство Министерства обороны Союза ССР. 1980. Раздел 3. Основные части тягача, их назначение и общая компоновка тягача. §1. Основные части тягача и и х назначение, стор.17-21 -прототип.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing track vehicle
Автори англійськоюSholomytskyi Leonid Valentynovych, Nemchyn Danylo Oleksandrovych, Tikhonov Volodymyr Vasyliovych
Назва патенту російськоюСпособ изготовления гусеничного транспортного средства
Автори російськоюШоломицкий Леонид Валентинович, Немчин Даниил Александрович, Тихонов Владимир Васильевич
МПК / Мітки
МПК: B60S 5/00, G01M 17/00
Мітки: засобу, виготовлення, спосіб, гусеничного, транспортного
Код посилання
<a href="https://ua.patents.su/11-23256-sposib-vigotovlennya-gusenichnogo-transportnogo-zasobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гусеничного транспортного засобу</a>
Підвіска гусеничного транспортного засобу

Номер патенту: 18397
Опубліковано: 15.11.2006
Автори: Воронцов Сергій Миколайович, Єпіфанов Віталій Валерійович, Абляскін Олег Ібрагімович, Медведєв Микола Григорович
МПК: F16F 5/00
Мітки: транспортного, засобу, гусеничного, підвіска
Формула / Реферат:
Підвіска гусеничного транспортного засобу, яка містить опорний каток, розташований на малій осі балансира, велика вісь якого встановлена з можливістю повороту відносно корпусу транспортного засобу, та торсіонний вал, один з кінців якого закріплений в корпусі, яка відрізняється тим, що на вільному кінці торсіонного вала співвісно розміщена ведена шестірня передачі з некруглими зубчастими колесами, ведуча шестірня якої співвісно розміщена на...
Ведуче колесо гусеничного транспортного засобу

Номер патенту: 15663
Опубліковано: 30.06.1997
Автори: Єпіфанов Віталій Валерійович, Трушкін Віктор Миколайович
МПК: B62D 55/08
Мітки: ведуче, колесо, засобу, транспортного, гусеничного
Формула / Реферат:
(57) 1. Ведущее колесо гусеничного транспортного средства, содержащее ведущий вал с установленными на нем посредством шлицов ведущими дисками, обод с закрепленными на нем зубчатыми венцами, отличающееся тем, что он снабжено тянущим пальцем, соединяющим ведущие диски через отверстия, выполненные в ободе, тянущим хомутом, охватывающим тянущий палец, тросами, закрепленными одними своими концами в тянущем хомуте, опорными призмами, через которые...
Ходова частина гусеничного транспортного засобу
Номер патенту: 39113
Опубліковано: 15.06.2001
Автори: Устименко Євген Іванович, Єдінцов Віталій Михайлович
МПК: B62D 55/08
Мітки: засобу, гусеничного, частина, ходова, транспортного
Формула / Реферат:
Ходовая часть гусеничного транспортного средства, содержащая установленное по каждому боку рамы ведущее колесо, между венцами которого расположен опорный каток двухкатковой балансирной каретки, каждая каретка установлена с возможностью качания на нижней оси кривошипа, при этом верхняя ось закреплена на раме с возможностью поворота, механизм натяжения гусеницы и гусеницу, охватывающую опорные катки и ведущее колесо, отличающаяся тем, что...
Ходова частина гусеничного транспортного засобу

Номер патенту: 33086
Опубліковано: 15.02.2001
Автори: Божок Адік Михайлович, Петровський В'ячеслав Мар'янович
МПК: B62D 55/08
Мітки: гусеничного, засобу, транспортного, частина, ходова
Текст:
...і прискоренню змінювання збурення, тим з більшою інтенсивністю буде змінюватись податливість горизонтально розміщеної пруженої стрічки, а отже, більш інтенсивно буде здійснюватись їх компенсація,обумовлюючи цим підвищену, в порівнянні з прототипом, ступінь плавності руху і прохідності запропонованої ходової частини гусеничного транспортного засобу. { На представленому кресленні показано загальний вид запро понованої ходової частини...
Спосіб виготовлення підлоги транспортного засобу
Номер патенту: 55815
Опубліковано: 15.04.2003
Автори: Решетиловський Анатолій Петрович, Цуріков Віталій Анатолійович, Кальченко Віктор Володимирович, Яровенко Лариса Іванівна, Луньова Вікторія Олександрівна, Коломійченко Артем Валерійович
МПК: B61D 17/04
Мітки: спосіб, підлоги, засобу, транспортного, виготовлення
Формула / Реферат:
Спосіб виготовлення підлоги транспортного засобу, переважно залізничного, який полягає у тому, що на гофрованій основі підлоги монтують настил, з'єднують його кріпильними елементами і укладають верхнє покриття, який відрізняється тим, що попередньо до гофрованої основи підлоги жорстко прикріплюють металеві опори, закріплюють на них бруски настилу і на їх поверхні розміщують суцільну плиту, на яку укладають і фіксують верхнє покриття, а...
Попередній патент: Фулерен с60 – антиокиснювальна присадка до олив мастильних
Наступний патент: Пристрій для контролю поверхневої вологості матеріалу
Випадковий патент: Жолоб