Спосіб виготовлення бетонних виробів в формах для литва та пристрій для його реалізації
Номер патенту: 21011
Опубліковано: 07.10.1997
Автори: Щербаков Олександр Степанович, Баскаков Олександр Юрійович
Формула / Реферат
1. Способ изготовления бетонных изделий в литьевых формах, заключающийся в том, что предварительно подготовленную бетонную смесь загружают в литьевые формы, уплотняют на вибростенде, выдерживают формы с изделиями до отвердения и расформовывают готовые изделия, отличающийся тем, что формы перед расформов-кой погружают в ванну с горячей водой при температуре воды 70-80° С на время 40-60 секунд.
2. Способ по п. 1,отличающийся тем, что формы с изделиями после выдержки в горячей воде помещают в контейнер, содержащий слой металлических шариков диаметром 4-6 миллиметров, с толщиной слоя менее высоты формы, и контейнер с формами подвергают воздействию вибраций на вибростенде при частоте вибраций 40-60 герц с амплитудой виброперемещения 1,5-2,0 миллиметра с доведением слоя шариков до состояния "кипения" на время 20-30 секунд.
3. Способ по п. 1,отличающийся тем, что формы с изделиями после воздействия ударов "кипящего" слоя металлических шариков подвергают расформовке на вибростенде при частоте вибрации 40-60 герц с амплитудой виброперемещения 0,8-1,2 миллиметра за время 5-15 секунд.
4. Устройство для изготовления бетонных изделий в литьевых формах, содержащее устройство загрузки предварительно подготовленной бетонной смеси в литьевые формы, вибростенд для уплотнения бетонной смеси, ванну с горячей водой, контейнер с металлическими шариками и вибростенд для окончательной расформовки готовых изделий, отличающееся тем, что в нем использованы литьевые формы, выполненные из пластической массы, обеспечивающей минимальную адгезию материала формы с формуемым в ней изделием, содержащие днище произвольной формы и верти-кальные, охватывающие днище и соединенные с ним борта.
Текст
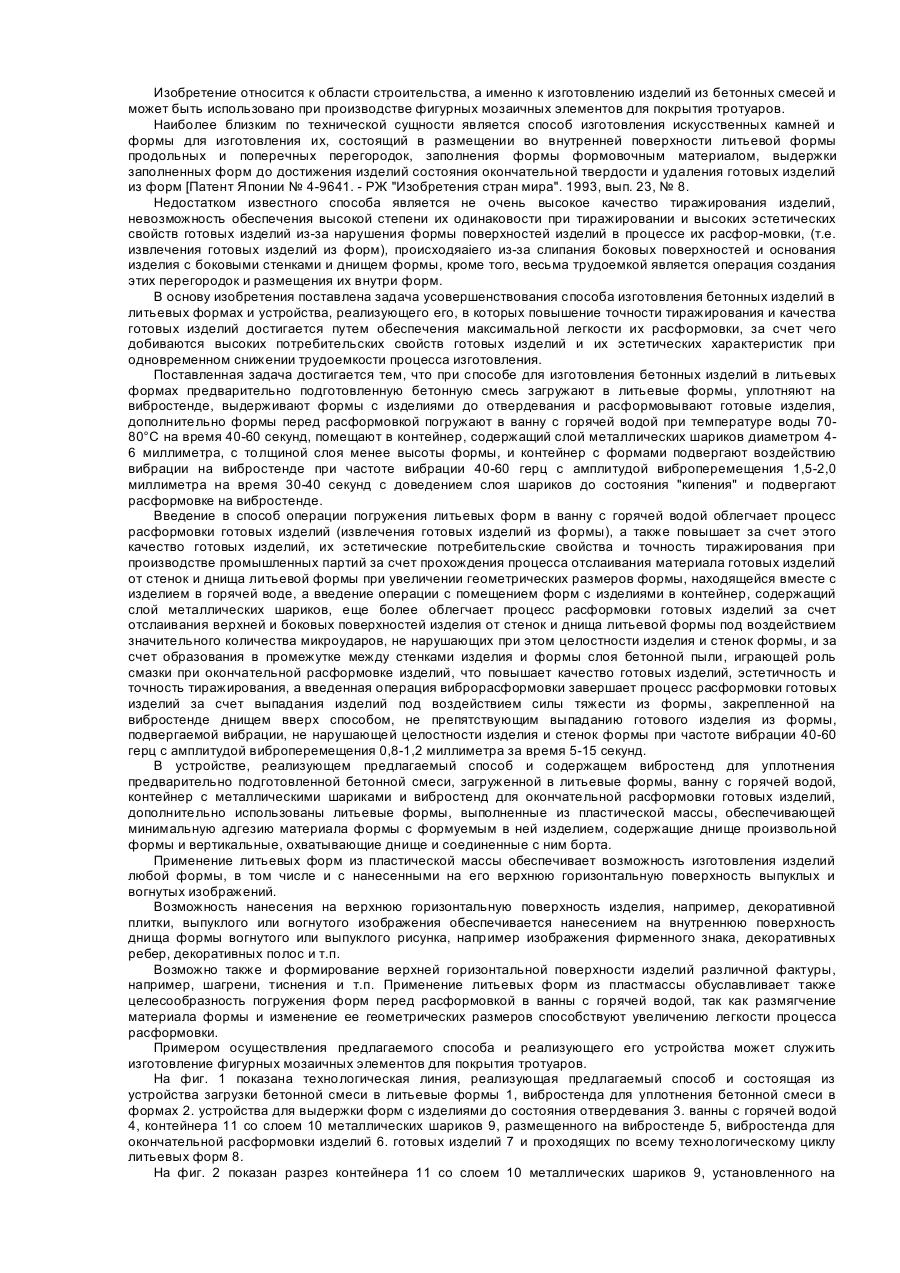
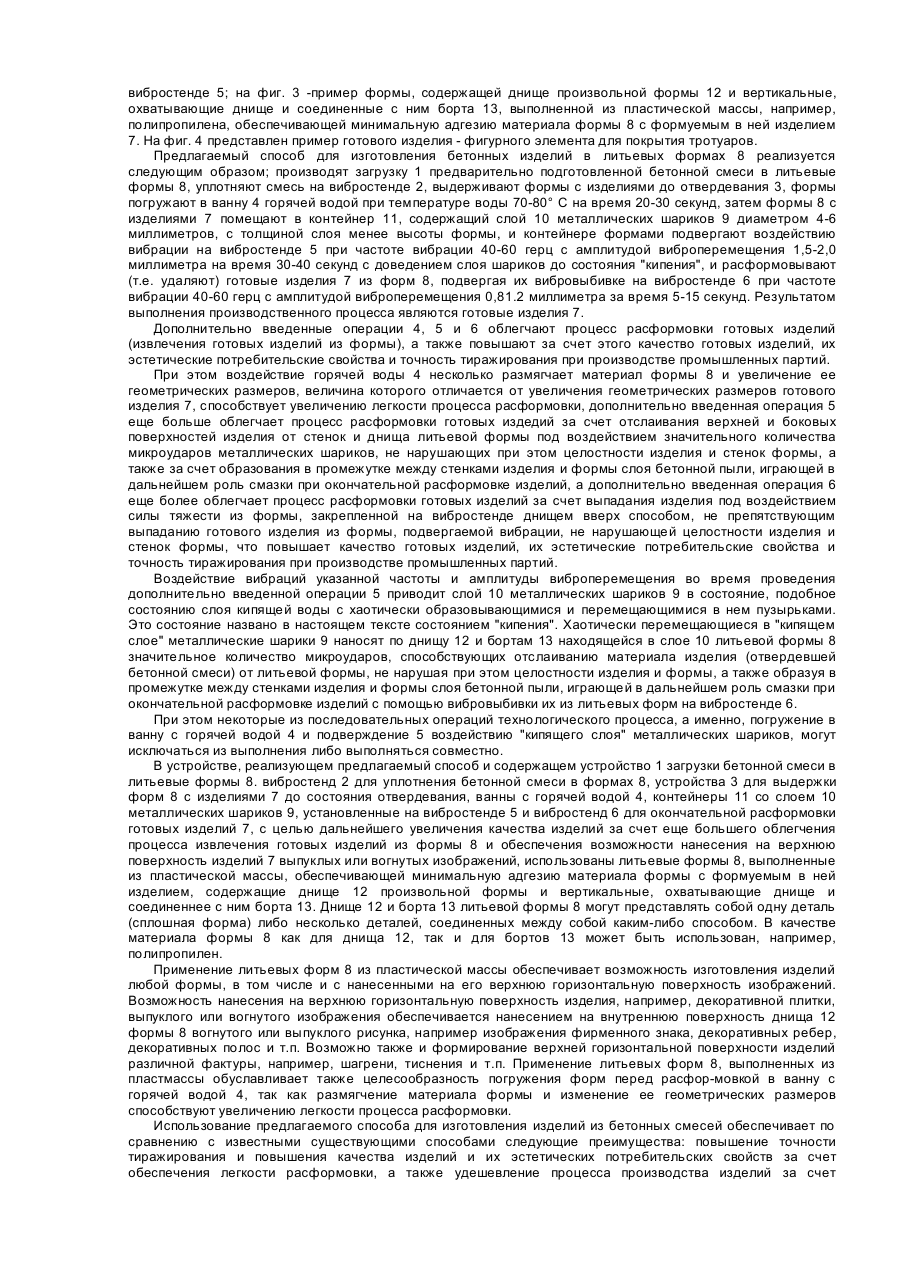
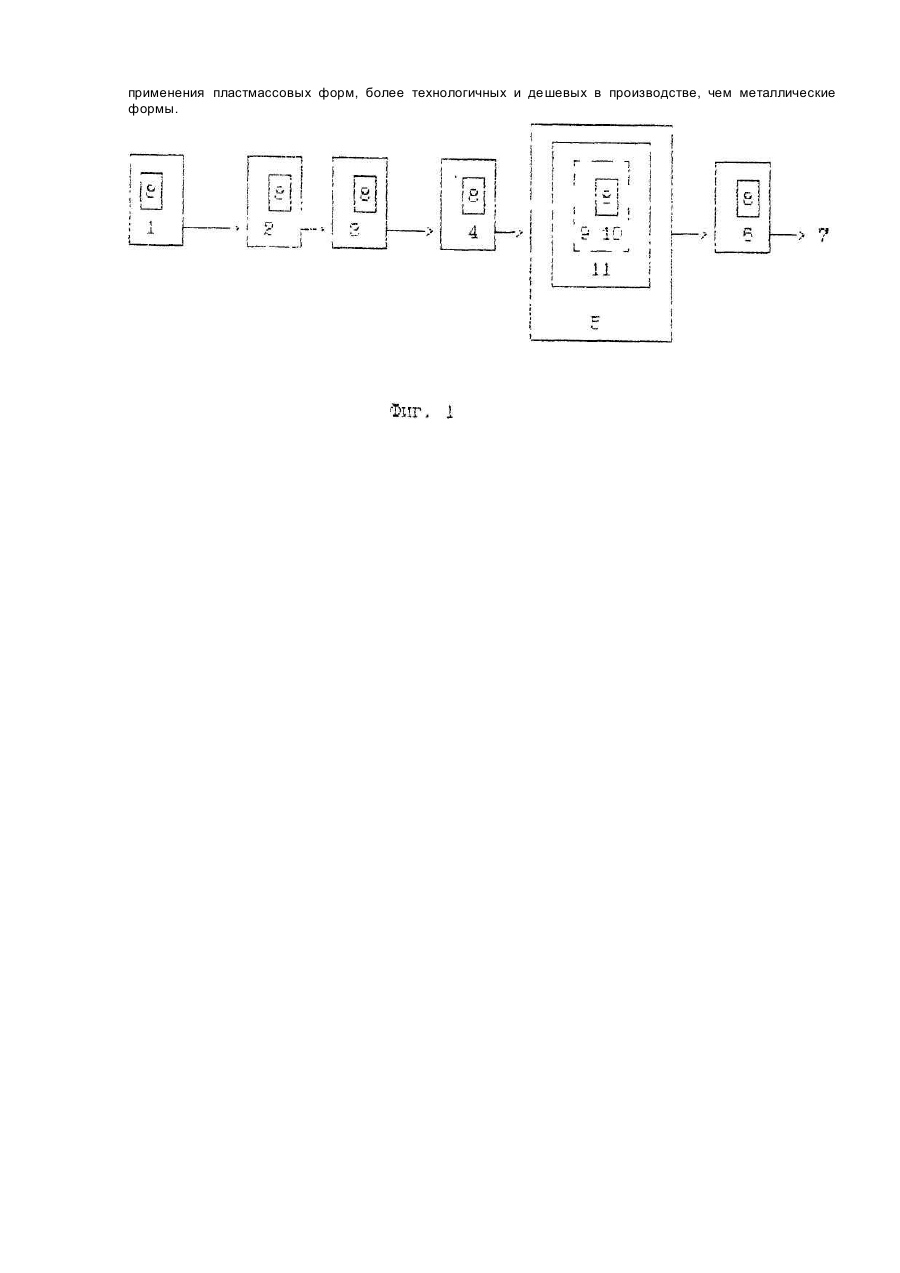
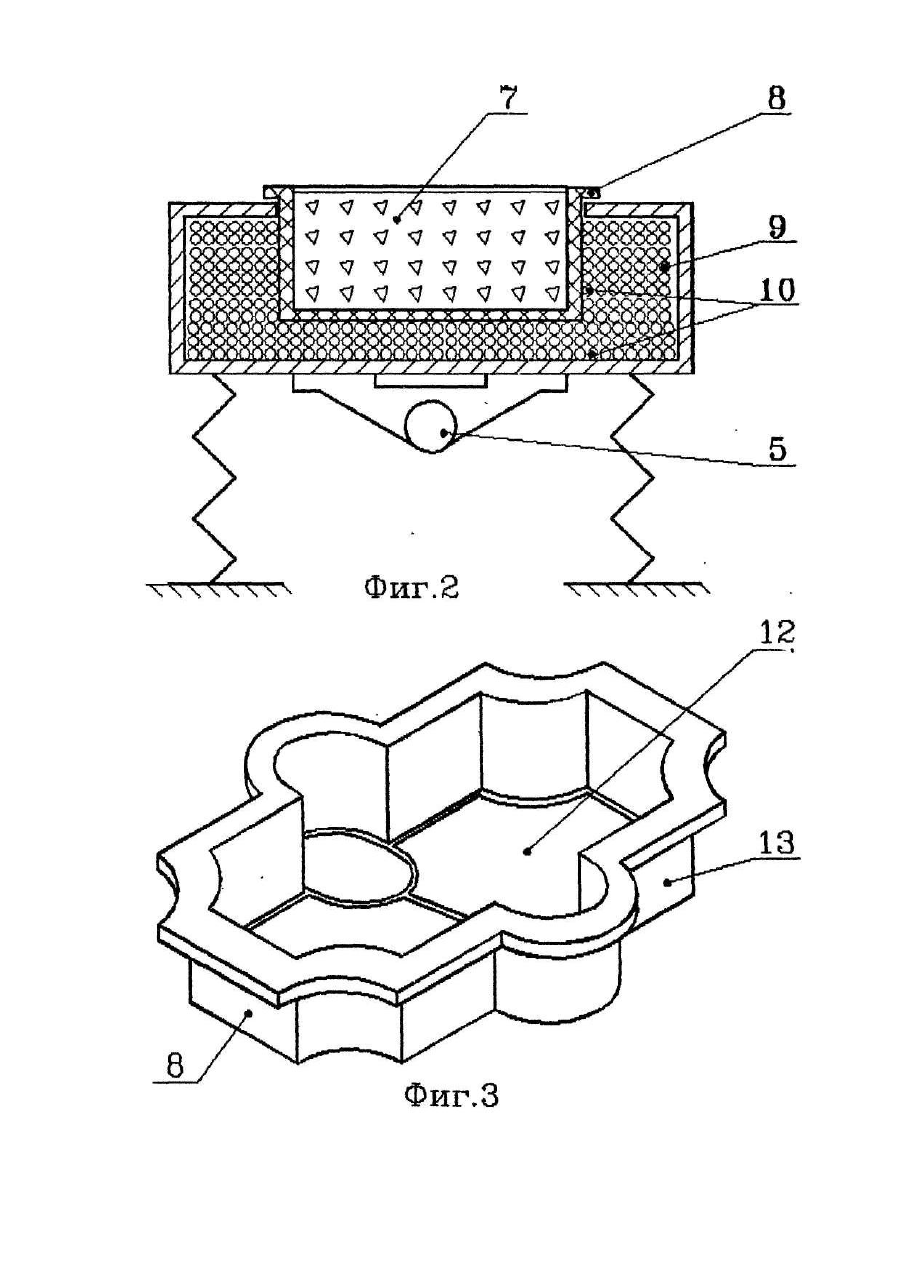
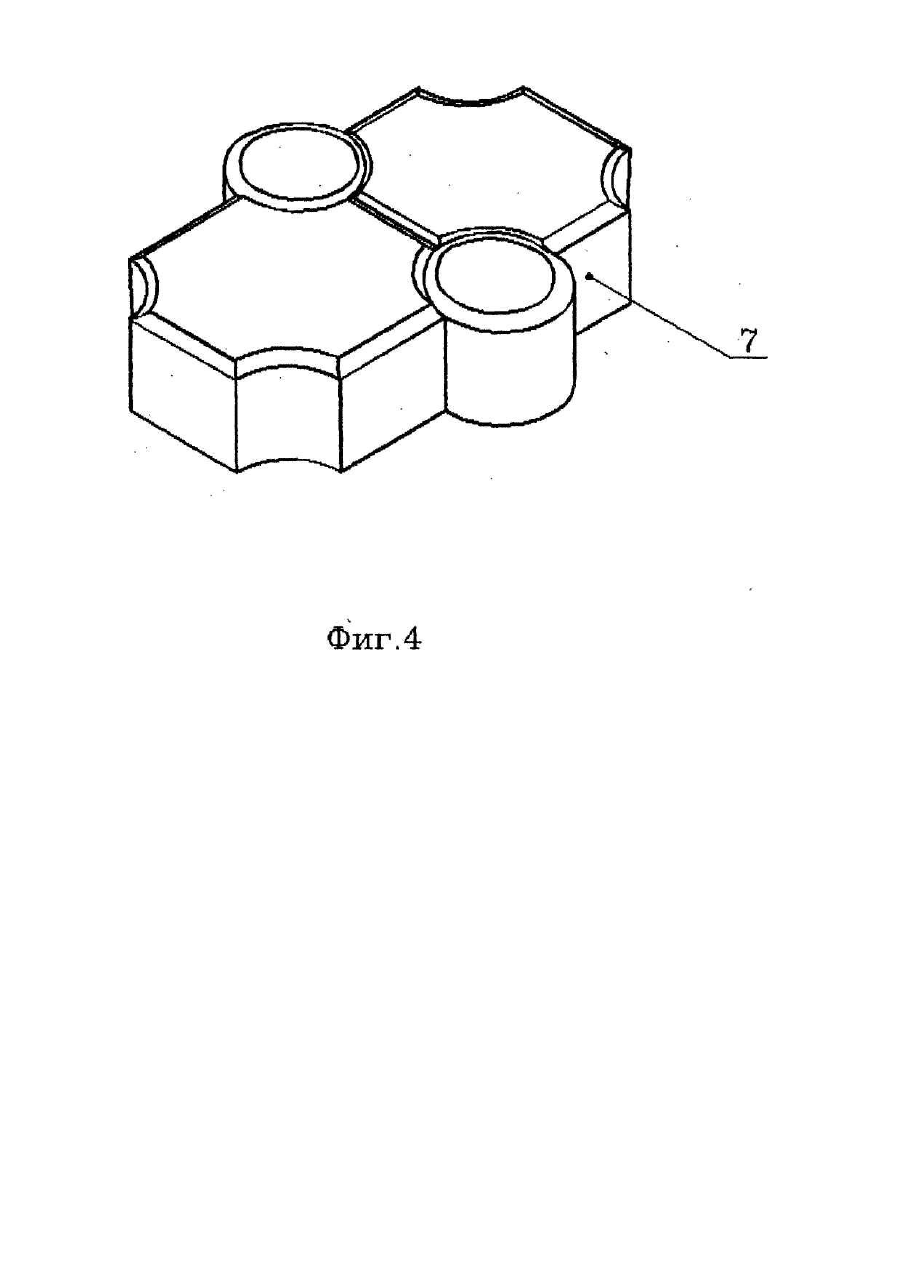
Изобретение относится к области строительства, а именно к изготовлению изделий из бетонных смесей и может быть использовано при производстве фигурных мозаичных элементов для покрытия тротуаров. Наиболее близким по технической сущности является способ изготовления искусственных камней и формы для изготовления их, состоящий в размещении во внутренней поверхности литьевой формы продольных и поперечных перегородок, заполнения формы формовочным материалом, выдержки заполненных форм до достижения изделий состояния окончательной твердости и удаления готовых изделий из форм [Патент Японии № 4-9641. - РЖ "Изобретения стран мира". 1993, вып. 23, № 8. Недостатком известного способа является не очень высокое качество тиражирования изделий, невозможность обеспечения высокой степени их одинаковости при тиражировании и высоких эстетических свойств готовых изделий из-за нарушения формы поверхностей изделий в процессе их расфор-мовки, (т.е. извлечения готовых изделий из форм), происходяаіего из-за слипания боковых поверхностей и основания изделия с боковыми стенками и днищем формы, кроме того, весьма трудоемкой является операция создания этих перегородок и размещения их внутри форм. В основу изобретения поставлена задача усовершенствования способа изготовления бетонных изделий в литьевых формах и устройства, реализующего его, в которых повышение точности тиражирования и качества готовых изделий достигается путем обеспечения максимальной легкости их расформовки, за счет чего добиваются высоких потребительских свойств готовых изделий и их эстетических характеристик при одновременном снижении трудоемкости процесса изготовления. Поставленная задача достигается тем, что при способе для изготовления бетонных изделий в литьевых формах предварительно подготовленную бетонную смесь загружают в литьевые формы, уплотняют на вибростенде, выдерживают формы с изделиями до отвердевания и расформовывают готовые изделия, дополнительно формы перед расформовкой погружают в ванну с горячей водой при температуре воды 7080°С на время 40-60 секунд, помещают в контейнер, содержащий слой металлических шариков диаметром 46 миллиметра, с толщиной слоя менее высоты формы, и контейнер с формами подвергают воздействию вибрации на вибростенде при частоте вибрации 40-60 герц с амплитудой виброперемещения 1,5-2,0 миллиметра на время 30-40 секунд с доведением слоя шариков до состояния "кипения" и подвергают расформовке на вибростенде. Введение в способ операции погружения литьевых форм в ванну с горячей водой облегчает процесс расформовки готовых изделий (извлечения готовых изделий из формы), а также повышает за счет этого качество готовых изделий, их эстетические потребительские свойства и точность тиражирования при производстве промышленных партий за счет прохождения процесса отслаивания материала готовых изделий от стенок и днища литьевой формы при увеличении геометрических размеров формы, находящейся вместе с изделием в горячей воде, а введение операции с помещением форм с изделиями в контейнер, содержащий слой металлических шариков, еще более облегчает процесс расформовки готовых изделий за счет отслаивания верхней и боковых поверхностей изделия от стенок и днища литьевой формы под воздействием значительного количества микроударов, не нарушающих при этом целостности изделия и стенок формы, и за счет образования в промежутке между стенками изделия и формы слоя бетонной пыли, играющей роль смазки при окончательной расформовке изделий, что повышает качество готовых изделий, эстетичность и точность тиражирования, а введенная операция виброрасформовки завершает процесс расформовки готовых изделий за счет выпадания изделий под воздействием силы тяжести из формы, закрепленной на вибростенде днищем вверх способом, не препятствующим выпаданию готового изделия из формы, подвергаемой вибрации, не нарушающей целостности изделия и стенок формы при частоте вибрации 40-60 герц с амплитудой виброперемещения 0,8-1,2 миллиметра за время 5-15 секунд. В устройстве, реализующем предлагаемый способ и содержащем вибростенд для уплотнения предварительно подготовленной бетонной смеси, загруженной в литьевые формы, ванну с горячей водой, контейнер с металлическими шариками и вибростенд для окончательной расформовки готовых изделий, дополнительно использованы литьевые формы, выполненные из пластической массы, обеспечивающей минимальную адгезию материала формы с формуемым в ней изделием, содержащие днище произвольнойформы и вертикальные, охватывающие днище и соединенные с ним борта. Применение литьевых форм из пластической массы обеспечивает возможность изготовления изделий любой формы, в том числе и с нанесенными на его верхнюю горизонтальную поверхность выпуклых и вогнутых изображений. Возможность нанесения на верхнюю горизонтальную поверхность изделия, например, декоративной плитки, выпуклого или вогнутого изображения обеспечивается нанесением на внутреннюю поверхность днища формы вогнутого или выпуклого рисунка, например изображения фирменного знака, декоративных ребер, декоративных полос и т.п. Возможно также и формирование верхней горизонтальной поверхности изделий различной фактуры, например, шагрени, тиснения и т.п. Применение литьевых форм из пластмассы обуславливает также целесообразность погружения форм перед расформовкой в ванны с горячей водой, так как размягчение материала формы и изменение ее геометрических размеров способствуют увеличению легкости процесса расформовки. Примером осуществления предлагаемого способа и реализующего его устройства может служить изготовление фигурных мозаичных элементов для покрытия тротуаров. На фиг. 1 показана технологическая линия, реализующая предлагаемый способ и состоящая из устройства загрузки бетонной смеси в литьевые формы 1, вибростенда для уплотнения бетонной смеси в формах 2. устройства для выдержки форм с изделиями до состояния отвердевания 3. ванны с горячей водой 4, контейнера 11 со слоем 10 металлических шариков 9, размещенного на вибростенде 5, вибростенда для окончательной расформовки изделий 6. готовых изделий 7 и проходящих по всему технологическому циклу литьевых форм 8. На фиг. 2 показан разрез контейнера 11 со слоем 10 металлических шариков 9, установленного на вибростенде 5; на фиг. 3 -пример формы, содержащей днище произвольной формы 12 и вертикальные, охватывающие днище и соединенные с ним борта 13, выполненной из пластической массы, например, полипропилена, обеспечивающей минимальную адгезию материала формы 8 с формуемым в ней изделием 7. На фиг. 4 представлен пример готового изделия - фигурного элемента для покрытия тротуаров. Предлагаемый способ для изготовления бетонных изделий в литьевых формах 8 реализуется следующим образом; производят загрузку 1 предварительно подготовленной бетонной смеси в литьевые формы 8, уплотняют смесь на вибростенде 2, выдерживают формы с изделиями до отвердевания 3, формы погружают в ванну 4 горячей водой при температуре воды 70-80° С на время 20-30 секунд, затем формы 8 с изделиями 7 помещают в контейнер 11, содержащий слой 10 металлических шариков 9 диаметром 4-6 миллиметров, с толщиной слоя менее высоты формы, и контейнере формами подвергают воздействию вибрации на вибростенде 5 при частоте вибрации 40-60 герц с амплитудой виброперемещения 1,5-2,0 миллиметра на время 30-40 секунд с доведением слоя шариков до состояния "кипения", и расформовывают (т.е. удаляют) готовые изделия 7 из форм 8, подвергая их вибровыбивке на вибростенде 6 при частоте вибрации 40-60 герц с амплитудой виброперемещения 0,81.2 миллиметра за время 5-15 секунд. Результатом выполнения производственного процесса являются готовые изделия 7. Дополнительно введенные операции 4, 5 и 6 облегчают процесс расформовки готовых изделий (извлечения готовых изделий из формы), а также повышают за счет этого качество готовых изделий, их эстетические потребительские свойства и точность тиражирования при производстве промышленных партий. При этом воздействие горячей воды 4 несколько размягчает материал формы 8 и увеличение ее геометрических размеров, величина которого отличается от увеличения геометрических размеров готового изделия 7, способствует увеличению легкости процесса расформовки, дополнительно введенная операция 5 еще больше облегчает процесс расформовки готовых издедий за счет отслаивания верхней и боковых поверхностей изделия от стенок и днища литьевой формы под воздействием значительного количества микроударов металлических шариков, не нарушающих при этом целостности изделия и стенок формы, а также за счет образования в промежутке между стенками изделия и формы слоя бетонной пыли, играющей в дальнейшем роль смазки при окончательной расформовке изделий, а дополнительно введенная операция 6 еще более облегчает процесс расформовки готовых изделий за счет выпадания изделия под воздействием силы тяжести из формы, закрепленной на вибростенде днищем вверх способом, не препятствующим выпаданию готового изделия из формы, подвергаемой вибрации, не нарушающей целостности изделия и стенок формы, что повышает качество готовых изделий, их эстетические потребительские свойства и точность тиражирования при производстве промышленных партий. Воздействие вибраций указанной частоты и амплитуды виброперемещения во время проведения дополнительно введенной операции 5 приводит слой 10 металлических шариков 9 в состояние, подобное состоянию слоя кипящей воды с хаотически образовывающимися и перемещающимися в нем пузырьками. Это состояние названо в настоящем тексте состоянием "кипения". Хаотически перемещающиеся в "кипящем слое" металлические шарики 9 наносят по днищу 12 и бортам 13 находящейся в слое 10 литьевой формы 8 значительное количество микроударов, способствующих отслаиванию материала изделия (отвердевшей бетонной смеси) от литьевой формы, не нарушая при этом целостности изделия и формы, а также образуя в промежутке между стенками изделия и формы слоя бетонной пыли, играющей в дальнейшем роль смазки при окончательной расформовке изделий с помощью вибровыбивки их из литьевых форм на вибростенде 6. При этом некоторые из последовательных операций технологического процесса, а именно, погружение в ванну с горячей водой 4 и подверждение 5 воздействию "кипящего слоя" металлических шариков, могут исключаться из выполнения либо выполняться совместно. В устройстве, реализующем предлагаемый способ и содержащем устройство 1 загрузки бетонной смеси в литьевые формы 8. вибростенд 2 для уплотнения бетонной смеси в формах 8, устройства 3 для выдержки форм 8 с изделиями 7 до состояния отвердевания, ванны с горячей водой 4, контейнеры 11 со слоем 10 металлических шариков 9, установленные на вибростенде 5 и вибростенд 6 для окончательной расформовки готовых изделий 7, с целью дальнейшего увеличения качества изделий за счет еще большего облегчения процесса извлечения готовых изделий из формы 8 и обеспечения возможности нанесения на верхнюю поверхность изделий 7 выпуклых или вогнутых изображений, использованы литьевые формы 8, выполненные из пластической массы, обеспечивающей минимальную адгезию материала формы с формуемым в ней изделием, содержащие днище 12 произвольной формы и вертикальные, охватывающие днище и соединеннее с ним борта 13. Днище 12 и борта 13 литьевой формы 8 могут представлять собой одну деталь (сплошная форма) либо несколько деталей, соединенных между собой каким-либо способом. В качестве материала формы 8 как для днища 12, так и для бортов 13 может быть использован, например, полипропилен. Применение литьевых форм 8 из пластической массы обеспечивает возможность изготовления изделий любой формы, в том числе и с нанесенными на его верхнюю горизонтальную поверхность изображений. Возможность нанесения на верхнюю горизонтальную поверхность изделия, например, декоративной плитки, выпуклого или вогнутого изображения обеспечивается нанесением на внутреннюю поверхность днища 12 формы 8 вогнутого или выпуклого рисунка, например изображения фирменного знака, декоративных ребер, декоративных полос и т.п. Возможно также и формирование верхней горизонтальной поверхности изделий различной фактуры, например, шагрени, тиснения и т.п. Применение литьевых форм 8, выполненных из пластмассы обуславливает также целесообразность погружения форм перед расфор-мовкой в ванну с горячей водой 4, так как размягчение материала формы и изменение ее геометрических размеров способствуют увеличению легкости процесса расформовки. Использование предлагаемого способа для изготовления изделий из бетонных смесей обеспечивает по сравнению с известными существующими способами следующие преимущества: повышение точности тиражирования и повышения качества изделий и их эстетических потребительских свойств за счет обеспечения легкости расформовки, а также удешевление процесса производства изделий за счет применения пластмассовых форм, более технологичных и дешевых в производстве, чем металлические формы.
ДивитисяДодаткова інформація
Автори англійськоюBaskakov Oleksandr Yuriiovych, Scherbakov Oleksandr Stepanovych
Автори російськоюБаскаков Александр Юрьевич, Щербаков Александр Степанович
МПК / Мітки
МПК: B28B 7/16
Мітки: формах, бетонних, виготовлення, спосіб, реалізації, пристрій, виробів, литва
Код посилання
<a href="https://ua.patents.su/5-21011-sposib-vigotovlennya-betonnikh-virobiv-v-formakh-dlya-litva-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення бетонних виробів в формах для литва та пристрій для його реалізації</a>
Пристрій для виготовлення бетонних виробів в формах для литва
Номер патенту: 21010
Опубліковано: 07.10.1997
Автори: Баскаков Олександр Юрійович, Щербаков Олександр Степанович
МПК: B28B 7/16
Мітки: формах, литва, виробів, пристрій, виготовлення, бетонних
Формула / Реферат:
Устройство для изготовления бетонных изделий в литьевых формах, содержащее устройство загрузки предварительно подготовленной бетонной смеси в литьевые формы, вибростенд для уплотнения предварительно подготовленной бетонной смеси, загруженной в литьевые формы и вибростенд для окончательной расформовки готовых изделий, отличающееся тем, что в нем использованы многоместные литьевые формы, выполненные из пластической массы, обеспечивающей...
Пристрій для виготовлення трубчастих виробів з бетонних сумішей
Номер патенту: 10013
Опубліковано: 30.09.1996
Автори: Бабушкін Володимир Іванович, Кухар Василь Іванович, Кострюков Костянтин Борисович, Тувівович Едуард Михайлович
МПК: B28B 21/02
Мітки: виробів, бетонних, виготовлення, пристрій, трубчастих, сумішей
Формула / Реферат:
Устройство для изготовления трубчатых изделий из бетонных смесей, содержащее вертикальную наружную форму и поворотную головку, закрепленную на приводном валу, установленную соосно с наружной формой с возможностью вращения и вертикального перемещения, при этом на поворотной головке смонтированы уплотняющие ролики с коническими прессующими поверхностями, образующая которых расположена под углом 45-60° к горизонтальному сечению головки,...
Спосіб виготовлення ячеісто-бетонних виробів
Номер патенту: 2960
Опубліковано: 26.12.1994
Автори: Аранович Михайло Леонідович, Борю Юрій Зинов'євич, Лихопуд Олександр Прокопович, Нікулін Лев Ісаакович
МПК: B28B 1/50
Мітки: спосіб, виробів, виготовлення, ячеісто-бетонних
Формула / Реферат:
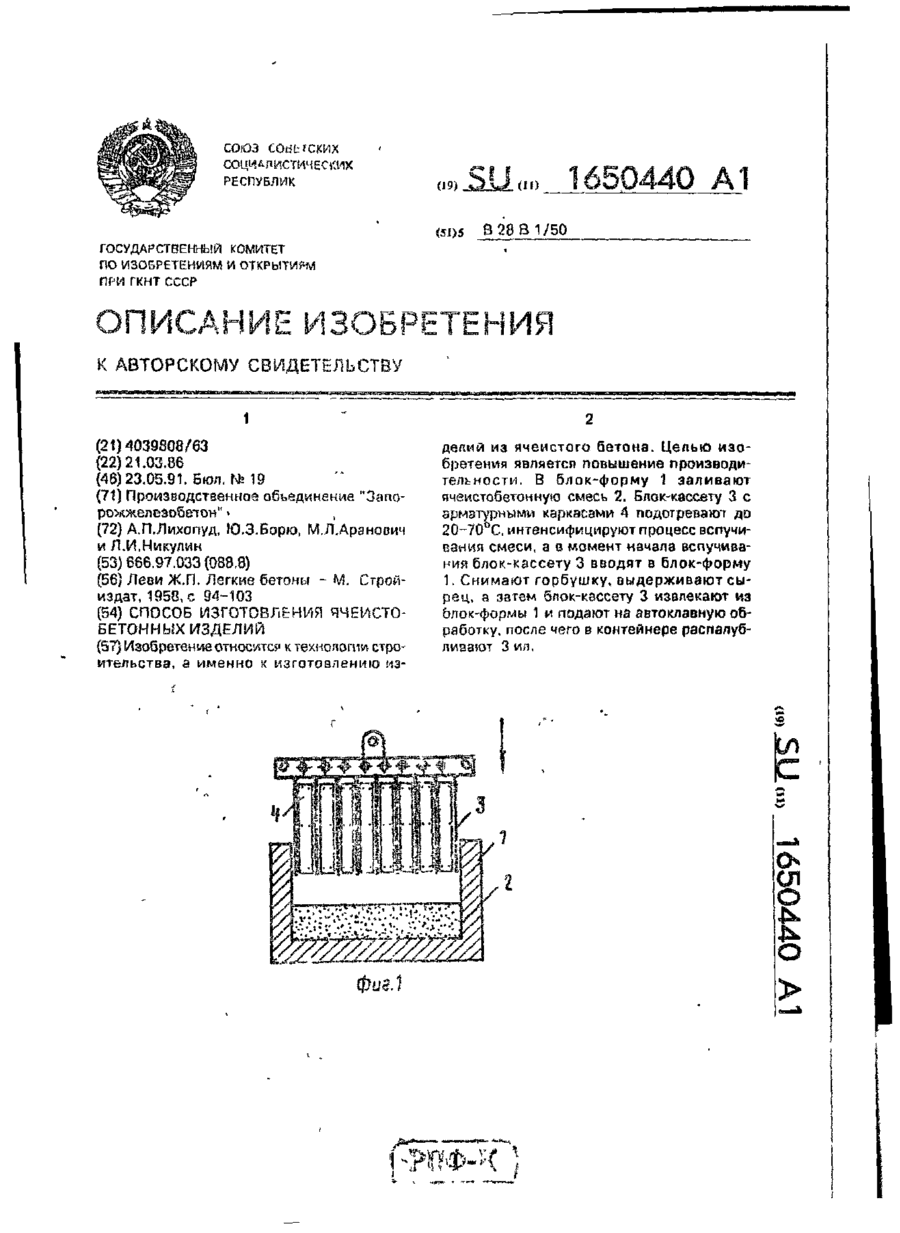
Способ изготовления ячеисто-бетонных изделий, включающий введение в форму арматуры, блока перегородок, заливку смеси и интенсификацию ее вспучивания, термообработку сырца и извлечение изделий из формы, отличающийся тем, что, с целью повышения производительности, арматуру закрепляют в блоке перегородок, вводят его в форму после заливки смеси перед интенсификацией вспучивания, после набора сырцом пластической прочности извлекают блок...
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Бубен Едуард Михайлович, Панасюк Ігор Вікторович
МПК: B28B 5/00
Мітки: виробів, бетонних, роторний, конвейер, залізобетонних, виготовлення
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Пристрій для виготовлення виробів із бетонних сумішів
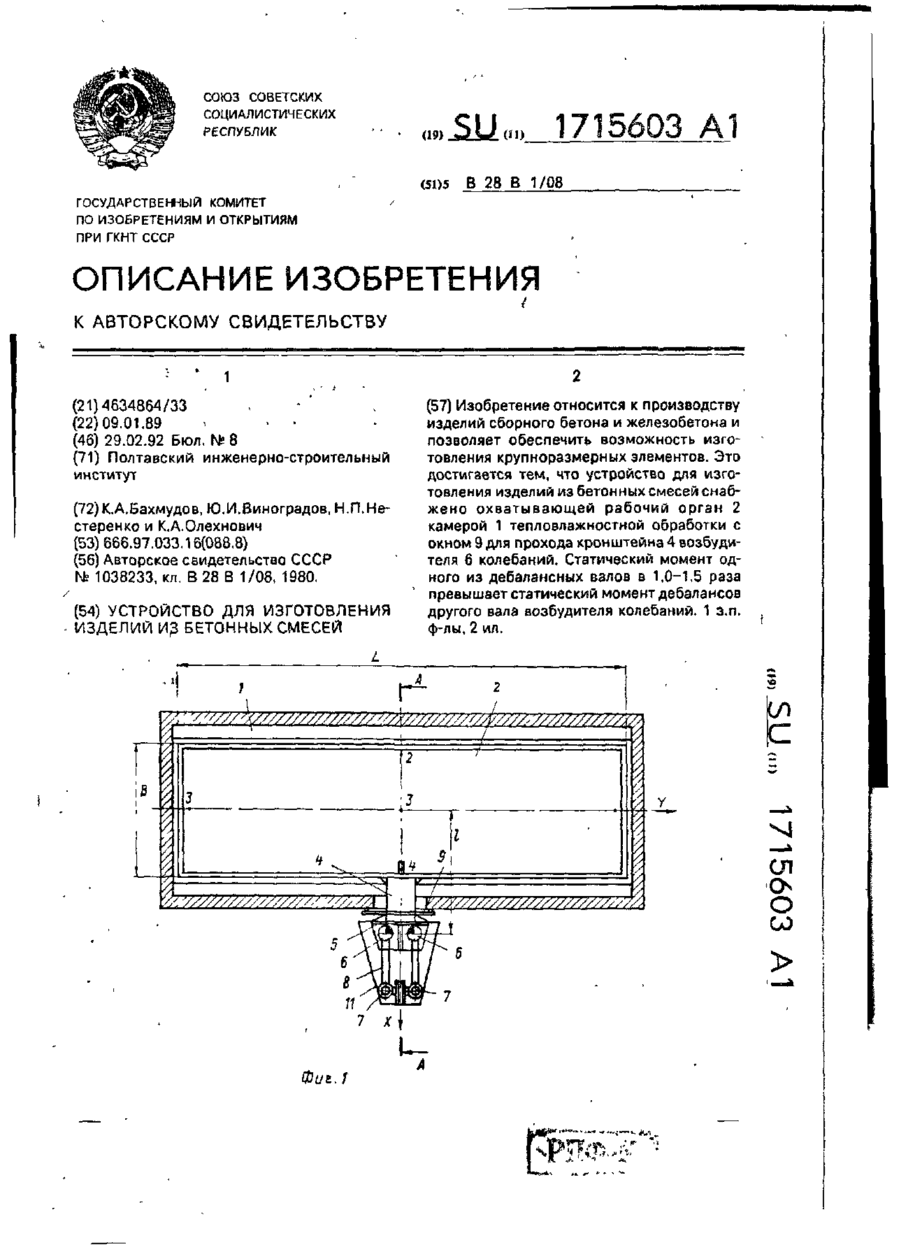
Номер патенту: 2726
Опубліковано: 26.12.1994
Автори: Бахмудов Курбан Алісултанович, Виноградов Юрій Іванович, Нестеренко Микола Петрович, Олехнович Казимир Олександрович
МПК: B28B 1/08
Мітки: виготовлення, сумішів, пристрій, бетонних, виробів
Формула / Реферат:
1. Устройство для изготовления изделий из бетонных смесей, содержащее смонтированный на упругих опорах горизонтально подвижный рабочий орган с формой, имеющий форму со сменным поддоном, и установленный на одном из его торцов консольно посредством кронштейна возбудитель колебаний с вертикальными дебалансными валами, отличающееся тем, что, с цельюобеспечения возможности изготовления крупноразмерных элементов, оно снабжено...
Попередній патент: Пристрій для виготовлення бетонних виробів в формах для литва
Наступний патент: Спосіб спільного виробництва електричної енергії і відновного газу на енерготехнологічній мгд установці
Випадковий патент: Подрібнювач