Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів
Номер патенту: 57903
Опубліковано: 10.03.2011
Автори: Хобін Віктор Андрійович, Аннаев Батир Сейдуллаєвич, Єрьомін Максим Анатолійович, Тимофєєв Олексій Олександрович, Шестопалов Станіслав Володимирович, Герасімов Валерій Володимирович, Кір'язов Іван Миколайович, Веридусов Петро Олександрович, Степанов Михайло Тимофійович

Формула / Реферат
1. Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що передбачає вимірювання навантаження привідного електродвигуна норії, порівняння виміряної величини із заданим значенням навантаження привідного електродвигуна норії для конкретного виду сипкого матеріалу і, у разі їх невідповідності, зміну продуктивності розвантажувального пристрою бункера до досягнення рівності виміряного і заданого значень навантаження привідного електродвигуна норії, який відрізняється тим, що додатково контролюють ступінь заповнення сипким матеріалом башмака норії і у момент досягнення ним свого критичного значення визначають відповідне значення критичного навантаження привідного електродвигуна норії, привласнивши йому значення виміряного навантаження у цей момент часу, критичне значення зменшують до докритичного рівня, величину якого використовують як нове задане значення навантаження привідного електродвигуна норії, одночасно розмикають контур стабілізації навантаження привідного електродвигуна норії, який змінює продуктивність розвантажувального пристрою бункера, тимчасово перемикають привідні електродвигуни конвеєрів на живлення від перетворювача частоти і замикають контур стабілізації навантаження привідного електродвигуна норії, який змінює швидкості обертання привідних електродвигунів конвеєрів, що подають сипучий матеріал до норії, а після завершення процесу стабілізації в цьому контурі покроково, з урахуванням часу запізнювання на переміщення сипкого матеріалу конвеєрами, змінюють продуктивність розвантажувального пристрою витратного бункера до тих пір, поки швидкість привідних електродвигунів конвеєрів не стане рівною їх номінальній швидкості, після чого їх перемикають на живлення від мережі, звільняючи перетворювач частоти для застосування в керуванні іншими лініями транспортування сипких матеріалів підприємства, і знову замикають контур стабілізації навантаження привідного електродвигуна норії, який змінює продуктивність розвантажувального пристрою бункера.
2. Спосіб за п. 1, який відрізняється тим, що додатково, коли завантаження лінії регулюється зарахунок зміни продуктивності розвантажувального пристрою витратного бункера, а задане значення стабілізації рівне докритичному значенню навантаження привідного електродвигуна норії, періодично, з інтервалом часу, протягом якого можуть відбутися зміни характеристик сипкого матеріалу або транспортуючої здатності норії, збільшують поточне задане значення навантаження привідного електродвигуна норії з установленого раніше докритичного значення на значення, вище ніж відповідне йому критичне значення навантаження, і у момент досягнення ступенем заповнення башмака норії свого критичного значення визначають нові критичні і докритичні значення навантаження привідного електродвигуна норії.
Текст
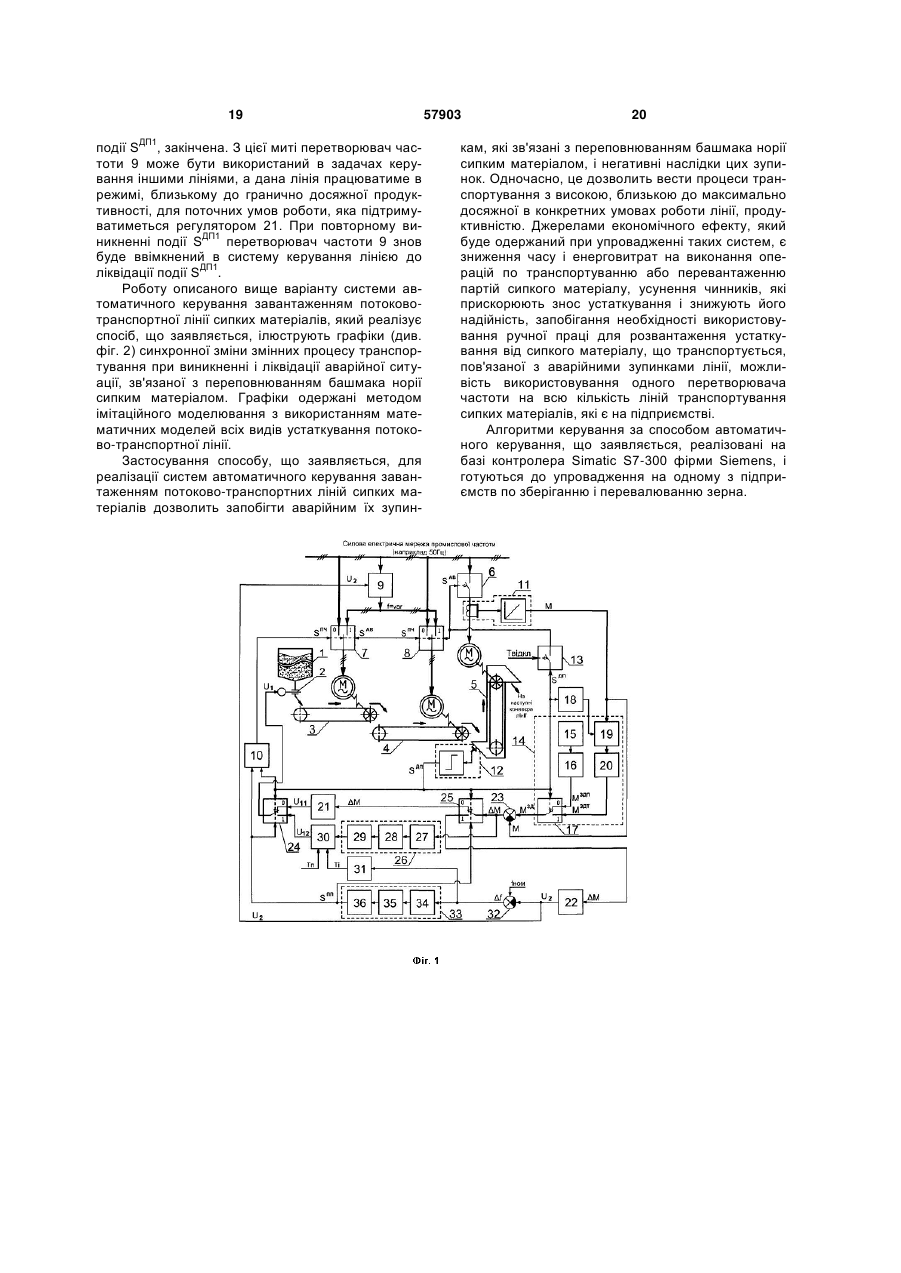
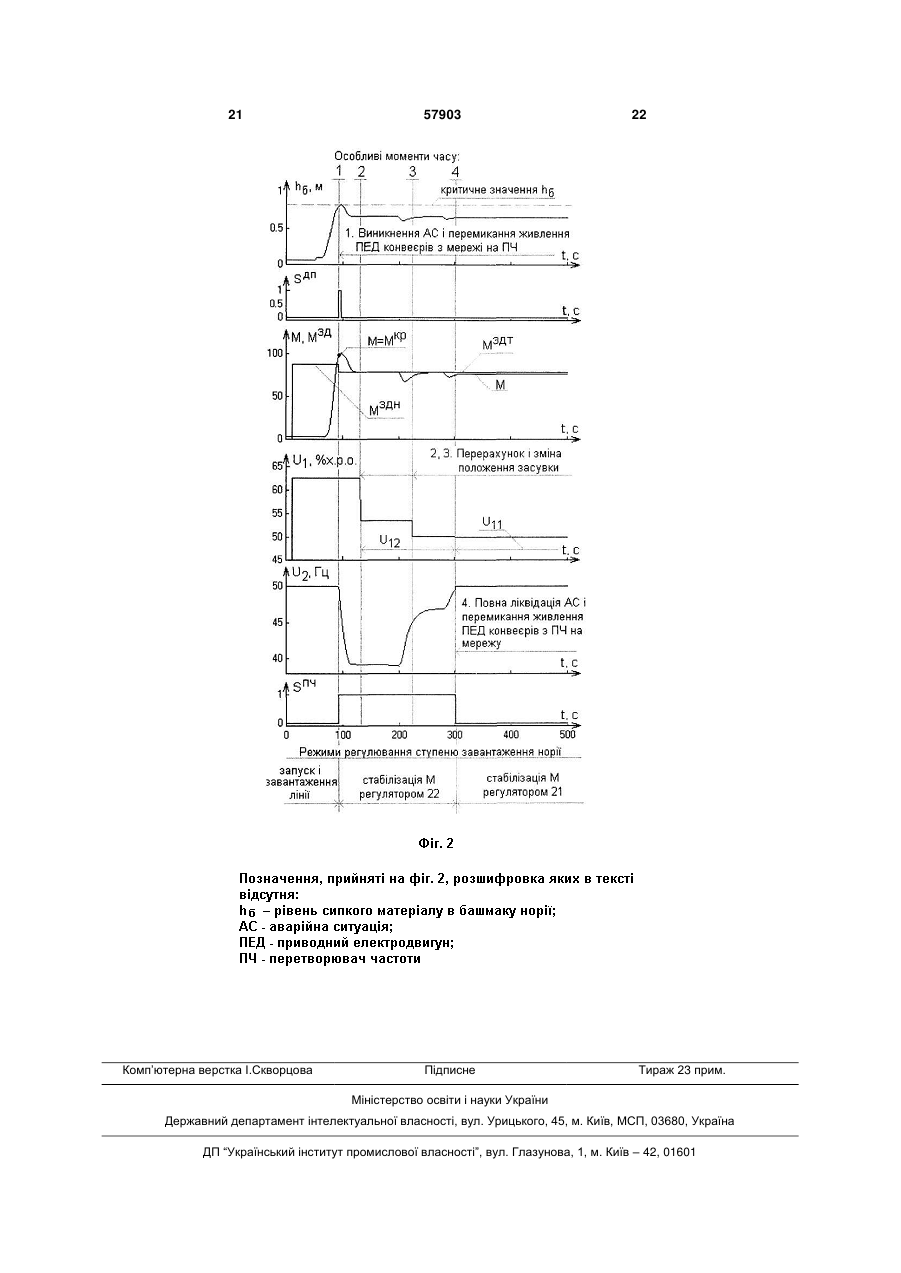
1. Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що передбачає вимірювання навантаження привідного електродвигуна норії, порівняння виміряної величини із заданим значенням навантаження привідного електродвигуна норії для конкретного виду сипкого матеріалу і, у разі їх невідповідності, зміну продуктивності розвантажувального пристрою бункера до досягнення рівності виміряного і заданого значень навантаження привідного електродвигуна норії, який відрізняється тим, що додатково контролюють ступінь заповнення сипким матеріалом башмака норії і у момент досягнення ним свого критичного значення визначають відповідне значення критичного навантаження привідного електродвигуна норії, привласнивши йому значення виміряного навантаження у цей момент часу, критичне значення зменшують до докритичного рівня, величину якого використовують як нове задане значення навантаження привідного електродвигуна норії, одночасно розмикають контур стабілізації навантаження привідного електродвигуна норії, який змінює продуктивність розвантажувального пристрою бункера, тим U 2 UA 1 3 нтаженню її норії в аварійному режимі роботи, зв'язаному з переповнюванням башмака норії сипким матеріалом. Відповідно до нього здійснюють контроль ступеня заповнення сипким матеріалом башмака норії, і, при досягненні ним критичної відмітки, «підпору» через час затримки, на якому підтверджується факт стійкого спрацьовування датчика підпору, відключають без попереднього розвантаження від матеріалу, що транспортується, тобто в аварійному режимі, саму норію і попередні їй конвеєри, (див. Новицкий О.А. Автоматизация производственных процессов на элеваторах и зерноперерабатывающих предприятиях. Учебник для студентов техникумов системы министерства заготовок. М., «Колос», 1973., 384 с. - С. 174). Аварійне відключення конвеєрів і норії, тобто спрацьовування їх аварійного захисту, дозволяє запобігти дуже серйозним негативним наслідкам розвитку такого аварійного режиму, коли він переростає в аварію. До основних з них відносяться наступні: а) розвиток багатотонних завалів сипкого матеріалу в точці його перевантаження з транспортера до башмака норії; б) заклинювання стрічки норії сипким матеріалом і її прослизання на привідному барабані, розвиток процесу її нагріву і перегріву від тертя об барабан, спалах, обривання і обвалення стрічки в норійні труби, і, якщо сипкий матеріал має органічне походження, то вибух його легкопилової суміші. Підпір сипкого матеріалу в башмаку норії виникає через деякий час після того, коли об'ємна продуктивність норії стала менше об'ємної продуктивності транспортерів, що подають до неї сипкий матеріал. Така ситуація можлива, коли досягнута і перевищена межа заповнення ковшів норії матеріалом, що транспортується, і, як наслідок, досягнуте і перевищене критичне значення об'ємної продуктивності норії. Це критичне значення об'ємної продуктивності норії апріорі невідомо, оскільки на його конкретне значення впливають багато чинників, які можуть істотно змінюватися безпосередньо в ході процесу транспортування. До таких чинників відносяться зміни характеристик: а) сипкого матеріалу, що транспортується, наприклад, його фракційного складу, коефіцієнта внутрішнього тертя; б) технічного стану норії, наприклад, кількість частково або повністю обірваних ковшів норії, зміна ступеня натягнення норійної стрічки і ступеня її перекосу. Останні характеристики впливають на амплітуду і частоту коливань ковшів і, отже, на фактичний ступінь їх заповнення сипким матеріалом при його транспортуванні. Відомий, розглянутий вище спосіб (аналог), має із способом, що заявляється, наступні спільні операції: - контроль критичного значення ступеня заповнення башмака норії сипким матеріалом («підпору» сипкого матеріалу); - аварійне відключення електродвигунів конвеєрів тільки після заданої витримки часу. 57903 4 Недоліком розглянутого способу керування є те, що він не запобігає можливості виникнення підпору сипкого матеріалу в башмаку норії і не ліквідовує виниклий підпір, а тільки запобігає появі негативних наслідків, які могли б виникнути за відсутності аварійного захисту від переповнювання норії зерном або при відмові цього захисту. Відомий спосіб керування завантаженням потоково-транспортної лінії сипких матеріалів, до складу якої входить норія, оператором цієї лінії (див. Новицкий О.А. Автоматизация производственных процессов на элеваторах и зерноперерабатывающих предприятиях. Учебник для студентов техникумов системы министерства заготовок. М., «Колос», 1973, - С. 173-178). Відповідно до цього способу, величина завантаження всієї потоково-транспортної лінії визначається, виходячи з величини навантаження привідного електродвигуна її норії і стабілізується на значенні, яке обере сам оператор. При цьому він керується двома цілями, які суперечать одна одній: перша - підвищити продуктивність лінії для скорочення часу виконання операції транспортування і витрат електроенергії на транспортування; друга - понизити продуктивність лінії до такої, апріорі невідомої йому величини, щоб об'ємна продуктивність норії завжди залишалася б нижче за її критичне значення, тобто, аварійна ситуація, пов'язана з виникненням підпору зерна в башмаку норії, не виникала. Звідси випливає, що застосування цього способу керування дозволяє або при невисокій продуктивності лінії понизити вірогідність виникнення підпору в башмаку норії і аварійної зупинки, або, при збереженні значення вірогідності завалу, підвищити продуктивність лінії. Процес стабілізації завантаження лінії на її бажаному значенні, відповідно до даного способу здійснюється таким чином. Навантаження привідного електродвигуна норії визначається оператором лінії за величиною струму навантаження цього електродвигуна. При її відхиленні від значення, бажаного оператором, він може її змінювати за рахунок зміни величини витрати сипкого матеріалу з витратного бункера на горизонтальний конвеєр (конвеєри) зміною, наприклад, прохідного перерізу розвантажувального пристрою. В процесі транспортування, при зміні характеристик сипкого матеріалу і/або норії у напрямі збільшення витрати через розвантажувальний пристрій або зниження критичного значення об'ємної продуктивності норії, починається процес збільшення кількості сипкого матеріалу в башмаку норії, тобто процес розвитку підпору. В ході цього процесу величина струму неухильно зростає, і, при своєчасному зменшенні подачі сипкого матеріалу з витратного бункера на подавальні конвеєри, розвиток підпору може бути припинений і спрацьовування датчика підпору не відбудеться. Відомий, розглянутий вище спосіб (аналог), має із способом, що заявляється, наступні спільні операції: - вимірювання навантаження привідного електродвигуна норії; - зміна продуктивності розвантажувального пристрою витратного бункера. 5 Недоліками розглянутого способу керування є низька продуктивність лінії і його низька ефективність в запобіганні процесам переповнювання башмака норії сипким матеріалом і аварійного відключення подавальних конвеєрів і норії. Вона обумовлюється великим часом запізнювання в каналі керування завантаженням норії сипким матеріалом. Час цього запізнювання складається з часу транспортування сипкого матеріалу конвеєром (конвеєрами) від розвантажувального пристрою витратного бункера, продуктивність якого змінюють для зміни завантаження норії, до башмака норії, і часу реакції оператора на інформацію про зростання струму навантаження привідного електродвигуна норії і/або на сигнал про спрацьовування датчика підпору. Внаслідок цього недоліку, оператор цілеспрямовано знижує бажане ним значення навантаження привідного електродвигуна норії і, отже, лінії до такого значення, коли вірогідність спрацьовування аварійного захисту через спрацьовування датчика підпору, за час всієї операції транспортування, була б низкою. Зрештою, це призводить до збільшення витрат часу на транспортування сипкого матеріалу і витрат електроенергії на виконання цієї операції. Відомий спосіб керування продуктивністю конвеєрів, в якому змінюють швидкість обертання привідного електродвигуна і, як наслідок, швидкість руху його робочого органу, що переміщає сипкий матеріал (див. А.с. № 1506288 (СССР), Конвейерный дозатор, Опубл. 07.09.89, Бюл. № 33). Оскільки швидкість руху робочого органу і сипкого матеріалу змінюються одночасно по всій довжині конвеєра, то запізнювання між командою на зміну витрати сипкого матеріалу і його зміною на вході до башмака норії не буде. Це дозволить при появі сигналу про спрацьовування датчика підпору, за короткий час, менший ніж затримка за часом на спрацьовування аварійного захисту, припинити процес подальшого розвитку підпору і ліквідувати його. Відомий, розглянутий вище спосіб (аналог), має із способом, що заявляється, наступну спільну операцію: - зміна швидкості обертання привідного електродвигуна конвеєра для зміни швидкості його робочого органу і, тим самим, зміни продуктивності конвеєра. Недоліками розглянутого способу керування є великі витрати на його реалізацію і зниження надійності конвеєрів, не розрахованих на тривалу експлуатацію в режимах змінної швидкості їх робочих органів. Річ у тому, що регулювання швидкості привідних електродвигунів конвеєрів вимагає для них спеціальних джерел живлення. Наприклад, для електродвигунів змінного струму, це регульовані перетворювачі частоти. У розгалужених потоково-транспортних системах підприємств, що працюють з сипкими матеріалами, є багато різних потоково-транспортних ліній. Установка великої кількості таких спеціальних джерел живлення і їх обслуговування вимагає значних додаткових матеріальних витрат. Крім того, конвеєри, як вид транспортного устаткування, при їх конструюванні, розраховуються на певний режим роботи, у тому 57903 6 числі, і їх електроприводи, як правило, асинхронні з вентиляторним охолодженням. Тривалі відхилення від розрахункових (номінальних) режимів їх роботи, які виникнуть при регулюванні витрати сипкого матеріалу зміною швидкості робочих органів конвеєрів, знижуватимуть надійність їх вузлів. Так, при підвищенні швидкості вище номінальної, зростуть динамічні навантаження на всі вузли конвеєра, що призведе до прискореного зносу робочого органу конвеєра, механічних передач і підшипникових вузлів. Знос механічних передач і підшипникових вузлів посилюватиметься через перегрів мастила і підвищення тертя, особливо при високій температурі навколишнього середовища. При зниженні швидкості нижче номінальної, виникне перегрів привідного електродвигуна конвеєра з вентиляторним охолодженням, він буде тим більше, чим нижча швидкість обертання привідного електродвигуна, і чим вища температура навколишнього середовища. Крім того, температура мастила підшипникових вузлів може не досягти необхідного значення, що призведе до їх прискореного зносу. Найближчим до способу, що заявляється, є відомий спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, до складу якої входить норія, що вимірює навантаження привідного електродвигуна норії, зміряне значення навантаження привідного електродвигуна норії порівнюють із заданим значенням навантаження, для конкретного виду сипкого матеріалу, і у разі їх невідповідності продуктивність розвантажувального пристрою бункера змінюють, для досягнення їх рівності (див. патент України на корисну модель № 34335 «Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів»). Цей спосіб керування може забезпечити високу продуктивність лінії і гарантовано запобігти переповнюванню башмака її норії сипким матеріалом тільки в ідеалізованих умова. Суть таких умов полягає в наступному. По-перше, задані значення навантаження привідного електродвигуна норії, відповідні кожному конкретному виду сипкого матеріалу, розраховані як максимально допустимі з урахуванням критичного значення об'ємної продуктивності норії на цьому сипкому матеріалі. По-друге, поточні характеристики сипкого матеріалу і транспортуюча здатність норії відповідатимуть значенням, прийнятими при розрахунку, і залишатися незмінними в ході всього процесу транспортування. Цей спосіб обрано прототипом. Прототип і спосіб, що заявляється, мають наступні спільні операції: вимірювання навантаження привідного електродвигуна норії, порівняння виміряної величини із заданим значенням навантаження привідного електродвигуна норії для конкретного виду сипкого матеріалу і, у разі їх невідповідності, зміна продуктивності розвантажувального пристрою бункера до досягнення рівності виміряного і заданого значень навантаження привідного електродвигуна норії. 7 Недоліками розглянутого способу автоматичного керування (прототипу) є низька продуктивність лінії і його низька ефективність в запобіганні процесам переповнювання башмака норії сипким матеріалом і аварійного відключення подавальних конвеєрів і норії. Ці недоліки пояснюються тим, що фактичні характеристики сипкого матеріалу і транспортуюча здатність норії апріорі невідомі, і при розрахунку заданих значень навантаження привідного електродвигуна норії можуть використовуватися тільки їх усереднені (номінальні) значення. Крім того, в ході всього процесу транспортування вони не залишатимуться незмінними, а змінюватимуться непередбачуваним чином, викликаючи, за певних умов, зокрема, при достатньо швидких змінах значень вказаних характеристик, переповнювання башмака норії продуктом і спрацьовування датчика підпору, що означає виникнення аварійної ситуації. Ліквідація такої аварійної ситуації, при керуванні завантаженням лінії за даним способом, неможлива через великий час запізнювання в каналі керування завантаженням норії сипким матеріалом. Час цього запізнювання рівний часу транспортування сипкого матеріалу конвеєром (конвеєрами) від розвантажувального пристрою витратного бункера, продуктивність якого змінюють для зміни завантаження норії, до башмака норії. Зрештою, це призводить до збільшення витрат часу на транспортування сипкого матеріалу і витрат електроенергії на виконання цієї операції. Технічна задача, на рішення якої спрямована корисна модель, полягає в запобіганні аварійним відключенням конвеєрів і норії потоковотранспортної лінії сипких матеріалів, зв'язаних з переповнюванням башмака цієї норії сипким матеріалом, в умовах, коли апріорі невідомі характеристики сипкого матеріалу і транспортуюча здатність норії змінюються в широких діапазонах, підвищенні продуктивності цієї лінії аж до її гранично досяжного значення, відповідного поточним характеристикам сипкого матеріалу і транспортуючої здатності норії, та, одночасно, збереження рівня надійності устаткування лінії і мінімізації витрат на реалізацію способу автоматичного керування. Поставлена задача вирішена в способі автоматичного керування завантаженням потоковотранспортної лінії сипких матеріалів, що передбачає вимірювання навантаження привідного електродвигуна норії, порівняння виміряної величини із заданим значенням навантаження привідного електродвигуна норії для конкретного виду сипкого матеріалу і, у разі їх невідповідності, зміну продуктивності розвантажувального пристрою бункера до досягнення рівності виміряного і заданого значень навантаження привідного електродвигуна норії, тим, що додатково контролюють ступінь заповнення сипким матеріалом башмака норії і у момент досягнення ним свого критичного значення визначають відповідне значення критичного навантаження привідного електродвигуна норії, привласнивши йому значення виміряного навантаження у цей момент часу, критичне значення зменшують до докритичного рівня, величину якого використовують як нове задане значення навантаження 57903 8 привідного електродвигуна норії, одночасно розмикають контур стабілізації навантаження привідного електродвигуна норії, який змінює продуктивність розвантажувального пристрою бункера, тимчасово перемикають привідні електродвигуни конвеєрів на живлення від перетворювача частоти і замикають контур стабілізації навантаження привідного електродвигуна норії, який змінює швидкості обертання привідних електродвигунів конвеєрів, що подають сипучий матеріал до норії, а після завершення процесу стабілізації в цьому контурі, покроково, з урахуванням часу запізнювання на переміщення сипкого матеріалу конвеєрами, змінюють продуктивність розвантажувального пристрою витратного бункера до тих пір, поки швидкість привідних електродвигунів конвеєрів не стане рівною їх номінальній швидкості, після чого їх перемикають на живлення від мережі, звільняючи перетворювач частоти для застосування в керуванні іншими лініями транспортування сипких матеріалів підприємства, і знову замикають контур стабілізації навантаження привідного електродвигуна норії, який змінює продуктивність розвантажувального пристрою бункера. Окрім того, додатково, коли завантаження лінії регулюється за рахунок зміни продуктивності розвантажувального пристрою витратного бункера, а задане значення стабілізації рівне докритичному значенню навантаження привідного електродвигуна норії, періодично, з інтервалом часу, протягом якого можуть відбутися зміни характеристик сипкого матеріалу або транспортуючої здатності норії, збільшують поточне задане значення навантаження привідного електродвигуна норії з установленого раніше докритичного значення на значення вище, ніж відповідне йому критичне значення навантаження, і, у момент досягнення ступенем заповнення башмака норії свого критичного значення, визначають нові критичні і докритичні значення навантаження привідного електродвигуна норії. Необхідність такого рішення поставленої задачі пояснюється наступними взаємозв'язаними чинниками. Перший чинник. Спосіб, який узятий як прототип до способу, що заявляється, і відповідно до якого стабілізація завантаження потоковотранспортної лінії сипких матеріалів, здійснюється за рахунок стабілізації навантаження привідного електродвигуна її норії на наперед заданому значенні цього навантаження, залежному від виду сипкого матеріалу, що транспортується, а зміна подачі сипкого матеріалу до башмака норії здійснюється зміною продуктивності розвантажувального пристрою витратного бункера, має важливі достоїнства. Він є найпростішим в реалізації способом автоматичного керування завантаженнями такої лінії. За певних умов, цей спосіб може забезпечувати стабільну роботу норії з продуктивністю, близькою до її гранично досяжного значення, тобто без переповнювань її башмака сипким матеріалом і, наступних за цим аварійних відключень всієї лінії. Ці умови зводяться до наступних: а) наказані для стабілізації задані значення навантаження привідного електродвигуна норії, повинні відпові 9 дати поточним фактичним властивостям сипкого матеріалу, що транспортується, і транспортуючої здатності норії; б) зміна властивостей сипкого матеріалу або умов його закінчення з витратного бункера через розвантажувальний пристрій на конвеєри, що призводять до змін навантаження на привідний електродвигун норії і, які в процесі стабілізації навантаження, повинні компенсуватися зміною продуктивності розвантажувального пристрою витратного бункера, повинні бути повільними і не змінювати транспортуючої здатності норії. Важливо, що при цьому способі керування конвеєри, які подають сипкий матеріал до башмака норії, працюють з незмінною швидкістю, відповідною її номінальному значенню, яке враховувалося при їх проектуванні, і тому надійність конвеєрів відповідатиме надійності, закладеній при проектуванні. Ці достоїнства прототипу в способі автоматичного керування, що заявляється, необхідно зберегти. Другий чинник. Одна з важливих особливостей прототипу способу автоматичного керування, що заявляється, полягає у тому, що керуючі дії, які повинні забезпечити стабілізацію навантаження привідного електродвигуна норії, і, суть яких - зміна продуктивності розвантажувального пристрою витратного бункера, мають велике запізнювання. Воно рівне часу транспортування сипкого матеріалу від розвантажувального пристрою його витратного бункера до башмака норії. Саме тому автоматичне керування, яке реалізується на основі способу-прототипу, може забезпечувати стабільну роботу норії з продуктивністю, близькою до її гранично досяжного значення, тільки при повільних змінах властивостей сипкого матеріалу або умов його закінчення з витратного бункера через розвантажувальний пристрій на конвеєри. Важливо, що при такому запізнюванні на керуючі дії, ліквідація переповнювання башмака норії сипким матеріалом можлива не раніше, ніж через час запізнювання. У окремому, але дуже важливому випадку, коли це переповнювання досягло критичного значення, то за час затримки на аварійне відключення лінії ліквідувати переповнювання башмака норії такою керуючою дією неможливо, і аварійне відключення лінії неминуче. У способі, що заявляється, пропонується цей недолік усунути, змінивши керуючу дію, застосувавши для керування подачею сипкого матеріалу до башмака норії не зміну продуктивності розвантажувального пристрою витратного бункера, а зміну швидкості привідних електродвигунів конвеєрів, що подають матеріал з витратного бункера до башмака норії. Оскільки при змінах швидкості електродвигунів швидкість робочого органу однакова по всій довжині, то транспортного запізнювання в реалізації такої керуючої дії не буде. Перехід на керуючу дію, реалізація якої здійснюється без запізнювання, згідно до способу, що заявляється, виробляється у момент досягнення ступенем заповнення башмака норії свого критичного значення. При цьому важливо, що навіть у тому випадку, коли переповнювання башмака норії сипким матеріалом досягло критичного значення, та відсутність запізнювання в реалізації керуючої дії, дозволить уникнути аварійного відключення лінії, оскільки за час, менший ніж час ви 57903 10 тримки на відключення, переповнювання башмака норії буде ліквідоване. Саме за рахунок цього, в основному, досягається рішення тієї частини поставленої технічної задачі, яка полягає в запобіганні аварійним відключенням конвеєрів і норії потоково-транспортної лінії сипких матеріалів. Третій чинник. При всіх достоїнствах регулювання швидкості конвеєрів для вирішення задачі стабілізації навантаження привідного електродвигуна норії, використовувати таку керуючу дію постійно, украй небажано через істотне підвищення вартості систем автоматичного керування, коли потоково-транспортних ліній на підприємстві багато, і зниження надійності конвеєрів через роботу не в тих умовах, для яких вони проектувалися. Тому для того, щоб використовувати достоїнства керуючої дії, зв'язаної із зміною швидкості привідних електродвигунів конвеєрів, і максимально нівелювати його недоліки, в способі, що заявляється, пропонується включати таку керуючу дію тільки на обмежений відрізок часу. Початок цього відрізка часу - момент досягнення ступенем заповнення башмака норії сипким матеріалом свого критичного значення і початок реалізації алгоритму керування по ліквідації. Важливо, що у цей момент часу, відповідно до способу, що заявляється, для стабілізації навантаження привідного електродвигуна норії визначається інше задане значення, оскільки установлене раніше задане значення навантаження виявилося не відповідним поточним фактичним характеристикам сипкого матеріалу і транспортуючої здатності норії, що і призвело до переповнювання її башмака сипким матеріалом. Відповідно до способу, що заявляється, нове задане значення навантаження визначається за значенням навантаження привідного електродвигуна у цей момент часу, якому привласнюється статус критичного значення навантаження, після чого це критичне значення зменшується до докритичного рівня і використовується як поточне задане значення. Кінець цього відрізка часу визначається моментом завершення спеціальної процедури керування, яка є складовою частиною способу, що заявляється, і яка починається після закінчення процесу стабілізації навантаження привідного електродвигуна норії на новому заданому значенні. Ця процедура забезпечує перехід (повернення) роботи привідних електродвигунів конвеєрів на їх номінальну швидкість, а керування завантаженням лінії - за рахунок зміни продуктивності розвантажувального пристрою витратного бункера, таким чином, щоб у момент цього переходу повторно не виникла б аварійна ситуація, зв'язана з переповнюванням башмака норії сипким матеріалом. Для цього необхідно понизити значення продуктивності розвантажувального пристрою витратного бункера по відношенню до того, при якому відбулося переповнювання башмака норії, причому понизити до такого ступеня, щоб стабілізація нового заданого значення навантаження здійснювалася б при швидкості привідних електродвигунів конвеєрів, близькій до їх номінальної швидкості. Враховуючи, що при зміні продуктивності розвантажувального пристрою зміна навантаження привідного двигуна виявлятиметься тільки через час транспортного 11 запізнювання, то відповідно до способу, що заявляється, ця зміна йде покроково, імпульсами, з періодом, рівним або більшим за час цього запізнювання. При цьому тривалість кожного імпульсу розраховується як величина, пропорційна різниці значень номінальної і фактичної швидкостей привідних електродвигунів конвеєрів. Такий процес є ітераційним і закінчується за 2-3 кроки. Коли різниця цих швидкостей дорівнюватиме нулю, то вони переводяться в режим нерегульованої швидкості. По-суті, це повернення до автоматичного керування завантаженням лінії, коли воно знову реалізується за відомим способом-прототипом. Але, при цьому, задане значення, на якому стабілізуватиметься навантаження привідного електродвигуна, і це принципово важливо, є не заданим наперед, як в прототипі, а спеціально визначеним в процесі роботи лінії, і, значить відповідним фактичним поточним характеристикам сипкого матеріалу і транспортуючої здатності норії. Саме за рахунок цього, в основному, досягається рішення тієї частини поставленої технічної задачі, яка полягає в збереженні рівня надійності устаткування лінії і мінімізації витрат на реалізацію способу автоматичного керування. Четвертий чинник. Друга з важливих особливостей прототипу способу автоматичного керування, що заявляється, полягає у тому, що задані значення навантаження привідного електродвигуна норії залишаються постійними в ході всього процесу транспортування конкретного виду сипкого матеріалу. Такі задані значення розраховуються апріорі, виходячи з фіксованих, наприклад, усереднених або несприятливих характеристик видів сипкого матеріалу і обмежень на транспортуючу здатність норії для відповідних видів сипкого матеріалу. Важливо, що в реальних умовах фактичні характеристики сипкого матеріалу і транспортуюча здатність норії не тільки апріорі невідомі, але й істотно змінюються в ході процесу транспортування. При прагненні максимально понизити вірогідність переповнювання башмака норії сипким матеріалом, розрахунок заданого навантаження ведуть, виходячи з несприятливої ситуації, яка може скластися під час транспортування, а це приводить до занижених заданих значень навантаження привідного електродвигуна норії і, як наслідок, до зниження продуктивності всієї лінії і енергоефективності її роботи. При прагненні підвищити продуктивність потоково-транспортної лінії, розраховуючи задані значення навантаження, виходячи з усереднених характеристик, ситуація ще більше погіршується. Це зв'язано з тим, що при більшій продуктивності частота аварійних зупинок збільшується, сумарна продуктивність лінії знижується через її простої, у тому числі, і тому, що подальший пуск конвеєрів і норії вимагає розвантаження робочих органів машин від сипкого матеріалу. Крім того, при частих зупинках і пусках лінії знижується надійність її устаткування через перевантаження, що виникають перед моментом аварійного відключення і при подальшому пуску устаткування. Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що заявляється, за п. 1 формули за 57903 12 безпечує запобігання аварійним зупинкам лінії, а на момент виникнення аварійної ситуації задане значення навантаження привідного електродвигуна норії перераховується, і установлюється таким, щоб продуктивність лінії була б близькою до максимально досяжної. Тобто в тих випадках, коли задане значення навантаження установлене завищеним або в ході процесу транспортування характеристики сипкого матеріалу і транспортуюча здатність норії змінюються в несприятливу сторону, то після виникнення аварійної ситуації, в ході її ліквідації, автоматична система керування, реалізована за способом, що заявляється, за п. 1 формули, здатна не тільки ліквідувати цю аварійну ситуацію, але і забезпечити ведення процесу, принаймні якийсь час, в режим,і близькому до максимально досяжної продуктивності. Але для ведення процесу транспортування в такому режимі дій, передбачених п. 1 формули способу, що заявляється, недостатньо. Недостатньо тому, що рівно можлива така ситуація, коли, по-перше, установлене задане значення навантаження для поточних (апріорі невідомих) характеристик сипкого матеріалу і транспортуючої здатності норії може виявитися заниженим, по-друге, характеристики сипкого матеріалу і транспортуюча здатність норії можуть змінюватися в сприятливу сторону (щодо вірогідності виникнення аварійної ситуації). У цій ситуації лінія працює із заниженою продуктивністю і, тому, аварійна ситуація, зв'язана з переповнюванням башмака норії сипким матеріалом протягом всього процесу його транспортування не виникає. І, що дуже важливо, в цій ситуації, у алгоритму керування, реалізованого за способом, що заявляється, за п. 1 формули, немає інформації про ступінь близькості продуктивності лінії до її гранично досяжного в конкретних поточних умовах значення, і, тому, задане значення навантаження не може коригуватися для досягнення такого значення продуктивності. Для того, щоб така інформація у алгоритму керування була в будь-якій ситуації, в п. 2 формули способу, що заявляється, передбачається періодичне підвищення заданого значення навантаження привідного електродвигуна норії із установленого раніше (докритичного) значення на значення вище, ніж відповідне йому критичне значення навантаження для сипкого матеріалу, що транспортується. Цим навмисно створюється аварійна ситуація, зв'язана з переповнюванням цим матеріалом башмака норії, і в ході її ліквідації, за п. 1 формули способу, що заявляється, визначаються нові значення критичного і докритичного навантаження привідного електродвигуна норії, відповідні фактичним поточним характеристикам сипкого матеріалу і транспортуючої здатності норії. Набуте нове докритичне значення навантаження установлюється як поточне задане значення навантаження. Стабілізуючи таке значення навантаження, продуктивність лінії буде близькою до гранично досяжної, в цих конкретних умовах, продуктивності. Оскільки характеристики сипкого матеріалу і транспортуюча здатність норії з часом змінюватимуться, то таке навмисне створення аварійної ситуації необхідно проводити періодично, поновлюючи тим самим поточні значення за 13 даного навантаження привідного електродвигуна норії. Очевидно, що інтервал часу цього періоду повинен бути достатньо великим, таким, протягом якого можуть відбутися помітні зміни характеристик сипкого матеріалу або транспортуючої здатності норії. У загальному випадку доцільним може бути інтервал часу, рівний від 200 до 500 повних оборотів стрічки норії. Але його конкретне значення обирається, виходячи з конкретних умов роботи лінії. Саме за рахунок цього, остаточно досягається рішення тієї частини поставленої технічної задачі, яка полягає в підвищенні продуктивності потоково-транспортної лінії аж до її гранично досяжного значення, відповідного поточним характеристикам сипкого матеріалу і транспортуючої здатності норії. Спосіб, що заявляється, пояснюється графіками і кресленням, де: фіг. 1 - схема одного з варіантів системи автоматичного керування для здійснення способу, що заявляється; фіг. 2 - графіки, які ілюструють послідовність здійснення сукупності дій, додатково введених в способі, що заявляється, а саме, зміни в часі змінних процесу транспортування при виникненні і ліквідації аварійної ситуації, зв'язаної з переповнюванням башмака норії сипким матеріалом. Варіант системи автоматичного керування, який здійснює спосіб контролю, що заявляється (див. фіг. 1). До складу ділянки транспортно-технологічної лінії входить витратний бункер сипкого матеріалу 1 з розвантажувальним пристроєм 2, наприклад засувкою, яка забезпечена виконавчим механізмом, що змінює витрату матеріалу з бункера на транспортно-технологічну лінію пропорційно сигналу керування U1, два горизонтальні конвеєри 3, 4 і вертикальний конвеєр - норію 5 з привідними електродвигунами змінного струму, силові комутаційні пристрої 6, 7 і 8, перетворювач частоти 9, що змінює частоту на своєму силовому виході пропорційно сигналу керування U2, логічний елемент «АБО» 10, датчик навантаження привідного електродвигуна норії 11, датчик «підпору» сипкого матеріалу 12, таймер 13, задатчик навантаження привідного електродвигуна норії 14 [до складу задатчика 14 входять блок вибору коду матеріалу, що транспортується, 15, блок зберігання початкових (номінальних) значень навантаження привідного електродвигуна норії 16, комутатор заданого значення навантаження привідного електродвигуна норії 17, блок запису і зберігання 19, блок масштабування 20], формувач імпульсу 18, регулятори навантаження привідного електродвигуна норії 21 і 22, алгебраїчні суматори 23 і 32, комутатори контурів регулювання 24 і 25, блоки оцінки закінчення перехідного процесу 26 [до складу якого входить блок алгебраїчного модуля 27 і фільтр низької частоти 28, компаратор 29] і 33 [до складу якого входить блок алгебраїчного модуля 34, фільтр низької частоти 35, компаратор 36], генератор імпульсів 30, блок алгебраїчного перетворення 31. Спосіб здійснюється наступним чином. 57903 14 Привідний електродвигун норії 5 у всіх режимах роботи, які розглядаються в способі, що заявляється, живиться від силової електричної мережі промислової (практично постійної) частоти, наприклад, з номінальним значенням 50 Гц, підключаючись до неї через силовий комутаційний пристрій 6 (Примітка. Ланцюги керування силовими комутаційними пристроями, які реалізують типові функції включення і відключення електродвигунів при пуску і зупинці лінії, і, безпосередньо не зв'язані з реалізацією пропонованого способу, на схемі не показані). Привідні електродвигуни конвеєрів 3 і 4 живляться в номінальних сталих режимах роботи, тобто головним чином, від тієї ж силової електричної мережі. В цьому випадку їх силові комутаційні пристрої 7 і 8, по команді (сигналу) управління SПЧ=0, включені в положення «0». Швидкості привідних електродвигунів конвеєрів і норії і, як наслідок, їх робочих органів, що переміщають сипкий матеріал, при живленні від електричної мережі промислової частоти, матимуть постійні значення пропорційні значенню цієї частоти. По команді (сигналу) керування SПЧ=1 силові комутаційні пристрої 7 і 8 перемикаються в положення «1» і привідні електродвигуни конвеєрів 3 і 4 перемикаються на живлення від перетворювача частоти 9, тобто від спеціальної (локальної) електричної мережі змінної частоти. При такій схемі живлення швидкості електродвигунів конвеєрів і, як наслідок, їх робочих органів, будуть змінюватися пропорційно значенню частоти на силовому виході перетворювача частоти 9. Значення цієї частоти, у свою чергу, задаватиметься сигналом керування U2, що надходить на керуючий вхід частотного перетворювача 9. Команда керування SПЧ включенням перетворювача частоти 9 формується логічним елементом «АБО» 10, як логічна сума сигналів його вхідних сигналів SДП і SПП, суть яких описана нижче. Поточний ступінь завантаження норії 5, а значить і всієї транспортно-технологічної лінії, контролюється двома датчиками. По-перше, датчиком навантаження привідного електродвигуна норії 11 з безперервним вихідним сигналом М, який вимірює величину пропорційну електричній потужності, споживаної електродвигуном норії на переміщення її робочого органу з мережі. По-друге, датчиком підпору сипкого матеріалу 12 з релейним (логічним) вихідним сигналом SДП, який контролює рівень заповнення цим матеріалом башмака норії. Спрацьовування датчика підпору, тобто перехід його вихідного сигналу із стану «0», коли SДП=SДП0=0, в стан «1», коли SДП=SДП1=1, означає, що ступінь заповнення башмака норії сипким матеріалом досяг критичного значення (подія SДП). Сигнал про подію SДП1 зводить таймер 13, який на час ТВІДКЛ затримує реалізацію команди керування SAB на аварійне (одночасне, без розвантаження конвеєрів від матеріалу, що транспортується) відключення всіх привідних електродвигунів конвеєрів від мережі, тобто на припинення роботи всієї лінії в аварійному режимі. Команда SAB буде реалізована, якщо за час, рівний ТВІДКЛ, ступінь заповнення сипким матеріалом башмака норії, що транспортується, не знизиться нижче критичного, тобто 15 якщо за час затримки сигнал SДП не стане рівним SДП0. Задане значення навантаження привідного електродвигуна норії МЗД і, значить, всієї лінії, формується задатчиком 14. Він має два канали. Перший канал формує початкове задане значення МЗДП, що розраховується з урахуванням типу і номінальних характеристик сипкого матеріалу цього типу і номінальної продуктивності норії на цьому типі сипкого матеріалу. У блоці 15 зберігаються варіанти апріорі розрахованих номінальних значень навантаження привідного електродвигуна норії для матеріалів всіх типів, що транспортуються, виходячи з вибраних умов, наприклад, умови максимальної близькості їх до гранично допустимого об'єму заповнення ковшів норії. За кодом матеріалу, який задається в блоці 15, в блоці 16 вибирається відповідне йому початкове задане значення навантаження привідного електродвигуна норії МЗДП, і подається на вхід «0» комутатора 17. Другий канал формує поточне задане значення МЗДТ, близьке до максимально досяжної продуктивності норії і лінії. Значення МЗДТ повинне враховувати не номінальні, а фактичні характеристики сипкого матеріалу, що транспортується, і фактичну гранично досяжну продуктивність норії на цьому типі сипкого матеріалу. Принципово важливо, що значення вказаних змінних апріорі невідомі і вони можуть істотно змінюватися навіть в процесі транспортування одного типу сипкого матеріалу. Тому поточне значення МЗДТ може бути визначене тільки в ході самого процесу транспортування. Визначення значення МЗДТ відбувається таким чином. У момент спрацьовування датчика підпору 12, тобто у момент часу, коли його сигнал 8ДП переходить із стану SДП0 в стан SДП1, формувач імпульсу 18 дає команду блоку запису-зберігання 19 на запис і подальше зберігання поточного значення навантаження М привідного електродвигуна норії. Це значення відповідає критичному навантаженню МКР привідного електродвигуна норії, тобто навантаження привідного електродвигуна норії у момент спрацьовування датчика 12, коли значення М=МКР. Значення МЗДТ розраховується в блоці масштабування 20, де значення МКР зменшується до «докритичного» рівня множенням МКР на коефіцієнт, менший одиниці. Таке задане значення навантаження МЗДТ привідного електродвигуна норії забезпечує продуктивність норії, близьку до її максимально досяжної продуктивності в конкретних умовах роботи. З виходу блока масштабування 20 це значення МЗДТ подається на вхід «1» комутатора 17. Від моменту запуску лінії в роботу, і поки сигнал SДП дорівнював SДП0, до моменту першої появи сигналу SДП=SДП1, комутатор 17 увімкнений в стан «0». Весь цей час на виході задатчика 14 значення МЗД буде рівне початковому заданому значенню навантаження МЗДП. З моменту першої появи сигналу SДП=SДП1 комутатор 17 перемикається в стан «1» і залишається в цьому стані аж до зупинки лінії. Стабілізація навантаження М привідного електродвигуна норії 5 здійснюється одним з двох контурів стабілізації (регулювання). Для обох контурів вхідними сигналами їх регуляторів 21 і 22 є одна і 57903 16 та ж величина непогодження між значеннями МЗД і М, яка обчислюється на суматорі 23. Перший контур стабілізації реалізується через регулятор 21. Він змінює ступінь завантаження норії і лінії сипким матеріалом і, як наслідок, навантаження М привідного електродвигуна норії 5, змінюючи продуктивність розвантажувального пристрою 2 витратні бункери 1, за рахунок зміни керуючої дії U1=U11(U11 - це 1-й варіант формування керуючої дії U1). Для роботи цього (першого) контура комутатори 24 і 25 повинні знаходитися в стані «0». Ця умова виконується від моменту запуску лінії до появи події SДП1. Важливою особливістю першого контуру стабілізації М є велике транспортне запізнювання в зміні навантаження М привідного електродвигуна норії при зміні керуючої дії U1. Це запізнювання дорівнює часу транспортування сипкого матеріалу конвеєрами 3 і 4, причому його величина значно перевищує час ТВІДКЛ. Через це запізнювання регулятор 21 може з прийнятною якістю стабілізувати значення М на рівні МЗД і, зокрема, може не допускати появи таких динамічних відхилень М від МЗД, при яких виникають події SДП1, тільки за певних умов. Ці умови полягають в наступному - будь-які зміни в процесі транспортування матеріалу, наслідки яких повинен компенсувати регулятор 21 при стабілізації М за рахунок зміни U1, повинні бути повільними. До таких змін відносяться: а) зміни характеристик матеріалу, що супроводжуються змінами швидкості закінчення сипкого матеріалу з бункера 1 на транспортер 3, і зміни його об'ємної маси; б) зміни технічного стану норії, що призводять до зміни граничного заповнення ковшів норії матеріалом, що транспортується. В тому випадку, якщо з якихось причин подія SДП1 виникла, то регулятор 21 принципово не здатний усунути переповнювання сипким матеріалом башмака норії за час, менший або рівний ТВІДКЛ. Це обумовлено тим, що через транспортне запізнювання на конвеєрах 3 і 4, при фіксованій швидкості їх робочих органів, зменшення подачі матеріалу в норію 5 може початися тільки через час, рівний часу цього запізнювання. Другий контур стабілізації М реалізується через регулятор 22. Він змінює ступінь завантаження норії і лінії сипким матеріалом і, як наслідок, навантаження М привідного електродвигуна норії 5, за рахунок зміни керуючої дії U2 на перетворювач частоти 9, змінюючи при цьому частоту живлення і, отже, частоту обертання привідних електродвигунів конвеєрів 3 і 4 та, одночасно, швидкість руху робочих органів цих конвеєрів. У цьому, другому, контурі стабілізації транспортне запізнювання відсутнє, оскільки зміна швидкості руху робочих органів конвеєрів і матеріалу, що транспортується ними, відбувається практично одночасно по всій їх довжині. Це дозволяє забезпечувати високу швидкодію (динамічну точність) стабілізації М на рівні МЗД навіть при великих швидкостях зміни характеристик матеріалу і технічного стану норії. Висока швидкодія другого контуру стабілізації М дозволяє, навіть у разі виникнення події SДП1, усунути його за час менший, ніж ТВІДКЛ, не припустивши при цьому аварійного відключення лінії. Для роботи цього (другого) контуру комутатор 24 може знаходитися 17 в будь-якому із станів «0» або «1», а комутатор 25 повинен бути перемкнутий в стан «1». Виходячи із зручності побудови системи, доцільно комутатор 24 перемикати в стан «1» синхронно з комутатором 25. Інформацію про закінчення процесу регулювання в цьому контурі дає блок оцінки закінчення перехідного процесу 26. Він аналізує значення різниці заданого і фактичного навантажень (МЗД-М) привідного електродвигуна норії 5, одержувану на виході суматора 23 і формує сигнал (команду) у вигляді логічного нуля («0»), якщо ці відхилення стали нульовими. Блок 26 містить наступні блоки: блок алгебраїчного модуля 27, що робить значення різниці МЗД-М знакопостійними; фільтр низької частоти 28, який осереднює сигнал і запобігає появі його нульових значень під час переходу через нуль різниці МЗД-М; компаратор 29, який формує з безперервного логічний (дискретний) сигнал нуль («0») або одиниця («1»). Сигнал логічний «0» на виході компаратора 29 і всього блока 26 з'являється тільки тоді, коли рівність заданого і фактичного значень навантаження привідного електродвигуна норії 5, тобто умова МЗД-М=0, виконується на такому по тривалості інтервалі часу, на якому перехідні процеси у фільтрі низької частоти 28 повністю закінчаться і сигнал на його виході стане рівним нулю. Після закінчення перехідного процесу в цьому контурі вихідний сигнал датчика підпору сипкого матеріалу 12 гарантовано повертається в стан логічного нуля (SДП=0=SДП0) і на перший вхід логічного елементу «АБО» 10 поступатиме сигнал логічного нуля. При цьому на його другий вхід поступає сигнал логічної одиниці з блока закінчення перехідного процесу 33 (SПП=1). Через виконання логічної функції «АБО» на виході логічного елементу 10 зберігається логічна одиниця (SПЧ=1 - перетворювач 9 включений). Сигнал на виході блока 33 буде рівний логічній одиниці (SПП=1) поки існує різниця частот f, частот, між частотою, яку генерує перетворювач частоти 9, і частотою в силовій електричній мережі промислової частоти. Ця різниця надходить до входу блока 33 з виходу алгебраїчного суматора 32. Блок 33 містить: блок алгебраїчного модуля 34, фільтр низької частоти 35 і компаратор 36. Блок 33 реалізований і працює аналогічно блоку 26. Логічний нуль на виході блока 26 означає, що загроза виникнення події SДП1 регулятором 22 ліквідована і може бути почата процедура висновку перетворювача частоти 9 з системи керування даним маршрутом, зокрема для отримання можливості використовування його в задачах керування іншими маршрутами. Оскільки дії регулятора 22 після виникнення події SДП1 завжди призводять до зниження швидкостей привідних електродвигунів конвеєрів 3 і 4 та швидкостей руху їх робочих органів, то пряме перемикання їх живлення від перетворювача частоти 9, що дає знижену частоту, на загальну мережу живлення з промисловою частотою, призвело б до повторної події SДП1. Тому, перед таким перемиканням необхідно, при збереженні (стабілізації) навантаження М привідного електродвигуна норії 5 на рівні знайденого заданого значення МЗДТ, вивести конвеєри 3 і 4 на швидкість руху їх робочих органів, відповідній номіна 57903 18 льній частоті живлячої мережі. Для цього, при положенні комутаторів, що зберігається, 24 і 25 (обидва включені в положення «1») і, одночасно, за наявності логічного «0» на виході блоку оцінки закінчення перехідного процесу 26, генератор імпульсів 30 видає керуючий імпульс U12 (U12 - це 2-й варіант формування керуючої дії U1) на виконавчий механізм заслінки розвантажувального пристрою 2 у напрямі зменшення його продуктивності. Тривалість ТI цього імпульсу розраховується в блоці алгебраїчного перетворення 31 як величина пропорційна різниці номінальної fНОМ і фактичної f частот мережі живлення електродвигунів конвеєрів (fHОM-f=f), одержаної на виході суматора 32. Це зниження продуктивності викликає появу нової невідповідності між заданою МЗДТ і фактичним М навантаженням привідного електродвигуна норії. Усуваючи цю невідповідність, регулятор 22 підвищуватиме свою керуючу дію U2 і, отже, значення частоти для перетворювача частоти 9, підвищуючи тим самим швидкість привідних електродвигунів конвеєрів 3 і 4. Якщо після першого імпульсу U1=U12, що понизив витрату сипкого матеріалу через розвантажувальний пристрій 2, величина різниці f не стане рівною нулю, то через час ТП генератор 31 сформує наступний імпульс U1=U12, величина і знак якого залежатимуть від величини і знаку різниці f. Це, як і при першому імпульсі, зрештою, призведе до зміни частоти живлення електродвигунів конвеєрів. Подача імпульсів U1=U12 з інтервалами часу ТП продовжуватиметься до тих пір, поки f не стане рівною нулю. (На практиці, для досягнення умови f=0, будуть достатні не більше двох - трьох імпульсів). Час ТП повинен бути вибраний рівним або більшим від часу переміщення сипкого матеріалу конвеєрами 3 і 4 від розвантажувального пристрою 2 до його подачі до башмака норії 5. Інформацію про повне завершення процесу підготовки до перемикання привідних електродвигунів конвеєрів до живлення безпосередньо від мережі, включаючи завершення перехідних процесів в контурі стабілізації М зміною U2, дає блок оцінки закінчення перехідного процесу 33. При достатньо тривалому виконанні умови f=0, такому, що перехідні процеси у фільтрі 35 закінчаться і сигнал на його виході стане нульовим, на виході компаратора 36 і всього блоку 33 з'явиться сигнал логічного «0», тобто SПП=0. При цьому на обох входах логічного елементу «АБО» 10 сигнали будуть рівні нулю (SДП=0 і SПП=0), що відповідно до логічної функції «АБО» сформує на виході цього логічного елементу логічний нуль (SПЧ=0). По команді керування SПЧ=0 силові комутаційні пристрої 7 і 8 перемкнуться в положення «0» і привідні електродвигуни конвеєрів почнуть одержувати живлення від загальної мережі живлення промислової частоти. Одночасно з цим, комутатори 24 і 25 будуть установлені в положення «0», замкнувши контур стабілізації навантаження М привідного електродвигуна норії через регулятор 21. На цьому процедура висновку перетворювача частоти 9 з системи автоматичного керування лінією транспортування сипкого матеріалу, який був включений туди для ліквідації підпору сипкого матеріалу в башмаку норії, тобто 19 події SДП1, закінчена. З цієї миті перетворювач частоти 9 може бути використаний в задачах керування іншими лініями, а дана лінія працюватиме в режимі, близькому до гранично досяжної продуктивності, для поточних умов роботи, яка підтримуватиметься регулятором 21. При повторному виникненні події SДП1 перетворювач частоти 9 знов буде ввімкнений в систему керування лінією до ліквідації події SДП1. Роботу описаного вище варіанту системи автоматичного керування завантаженням потоковотранспортної лінії сипких матеріалів, який реалізує спосіб, що заявляється, ілюструють графіки (див. фіг. 2) синхронної зміни змінних процесу транспортування при виникненні і ліквідації аварійної ситуації, зв'язаної з переповнюванням башмака норії сипким матеріалом. Графіки одержані методом імітаційного моделювання з використанням математичних моделей всіх видів устаткування потоково-транспортної лінії. Застосування способу, що заявляється, для реалізації систем автоматичного керування завантаженням потоково-транспортних ліній сипких матеріалів дозволить запобігти аварійним їх зупин 57903 20 кам, які зв'язані з переповнюванням башмака норії сипким матеріалом, і негативні наслідки цих зупинок. Одночасно, це дозволить вести процеси транспортування з високою, близькою до максимально досяжної в конкретних умовах роботи лінії, продуктивністю. Джерелами економічного ефекту, який буде одержаний при упровадженні таких систем, є зниження часу і енерговитрат на виконання операцій по транспортуванню або перевантаженню партій сипкого матеріалу, усунення чинників, які прискорюють знос устаткування і знижують його надійність, запобігання необхідності використовування ручної праці для розвантаження устаткування від сипкого матеріалу, що транспортується, пов'язаної з аварійними зупинками лінії, можливість використовування одного перетворювача частоти на всю кількість ліній транспортування сипких матеріалів, які є на підприємстві. Алгоритми керування за способом автоматичного керування, що заявляється, реалізовані на базі контролера Simatic S7-300 фірми Siemens, і готуються до упровадження на одному з підприємств по зберіганню і перевалюванню зерна. 21 Комп’ютерна верстка І.Скворцова 57903 Підписне 22 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automatic control of loading flow-transport line of bulk materials
Автори англійськоюAnnaev Batyr Seidullaievych, Herasimov Valerii Volodymyrovych, Khobin Viktor Andriiovych, Kiriazov Ivan Mykolaiovych, Shestopalov Stanislav Volodymyrovych, Yeriomin Maksym Anatoliiovych, Verydusov Petro Oleksandrovych, Stepanov Mykhailo Tymofiiovych, Tymofieiev Oleksii Oleksandrovych
Назва патенту російськоюСпособ автоматического управления загрузкой поточно-транспортной линии сыпучих материалов
Автори російськоюАннаев Батыр Сейдуллаевич, Герасимов Валерий Владимирович, Хобин Виктор Андреевич, Кирьязов Иван Николаевич, Шестопалов Станислав Владимирович, Еремин Максим Анатольевич, Веридусов Петр Александрович, Степанов Михаил Тимофеевич, Тимофеев Алексей Александрович
МПК / Мітки
МПК: B65G 17/00
Мітки: керування, автоматичного, сипких, матеріалів, завантаженням, спосіб, потоково-транспортної, лінії
Код посилання
<a href="https://ua.patents.su/11-57903-sposib-avtomatichnogo-keruvannya-zavantazhennyam-potokovo-transportno-lini-sipkikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів</a>
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів
Номер патенту: 34335
Опубліковано: 11.08.2008
Автори: Андріященко Георгій Володимирвоич, Хобін Віктор Андрійович
МПК: B65G 17/00
Мітки: потоково-транспортної, лінії, матеріалів, автоматичного, сипких, керування, спосіб, завантаженням
Формула / Реферат:
Спосіб автоматичного керування завантаженням потоково-транспортної лінії сипких матеріалів, що вимірює навантаження приводного електродвигуна норії, який відрізняється тим, що зміряне значення навантаження приводного електродвигуна норії порівнюють із заданим значенням навантаження, для конкретного виду сипкого матеріалу, і у разі їх невідповідності, продуктивність розвантажувального пристрою бункера змінюють для досягнення їх рівності.
Пристрій для підпресовування сипких матеріалів перед їх завантаженням у спікальні агрегати
Номер патенту: 40836
Опубліковано: 27.04.2009
Автори: Учитель Олександр Давидович, Григор'єва Вікторія Георгіївна, Пополов Дмитро Володимирович
МПК: B01J 2/26
Мітки: спікальні, сипких, агрегаті, завантаженням, матеріалів, підпресовування, пристрій
Формула / Реферат:
Пристрій для підпресовування сипких матеріалів перед їх завантаженням у спікальні агрегати, що містить раму, пресуючий валок, амортизатори, який відрізняється тим, що пресуючий валок забезпечений віброзбудником, котрий забезпечує коливання останнього з амплітудою від 0,3-10-3 до 0,4-10-3 метрів при частоті 50 Гц, це дозволяє створити додатковий пресуючий тиск на матеріал, причому віброзбудник встановлений на рамі таким чином, що його центр...
Спосіб керування пневмовібраційним процесом розподілу сипких матеріалів
Номер патенту: 75404
Опубліковано: 17.04.2006
Автори: Чумак Вячеслав Федорович, Уманець Олександр Сергійович, Єфремов Юрій Іванович, Кофанов Олександр Сергійович
МПК: B07B 4/08
Мітки: сипких, пневмовібраційним, процесом, спосіб, матеріалів, розподілу, керування
Формула / Реферат:
Спосіб керування пневмовібраційним процесом розподілу сипких матеріалів, тобто процесом з використанням вібраційного діяння та одночасного діяння висхідного потоку повітря для розподілу сипких матеріалів на легку та важку фракції на похилій перфорованій робочій поверхні, яка має нахил у поздовжньому напрямку, завантажується вихідним матеріалом у її середній частині та розвантажується у нижньому торці (легка фракція) і у верхньому торці (важка...
Спосіб автоматичного вимірювання рівня сипких матеріалів
Номер патенту: 24382
Опубліковано: 17.07.1998
Автори: Ващенко Сергій Борисович, Носов Григорій Романович, Коротков Микола Борисович, Ващенко Борис Іванович
МПК: G01F 23/28, E04H 7/00
Мітки: матеріалів, спосіб, вимірювання, сипких, рівня, автоматичного
Формула / Реферат:
Спосіб автоматичного вимірювання рівня сипких матеріалів, що вимірює довжину незасипаної частини струни, який відрізняється тим, що струну збуджують механічним імпульсом, фіксують момент часу збудження, сприймають відбитий імпульс, фіксують момент часу повернення відбитого імпульсу, вимірюють різницю зафіксованих моментів часу, перетворюють одержану різницю часу в результуючий рівень засипки шляхом множення на постійний коефіцієнт.
Спосіб автоматичного контролю якості сипких матеріалів на конвеєрних стрічках
Номер патенту: 90453
Опубліковано: 11.05.2010
Автори: Невойса Ерік Григорович, Невойса Олександр Ерикович, Невойса Дмитро Ерікович
МПК: B03B 13/00, B65G 43/00
Мітки: контролю, якості, сипких, спосіб, конвеєрних, стрічках, матеріалів, автоматичного
Формула / Реферат:
Спосіб автоматичного контролю якості сипких матеріалів на конвеєрних стрічках, який здійснюють за допомогою датчика безперервного контролю якості, який відрізняється тим, що одночасно з автоматичним контролем якості контролюють кількість матеріалу на конвеєрі та встановлюють величину швидкості конвеєрної стрічки такою, щоб кількість матеріалу у об’ємі контролю якості була оптимальна для даного датчика безперервного контролю якості.
Попередній патент: Спосіб формування потужних радіоперешкод бортовим засобам прийому радіосигналів
Наступний патент: Гімнастична дошка для самокорекції порушень постави й тренінгу основних м’язів
Випадковий патент: Упаковка для лікарських препаратів