Пристрій безперервної та комбінованої дії для підсиленого вібрацією фарбування розпиленням по всій ширині тканини

Формула / Реферат
1. Пристрій для фарбування розпиленням, який містить: технологічний чан, що має широкий канал, верхній по технологічному ланцюгу сектор та нижній по технологічному ланцюгу сектор для проходження крізь них тканини і піддання її фарбуванню або іншим обробним операціям; причому технологічний чан містить верхню по технологічному ланцюгу бічну стінку, її верхній кінець та вхідний канал на верхньому кінці верхньої по технологічному ланцюгу бічної стінки та нижню по технологічному ланцюгу бічну стінку, її верхній кінець та вихідний канал на верхньому кінці нижньої по технологічному ланцюгу бічної стінки; рухоме колесо для протягування тканини на кожному із згаданих каналів, вхідному і вихідному, та карман для накопичення тканини, розташований під вхідним каналом у верхньому по технологічному ланцюгу секторі каналу в технологічному чані; спрямовуючий канал для тканини, який має верхні бічні стінки, розміщені похило між карманом для накопичення тканини та вихідним каналом так, що нижній по технологічному ланцюгу кінець спрямовуючого каналу для тканини знаходиться вище його верхнього по технологічному ланцюгу кінця; сопло для фарбника, розміщене на верхніх бічних стінках спрямовуючого каналу для тканини, трубопровід та насос для фарбника, з'єднаний трубопроводом з соплом для фарбника, щоб прокачувати крізь нього фарбник або обробну рідину, завдяки чому фарбник або обробну рідину розпилюють на велику площу тканини; кілька розділених секторами спрямовуючих повітря сопел, виконаних вздовж каналу в нижній ділянці бічних стінок спрямовуючого каналу для тканини; відбивний екран, який має верхню поверхню, утворену в нижньому по технологічному ланцюгу напрямі від спрямовуючих повітря сопел, вентилятор та трубопровід для з'єднання вентилятора зі спрямовуючими повітря соплами та для подачі стисненого повітря до та крізь спрямовуючі повітря сопла як повітряного потоку, причому дія повітряного потоку вздовж верхньої поверхні відбивного екрана у верхньому по технологічному ланцюгу напрямі тканини є такою, що тиск внизу під тканиною нижчий внаслідок вищої швидкості повітряного потоку, а тиск зверху над тканиною вищий внаслідок нижчої швидкості повітряного потоку, і верхній та нижній повітряні потоки взаємодіють між собою, а це гарантує, що тканина може пройти через спрямовуючий канал для тканини з періодичними вібраціями, при цьому тканина постійно підштовхується за рахунок різниці тисків та гравітації, і має тісний контакт з повітряним потоком, таким чином збільшуючи інтенсивність перетворення енергії з проникненням фарбника крізь тканину.
2. Пристрій для фарбування розпиленням за п. 1, який відрізняється тим, що містить спрямовуючу пластину гальмівного типу для циркуляції газу і рідини, яка має нижній в напрямку технологічного ланцюга сектор та канал, що розділяє циркуляцію газу і рідини, які знаходяться між спрямовуючим каналом для тканини і карманом для накопичення тканини; та сітку під спрямовуючим каналом; у якому спрямовуюча пластина для циркуляції газу і рідини утворена подовженням відбивного екрана і має форму дугового заокруглення в нижньому по технологічному ланцюгу секторі спрямовуючої пластини для циркуляції газу і рідини, певну кількість трубок для зливання рідини та повітряний канал, сформований між трубками для зливання рідини так, що рідина може протікати через зливні трубки уздовж спрямовуючої пластини для циркуляції газу і рідини, завдяки тертю об цю спрямовуючу пластину гальмівного типу так, що повітряний потік може циркулювати під тканиною і проходити через сітку, що знаходиться під карманом для накопичення тканини, та може бути знову спрямованим у вентилятор через циркуляційний канал.
3. Пристрій для фарбування розпиленням за п. 1, який відрізняється тим, що містить пристрій із соплами для розпилення, який містить декілька сопел та прохідний трубопровід, оснащений цими соплами, трубопровід для подавання фарбника, з'єднаний з кінцем прохідного трубопроводу, нагнітальний насос та трубопровід для подавання пари, та регулюючий клапан, встановлений так, що фарбувальна вода або фарба можуть бути спрямовані до сопла на каналі розподілу повітря.
4. Пристрій для фарбування розпиленням за п. 1, який відрізняється тим, що містить пристрій для надання коливань тканині, що знаходиться під рухомим колесом для протягування тканини на верхній по технологічному ланцюгу стінці технологічного чана, причому пристрій для надання коливань тканині містить коливну пластину, привідну вісь на одному з кінців коливної пластини, ведучу тягу, силовий привід, у якому коливна пластина може бути зафіксованою на привідній осі, причому один кінець осі виходить за межі стінки чана і зв'язаний із силовим приводом так, що коливна пластина може здійснювати поздовжній зворотно-поступальний рух, а згадана тканина, проходячи мимо цієї коливної пластини, падає в карман для накопичення тканини.
5. Пристрій для фарбування розпиленням за п. 1, який відрізняється тим, що містить вхід для повітря і вихід для вихлопу, виконані на вхідному каналі вентилятора; вихід для випуску гарячого повітря і вхід для азоту, виконані на бічних стінках технологічного чана; та вихід для повторного використання обробної рідини, розташований на дні технологічного чана; в якому на кожному із згаданих входів і виходів передбачено регулюючий клапан, а надходження повітря в технологічному чані може регулюватися.
6. Пристрій для фарбування розпиленням за п. 1, який відрізняється тим, що містить теплообмінник, фільтр, та канал для проходу або циркуляції фарбника, приєднаний до теплообмінника та фільтра.
7. Пристрій для фарбування розпиленням за п. 1, який відрізняється тим, що містить нагнітальний насос та водяне сопло, виконане в технологічному чані; в якому водяне сопло приєднано до нагнітального насоса так, що після завершення кожного процесу фарбування вода може бути спрямована в сопло для ежектування на тканину.
Текст
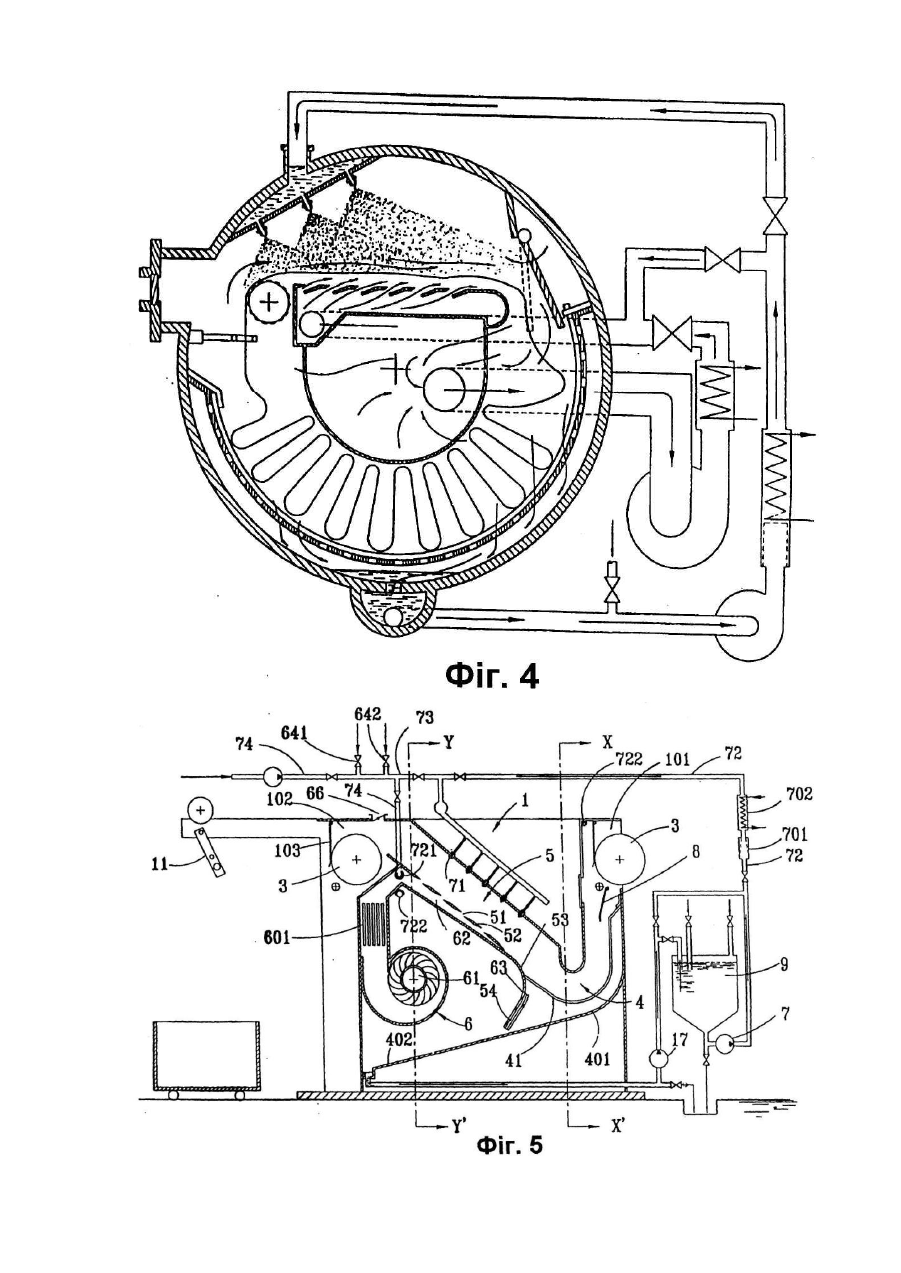
Винахід загалом стосується пристрою безперервної та комбінованої дії для підсиленого вібрацією фарбування розпиленням по всій ширині тканини (далі "пристрій безперервної дії для фарбування розпиленням"), який є високоефективним зберігаючим довкілля пристроєм безперервної дії для фарбування і обробки розпиленням. Термін "пристрій безперервної дії для фарбування розпиленням" використовується тут з наміром позначити пристрій для фарбування і обробки, який забезпечує в безперервному режимі фарбування та інші операції обробки тканини. Тканина безперервно подається повністю розтягнутою у ширину. Рідкі фарбник та інші обробні речовини приводяться у контакт з тканиною в атомарній формі з допомогою сопел розпилення, установлених над нею. Під тканиною формують високошвидкісний струмінь повітря, щоб утворити зону низького тиску, яка спричинює появу різниці тисків між верхньою і нижньою сторонами розтягнутої тканини. Статичний тиск над тканиною більший, ніж тиск знизу, а тому тканина може не тільки підніматися вгору і вільно розтягуватися в ширину завдяки високошвидкісному стр уменю повітря, але через незбалансованість тисків вона може також періодично сильно вібрувати під час руху. Вібрація забезпечує енергію, за рахунок якої фарбник, обробні речовини або окислювальні гази проникають в текстуру тканини, що підсилює інтенсивність поглинання та швидкість дифузії фарбника в тканину. Таким чином, можна досягти фарбування та обробки у безперервному режимі з високою ефективністю, низьким енергоспоживанням, низьким значенням рідинного коефіцієнта та з незначним забрудненням. Даний винахід стосується, зокрема, ефекту, який викликається високошвидкісними струменями повітря, створеними у спрямовуючому тканину каналі. Він не тільки підсилює проникнення та дифузію фарбника, але й прискорює проникнення окислювальних газів, що дозволяє досягти швидкого проявлення фарбника при проведенні низькотемпературного окисно-відновного фарбування. Під час виконання інших обробних операцій він надає можливість також дуже ефективно видалити з тканини небажані часточки і сторонні домішки і, як результат, ефективно завершити операції розшліхтування, очищення, вибілювання, мильної обробки, відновлення, обробки ферментами, полоскання, зм'якшення! та висушування. Таким чином, даний винахід дозволяє виконати всі операції з фарбування і обробки за дуже короткий час порівняно з відомими пристроями для фарбування. Відомий пристрій для безперервного фарбування характеризується тим, що в ньому поєднується більше двох пристроїв, які в процесі фарбування у безперервному режимі виконують різні функції. Процес фарбування поділяється на три етапи: фарбування в плюсувальній машині, проявлення і фіксування барвника, а також операції промивання і висушування. Поширені серійні машини безперервного фарбування удосконалюються шляхом поліпшеного виконання операції фарбування плюсуванням. Для виконання певної операції деякі розробники дотримуються особливих способів фарбування; інші вибирають специфічні комбінації з окремих пристроїв. Тому, щоб отримати найбільш прийнятний метод виробництва, зумовлений обмеженнями, що їх накладає оточуюче середовище фабрики, операції попередньої обробки завжди відділяються від операції фарбування. Звернімося до Фігур 1 і 2. На Фіг. 1 подано вид збоку об'єднаної конструкції відомої машини безперервної дії для фарбування плюсуванням. На Фіг. 2 показано вид збоку відомої мийної машини безперервної дії з розтягом тканини у ширину. Об'єднана конструкція з Фіг. 1 містить (перелік подано відповідно до виробничої послідовності): плюсувальну машину А для фарбування, запарну камеру або сушарку В, машину С окислення киснем повітря, плюсувальну машину D для обробки реагентами, запарну камеру Е, мийний апарат F, пристрій G для видалення води і сушарку Н. Усі пристрої з'єднані послідовно, і тканина протягується, з допомогою установлених на кожному пристрої привідного валка і осі, що її спрямовує, проходячи у безперервному режимі через кожний пристрій. Щоб забезпечити безперервне проходження тканини повністю розтягнутою у ширину, вона має бути сильно натягнута у поздовжньому та поперечному напрямах. Тому на Фіг. ЗА показано, як відомий фарбувальний пристрій безперервної дії протягує тканину, коли вона проходить через плюсувальну машину А для фарбування і вбирає фарбник з допомогою привідного валка А1 і натискного валка А2, розташованих на цій плюсувальній машині. Отже, розмір поверхні контакту між обома валками безпосередньо впливає на швидкість фарбування в плюсувальній машині, що у свою чергу впливає на глибину фарбування. Щоб запобігти появі різниці кольорів з двох боків тканини, необхідно, щоб окрім прикладання рівномірного тиску з обох боків валка плюсувальної машини, середина натискного валка відповідала найвищим стандартам, аби фарбник і обробні речовини могли рівномірно розподілятися. На Фігура х 3В і 3С показані види збоку інших загально відомих плюсувальних машин для фарбування. Після виходу з плюсувальної машини А для фарбування тканина негайно спрямовується до запарної камери В і проходить через неї. Існують різні види запарних камер В, але всі вони виконують єдину операцію. Вона відрізняється від звичайної фарбувальної машини періодичної дії. Наприклад, фарбувальна машина з потоком повітря або потоком рідини може здійснювати цикл безперервного фарбування і одночасно забезпечувати проведення фарбування. Тканина проходить через запарну камеру В або машину С окислення киснем повітря, щоб фарбник проявився і зафіксувався. Поступальний рух тканини підтримується з допомогою набору В1 осей, що спрямовують тканину. Після того, як фарбник зафіксується, тканина спрямовується до мийного апарату F для видалення незафіксованого фарбника, залишків хімікатів або інших сторонніх домішок. Зазвичай мийний апарат F складається з кількох таких блоків, як F1, з'єднаних у групу. Чани заповнені великою кількістю води. Біля верхнього вихідного каналу кожного чана передбачено натискний валок F2, який видаляє воду. В звичайних мийних апаратах гр упа складається принаймні з трьох чанів і може сягати п'ятнадцяти. їх кількість залежить від процесу обробки після фарбування. У відомих плюсувальних машинах із запарними камерами обробка після фарбування складається з таких операцій, як повторне окислення, промивання у кислоті, нейтралізація, гаряче зрошення, мильна обробка, гаряче зрошення і промивання холодною водою. Тому найкращим вибором є мийний апарат, що складається з групи від семи до дев'яти чанів. Після промивання водою і видалення води тканина спрямовується до сушарки Н, де вона висушується. Зазвичай сушарка складається з кількох сушильних камер. Після фарбування в плюсувальній машині тканина потребує проведення негайного проявлення і фіксування фарбника, а тому безпосередньо за плюсувальною машиною для фарбування повинна знаходитись машина для проявлення і фіксування фарбника. Таким чином, відома машина безперервного фарбування створюється шляхом з'єднування докупи кількох різних машин з метою досягти бажаних безперервних фарбування і обробки. На практиці, використання плюсувальної машини А з метою здійснення фарбування і поступального просування тканини часто не забезпечує лагідного поводження з нею або має проблеми із пофарбуванням лінійних складок. Для забезпечення того, щоб тканина була повністю розтягнутою у ширину для фарбування і обробки, поздовжній натяг часто перевищує 1,5 кг-сили (на сантиметр ширини) додатково до розтягу у поперечному напрямі, який здійснюється пристроєм для натягу тканини. Тому відомі машини безперервного фарбування можуть проводити фарбування і обробку лише плетеного полотна, а існуюча проблема з трикотажним або еластичним полотном не розв'язана до цього часу. Крім того, при фарбуванні в плюсувальній машині, хоча і досягається використання невеликої кількості рідкого фарбника, все ж процес фарбування може бути виконаним лише один раз. Якщо проявлення і фіксування фарбника проводять у запарній камері, в цей самий час не можна безперервно подавати фарбник, а тому тканина не може отримати глибокого кольору. Під час промивання тканини для її очищення необхідна велика кількість води. Очевидно, що для дотримання вимог, які ставляться перед новим поколінням зберігаючих довкілля фарбувальних машин, описана вище машина безперервного фарбування потребує великої кількості вдосконалень і змін. На Фіг. 4 показано інший за принципом пристрій фарбування розпиленням з розтягом у ширину і вібраційним підсиленням операції фарбування, який було запропоновано автором даного винаходу. Пристрій описано в документах: патент R.O.C. №098,316, патент США № 5,775,136 та патент РСТ № WO98/49383. Даний винахід є поліпшеним винаходом, розробленим на основі існуючих те хнологічних принципів та особливостей. Розглянемо Фігури 4 та 6. На Фіг. 4 показано вид збоку пристрою для фарбування розпиленням з розтягом у ширину і вібраційним підсиленням операції фарбування. Фіг.6 - вид збоку конструкції пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом. У відомій технології і в новій конструкції блок компонування сопел, що спрямовують повітряний потік, майже однаковий. Однак, застосування спрямовуючи х повітря сопел у даному винаході має відмінність від попереднього патенту. Для зручності розгляду ця позиція повинна бути поясненою. Найбільша відмінність полягає в тому, що у попередньому випадку маємо справу з періодичним фарбувальним пристроєм, який може забезпечити фарбування і обробку лише незначної кількості тканини; в той же час пристрій безперервної дії для фарбування розпиленням згідно з даним винаходом може проводити не тільки безперервну обробку в чані, але також, у поєднанні з іншими машинами, безперервно виконувати такі операції, як фарбування, убирання обробних речовин, проявлення фарбника запарюванням, проявлення фарбника повітрям, фіксування фарбника, промивання і висушування. Зокрема, для сприяння рівномірному убиранню або для підвищення продуктивності число чанів для обробки може бути збільшене до кількості, яка забезпечує необхідні якість і продуктивність. Отже, в результаті розгляду недоліків періодичного пристрою для фарбування розпиленням з розтягом у ширину і вібраційним підсиленням операції фарбування та згаданих вище відомих машин для безперервного фарбування стає зрозумілим, що для отримання способу фарбування, який краще зберігає довкілля, повинна бути поліпшена технологія застосування сопел, що спрямовують повітряний потік. У зв'язку з цим, пропонується інший пристрій безперервної дії для фарбування, придатний для масового виробництва. Даним винаходом пропонується пристрій безперервної дії для фарбування, в якому при фарбуванні та проведенні інших операцій обробки тканина піднімається вгору, розтягується і сильно вібрує за рахунок високошвидкісного повітряного потоку так, що повна обробка завершується протягом короткого часу. Винахід забезпечує також можливість безперервних фарбування розпиленням та обробки по всій ширині трикотажного полотна або інших еластичних тканин. Крім того, даним винаходом пропонується пристрій безперервної дії для фарбування розпиленням, який дозволяє досягти безперервної обробки шляхом комбінування машин різного призначення. Пристрій можна також довільно змінювати, регулювати, розширювати або зменшувати, відповідно до виробничого процесу, а тому можна отримати найбільш економні операції фарбування і обробки. Далі, даним винаходом пропонується пристрій безперервної дії для фарбування розпиленням, у якому тканина надходить одночасно в кожний сектор, зібраною у складки. В кожному секторі тканина протягується з допомогою колеса для протягування. Таким чином, напруження тканини може бути зведене до мінімуму, а звична проблема незадовільного м'якого контакту з тканиною, яка існує при обробці відомими плюсувальними машинами для безперервного фарбування, може бути вирішеною. Крім того, даним винаходом пропонується пристрій безперервної дії для фарбування розпиленням, який може наносити не лише звичайні дисперсні та хімічно активні фарбники, але й проводити в технологічних чанах, що знаходяться вгорі по технологічному ланцюгу, операцію фарбування розпиленням в проміжному середовищі газоподібного азоту (інертних газів) із застосуванням низькотемпературного відновлювального фарбувального розчину. Коли тканина проходить через наступний технологічний чан, відновлювальний фарбувальний розчин з метою проявлення фарбника може бути окисленим великою кількістю свіжого повітря, яке видувається спрямовуючими соплами. Ще одне, даним винаходом пропонується пристрій безперервної дії для фарбування розпиленням, у якому нижній край тканини стикається з високошвидкісним потоком повітря, який періодично змушує тканину сильно вібрувати, коли вона проходить через кожний технологічний чан. Тому фарбник, обробні речовини або повітря, що здійснює повторне окислення, проникають за рахунок цієї вібрації в текстуру тканини, внаслідок чого можна досягти високоефективного фарбування та операцій обробки при малій кількості витратних речовин. Наступним предметом даного винаходу є створення пристрою безперервної дії для фарбування розпиленням, у якому нижній край тканини може стикатися з високошвидкісним потоком повітря, що містить фарбники або велику кількість води, які під час промивання або фарбування тканини зі щільною текстурою ежектуються соплами, що спрямовуютьповітря. Оброблена у такий спосіб тканина може бути пофарбована з обох боків, а сторонні домішки, які залишилися на тканині, можуть швидко дифундува ти у воду. Таким чином, з допомогою даного винаходу можна досягти промивання розчиненням та посиленого фарбування. Далі, іншим предметом даного винаходу є створення пристрою безперервної дії для фарбування розпиленням, який, на додаток до проведення фарбування з високою концентрацією фарбника при малій кількості витратних речовин, завдяки періодичній сильній вібрації може посилити здатність до видалення сторонніх домішок, присутніх у текстурі, внаслідок чого можуть бути швидко завершені такі операції, як розшліхтування, очищення, вибілювання, мильна обробка, промивання. Таким чином, винахід забезпечує високоефективне очищення пофарбованої тканини. Крім того, даним винаходом пропонується пристрій безперервної дії для фарбування розпиленням, який може не лише виконувати фарбування та інші процеси мокрої обробки, але й висушувати тканину потоком сухого і гарячого повітря, що ви ходить із спрямовуючих сопел. Для пониження температури може подаватися зовнішнє холодне повітря. З метою досягнення згаданих вище цілей пристрій безперервної дії для фарбування розпиленням, запропонований даним винаходом, має технологічні чани, які для проведення фарбування з'єднуються між собою, причому кожний технологічний чан спроектовано за однаковим принципом і має однакову конструкцію. Технологічний чан містить карман для накопичення тканини, спрямовуючий канал для тканини, сопло, що спрямовує повітря, колесо для протягування тканини, вентилятор, насос для фарбника, пристрій для надання коливань тканині, нагрівник повітря, нагрівник фарбника, вхід охолоджуючого повітря, вихід для ви хлопу, вхід азоту, вхід пари, повітряний фільтр, фільтр для фарбника, трубопроводи, що з'єдн ують кожну частин у, і контролюючі елементи для кожної частини. Фронтальна і задня сторони технологічного чана пристрою безперервної дії для фарбування розпиленням згідно з винаходом мають канал, лівий і правий боки та ліва і права стінки технологічного чана утворюють паралельний широкий канал, щоб тканина входила в чан і проходила через нього розтягнутою в ширину. Під входом у канал поблизу дна чана у верхньому по технологічному ланцюгу секторі розташовано карман для накопичення тканини, де вона може бути накопичена у заданій кількості зібраною в складки. Після цього рух тканини уповільнюється, аби при постійному просуванні вперед зняти з неї напруження. У нижній по технологічному ланцюгу частині каналу сформовано спрямовуючий канал для тканини. Уздовж напряму каналу впоперек нижньої стінки спрямовуючого тканину каналу розташовано одне або кілька розділених секторами сопел, що спрямовують повітря. Ці сопла трубопроводами з'єднано з вентилятором для подавання стисненого повітря і його ежектування. Зверху спрямовуючого каналу для тканини розташовано одне або кілька сопел для фарбника, які з'єднані трубопроводами з насосом для фарбника, щоб подавати і ежектувати фарбник або обробні речовини на поверхню тканини. Вниз по технологічному ланцюгу під виходом з каналу розташоване рухоме колесо для протягування тканини, яка знаходиться в накопичувальному кармані, з метою її просування через спрямовуючий канал для тканини. Далі тканина в безперервному режимі може просуватися і надходити до наступного технологічного чана, де вона буде піддана іншій обробній операції. Отже, при виконанні фарбування та інших обробних операцій тканина може мати повний контакт з атомарними часточками фарбника, ежектованими соплами для фарбника, чим досягається фарбування з малою кількістю витратних речовин. Коли тканина входить у контакт з фарбником, вона зазнає періодичної сильної вібрації завдяки високошвидкісному повітряному потоку, ежектованому спрямовуючими повітря соплами. Таким чином, фарбник та реактиви або газ, що здійснює повторне окислення, можуть отримати енергію, необхідну для проникнення всередину текстури тканини. Інтенсивність поглинання та швидкість дифузії фарбника в тканину можуть бути, таким чином, підсиленими, що дає можливість досягти безперервного фарбування і операцій обробки з високою ефективністю, низьким енергоспоживанням, низьким значенням рідинного коефіцієнта та малим забрудненням. На прикладених ілюстраціях у вигляді прикладу показано варіант здійснення даного винаходу та його переваги, а саме: Фіг. 1 - вид збоку об'єднаної конструкції відомої машини безперервної дії для фарбування плюсуванням; Фіг. 2 - вид збоку конструкції відомої мийної машини безперервної дії з розтягом тканини у ширину; Фіг. З - вид збоку конструкції відомої плюсувальної машини; На Фіг. 4 показано інший за принципом пристрій фарбування розпиленням з розтягом у ширину і вібраційним підсиленням операції фарбування, який описано в документах: патент R.O.C. № 098,316, патент США № 5,775,136 та патент РСТ № WO98/49383. Фіг. 5 - вид збоку конструкції пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом; Фіг. 6 - вид збоку конструкції і застосування пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом; Фіг. 7 - переріз по XX' пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом; Фіг. 8 - переріз по YY' пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом; і Фіг. 9 - вид збоку конструкції і застосування пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом. Звернімося до Фігур 5 і 8. Фіг. 5 - вид збоку конструкції пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом; Фіг. 8 - переріз по YY' пристрою безперервної дії для фарбування розпиленням згідно з даним винаходом. Запропонований пристрій безперервної дії для фарбування розпиленням містить технологічний чан 1, вхідний канал 101, вихідний канал 102, карман 4 для накопичення тканини, спрямовуючий канал 5 для тканини, сопло 51, що спрямовує повітря, відбивний екран 52, канал 63 для циркуляції повітря, колесо 3 для протягування тканини, вентилятор 6, повітряний фільтр 602 (фіг.8), насос 7 для фарбника, сопло 71 для фарбника, пристрій 8 для надання коливань тканині, відправник 2 тканини, нагрівник 601 повітря, нагрівник 702 фарбника, фільтр 701 для фарбника, спрямовуючу пластину 53 для циркуляції газу і рідини, вхід 65 для свіжого повітря, вихід 66 для вихлопу, вхід 641 для азоту, вхід 642 для пари, вхід 74 для води, водяне сопло 721, форсунку 722, заслінку 103, вихідний пристрій 11 для надання коливань тканині і засіб 54 для зливання фарбника в систему циркуляції. Розглянемо Фігури 5, 6, 7, 8 і 9. Технологічний чан 1 має однакову конструкцію і технічні засоби як з фронтального боку, так і ззаду, для зручності з'єднування. Вхідний канал 101 розташовано над бічними стінками у верхній по технологічному ланцюгу частині згаданого технологічного чана, а вихідний канал 102 виконано над бічною стінкою в нижній по технологічному ланцюгу частині цього чана. Крім того, лівий і правий боки кожного каналу та ліва і права стінки каналу в згаданому технологічному чані утворюють паралельний канал з широким відкритим перерізом, щоб тканина 2 могла входити і просуватися через згаданий технологічний чан 1 розтягнутою в ширину. Нижній по технологічному ланцюгу кінець 402 в нижньому технологічному чані 2 розташований нижче верхнього по технологічному ланцюгу кінця 401. Вони утворюють поверхню з невеликим нахилом з метою швидкого збирання циркулюючої рідини у найнижчому місці і її повернення з допомогою циркуляційного насоса 17 до чана, в якому готується фарбник. У верхньому по технологічному ланцюгу секторі згаданого технологічного чана 1 розташовано карман 4 для накопичення тканини. Дном цього карману є пластина 41 із сітки, що розділяє газ і рідину. Спрямовуючий канал 5 для тканини виконано в нижньому по технологічному ланцюгу секторі згаданого технологічного чана 1. На верхній стінці згаданого спрямовуючого каналу 5 для тканини розташовано одне або кілька сопел 71 для фарбника. Трубу 62 розподілу повітря розташовано за межами нижнього каналу у тому ж напрямі, що і згаданий спрямовуючий канал 5 для тканини, причому нижньою плоскою стінкою цього спрямовуючого каналу 5 для тканини і верхньою стінкою згаданої труби 62 розподілу повітря є спільна стінка 52. У цій спільній стінці 52 (відомій також, як відбивний екран 52) уздовж каналу передбачені одне або кілька розділених секторами сопел 51, що спрямовують повітря, які розташовані впоперек згаданої спільної стінки 52. Верхній по технологічному ланцюгу кінець спільної стінки 52 з'єднано із згаданою сітчастою пластиною 41, що розділяє газ і рідину і знаходиться під згаданим карманом 4 для накопичення тканини. Нижній по технологічному ланцюгу кінець цієї спільної стінки 52 з'єднано із згаданим вихідним каналом 102. Отже, ця спільна стінка 52 має кут нахилу, внаслідок чого її верхній по технологічному ланцюгу кінець знаходиться нижче її нижнього по технологічному ланцюгу кінця. Нижче згаданого вихідного каналу 102 розташоване колесо 3 для протягування тканини. Нижче цього колеса (Примітка перекладача. Кожний технологічний чан 1 має два колеса 3 для протягування тканини: на вході і на виході. На разі, очевидно, йдеться про вхідне колесо) 3 для протягування тканини вниз по технологічному ланцюгу знаходиться пристрій 8 для надання коливань тканині. Цей пристрій 8 з допомогою пристрою для передавання руху може бути приєднано до коливної пластини, яка коливається у поздовжньому напрямі. У тій частині, де згадана спільна стінка 52 з'єднується із згаданою сітчастою пластиною 41, що розділяє газ і рідину, за рахунок подовження спільної стінки 52 утворена спрямовуюча пластина 53 для циркуляції фарбника. У нижньому по технологічному ланцюгу секторі цієї спрямовуючої пластини 53 для циркуляції фарбника знаходиться один або кілька засобів 54 для зливання фарбника в систему циркуляції. Між цими засобами 54 і каналом сформовано канал 63 для циркуляції повітря. Тому фарбник, коли він від згаданої спільної стінки 52 проходить через засоби зливання в систему циркуляції, не змішується з циркулюючим повітряним потоком. До лівої і правої стінок згаданого технологічного чана 1 вниз по технологічному ланцюгу під згаданою трубою 62 розподілу повітря прикріплено вмонтований вентилятор 6. Цей вмонтований вентилятор 6 на вхідному кінці оснащено потоковим циліндром 64, що розташований на одному рівні з ним. Внутрішній простір згаданого потокового циліндра виконано у вигляді повітряного фільтра 602. Вихід згаданого вентилятора з'єднано з трубою 62 розподілу повітря. Як описано у згаданому вище пристрої безперервної дії для фарбування розпиленням, тканина, витягнута колесом 3 для протягування тканини, складена і зібрана наперед у згаданому накопичувальному кармані 4, може проходити по поверхні згаданої спільної стінки 52 (відбивного екрана 52), що знаходиться унизу згаданого спрямовуючого каналу 5 для тканини. Фарбник або обробні речовини, які знаходяться у чані підготовки 9, можуть під тиском з допомогою насоса 7 для фарбника подаватися через пропускний трубопровід 72, фільтр 701 і теплообмінник 702 до згаданого сопла 71 для фарбника у згаданому спрямовуючому тканину каналі 5 з метою розпилення на горішню поверхню цієї тканини. Тому під час фарбування або виконання інших операцій обробки згадана тканина 2 може бути розтягнутою на всю ширину з допомогою високошвидкісного потоку повітря, який виштовхується згаданим соплом 51, що спрямовує повітря, і проходить через згаданий спрямовуючий тканину канал 5. Тканина 2 може бути рівномірно розтягнутою і покритою згори атомарними часточками дисперсного фарбника і обробних речовин, ежектованих згаданим соплом 71 для фарбника, розташованим угорі згаданого спрямовуючого каналу 5 для тканини. Ефект фарбування досягається за рахунок проникнення фарбника з верхньої поверхні до нижньої. Одночасно або поперемінно з цим на нижній поверхні згаданої тканини 2 високошвидкісний потік повітря, виштовхн утий множиною розділених секторами сопел 51, що спрямовують повітря, створює силу левітації для згаданої тканини 2. Потік повітря створює також різницю тисків між верхньою і нижньою сторонами згаданої тканини 2, причому з нижнього боку тиск нижчий завдяки вищій швидкості повітряного потоку, а з верхнього боку вищий через меншу швидкість повітряного потоку. З цієї причини верхній і нижній повітряні потоки взаємодіють один з одним, примушуючи згадану тканину періодично зазнавати сильної вібрації. Більший тиск верхнього повітряного потоку примушує його виштовхуватися також з лівого і правого боків під згадану тканину 2. При просуванні через згаданий спрямовуючий канал 5 тканина не тільки періодично сильно вібрує, але й зазнає одночасно повного розтягу в ширину. Фарбник та розчин, які не були поглинуті згаданою тканиною 2, будуть відіслані назад до згаданого чана підготовки 9 з допомогою циркуляційного насоса 17 або будуть знову спрямованими до згаданого технологічного чана 1 вниз по технологічному ланцюгу для повторного розпилення. При проведенні процесу промивання, рідина може бути злита. Газова частина з'єднана із згаданим вентилятором 6 з допомогою потокового циліндра 64 (якщо не використовується вмонтований вентилятор, мають бути додатково передбачені циркуляційна труба та трубопровід), аби повітря у цій ємності могло бути стиснуте згаданим вентилятором 6 і спрямоване по трубопроводу через повітряний фільтр 602 і повітряний теплообмінник 601 у тр убу 62 розподілу повітря. Далі з допомогою сопла 51 повітря виштовхується в згаданий спрямовуючий тканину канал 5 вгору по технологічному ланцюгу вздовж горішньої поверхні згаданого відбивного екрана 52. Таким чином, потік повітря рухається в напрямі, протилежному рухові згаданої тканини 2. Тканина 2 може набути рівномірного руху, оскільки сила тертя між згаданим колесом З для протягування тканини і тканиною 2 більша за силу, яку створює потік повітря. Тому, аби згадана тканина могла рівномірно просуватися, колесо 3 для протягування тканини повинно забезпечувати більшу тягнучу силу, ніж сила, що створюється потоком повітря. Дійсно, з метою полегшення фарбування тканина 2 у згаданому технологічному чані 1 може руха тися у тому ж напрямі, що і потік повітря. Різниця між фарбуванням при русі в одному напрямі і русі у протилежних напрямах незначна. Однак, на ділі, протилежний напрям забезпечує кращу стабільність руху згаданої тканини 2, ніж рух в одному напрямі. Іншими словами, рух в одному напрямі більш придатний для фарбувальних машин періодичної дії, які детально роз'яснені в попередньому патенті того ж автора, і в даному документі описуватися не будуть. По суті, між періодичним і безперервним фарбуванням існує велика різниця у вимогах до швидкості просування тканини. Причина полягає в тому, що у фарбувальних машинах безперервної дії згадана тканина 2 перебуває в обробці, лише коли проходить через кожний пристрій, тому при обмеженій кількості обладнання і обмеженому часі краще знизити швидкість згаданої тканини 2, аби забезпечити фарбування у повній мірі і кращої якості. Коли згадана тканина 2 і потік повітря рухаються в протилежних напрямах, швидкість згаданої тканини 2 може повністю контролюватися згаданим колесом 3 для протягування тканини. Тому питання синхронізації не є проблемою для роботи пристрою. Енергія повітря, виштовхн утого згаданим спрямовуючим соплом 51, може бути повністю перетворена в енергію, необхідну для вібрації згаданої тканини 2. Додатково досягається ще одна мета, яка полягає в тому, що більшість забруднюючих матеріалів можуть бути видаленими разом з повітряним потоком і циркулюючою рідиною під час фарбування або в процесі очищення. Крім того, всередині згаданої труби 62 розподілу повітря, на верхньому по технологічному ланцюгу її кінці, розміщено водяне сопло 721, яке з допомогою згаданого трубопроводу 74 зв'язане з нагнітальним промивним насосом або з водяним баком. На згаданому тр убопроводі 74 виконано ще один трубопровід 73, який з'єднано із згаданим трубопроводом 72 для фарбника. У кожному тр убопроводі передбачено реверсивний регулюючий клапан для контролю за ежекцією води або суміші води з фарбником, шляхом відкривання і закривання цих клапанів, під час промивання або фарбування особливо щільної тканини. Далі рідина виштовхується вперед і змішується з повітряним потоком у згаданій трубі 62 розподілу повітря так, що значна кількість води або фарбника, ежектованих назовні згаданим спрямовуючим соплом 51, може стикатися з тканиною 2. Це дозволяє стороннім домішкам або обробним речовинам, які залишаються на згаданій тканині 2, швидко дифундува ти у воду. Аналогічно, якщо тканина 2 фарбується з обох боків, на згаданому трубопроводі 74 може бути передбачений паропровід, а реверсивний регулюючий клапан 641 може безпосередньо забезпечувати необхідну температуру у згаданому технологічному чані 1. Коли тканина 2 надходить до наступного технологічного чана 1, дія згаданої коливної пластинки 8 може примусити тканину 2 падати у згаданий карман 4 для накопичення тканини, складеною найкращим чином. Для полегшення розгляду в наступному абзаці більш детально пояснюються ефекти, які мають місце в згаданому каналі, що спрямовує тканину. Згідно із законом Бернуллі "область, де швидкість рідини або газу більша, має нижчий тиск". А тому, як показано вище, коли під згаданою тканиною 2 створюється високошвидкісний потік повітря, тиск під нею стає меншим, ніж тиск над нею, де потік повітря повільніший. Отже, тканина 2 буде протягуватися в напрямі області високошвидкісного повітряного потоку завдяки двом факторам: різниці тисків і гравітації. Таким чином, тканина 2 має тісний контакт з високошвидкісним повітряним потоком, і тертя між ними збільшується, внаслідок чого тканина 2 більшу частину енергії отримує від повітряного потоку. Тому, як тільки тканина 2 підходить близько до ядра високошвидкісного повітряного потоку, вона буде затягнута повітряним потоком і не зможе продовжувати просування вперед. Оскільки ядро високошвидкісного повітряного потоку має більшу кінетичну енергію, згадана тканина 2 у своєму просуванні вперед буде постійно зазнавати підйомної сили і рухатися над плоскою стінкою, уникаючи тертя із стінкою каналу. Як тільки тканина 2 заганяється в область ядра високошвидкісного повітряного потоку, повітряний потік буде створювати максимальний тиск і примушува тиме тканину 2 швидко покинути область ядра потоку. Поява максимального тиску спричинена перетворенням кінетичної енергії в енергію тиску, завдяки опору. На його появу може впливати відбиття від згаданого плоского відбивного екрана 52 та збіг із фазою іншого максимуму, так що інший максимум тиску може з'явитися миттєво. Цей максимум тиску весь час періодично взаємодіє із згаданою тканиною 2 уздовж згаданого спрямовуючого тканину каналу 5. Тому будь-яка частина тканини 2 може зазнавати періодичної вібрації. Частота вібрації визначається не тільки масою тканини 2, але і кількістю руху повітряного потоку. Так, під час проведення фарбування або іншої операції обробки на частоту вібрації може впливати, як протяжність отвору згаданого сопла 51, що спрямовує повітря, так і вихідна потужність вентилятора. Генерування згаданої вище періодичної хвилеподібної вібрації є результатом прикладання великої кількості енергії. Кожна вібрація не лише послаблює текстуру згаданої тканини 2 так, що фарбник може мати прохід для циркуляції, але і дає можливість цьому фарбнику отримати енергію, необхідну для проникнення в текстуру. Це ще більше підсилює інтенсивність поглинання та швидкість дифузії фарбника в тканину. Відповідно, протягом фарбування, додатково до досягнення високої концентрації фарбника при малій його кількості, високої ефективності, малого енергоспоживання, низького значення рідинного коефіцієнта і фарбування з низьким рівнем забруднення, тканина, завдяки періодичній сильній вібрації, може набути також послаблення плетива та зм'якшення. В той же час сторонні домішки, що є на волокні, можуть бути видалені настільки ефективно, що такі операції обробки, як розшліхтування, очищення, вибілювання, відновлення, обробка ферментами, мильна обробка, промивання можуть бути швидко закінченими. Таким чином, винахід дозволяє за дуже короткий період часу досягти мети як у фарбуванні, так і в проведенні подальших операцій. Можливі й інші варіанти здійснення даного винаходу в межах його обсягу. Відповідно, для заохочення розвитку науки та корисних ремесел даний винахід розкритий у пункта х формули, що додається, та обмежений лише їх обсягом.
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for continuous and combined action for vibration-intensified dyeing with spraying at whole width of the fabric
Назва патенту російськоюУстройство непрерывного и комбинированного действия для усиленного вибрацией крашения распылением по всей ширине ткани
Автори російськоюJIANG, Zhaocheng
МПК / Мітки
МПК: D06B 17/00, D06B 1/00, D06B 3/00, D06B 13/00, D06B 5/00
Мітки: тканини, дії, безперервної, фарбування, вібрацією, комбінованої, ширини, всій, підсиленого, пристрій, розпиленням
Код посилання
<a href="https://ua.patents.su/11-73147-pristrijj-bezperervno-ta-kombinovano-di-dlya-pidsilenogo-vibraciehyu-farbuvannya-rozpilennyam-po-vsijj-shirini-tkanini.html" target="_blank" rel="follow" title="База патентів України">Пристрій безперервної та комбінованої дії для підсиленого вібрацією фарбування розпиленням по всій ширині тканини</a>
Пристрій для заключного оздоблення тканини розпиленням
Номер патенту: 35425
Опубліковано: 15.03.2001
Автори: Іванова Тетяна Володимирівна, Кулігін Михайло Львович
МПК: D06B 23/00
Мітки: тканини, пристрій, розпиленням, оздоблення, заключного
Формула / Реферат:
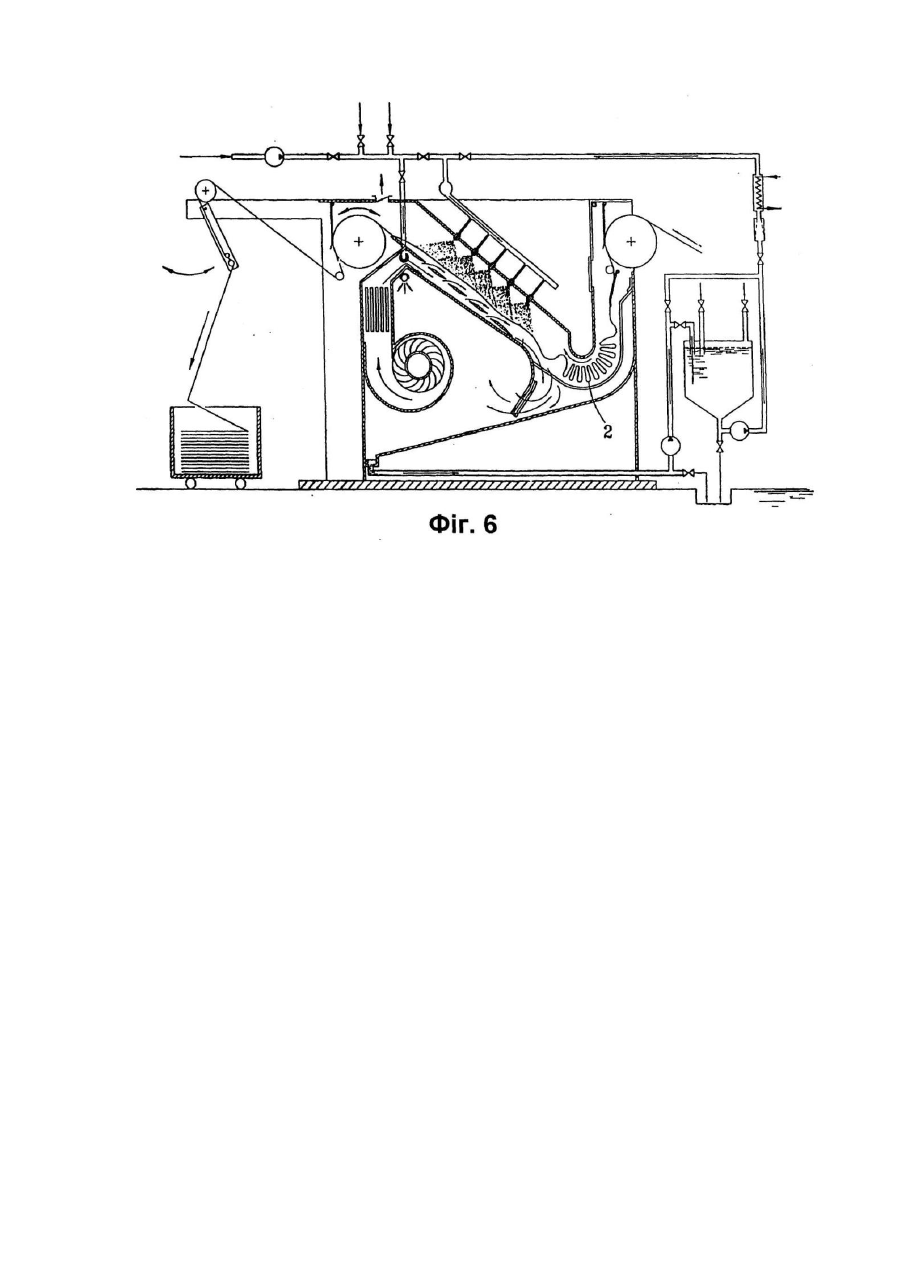
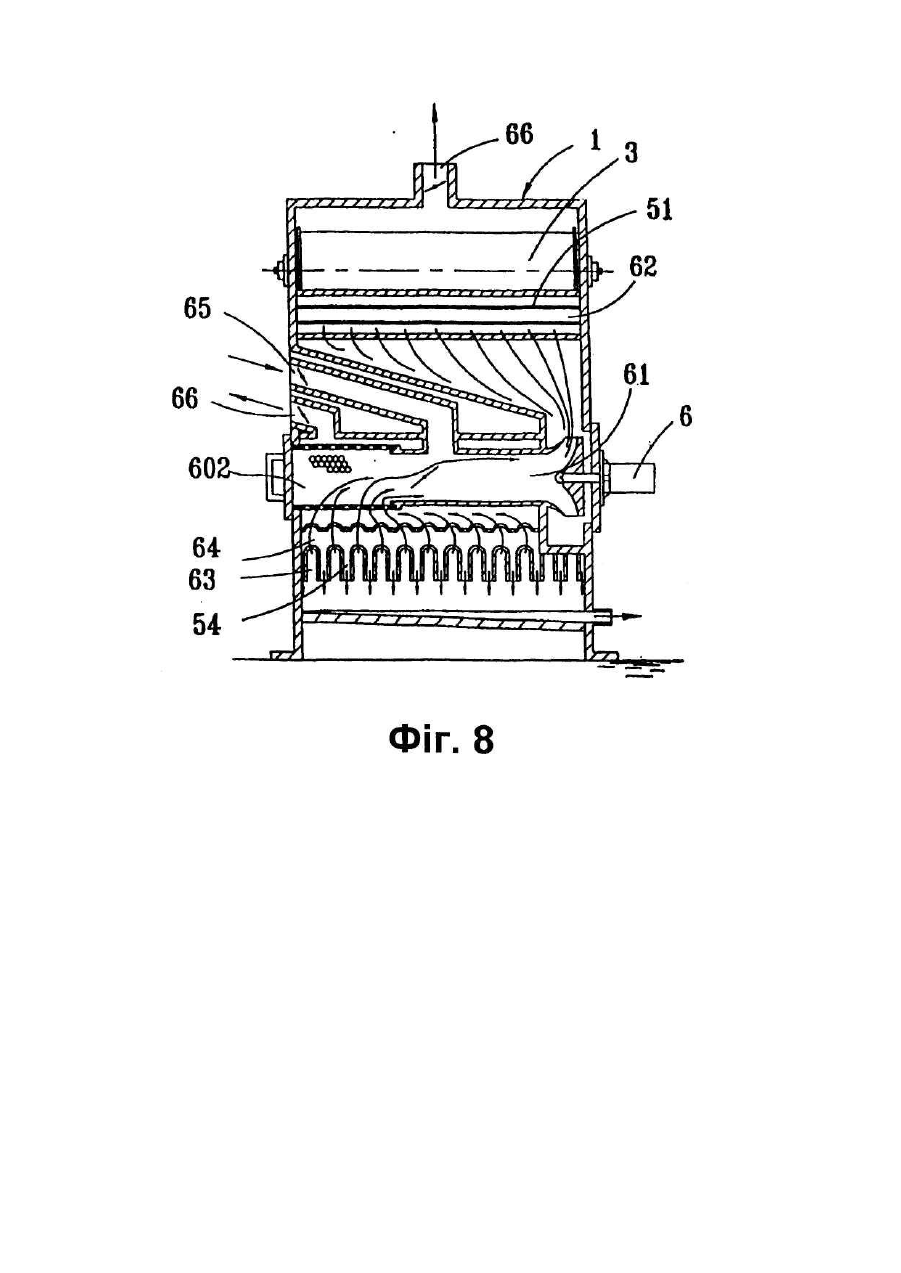
Пристрій для заключного оздоблення тканини розпиленням, який містить заправний бак, резервуар для зволожуючого розчину, насос, фільтр, ротори у вигляді дискових форсунок, які фіксовані у тримачах. корпус, привід, який відрізняється тим, що в передній та задній стінках корпусу виконані два горизонтальних вікна, а до рами корпуса прикріплений пристрій для заправки, а дискові форсунки розташовані у два ряди один під іншим.
Спосіб одержання тканини з вуглецевих волокон шляхом безперервної карбонізації тканини з целюлозних волокон
Номер патенту: 68412
Опубліковано: 16.08.2004
Автори: Луазон Сільві, Казаков Марк, Мараковская Маріна, Олрі П'єр
МПК: D01F 9/14
Мітки: одержання, карбонізації, волокон, вуглецевих, безперервної, шляхом, целюлозних, тканини, спосіб
Формула / Реферат:
1. Спосіб одержання тканини з вуглецевих волокон шляхом безперервної карбонізації тканини з целюлозних волокон, який відрізняється тим, що тканину, яка безперервно проходить в камері карбонізації, піддають термообробці, що включає початковий етап, на якому температуру тканини доводять до величини 250°С-350°С, причому температуру підвищують з першою середньою швидкістю, яка складає від 10°С/хвил. до 60°С/хвил.; проміжний етап, на якому...
Пристрій для фарбування пасом волосся і контейнер для засобу для фарбування волосся
Номер патенту: 68438
Опубліковано: 16.08.2004
Автори: Хьоффкес Хорст, Холленберг Детлеф, Золіх Петер, Шнайдер Ханс
МПК: A46B 11/00, A45D 19/00
Мітки: пристрій, пасом, фарбування, волосся, контейнер, засобу
Формула / Реферат:
1. Пристрій для фарбування пасом волосся, виконаний у вигляді ковпачка (1) для насадження на контейнер, що приймає чи вміщує засіб для фарбування волосся, який містить щонайменше одну напрямну (6) для продукту зі щонайменше одним вихідним отвором (13), а також щонайменше один, розташований поруч з нею, напрямний зуб (10), виконаний в основному смугоподібним із шириною, що перевищує в робочому напрямку діаметр напрямної (6) для продукту, який...
Спосіб безперервної комбінованої теплової обробки з використанням пари та мікрохвиль
Номер патенту: 71937
Опубліковано: 17.01.2005
Автор: Ведрен Лоран
МПК: A47J 37/04, A23L 1/01, A23L 1/325
Мітки: використанням, безперервної, пари, спосіб, комбінованої, мікрохвиль, обробки, теплової
Формула / Реферат:
1. Спосіб безперервної теплової обробки харчового продукту у вигляді сирого фаршу, який відрізняється тим, що включає етап мікрохвильової теплової обробки і етап теплової обробки парою, при цьому на етапі мікрохвильової теплової обробки здійснюють швидкий прогрів серцевини продукту до температури його желефікації і набуття сталої структури, зокрема цей етап являє собою етап інтенсивної мікрохвильової обробки принаймні в одному мікрохвильовому...
Спосіб підсиленого добутку вуглеводнів та пристрій для його здійснення
Номер патенту: 31126
Опубліковано: 15.12.2000
Автори: Терентьєв Олег Маркович, Заворотний Віктор Федорович, Вигівський Віктор Михайлович, Пасічник Лідія Олексіївна, Кічігін Анатолій Пилипович
МПК: E21B 43/00, E21B 43/16, E21B 43/25, E21B 28/00
Мітки: здійснення, добутку, вуглеводнів, спосіб, підсиленого, пристрій
Текст:
...полями. Поставлена задача досягається тим, що в пристрої підсиленого добутку вуглеводнів, виконаного в вигляді полого корпусу з вхідним осьовим каналом та вихідними боковими випромінювачами, новим є те, що всередині корпусу, який утворений стінками 4 занурюючого свердловинного насосу, встановлений сепаратор з осьовим дифузорним каналом, в стінках якого зроблені тангенційні отвори, на вході якого встановлений закручуючий аппарат,...
Попередній патент: Електрична схема електроплавильної печі
Наступний патент: Спосіб флотації важкозбагачуваного вугілля