Протизасалювальна композиція, абразивний виріб, що містить протизасалювальну композицію, та процес шліфування поверхні

Формула / Реферат
1. Протизасалювальна композиція для абразивних виробів, яка містить першу органічну сполуку і другу органічну сполуку, де кожна із першої і другої органічних сполук незалежно утворює шліфовану поверхню, що має критерій крайового кута для води W°g, менший за крайовий кут для води W°z для цинку стеарату, і задовольняє щонайменше одній умові, вибраній з групи, що складається з температури плавлення Тmelt, що перевищує приблизно 40 °С, утворення шліфованої поверхні, що має динамічний коефіцієнт тертя F менший, ніж приблизно 0,4, і критерій протизасалювання Р більший, ніж приблизно 0,2, і де перша і друга органічні сполуки є різними, і де кожна з першої і другої органічних сполук незалежно представлена формулою, вибраною з групи, що складається з R-OSO3-М+, RCONH(CH2)3N+(CH3)2CH2COO-, R-CONR'CH2CO2-M+ і R-O(CO)CH2OSO3-M+, де
R являє собою С6-С18 лінійний алкіл,
R' являє собою С1-С4 лінійний алкіл, і
М+ являє собою іон лужного металу.
2. Композиція за п. 1, у якій перша сполука утворює поверхню, що має критерій крайового кута для води W°g менше ніж приблизно 100° і задовольняє принаймні одній умові, вибраній із такої групи: температура плавлення Тmelt більше 70 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F, менший ніж приблизно 0,4, та критерій протизасалювання Р, більший ніж приблизно 0,2.
3. Композиція за п. 1, у якій перша сполука утворює поверхню, що має критерій крайового кута для води W°g менше ніж приблизно 70° і задовольняє щонайменше одній умові, вибраній із такої групи: температура плавлення Тmelt більше 90 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F, менший ніж приблизно 0,3, та критерій протизасалювання Р, більший ніж приблизно 0,3.
4. Композиція за п. 1, у якій перша сполука утворює поверхню, що має критерій крайового кута для води W°g приблизно 0°.
5. Композиція за п. 1, у якій перша сполука вибрана із такої групи: лаурилсульфат натрію, децилсульфат натрію, октилсульфат натрію, лауроїлсаркосинат натрію, лаурамідопропілбетаїн і лаурилсульфоацетат натрію.
6. Композиція за п. 1, у якій першою сполукою є лаурилсульфат натрію.
7. Абразивний виріб, який містить покриту сполучною речовиною носійну основу, сполучну речовину, абразивний матеріал, сполучений з носійною основою за допомогою сполучної речовини, і протизасалювальну композицію, яка містить першу органічну сполуку і другу органічну сполуку, де кожна із першої і другої органічних сполук незалежно утворює шліфовану поверхню, що має критерій крайового кута для води W°g, менший за крайовий кут для води W°z для цинку стеарату, і задовольняє щонайменше одній умові, вибраній з групи, що складається з температури плавлення Тmelt, що перевищує приблизно 40 °С, утворення шліфованої поверхні, що має динамічний коефіцієнт тертя F, менший ніж приблизно 0,4, і критерій протизасалювання Р, більший ніж приблизно 0,2, і де перша і друга органічні сполуки є різними і незалежно одна від одної описані формулами, вибраними із такої групи: R-OSO3-M+, RCONH(CH2)3N+(CH3)2CH2COO-, R-CONR'CH2CO2-M+ i R-O(CO)CH2OSO3-M+, де
R являє собою С6-С18 лінійний алкіл,
R' являє собою С1-С4 лінійний алкіл, і
М+ являє собою іон лужного металу.
8. Абразивний виріб за п. 7, в якому перша сполука утворює поверхню, що має критерій крайового кута для води W°g менше, ніж приблизно 100° і задовольняє щонайменше одній умові, вибраній із такої групи: температура плавлення Тmelt більше 70 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F менший, ніж приблизно 0,4, та критерій протизасалювання Р більший, ніж приблизно 0,2.
9. Абразивний виріб за п. 7, в якому перша сполука утворює поверхню, що має критерій крайового кута для води W°g менше, ніж приблизно 70°, і задовольняє щонайменше одній умові, вибраній із такої групи: температура плавлення Тmelt більше 90 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F менший, ніж приблизно 0,3, та критерій протизасалювання Р більший, ніж приблизно 0,3.
10. Абразивний виріб за п. 7, в якому перша сполука утворює поверхню, що має критерій крайового кута для води W°g приблизно 0°.
11. Абразивний виріб за п. 7, в якому перша сполука вибрана із такої групи: лаурилсульфат натрію, децилсульфат натрію, октилсульфат натрію, лауроїлсаркосинат натрію, лаурамідопропілбетаїн і лаурилсульфоацетат натрію.
12. Абразивний виріб за п. 7, в якому першою сполукою є лаурилсульфат натрію.
13. Процес шліфування поверхні, який включає у себе:
шліфування оброблюваної поверхні шляхом нанесення абразивного виробу на оброблювану поверхню для створення стружки оброблюваної поверхні і введення ефективної кількості протизасалювальної композиції між поверхнею абразивного виробу і стружкою оброблюваної поверхні, причому абразивний виріб містить покриту сполучною речовиною носійну основу, сполучну речовину й абразивний матеріал, сполучений з носійною основою за допомогою сполучної речовини, і протизасалювальна композиція містить першу органічну сполуку, яка утворює шліфовану поверхню, що має критерій крайового кута для води W°g менший за крайовий кут для води W°z для цинку стеарату, і задовольняє щонайменше одній умові, вибраній із такої групи: температура плавлення Тmelt, що перевищує приблизно 40 °С, утворення шліфованої поверхні, що має динамічний коефіцієнт тертя F менший, ніж приблизно 0,4, та критерій протизасалювання Р більший, ніж приблизно 0,2.
14. Процес за п. 13, в якому перша сполука задовольняє щонайменше одній умові, вибраній із такої групи: утворення шліфованої поверхні, що має критерій крайового кута для води W°g менше, ніж приблизно 100°, температуру плавлення Тmelt більше 70 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F менший, ніж приблизно 0,4, і критерій протизасалювання Р більший, ніж приблизно 0,2.
15. Процес за п. 13, в якому перша сполука задовольняє щонайменше одній умові, вибраній із такої групи: утворення шліфованої поверхні, що має критерій крайового кута для води W°g менше ніж приблизно 70°, температуру плавлення Тmelt більше 90 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F менший, ніж приблизно 0,3, і критерій протизасалювання Р більший, ніж приблизно 0,3.
16. Процес за п. 13, в якому перша сполука задовольняє всі умови щодо температури плавлення Тmelt, коефіцієнту тертя F і критерію протизасолювання Р за п. 15 і описується формулою, вибраною із такої групи: R-OSO3-M+, RCONH(CH2)3N+(CH3)2CH2COO-, R-CONR'CH2CO2-M+ і R-O(CO)CH2OSO3-M+, де
R являє собою С6-С18 лінійний алкіл,
R' являє собою С1-С4 лінійний алкіл, а
М+ являє собою іон лужного металу.
17. Процес за п. 13, в якому перша сполука утворює поверхню, що має критерій крайового кута для води W°g приблизно 0°.
18. Процес за п. 13, в якому першу сполуку вибирають із такої групи: лаурилсульфат натрію, децилсульфат натрію, октилсульфат натрію, лауроїлсаркосинат натрію, лаурамідопропілбетаїн і лаурилсульфоацетат натрію.
19. Процес за п. 13, який, крім того, включає у себе шліфування поверхні до досягнення певного крайового кута для води W°p завдяки використанню другої органічної сполуки, яка утворює шліфовану поверхню, що має критерій крайового кута для води W°g, відмінний від величини крайового кута для води W°g, який утворений завдяки використанню першої органічної сполуки, яка утворює шліфовану поверхню, причому крайовий кут для води W°p визначають, принаймні частково, використовуючи незалежні крайові кути для води W°g, які утворені завдяки використанню кожної із сполук, де кожна із першої і другої органічних сполук незалежно утворює шліфовану поверхню, і пропорційно вмісту кожної сполуки, що використовується.
20. Процес за п. 19, який, крім того, включає у себе вибір величини крайового кута для води W°p, який забезпечує сумісність покриття, що наносять, з поверхнею, що оброблюють шліфуванням.
21. Процес за п. 19, в якому стадія постачання протизасалювальної композиції включає у себе нанесення принаймні однієї сполуки на абразивний виріб або на поверхню, що оброблюють.
22. Процес за п. 19, в якому абразивний виріб містить щонайменше одну із зазначених сполук.
23. Спосіб вибору протизасалювальної сполуки для забезпечення цільового крайового кута для води W°, який включає вибір органічної сполуки, де сполука утворює шліфовану поверхню, що має критерій крайового кута для води W°g, менший за крайовий кут для води W°z для цинку стеарату і задовольняє щонайменше одній умові, вибраній із такої групи: температура плавлення Тmelt більше 40 °С, утворення шліфованої поверхні, що має динамічний коефіцієнт тертя F, менший ніж приблизно 0,4, та критерій протизасалювання Р більший, ніж приблизно 0,2.
24. Спосіб за п. 23, в якому перша сполука задовольняє щонайменше одній умові, вибраній із такої групи: утворення шліфованої поверхні, що має критерій крайового кута для води W°g менше ніж приблизно 100°, температуру плавлення Тmelt більше 70 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F, менший ніж приблизно 0,4, та критерій протизасалювання Р більший, ніж приблизно 0,2.
25. Спосіб за п. 23, в якому перша сполука задовольняє щонайменше одній умові, вибраній із такої групи: утворення шліфованої поверхні, що має критерій крайового кута для води W°g менше, ніж приблизно 70°, температура плавлення Тmelt більше 90 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F менший, ніж приблизно 0,3, та критерій протизасалювання Р більший, ніж приблизно 0,3.
26. Спосіб за п. 23, в якому перша сполука задовольняє всім умовам, що стосуються температури плавлення Тmelt, коефіцієнту тертя F і критерію протизасалювання Р.
27. Спосіб за п. 24, в якому перша сполука задовольняє щонайменше двом умовам, вибраним серед крайового кута для води W°g, температури плавлення Тmelt, коефіцієнта тертя F і критерію протизасалювання Р у п. 24.
28. Спосіб за п. 25, в якому перша сполука задовольняє щонайменше трьом умовам, вибраним серед крайового кута для води W°g, температури плавлення Тmelt, коефіцієнта тертя F і критерію протизасалювання Р у п. 25.
29. Спосіб за п. 23, в якому крайовий кут для води W°g складає приблизно 0°.
30. Спосіб за п. 25, який, крім того, включає у себе вибір величини крайового кута для води W°p, що забезпечує сумісність з конкретним покриттям.
31. Абразивний виріб, який містить покриту сполучною речовиною носійну основу, сполучну речовину, абразивний матеріал, сполучений с носійною основою за допомогою сполучної речовини, і протизасалювальну композицію, яка містить лаурилсульфат у кількості, що перешкоджає накопиченню стружки під час шліфування.
32. Абразивний виріб за п. 31, в якому лаурилсульфатом є лаурилсульфат натрію.
33. Абразивний виріб, який містить покриту сполучною речовиною носійну основу, сполучну речовину, абразивний матеріал, сполучений з носійною основою за допомогою сполучної речовини, і протизасалювальну композицію, котра містить лаурилсульфат, причому лаурилсульфат є як мінімум однією органічною протизасалювальною сполукою, введеною у протизасалювальну композицію.
34. Абразивний виріб за п. 33, в якому лаурилсульфатом є лаурилсульфат натрію.
Текст
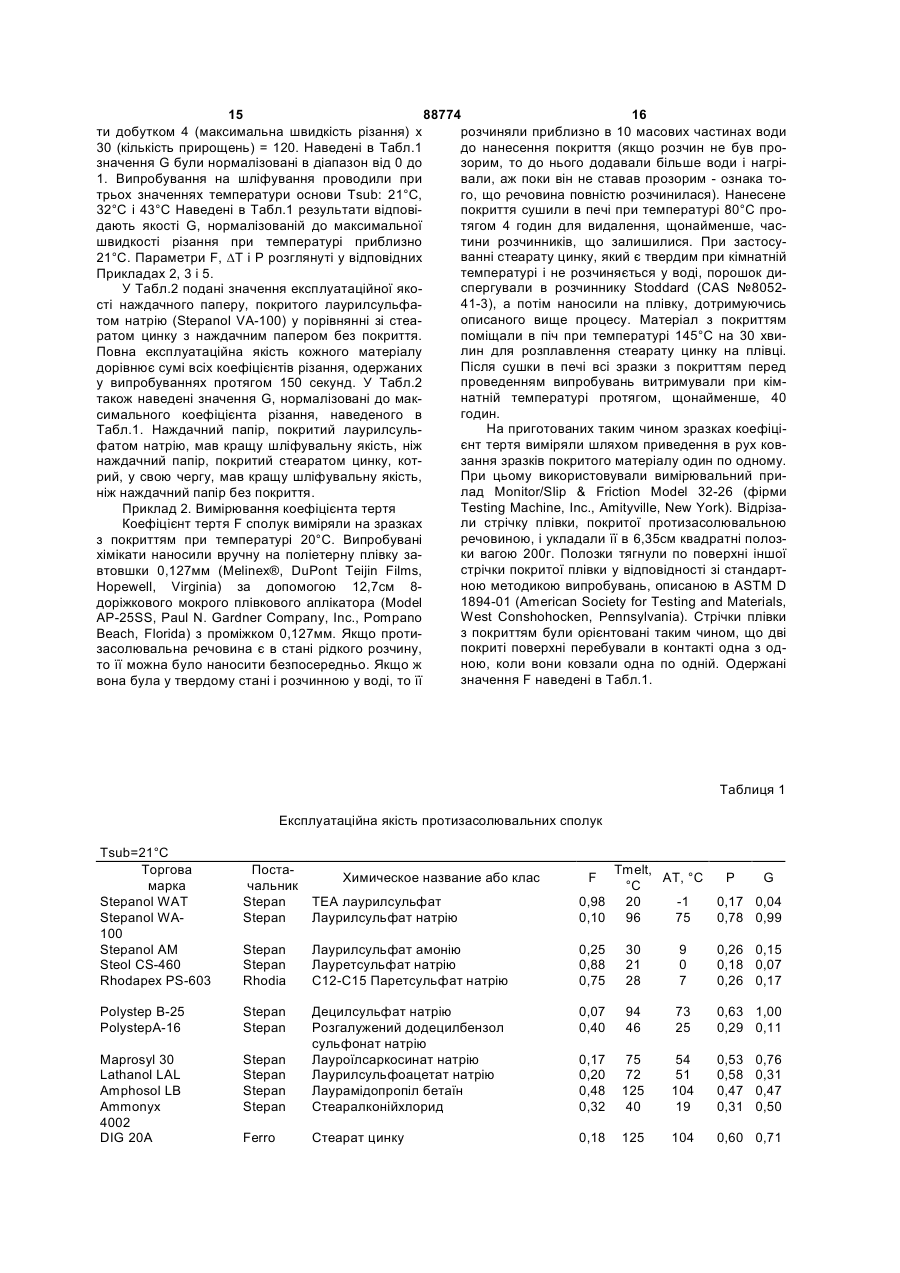
1. Протизасалювальна композиція для абразивних виробів, яка містить першу органічну сполуку і другу органічну сполуку, де кожна із першої і другої органічних сполук незалежно утворює шліфовану поверхню, що має критерій крайового кута для води W°g, менший за крайовий кут для води W°z для цинку стеарату, і задовольняє щонайменше одній умові, вибраній з групи, що складається з температури плавлення Тmelt, що перевищує приблизно 40 °С, утворення шліфованої поверхні, що має динамічний коефіцієнт тертя F менший, ніж приблизно 0,4, і критерій протизасалювання Р більший, ніж приблизно 0,2, і де перша і друга органічні сполуки є різними, і де кожна з першої і другої органічних сполук незалежно представлена формулою, вибраною з групи, що складається з ROSO3-М+, RCONH(CH2)3N+(CH3)2CH2COO-, RCONR'CH2CO2-M+ і R-O(CO)CH2OSO3-M+, де R являє собою С6-С18 лінійний алкіл, R' являє собою С1-С4 лінійний алкіл, і М+ являє собою іон лужного металу. 2. Композиція за п. 1, у якій перша сполука утворює поверхню, що має критерій крайового кута для води W°g менше ніж приблизно 100° і задовольняє принаймні одній умові, вибраній із такої групи: температура плавлення Тmelt більше 70 °С, утворення шліфованої поверхні, що має коефіцієнт тертя F, менший ніж приблизно 0,4, та критерій протизасалювання Р, більший ніж приблизно 0,2. 3. Композиція за п. 1, у якій перша сполука утворює поверхню, що має критерій крайового кута 2 (19) 1 3 88774 4 коефіцієнт тертя F менший, ніж приблизно 0,4, та вання Р за п. 15 і описується формулою, вибраною критерій протизасалювання Р більший, ніж приіз такої групи: R-OSO3-M+, близно 0,2. RCONH(CH2)3N+(CH3)2CH2COO-, R-CONR'CH2CO29. Абразивний виріб за п. 7, в якому перша сполуM+ і R-O(CO)CH2OSO3-M+, де ка утворює поверхню, що має критерій крайового R являє собою С6-С18 лінійний алкіл, кута для води W°g менше, ніж приблизно 70°, і R' являє собою С1-С4 лінійний алкіл, а задовольняє щонайменше одній умові, вибраній із М+ являє собою іон лужного металу. такої групи: температура плавлення Тmelt більше 17. Процес за п. 13, в якому перша сполука утво90 °С, утворення шліфованої поверхні, що має рює поверхню, що має критерій крайового кута коефіцієнт тертя F менший, ніж приблизно 0,3, та для води W°g приблизно 0°. критерій протизасалювання Р більший, ніж при18. Процес за п. 13, в якому першу сполуку вибиблизно 0,3. рають із такої групи: лаурилсульфат натрію, деци10. Абразивний виріб за п. 7, в якому перша сполсульфат натрію, октилсульфат натрію, лауроїллука утворює поверхню, що має критерій крайовосаркосинат натрію, лаурамідопропілбетаїн і го кута для води W°g приблизно 0°. лаурилсульфоацетат натрію. 11. Абразивний виріб за п. 7, в якому перша спо19. Процес за п. 13, який, крім того, включає у себе лука вибрана із такої групи: лаурилсульфат нашліфування поверхні до досягнення певного кратрію, децилсульфат натрію, октилсульфат натрію, йового кута для води W°p завдяки використанню лауроїлсаркосинат натрію, лаурамідопропілбетаїн другої органічної сполуки, яка утворює шліфовану і лаурилсульфоацетат натрію. поверхню, що має критерій крайового кута для 12. Абразивний виріб за п. 7, в якому першою споводи W°g, відмінний від величини крайового кута лукою є лаурилсульфат натрію. для води W°g, який утворений завдяки викорис13. Процес шліфування поверхні, який включає у танню першої органічної сполуки, яка утворює себе: шліфовану поверхню, причому крайовий кут для шліфування оброблюваної поверхні шляхом наневоди W°p визначають, принаймні частково, викосення абразивного виробу на оброблювану поверристовуючи незалежні крайові кути для води W°g, хню для створення стружки оброблюваної поверхякі утворені завдяки використанню кожної із споні і введення ефективної кількості лук, де кожна із першої і другої органічних сполук протизасалювальної композиції між поверхнею незалежно утворює шліфовану поверхню, і пропоабразивного виробу і стружкою оброблюваної порційно вмісту кожної сполуки, що використовуєтьверхні, причому абразивний виріб містить покриту ся. сполучною речовиною носійну основу, сполучну 20. Процес за п. 19, який, крім того, включає у себе речовину й абразивний матеріал, сполучений з вибір величини крайового кута для води W°p, який носійною основою за допомогою сполучної речозабезпечує сумісність покриття, що наносять, з вини, і протизасалювальна композиція містить поверхнею, що оброблюють шліфуванням. першу органічну сполуку, яка утворює шліфовану 21. Процес за п. 19, в якому стадія постачання поверхню, що має критерій крайового кута для протизасалювальної композиції включає у себе води W°g менший за крайовий кут для води W°z нанесення принаймні однієї сполуки на абразивдля цинку стеарату, і задовольняє щонайменше ний виріб або на поверхню, що оброблюють. одній умові, вибраній із такої групи: температура 22. Процес за п. 19, в якому абразивний виріб місплавлення Тmelt, що перевищує приблизно 40 °С, тить щонайменше одну із зазначених сполук. утворення шліфованої поверхні, що має динаміч23. Спосіб вибору протизасалювальної сполуки ний коефіцієнт тертя F менший, ніж приблизно 0,4, для забезпечення цільового крайового кута для та критерій протизасалювання Р більший, ніж приводи W°, який включає вибір органічної сполуки, близно 0,2. де сполука утворює шліфовану поверхню, що має 14. Процес за п. 13, в якому перша сполука задокритерій крайового кута для води W°g, менший за вольняє щонайменше одній умові, вибраній із такрайовий кут для води W°z для цинку стеарату і кої групи: утворення шліфованої поверхні, що має задовольняє щонайменше одній умові, вибраній із критерій крайового кута для води W°g менше, ніж такої групи: температура плавлення Тmelt більше приблизно 100°, температуру плавлення Тmelt бі40 °С, утворення шліфованої поверхні, що має льше 70 °С, утворення шліфованої поверхні, що динамічний коефіцієнт тертя F, менший ніж примає коефіцієнт тертя F менший, ніж приблизно 0,4, близно 0,4, та критерій протизасалювання Р більі критерій протизасалювання Р більший, ніж приший, ніж приблизно 0,2. близно 0,2. 24. Спосіб за п. 23, в якому перша сполука задо15. Процес за п. 13, в якому перша сполука задовольняє щонайменше одній умові, вибраній із тавольняє щонайменше одній умові, вибраній із такої групи: утворення шліфованої поверхні, що має кої групи: утворення шліфованої поверхні, що має критерій крайового кута для води W°g менше ніж критерій крайового кута для води W°g менше ніж приблизно 100°, температуру плавлення Тmelt біприблизно 70°, температуру плавлення Тmelt більльше 70 °С, утворення шліфованої поверхні, що ше 90 °С, утворення шліфованої поверхні, що має має коефіцієнт тертя F, менший ніж приблизно 0,4, коефіцієнт тертя F менший, ніж приблизно 0,3, і та критерій протизасалювання Р більший, ніж прикритерій протизасалювання Р більший, ніж приблизно 0,2. близно 0,3. 25. Спосіб за п. 23, в якому перша сполука задо16. Процес за п. 13, в якому перша сполука задовольняє щонайменше одній умові, вибраній із тавольняє всі умови щодо температури плавлення кої групи: утворення шліфованої поверхні, що має Тmelt, коефіцієнту тертя F і критерію протизасолюкритерій крайового кута для води W°g менше, ніж 5 88774 6 приблизно 70°, температура плавлення Тmelt біль30. Спосіб за п. 25, який, крім того, включає у себе ше 90 °С, утворення шліфованої поверхні, що має вибір величини крайового кута для води W°p, що коефіцієнт тертя F менший, ніж приблизно 0,3, та забезпечує сумісність з конкретним покриттям. критерій протизасалювання Р більший, ніж при31. Абразивний виріб, який містить покриту сполублизно 0,3. чною речовиною носійну основу, сполучну речови26. Спосіб за п. 23, в якому перша сполука задону, абразивний матеріал, сполучений з носійною вольняє всім умовам, що стосуються температури основою за допомогою сполучної речовини, і проплавлення Тmelt, коефіцієнту тертя F і критерію тизасалювальну композицію, яка містить лаурилпротизасалювання Р. сульфат у кількості, що перешкоджає накопиченню 27. Спосіб за п. 24, в якому перша сполука задостружки під час шліфування. вольняє щонайменше двом умовам, вибраним 32. Абразивний виріб за п. 31, в якому лаурилсусеред крайового кута для води W°g, температури льфатом є лаурилсульфат натрію. плавлення Тmelt, коефіцієнта тертя F і критерію 33. Абразивний виріб, який містить покриту сполупротизасалювання Р у п. 24. чною речовиною носійну основу, сполучну речови28. Спосіб за п. 25, в якому перша сполука задону, абразивний матеріал, сполучений з носійною вольняє щонайменше трьом умовам, вибраним основою за допомогою сполучної речовини, і просеред крайового кута для води W°g, температури тизасалювальну композицію, котра містить лауриплавлення Тmelt, коефіцієнта тертя F і критерію лсульфат, причому лаурилсульфат є як мінімум протизасалювання Р у п. 25. однією органічною протизасалювальною сполу29. Спосіб за п. 23, в якому крайовий кут для води кою, введеною у протизасалювальну композицію. W°g складає приблизно 0°. 34. Абразивний виріб за п. 33, в якому лаурилсульфатом є лаурилсульфат натрію. Як правило, абразивні вироби містять абразивні частки, сполучені між собою і з носійною основою за допомогою сполучної речовини. Наприклад, абразивний виріб може містити шар абразивних часток, зв'язаних з основою, причому основа може бути гнучка і виконана, наприклад, із тканини або паперу, нетканого матеріалу і т.п. Такі вироби використовують для шліфування різноманітних робочих поверхонь, у тому числі поверхонь металів, сплавів, скла, дерева, пластмас, наповнювачів, ґрунтування на поверхнях під фарбу і т.п. Фахівцям відомо, що абразивні вироби зазнають "засолювання", при якому "дрібна стружка", або знятий шліфуванням матеріал з оброблюваної поверхні, накопичується на абразивній поверхні і між абразивними частками. Явище засолювання є небажаним з тієї причини, що воно, як правило, знижує робочі характеристики абразивного виробу. Для боротьби із засолюванням були запропоновані "протизасолювальні" композиції, які зменшували тенденцію до накопичення дрібної стружки на абразивному виробі. Наприклад, вже протягом тривалого часу, як компонент протизасолювальних композицій, використовують стеарат цинку. Раніше в якості компонентів протизасолювальних композицій пропонувалися різноманітні класи сполук. Наприклад, пропонувалися компоненти протизасолювальних композицій, які включали у себе довгі алкільні ланцюги, сполучені з полярними групами, такими як карбоксилати, солі алкіламонію, борати, фосфати, фосфонати, сульфати, сульфони і т.п., разом з широким діапазоном протилежних іонів, у тому числі моновалентних і двовалентних металевих катіонів, органічних протиіонів, таких як тетраалкіламоній, і т.п. Але відомості про те, що цей широкий клас сполук являє собою клас ефективних протизасолювальних речовин, відсутні. Відсутні також відомості щодо виготовлення абразивних виробів з кожною такою потенційною протизасолювальною сполукою і щодо проведення серій тривалих ви пробувань на абразивне стирання (шліфування). Багато серед запропонованих сполук фактично не є ефективними протизасолювальними речовинами. Більш того, деякі речовини, про котрі відомо, що вони є ефективними протизасолювачами, призводять до неприпустимого забруднення оброблюваної поверхні і, отже, до виникнення дефектів при наступній операції нанесення покриття. Наприклад, використання стеарату цинку у фінішних абразивах в автомобільній промисловості веде до забруднення поверхні ґрунтування, що потребує проведення додаткової операції очистки для підготовки поверхні ґрунтування до наступного нанесення фарби. Крім того, деякі речовини, наприклад, стеарат цинку, про котрі відомо, що вони є ефективними протизасолювальними речовинами, є нерозчинними у воді. При виготовленні абразивного виробу з нерозчинною у воді протизасолювальною речовиною можуть потребуватися органічні розчинники або додаткові добавки і/або операції обробки. Таким чином, існує потреба у створенні ефективних протизасолювальних речовин, котрі можна легко вводити в абразивний виріб і котрі мінімально забруднюють оброблювану поверхню. Крім того, потрібен процес для вибору ефективних протизасолювальних сполук. Авторами даного винаходу було знайдено, що деякі сполуки можуть бути ефективними протизасолювальними речовинами. Зокрема, це є такі сполуки, як аніонні поверхнево-активні речовини, котрі відповідають певним критеріям, як це показано в Прикладах 1-5. Винаходом запропонована протизасолювальна композиція, яка включає у себе першу органічну сполуку. Ця сполука має критерій, згідно з яким величина її водного крайового кута W°g є меншою величини водного крайового кута W°z стеарату цинку. Перша сполука повинна задовольняти щонайменше одній умові, вибраній із такої групи 7 88774 8 умов: температура плавлення Tmelt є більшою, На Фіг.2 показаний графік критерію Р протизаніж приблизно 40°С; динамічний коефіцієнт тертя солювання в залежності від емпіричної продуктивF є меншим, ніж приблизно 0,5; критерій Р протиності шліфування G. засолювання є більшим, ніж приблизно 0,2. Описані тут варіанти здійснення винаходу в У відповідності з іншим варіантом здійснення цілому стосуються добавок, які використовують винаходу пропонується друга органічна сполука, для підвищення ефективності абразивних виробів, яка має величину W°g, відмінну від W°g першої і зокрема протизасолювальних композицій, котрі органічної сполуки. Композиція згідно з винаходом вводять в абразивні вироби. Нижче розглянуто має певний водний крайовий кут W°p, котрий видеякі варіанти здійснення даного винаходу. значається, щонайменше частково, незалежним Використовуваний тут термін "протизасолювакутом W°g кожної сполуки і пропорцією вмісту кожльна композиція" означає будь-яку органічну споної сполуки в композиції. луку або її сіль, які можуть бути ефективними проВинаходом запропонований абразивний виріб, тизасолювальними речовинами за критеріями, що містить протизасолювальну композицію. вибраними в кількості двох або більше серед: Р, F, Винаходом запропонований процес для шлі(Tmelt ) (температура плавлення), ДТ, Tsub (темфування основи, який включає у себе шліфування пература основи), кути W°, W°g, W°z, W°p, і хімічна оброблюваної поверхні шляхом прикладання абструктура даної речовини. разивного виробу до оброблюваної поверхні таким Кутові критерії, тобто водні крайові кути, начином, що на оброблюваній поверхні утворюється приклад, W°, W°g, W°z і W°p, можуть визначатися дрібна стружка, і введення ефективної кількості фахівцями гоніометричним методом. Водний крапротизасолювальної композиції на межі поділу між йовий кут виміряють між площиною основи і лініабразивним виробом і стружкою на оброблюваній єю, дотичною до поверхні поміщеної на основу поверхні. краплі води в місці перетинання цієї краплі з осноВ іншому варіанті запропонований процес вою. На Фіг.1 показані водні крайові кути величивключає у себе шліфування основи до досягнення ною W°, що є меншою 90°, дорівнює 90° і більшою певної величини водного крайового кута W°p шля90°. Цей кут може вимірятися за допомогою гоніохом використання другої органічної сполуки. метра. Більш докладно методика визначення водЗапропоновано процес для вибору протизасоного крайового кута описана у Прикладі 4. лювальної сполуки, який включає у себе вибір Основою для застосування в даному винаході першої органічної сполуки. Інший варіант процесу може бути будь-який шліфований або полірований передбачає вибір другої сполуки і визначення проматеріал, наприклад, деревина, метал, пластмаса, порції кожної сполуки, у результаті чого композикомпозит, кераміка, мінерал і т.п., а також покриття ція, що містить сполуки в зазначених пропорціях, таких основ, наприклад, фарба, ґрунтування, лак, має особливий водний крайовий кут W°p, котрий клей, порошкове покриття, оксидні шари, гальвавизначається, щонайменше частково, величиною нопокриття із металу, забруднення і т.п. Найбільш W°g кожної сполуки та пропорціями цих сполук. типовою є основа з металу, деревини або полімеОписані тут варіанти здійснення винаходу мару, непокрита або покрита захисним шаром ґрунють значні переваги. Завдяки створенню ефективтування, фарби, прозоре покриття і т.п. них протизасолювальних композицій зростає проЗгідно з даним винаходом водний крайовий дуктивність та ефективність абразивних виробів і кут W° виміряють на невідшліфованій основі, а процесів їх застосування, у результаті чого знижуводний крайовий кут W°g виміряють на основі, ється вартість і зростає якість оброблюваного вивідшліфованій при наявності ефективної кількості робу. Завдяки використанню протизасолювальних протизасолювальної сполуки, наприклад, першої композицій, що дозволяє шліфувати поверхні зі органічної сполуки. Під „ефективною кількістю" тут зниженим водним крайовим кутом W°g, полегшумається на увазі кількість протизасолювальної ється виготовлення абразивних виробів, котрі міссполуки або протизасолювальної композиції, дотять протизасолювальні композиції, і знижується статня для досягнення протизасолювального ефезабруднення оброблюваних поверхонь, і особливо кту під час шліфування основи. W°z являє собою таких, на які після шліфування наносять фарбу, водний крайовий кут, виміряний на основі, відшлілак, порошкове покриття і т.п. Завдяки викорисфованій при наявності ефективної кількості стеатанню протизасолювальних композицій, що є еферату цинку. Якщо при порівнянні величин цих двох ктивними в широкому діапазоні температур, можна кутів, наприклад, кут W°g виявляється меншим за здійснювати шліфування поверхонь при різних кут W°z, це може означати, що відповідні водні температурах без потреби їх регулювати і/або крайові кути були виміряні на ідентичних основах, множини виробів при різних температурах. Більш відшліфованих ідентичними абразивами при наявтого, завдяки шліфуванню оброблюваної поверхні ності ефективної кількості кожної відповідної сподо певної величини водного крайового кута W°p, луки, наприклад, першої органічної сполуки і стеавідшліфована поверхня може бути тонко підготорату цинку. вана до наступного її покриття. Результатом є сутУ різноманітних варіантах здійснення винахотєве підвищення гнучкості процесів обробки, якості ду кут W°g для першої сполуки є меншим за кут й ефективності абразивних виробів, способів їх W°z., у типовому випадку менше, ніж приблизно застосування і оброблюваних ними об'єктів. 125°, у кращому варіанті -менше, ніж приблизно На Фіг.1 схематично показано вимірювання 110°, у ще кращому - менше, ніж приблизно 100°, а водного крайового кута. в ще кращому - менше, ніж приблизно 70°, або менше, ніж приблизно 50°. В особливо кращому 9 88774 10 варіанті кут W°g для першої сполуки складає бликриття, а величина кута W°p після кожної операції зько 0°. шліфування може регулюватися нанесеною кількіУ різноманітних варіантах здійснення винахостю другої сполуки. ду може бути бажаним мати особливий водний Температура плавлення Tmelt сполуки може крайовий кут W°p, наприклад, якщо цей кут не мовизначатися методом диференційної сканувальної же бути легко отриманий шляхом використання калориметрії (DSC), більш докладно описаним у єдиної протизасолювальної сполуки, або якщо цей Прикладі 3. Цілком зрозуміло, що термін "темпекут може бути легко отриманий шляхом викорисратура плавлення" стосується при цьому термічтання єдиної протизасолювальної сполуки, яка ного перетворення на кривій DSC, що відповідає проте є небажаною з інших причин, наприклад, з розм'якшенню сполуки, тобто точки плавлення погляду її вартості, токсичності, протизасолювалькристалічної сполуки, точки розм'якшення або пеної ефективності і т.п. Композиція може містити дві реходу в рідкий стан аморфної сполуки, і т.п. В або декілька сполук з різними значеннями Wg, численних варіантах температура плавлення спокотрі об'єднують у пропорції, що дозволяє отрималуки є більшою, ніж приблизно 40°С, у кращих - є ти особливий водний крайовий кут W°p. У разі вибільшою, ніж приблизно 55°С, або ж може перекористання двох сполук, щонайменше, одна сповищувати 70°С. В окремих варіантах здійснення лука, наприклад, перша органічна сполука, винаходу температура плавлення є більшою, ніж задовольняє мінімальному критерію протизасолюприблизно 90°С вання, у відповідності з яким, наприклад, кут W°g є Коефіцієнт тертя F тієї чи іншої сполуки може меншим за кут W°z, і задовольняє, щонайменше, визначатися шляхом приготування зразків з поодній умові із таких умов: температура плавлення криттям і вимірювання коефіцієнта тертя при 20°С. Tmelt повинна бути більшою, ніж приблизно 40°С; Більш докладно методика визначення F описана у коефіцієнт тертя повинен бути меншим, ніж приПрикладі 2. В різноманітних варіантах значення близно 0,6; критерій протизасолювання Р повинен коефіцієнта F сполук лежать нижче рівня приблизбути більшим, ніж приблизно 0,3. но 0,6, у кращих варіантах - нижче, ніж приблизно Другою може бути будь-яка ефективна проти0,4, або ж нижче, ніж приблизно 0,3. В окремих засолювальна сполука, наприклад, стеарат цинку. варіантах величина коефіцієнта F є меншою, ніж В окремних варіантах як перша, так і друга органіприблизно 0,2. чні сполуки відповідають мінімальному протизасоОбчислення критерію Р протизасолювання лювальному критерію, у відповідності з яким, наможе проводитися за допомогою рівняння (1): приклад, кут W°g e меншим, ніж кут W°z, і Р = 0,68 - 2,07xF + (3.3Е - 3хАТ) + 1,58xF2 (1) задовольняється, щонайменше, одна із таких У рівнянні (1) змінна DT (°С) являє собою різумов: температура плавлення Tmelt повинна бути ницю температур Tmelt - Tsub, де Tmelt є темпебільшою, ніж приблизно 40°С; коефіцієнт тертя ратура плавлення даної сполуки, a Tsub - темпеповинен бути меншим, ніж приблизно 0,6; критерій ратура оброблюваної шліфуванням основи. протизасолювання Р повинен бути більшим, ніж Температура основи, Tsub, може бути визначена приблизно 0,3. шляхом вимірювання температури оброблюваної В одному з варіантів особливий кут W°p може поверхні за допомогою термометра, термопари бути вибраний для приведення у відповідність з або інших засобів вимірювання температури, доббажаним покриттям, що дозволяє зменшити зуморе відомих фахівцям у даній галузі. В різноманітвлені забрудненням дефекти за допомогою протиних варіантах величини Tsub, яку використовують засолювальної сполуки. Наприклад, покриття на для обчислення DT і Р, може складати, приблизно, водній основі може мати кращу якість, коли підговід 20°С до 45°С, або в типових випадках - притована під нього поверхня має менший кут W°p близно від 20°С до 45°С. В особливих варіантах порівняно з поверхнею, підготованою для покриття Tsub становить приблизно 45°С. на масляній основі. Для специфічних видів покритУ різноманітних варіантах здійснення винахотя, котрі можуть бути досить чутливими до Wp, ду критерій протизасолювання Р має величину наприклад, для покриття на емульсійній основі, більше, ніж приблизно 0,2, а в інших випадках може бути вибраний кут W°p величиною, майже більше, ніж приблизно 0,3. В особливих випадках оптимальною для такого покриття. В різноманітних величина Р є більшою, ніж приблизно 0,5. Більш варіантах можуть бути використані разом дві або докладно методика визначення величини критерію декілька сполук, наприклад, у формі композиції, Р протизасолювання описана у Прикладі 5 та ілювключеної в абразив, або композиції, що нанострована на Фіг.2. ситься на абразив, на оброблювану поверхню або В різноманітних варіантах здійснення винахона те й інше. В інших варіантах сполуки можуть ду змінна DТ є більшою, ніж приблизно 20°С, у використовуватися відокремлено одна від одної. типових випадках - більшою 30°С, ще частіше є Наприклад, щонайменше одна сполука може бути більшою, ніж приблизно 40°С, або ж може перевключена в абразивний виріб, або нанесена на вищувати 50°С. В особливому варіанті величина оброблювану поверхню, або ж нанесена на абраDT є більшою, ніж приблизно 75°С зив, і т.п. Абразив може містити, щонайменше, Цілком зрозуміло, що на практиці обробка одну сполуку, а друга сполука може бути нанесена шліфуванням в багатьох випадках може відбувана оброблювану поверхню, наприклад, в розчині тися при температурах вище навколишньої, тобто протизасолювальної речовини, що наноситься в вище 20°С, внаслідок фрикційного нагріву, гарячої заданій кількості, наприклад, за допомогою розпосушки заготовки і т.п. Наприклад, в автомобільній рошувального пістолета. Таким чином, один абрапромисловості під час фарбування кузов автомозив може застосовуватися до множини видів побіля, як правило, проходить через ділянку покрит 11 88774 12 тя фарбою. Кузов автомобіля на цій ділянці звивило, є лінійною. У разі потреби, група R може чайно нагрівають до температури вище навколишбути перервана однією або кількома групами пеньої, наприклад, приблизно до 43°С. На виході з реривання, і/або заміщена за умови, що утворена ділянки оператори перевіряють кузов на наявність в результаті сполука залишиться ефективним продефектів, і ділянки виявлених дефектів піддають тизасолювальним засобом у відповідності з навеобробці шліфуванням. деними тут критеріями. Підходящими замісниками Цілком зрозуміло також, що при тестуванні можуть бути, наприклад, -F, -СІ, -Вr, -І, -CN, -NO2, протизасолювальних сполук, з метою вибору сегалогенізовані С1-С4 алкільні групи, С1-С6 алкокред них найбільш ефективних, температури, викосигрупи, циклоалкільні групи, арильні групи, гетеристовувані в цьому тестуванні для обчислення Р, роарильні групи, гетероциклічні групи, і т.п. Підхосамі по собі, не обмежують температур, при котдящими переривальними групами можуть бути, рих вибрана сполука може застосовуватися. Нанаприклад, -О-, -S-, -(CO)-, -NRa(CO)-, -NRa- і т.п., приклад, сполука, тестування якої проводилося де Ra є -Н або невелика, наприклад, С1-С6 алкільпри 45°С, може застосовуватися при температурах на група, або ж арильна чи аралкільна група, наяк вище, так і нижче 45°С. приклад, феніл, бензил і т.п. Фахівцям відомо, що деякі протизасолювальні Протиіон М+ може утворювати сіль зі сполуречовини, наприклад, стеарат цинку, можуть мати кою, і ним може бути, наприклад, катіон металу високі значення Р. Але відомо також, що в багаMg++, Mn++, Zn++, Ca++, Cu++, Na+, Li+, K+, Cs+, Rb+ і тьох випадках застосування абразивні вироби мот.п. або катіон неметалу такий, як сульфоній, фожуть забруднюватися протизасолювальною речосфоній, амоній, алкіламоній, ариламоній, імідазовиною, що призводить до збільшення водного ліній і т.п. В одному з варіантів здійснення винахокрайового кута основи. Наприклад, якщо стеарат ду протиіоном М+ може бути іон металу. В іншому цинку використовувався на поверхні, на котру поваріанті катіоном М+ може бути іон лужного метавинно наноситися покриття на водній основі, то лу, наприклад, Na+, Li+, К+, Cs+ або Rb+. В особлизалишки стеарату цинку, очевидно, слід видалити вому варіанті здійснення винаходу протиіоном М+ з обробленої поверхні, оскільки в противному виє Na+. падку покриття може менш ефективно зчіплюватиАніонною групою, тобто компонентом А-, може ся з поверхнею. бути, наприклад, карбоксилат, сульфат, сульфоСполуками, наприклад, органічними сполуканат, сульфіт, сульфосукцинат, саркосинат, сульми, котрі можуть бути ефективними протизасолюфоацетат, фосфат, фосфонат, тіосульфат, тіосувальними засобами, як правило, є поверхневольфіт, борат і т.п. Аніоном А- може бути також активні сполуки або молекули з властивостями, карбоксилат, сульфат, сульфонат, фосфат, саркоподібними властивостям поверхнево-активних синат, сульфоацетат або фосфонат. В альтернаречовин, тобто молекули з великою гідрофобною тивному варіанті аніонною групою може бути сугрупою, зв'язаною з гідрофільною групою. Зокрельфат, саркосинат, сульфоацетат або бетаїн ма, це можуть бути, наприклад, аніоногенні повер(наприклад, триметилгліциніл, карбоксилат). В хнево-активні речовини. До типових гідрофобних іншому варіанті аніонною групою може бути сульгруп належать розгалужені або лінійні, зазвичай, фат. лінійні аліфатичні групи, які мають приблизно від 6 Фахівцям у даній галузі добре відомо, що зрадо 18 атомів вуглецю. Гідрофобними можуть бути зок таких молекул у типовому випадку може міститакож циклоаліфатичні групи, арильні групи і, моти певний розподіл поміж нейтральними, тобто жливо, продукти гетероатомного заміщення. Сепротонованими, або частково чи повністю етериред типових гідрофільних груп можна назвати позованими формами. Наприклад, карбоксилатна лярні групи або групи, що легко іонізуються, поверхнево-активна речовина може включати у наприклад, такі аніони, як карбоксилати, сульфати, себе один або декілька різновидів R-CO2- М+, Rсульфонати, сульфіти, фосфати, фосфонати, тіоCO2H і R-CO2Rb, де Rb є невелика, наприклад, С1сульфати, тіосульфіти, борати і т.п. Наприклад, С6 алкільна група, бензильна група і т.п. аніоногенним поверхнево-активним засобом може Таким чином, в різноманітних варіантах здійсбути молекула з довгим алкільним ланцюгом, принення винаходу запропонованою сполукою можуть кріпленим до аніонної групи, зокрема, С12 алкільбути, наприклад, сполуки, описувані формулами на група, прикріплена до сульфатної аніонної груR-OSO3-M+, R-CONR'CH2CO2-M+, R- + пи в додецилсульфаті натрію. O(CO)CH2OSO3 M або Таким чином, наприклад, аніоногенними повеRCONH(CH2)3N+(CH3)2CH2COO-, де R є С6-С18 рхнево-активними речовинами, котрі можуть бути лінійний алкіл, R' є С1-С4 лінійний алкіл, а М+ є іон ефективними протизасолювальними засобами, є лужного металу. В інших варіантах запропоновасполуки, що виражаються загальною формулою Rною сполукою може бути лаурилсульфат натрію, A-M+, в котрій R є гідрофільна група, А- є аніонна децилсульфат натрію, октилсульфат натрію, лаугрупа, а М+ являє собою протиіон. Для фахівця рамідопропілбетаїн і лаурилсульфоацетат натрію. цілком зрозуміло, що ця формула не виключає В особливому варіанті сполукою може бути лаурирізноманітних її модифікацій, якими можуть бути, лсульфат натрію. наприклад, стехіометричні комбінації іонів різних Згідно з даним винаходом абразивним матеріабо ідентичних валентностей, наприклад, (R-A-)2 алом є будь-який відомий в даній галузі матеріал, M++, R-A-(M+)2. R-A- Н+М+, R-A-M++, i т.п. а саме порошкова кераміка, мінерал або металеУ наведеній вище формулі компонентом R вий матеріал, що використовується для шліфуможе бути С6-С18 розгалужена або лінійна аліфавання заготовок. Наприклад, абразивним матеріатична група, причому ця аліфатична група, як пралом може бути альфа-глинозем (плавлена або 13 88774 14 спечена кераміка), карбід кремнію, плавлена суміш Приклади глинозему з двоокисом цирконію, кубічний нітрид Наведені нижче приклади ілюструють принцибору, алмаз і т.п., а також їх комбінації. Абразивні повий аспект відповідних варіантів здійснення виматеріали звичайно закріплюють на носійній оснонаходу і не несуть з собою будь-яких обмежень. ві (наприклад, із тканинного, паперового, металеПриклад 1. Вимірювання емпіричних характевого, деревного або полімерного матеріалу), тверристик шліфування дому носії (наприклад, на шліфувальному крузі, В усіх випробуваннях використовувався серійошкіреній дошці) і т.п. Кріплення матеріалу здійсний абразивний виріб, який не містив початкової нюють шляхом об'єднання сполучного, наприклад, протизасолювальної композиції: наждачний папір натурального або синтетичного клею, полімерів і Norton А270 Р500 (Norton Abrasives, Worcester, т.п., з абразивним матеріалом і носійною основою, Massachusetts). Експериментальні протизасолюпісля чого цю композицію піддають твердінню і вальні речовини (наведені в Табл.1, отримані від сушці. Протизасолювальна композиція може бути фірми Stepan Company, Northfield, Illinois, за виняоб'єднана з цими елементами на будь-якій стадії тком засобів Arquad 2НТ-75, фирма Alczo-Nobel, виготовлення абразивного виробу. В одному з Chicago, Illinois, Rhodapon LM і Rhodapex PM 603, варіантів здійснення винаходу протизасолювальну фирма Rhodia, Cranbury, New Jersey) були пригокомпозицію об'єднують зі сполучною речовиною й товані у формі 30%(мас.) розчинів у воді і нанесені абразивним матеріалом під час виготовлення абна круги наждачного паперу діаметром 5 дюймів разивного виробу. В інших варіантах протизасо(12,7см) за допомогою губчастої щітки. На задній лювальну композицію розміщують на межі поділу стороні круги мали поверхню сполучання і містили абразивної поверхні готового виробу і стружки на кріпильні зачепи і петлі. Як експериментальні загооброблюваній поверхні, наприклад, шляхом нанетовки для обробки використовували стальні панесення її на абразивну поверхню при виготовленні, лі, покриті типовим ґрунтуванням, що застосовуабо шляхом нанесення її на абразивну поверхню, ється в автомобільній промисловості, BASF U28 шляхом нанесення сполуки на оброблювану пове(фірми BASF Corporation, Mount Olive, New Jersey). рхню, або ж, застосовуючи різноманітні комбінації Заготовки шліфували вручну за допомогою поропцих методів, і т.п. ластової подушки, до якої кріпильними гаками і Абразивний виріб, наприклад, у формі неткапетлями приєднували шліфувальний круг. Зусилля них абразивів або абразивів у покриттях, наприабразиву на заготовку контролювали за допомоклад, наждачного паперу, шліфувального кругу, гою одноточкового тензодатчика (тензодатчик диску, смуги, листа, шліфувальної стрічки, пресоLCAE 45кг, Omega Engineering Inc., Stamford, ваного шліфувального інструменту і т.п., може Connecticut), встановленого під металевою плитою використовуватися шляхом прикладання його до розмірами 50смх50см. При шліфуванні заготовку оброблюваної поверхні у шліфувальному русі, затискали на верху металевої плити. Величину наприклад, вручну, за допомогою механізму або в спрямованого вниз зусилля, що прикладалося до автоматичний спосіб, притискаючи абразив до заготовки, підтримували на рівні 11Н±1Н за вихідоброблюваної поверхні у лінійному, круговому, ним сигналом тензодатчика. Поропластову подушеліптичному або хаотичному русі і т.п. ку утримували під кутом приблизно 60° до осі, ноВ особливому варіанті використовують органірмальної до оброблюваних стальних панелей, так, чну поверхнево-активну речовину. Водний крайощо тільки приблизно 1/3 поверхні шліфувального круга перебувала в контакті із заготовкою. Підсумвий кут W°g випробуваної основи для шліфування ковий тиск на межі шліфування складав приблизно абразивом при наявності ефективної кількості 2,6кН/м2. композиції складає менше, ніж приблизно 20°. За допомогою абразиву шліфували ділянку заКритерій Р протизасолювання для поверхневоготовки діаметром близько 5см. Шліфування проактивної речовини становить більше, ніж приблизводили, рухаючи абразив вперед і назад по поверно 0,3. Органічну поверхнево-активну речовину хні нешліфованої заготовки. Швидкість вибирають із групи, що складається із лаурилсушліфування складала приблизно 3 ходи за секунльфату натрію, децилсульфату натрію, октилсуду. Довжина ходу становила приблизно 4см. Вильфату натрію, лаурамідопропілбетаїну і лаурилпробування проводили з 5-секундним прирощенсульфоацетату натрію. В особливому варіанті ням максимум до 150 секунд або до точки, в котрій поверхнево-активною речовиною є лаурилсульфат коефіцієнт різання падав до нуля. Коефіцієнт рінатрію. зання для кожного прирощення оцінювали за емУ різноманітних варіантах здійснення винахопіричною шкалою від 4 до 0, де коефіцієнт 4 відподу першу сполуку вибирають таким чим, що вона відає доволі агресивній швидкості різання, а відповідає одній чи більше умовам, вибраних із коефіцієнт 0 відповідає повному припиненню рітакої групи: зання абразивом. Оцінку проводили візуально за Р більше, ніж приблизно 0,4; кількістю знятого матеріалу і утвореної стружки, з DТ більше, ніж приблизно 5°С; урахуванням опору поперечному руху, який відчуF менше, ніж приблизно 0,5; ває оператор. Високий коефіцієнт різання відповіW°g менше, ніж W°z; дав утворенню великої кількості стружки і низькоW°g менше, ніж W°z, Tmelt більше, ніж приму опору поперечному руху. Емпіричну близно 40°С, a F менше, ніж приблизно 0,5; експлуатаційну якість G у випробуваннях визначаW°g приблизно дорівнює W°, Tmelt більше, ніж ли сумою всіх числових оцінок під час проведення приблизно 40°С, a F менше, ніж приблизно 0,5; і випробувань. Найвище значення G, яке могло буDT більше, ніж приблизно 5°С, F менше, ніж ти отримане в цих випробуваннях, можна визначиприблизно 0,5, a W°g приблизно дорівнює W°. 15 88774 16 ти добутком 4 (максимальна швидкість різання) х розчиняли приблизно в 10 масових частинах води 30 (кількість прирощень) = 120. Наведені в Табл.1 до нанесення покриття (якщо розчин не був прозначення G були нормалізовані в діапазон від 0 до зорим, то до нього додавали більше води і нагрі1. Випробування на шліфування проводили при вали, аж поки він не ставав прозорим - ознака тотрьох значеннях температури основи Tsub: 21°С, го, що речовина повністю розчинилася). Нанесене 32°С і 43°С Наведені в Табл.1 результати відповіпокриття сушили в печі при температурі 80°С продають якості G, нормалізованій до максимальної тягом 4 годин для видалення, щонайменше, часшвидкості різання при температурі приблизно тини розчинників, що залишилися. При застосуванні стеарату цинку, який є твердим при кімнатній 21°С. Параметри F, DТ і Р розглянуті у відповідних температурі і не розчиняється у воді, порошок диПрикладах 2, 3 і 5. спергували в розчиннику Stoddard (CAS №8052У Табл.2 подані значення експлуатаційної яко41-3), а потім наносили на плівку, дотримуючись сті наждачного паперу, покритого лаурилсульфаописаного вище процесу. Матеріал з покриттям том натрію (Stepanol VA-100) у порівнянні зі стеапоміщали в піч при температурі 145°С на 30 хвиратом цинку з наждачним папером без покриття. лин для розплавлення стеарату цинку на плівці. Повна експлуатаційна якість кожного матеріалу Після сушки в печі всі зразки з покриттям перед дорівнює сумі всіх коефіцієнтів різання, одержаних проведенням випробувань витримували при кіму випробуваннях протягом 150 секунд. У Табл.2 натній температурі протягом, щонайменше, 40 також наведені значення G, нормалізовані до макгодин. симального коефіцієнта різання, наведеного в На приготованих таким чином зразках коефіціТабл.1. Наждачний папір, покритий лаурилсульєнт тертя виміряли шляхом приведення в рух ковфатом натрію, мав кращу шліфувальну якість, ніж зання зразків покритого матеріалу один по одному. наждачний папір, покритий стеаратом цинку, котПри цьому використовували вимірювальний пририй, у свою чергу, мав кращу шліфувальну якість, лад Monitor/Slip & Friction Model 32-26 (фірми ніж наждачний папір без покриття. Testing Machine, Inc., Amityville, New York). ВідрізаПриклад 2. Вимірювання коефіцієнта тертя ли стрічку плівки, покритої протизасолювальною Коефіцієнт тертя F сполук виміряли на зразках речовиною, і укладали її в 6,35см квадратні полозз покриттям при температурі 20°С. Випробувані ки вагою 200г. Полозки тягнули по поверхні іншої хімікати наносили вручну на поліетерну плівку застрічки покритої плівки у відповідності зі стандартвтовшки 0,127мм (Меlіnех®, DuPont Teijin Films, ною методикою випробувань, описаною в ASTM D Hopewell, Virginia) за допомогою 12,7см 81894-01 (American Society for Testing and Materials, доріжкового мокрого плівкового аплікатора (Model West Conshohocken, Pennsylvania). Стрічки плівки AP-25SS, Paul N. Gardner Company, Inc., Pompano з покриттям були орієнтовані таким чином, що дві Beach, Florida) з проміжком 0,127мм. Якщо протипокриті поверхні перебували в контакті одна з одзасолювальна речовина є в стані рідкого розчину, ною, коли вони ковзали одна по одній. Одержані то її можна було наносити безпосередньо. Якщо ж значення F наведені в Табл.1. вона була у твердому стані і розчинною у воді, то її Таблиця 1 Експлуатаційна якість протизасолювальних сполук Tsub=21°C Торгова марка Stepanol WAT Stepanol WA100 Stepanol AM Steol CS-460 Rhodapex PS-603 ПостаХимическое название або клас чальник Stepan TEA лаурилсульфат Stepan Лаурилсульфат натрію Tmelt, AT, °С Р G °С 0,98 20 -1 0,17 0,04 0,10 96 75 0,78 0,99 Stepan Stepan Rhodia Лаурилсульфат амонію Лауретсульфат натрію С12-С15 Паретсульфат натрію 0,25 0,88 0,75 30 21 28 9 0 7 0,26 0,15 0,18 0,07 0,26 0,17 Polystep B-25 PolystepA-16 Stepan Stepan 0,07 0,40 94 46 73 25 0,63 1,00 0,29 0,11 Maprosyl 30 Lathanol LAL Amphosol LB Ammonyx 4002 DIG 20A Stepan Stepan Stepan Stepan Децилсульфат натрію Розгалужений додецилбензол сульфонат натрію Лауроїлсаркосинат натрію Лаурилсульфоацетат натрію Лаурамідопропіл бетаїн Стеаралконійхлорид 0,17 0,20 0,48 0,32 75 72 125 40 54 51 104 19 0,53 0,58 0,47 0,31 Ferro Стеарат цинку 0,18 125 104 0,60 0,71 F 0,76 0,31 0,47 0,50 17 Tsub=32°C Торгова марка 88774 18 Продовження таблиці 1 Tmelt, DT,° С Р G °С 0,10 96 64 0,71 0,60 Постачальник Stepan Stepan 0,24 0,07 0,17 0,20 0,46 0,32 75 72 125 40 43 40 93 8 0,47 0,51 0,47 0,24 Стеарат цинку 0,18 125 93 0,54 0,67 Хімічна назва або клас F TEA лаурилсульфат Лаурилсульфат натрію 0,98 0,10 20 96 -23 53 -0,10 0,04 0,64 0,76 Stepan Stepan Rhodia Лаурилсульфат амонію Лаурет сульфат натрію С12-С15 Парет сульфат натрію 0,25 0,88 0,75 30 21 28 -13 -22 -15 0,06 0,10 -0,09 0,08 0,00 0,11 Stepan Stepan Децилсульфат натрію Розгалужений додецилбензолсульфонат натрію Лауроїлсаркосинат Лаурилсульфоацетат Лаурамідопропілбетаїн Стеаралконійхлорид 0,07 0,40 94 46 51 3 0,53 0,67 0,20 0,07 Stepan Stepan Stepan Stepan 0,17 0,20 0,48 0,32 75 72 125 40 32 29 82 -3 0,41 0,43 0,46 0,16 Ferro Maprosyl 30 Lathanol LAL Amphosol LB Ammonyx 4002 DLG 20A 14 Постачальник Stepan Stepan Tsub = 43°C Торгова марка Stepanol WAT Stepanol WA100 Stepanol AM Steol CS-460 Rhodapex PS603 Polystep B-25 Polystep A-16 46 Ferro Maprosyl 30 Lathanol LAL Amphosol LB Ammonyx 4002 DLG 20A Розгалужений додецилбензолсульфонат натрію Лауроїлсаркосинат натрію Лаурилсульфоацетат натрію Лаурамідопропілбетаїн Стеаралконійхлорид 0,40 Stepan Stepan Stepan Stepan Stepanol WA100 Polystep A-16 Хімічна назва або клас F Стеарат цинку 0,18 125 82 0,542 0,63 Лаурилсульфат натрію Tmelt DT(°С) Р 0,53 0,28 0,31 0,46 G 0,61 0,19 0,32 0,10 Таблиця 2 Експлуатаційна якість у порівнянні з абразивом без покриття (Tsub =43°С) Час, с 5 10 15 20 25 ЗО 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 Stepanol WA-100 4 4 3 3 3 3 3 3 2 2 2 2 2 2 2 2 2 1 1 1 1 1 1 Стеарат цинку Посилання 4 4 4 3 3 3 3 2 2 2 1 1 1 1 1 1 1 1 1 0 4 4 4 3 3 3 2 2 1 1 1 1 0 19 Час, с 120 125 130 135 140 145 150 Сума Значення G 88774 Stepanol WA-100 1 1 1 1 1 0 20 Продовження таблиці 2 Стеарат цинку 39 0,54 55 0,76 Ключ 4 Агресивний 3 Хороший 2 Задовільний 1 Поганий 0 Не ріже Приклад 3. Вимірювання температур плавлення на диференційному сканувальному калориметрі Зразок вагою приблизно 5мг кожної експериментальної протизасолювальної сполуки поміщали в камеру зразка диференційного сканувального калориметра (модель DSC 2910 фірми ТА Instruments New Castle, Delaware), і температуру в камері підвищували до температури плавлення зразка. Величини температури плавлення Tmelt і різниці AT = Tmelt - Tsub для кожної сполуки наведені в Табл. 1. Приклад 4. Водний крайовий кут дозволяє виявити кращі сполуки Стальні стрічки завширшки 1,3см, покриті фунтом DuPont U28, шліфували вручну наждачним папером Norton А270 Р500 протягом 20 секунд під тиском 66кН/м2, причому наждачний папір А270 Р500 покривали кожною із експериментальних протизасолювальних сполук. Водний крайовий кут виміряли за допомогою гоніометра VGA 2500XE (AST Products, Inc. Billerica, Massachusetts). По кожній відшліфованій поверхні знімали шість показань. Значення водного крайового кута W°g для кожної сполуки наведені в Табл.3. На Фіг.1 як приклад показані водні крайові кути для значень W°, що є меншими 90°, дорівнюють 90° і є більшими 90°. Отримані дані показують, що водний крайовий кут W° зростає після шліфування наждачним папером, покритим стеаратом цинку, наприклад, до W°z. Але після шліфування наждачним папером, Посилання 20 0,40 покритим деякими протизасолювальними сполуками, наприклад, Stepanol WA-100 і Ammonyx 4002, водний крайовий кут W°g може бути знижений практично до 0°. Таблиця 3 Значення водного крайового кута, отримані при шліфуванні наждачним папером, покритим протизасолювальними сполуками Сполука Stepanol WA-100 Ammonyx 4002 Arquad 2HT-75 Amphosol LB Lathanol LAL Polystep B-25 Maprosyl 30 Стеарат цинку Основа W° 0,0 0,0 48,7 60,2 66,2 99,2 108,2 133,7 106,4 Приклад 5. Модель шліфування, яка дозволяє прогнозувати зміни протизасолювальної здатності Був проведений регресивний аналіз по емпіричних значеннях F і DТ як незалежних змінних і по відносній продуктивності шліфування G як залежної змінної. У результаті цього аналізу було одержано рівняння 1 для обчислення критерію Р протизасолювання. У Табл. 1 наведені емпіричні значення G в залежності від обчислених значень Р. У Табл. 4 наведені статистичні дані регресивного аналізу, що віддзеркалюють спроможність моделі враховувати приблизно до 75% варіації даних. На Фіг.2 показаний графік Р у залежності від G. Таблиця 4 Модель шліфувальної здатності, що прогнозує зміну даних Параметр Оцінка КОНСТАНТА 0,68 F -2,07 3,28x10-3 DT 2 F 1,58 R2 = 0,75; скоректований R2 = 0,72; Цілком зрозуміло, що описаний вище кращий варіант здійснення винаходу не виключає внесення в нього фахівцями в даній галузі змін і допов Стандартна похибка Т статистич. 0,097 6,96 0,432 -4,78 8,60x10-4 3,81 0,408 3,88 стандартна похибка оцінки = 0,15 Значення Р 1,74x10-7 5,45х10-5 7,28x10-4 6,12x10-4 нень, що не виходять за рамки ідеї та об'єму винаходу, визначені доданою Формулою винаходу. 21 Комп’ютерна верстка В. Мацело 88774 Підписне 22 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAntiloading composition, abrasive article containing antiloading composition and surface grinding process
Автори англійськоюSwei Gwo S., Nevoret Damien C., Yang Patrick
Назва патенту російськоюПротивозасаливающая композиция, абразивное изделие, содержащее противозасаливающую композицию, и процесс шлифования поверхности
Автори російськоюСвей Гво С., Неворет Дамиен К., Янг Патрик
МПК / Мітки
Мітки: протизасалювальну, шліфування, композицію, виріб, протизасалювальна, поверхні, композиція, абразивний, процес, містить
Код посилання
<a href="https://ua.patents.su/11-88774-protizasalyuvalna-kompoziciya-abrazivnijj-virib-shho-mistit-protizasalyuvalnu-kompoziciyu-ta-proces-shlifuvannya-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Протизасалювальна композиція, абразивний виріб, що містить протизасалювальну композицію, та процес шліфування поверхні</a>
Абразивний виріб, способи виготовлення абразивного виробу та зв’язуюча композиція
Номер патенту: 86300
Опубліковано: 10.04.2009
Автори: Райс Вільям К., Гета Ентоні К., Ю Ксяоронг
Мітки: способи, виготовлення, абразивний, зв'язуюча, виробу, композиція, абразивного, виріб
Формула / Реферат:
1. Абразивний виріб, що містить абразивні зерна і колоїдний композиційний зв'язуючий матеріал, причому зазначений колоїдний композиційний зв'язуючий матеріал містить щонайменше приблизно 5 мас. % субмікронного порошкового наповнювача, у перерахуванні на масу композиційного зв'язуючого матеріалу.2. Абразивний виріб за п. 1, який відрізняється тим, що колоїдний композиційний зв'язуючий матеріал містить щонайменше від приблизно 5 мас. %...
Гранульована композиція кветіапіну (варіанти), спосіб її приготування, спосіб лікування захворювань центральної нервової системи та набір, що містить таку композицію
Номер патенту: 73529
Опубліковано: 15.08.2005
Автор: Браун Деніел Бойд
МПК: A61K 31/55, A61P 25/18, A61K 9/16
Мітки: гранульована, композицію, спосіб, кветіапіну, лікування, центральної, приготування, композиція, захворювань, містить, варіанти, нервової, таку, набір, системі
Формула / Реферат:
1. Гранульована композиція, що включає 11-[4-[2-(2-гідроксіетоксі)етил]-1-піперазиніл]дибензо[b,f][1,4]тіазепін або його фармацевтично прийнятну сіль і легко- або дуже легкорозчинний у воді зв'язуючий агент, в якій гранули мають об'ємну густину в межах від 0,15 г/см3 до 0,60 г/см3, а густину після утрушування - в межах від 0,20 г/см3 до 0,70 г/см3, і 80% гранул мають розміри в межах від 75 до 850 мікронів.2. Композиція за п. 1, в якій...
Спосіб боротьби з ростом бур’янів, гербіцидна композиція, продукт, що містить синергічну гербіцидну композицію
Номер патенту: 48120
Опубліковано: 15.08.2002
Автори: Гамблін Алан, Хьюветт Річард Хенрі
МПК: A01N 37/22, A01N 37/26, A01P 13/00, C07D 261/08, A01N 43/80, A01N 43/10
Мітки: гербіцидна, продукт, боротьби, синергічну, ростом, композиція, містить, бур'янів, гербіцидну, композицію, спосіб
Формула / Реферат:
1. Способ борьбы с ростом сорняков в очаге, который включает внесение в этот очаг синергически эффективного количества(а) 4-бензоилизоксазола формулы (I):гдеR представляет собой водород или –СО2R3 (R3 имеет указанные ниже значения);R1 представляет собой циклопропил;R2 выбран из галогена, - S(О)рМе и C1-6-алкила или...
Фармацевтична композиція, що містить сполуку 1, та процес лікування віл-інфекції
Номер патенту: 88463
Опубліковано: 26.10.2009
Автори: Лін Пін-Фанг, Яманака Грегорі, Новіцка-Санс Беата
МПК: A61K 31/496, A61P 31/18, A61K 45/06
Мітки: процес, віл-інфекції, містить, композиція, фармацевтична, лікування, сполуку
Формула / Реферат:
1. Процес лікування ВІЛ-інфекції у пацієнта-людини, який включає у себе введення пацієнту терапевтично ефективної кількості 1-бензоїл-4-[2-[4-метокси-7-(3-метил-1Н-1,2,4-триазол-1-іл)-1Н-пірол[2,3-с]піридин-3-іл]-1,2-діоксоетил]піперазину або його фармацевтично прийнятної солі чи сольвату разом з терапевтично ефективною кількістю принаймні одного іншого засобу, використовуваного для лікування СНІДу або ВІЛ-інфекції, вибраного із групи, що...
Киснепоглинальна композиція на основі смоли, спосіб її одержання, виріб, сформований з цієї композиції, та контейнер, що її містить
Номер патенту: 77198
Опубліковано: 15.11.2006
Автори: Леконбі Рой, Танг Дебора, Сіссон Едвін
Мітки: контейнер, основі, одержання, композиція, виріб, киснепоглинальна, композиції, цієї, спосіб, містить, сформований, смолі
Формула / Реферат:
1. Композиція на основі смоли, що містить плівкоутворюючий поліефір і ефективну кількість киснепоглинальних частинок, які включають щонайменше один киснепоглинальний елемент, здатний реагувати з молекулярним киснем, яка відрізняється тим, що частинки мають такий розподіл розмірів, при якому у них присутні частинки з розміром менше приблизно 25 мкм, а концентрація цих частинок не перевищує концентрацію, що визначається за...
Попередній патент: Спосіб лікування подразнення сечового міхура та надмірно активного сечового міхура
Наступний патент: Захищений документ, спосіб виготовлення захищеного документа та застосування захисного елемента
Випадковий патент: Склад фіточаю №6