Механічна деталь та спосіб її виготовлення
Номер патенту: 89486
Опубліковано: 10.02.2010
Автори: Мадек Ален, Куп Домінік, Лякорр Фаб'єн, Майо Жан-Ноель, Дамбран Бруно
Формула / Реферат
1. Механічна деталь (10), що містить щонайменше два краї (10а) і призначена для забезпечення в своїх крайових точках шарнірного з'єднання з іншими деталями, яка відрізняється тим, що вона щонайменше частково виготовлена з композитних матеріалів і складається з волокнистої центральної заздалегідь відформованої заготівки (13), виконаної з тривимірної тканини і здатної витримувати, зокрема, навантаження, що виникають у результаті стиснення в процесі експлуатації, а також щонайменше з волокнистої периферійної заздалегідь відформованої заготівки (11), виготовленої з тривимірної тканини, здатної витримувати, наприклад, навантаження, що виникають у результаті тягової дії в процесі експлуатації; при цьому периферійна заздалегідь відформована заготівка вмонтована навколо центральної заздалегідь відформованої заготівки з можливістю формування на рівні крайових точок (10а) деталі, між двома заздалегідь відформованими заготівками, двох вільних просторів (14), які призначені для забезпечення шарнірного кріплення інших вищеназваних деталей.
2. Механічна деталь за п. 1, яка відрізняється тим, що щонайменше одна волокниста периферійна заздалегідь відформована заготівка (11) є пластиною, два краї (10а) якої з'єднані.
3. Механічна деталь за п. 1 або 2, яка відрізняється тим, що вищеназвана волокниста центральна заздалегідь відформована заготівка (13) має специфічний переріз у формі букв Н, І або X.
4. Механічна деталь за будь-яким з пп. 1-3, яка відрізняється тим, що вона додатково містить вкладиші (16), які утворюють підшипники, що розміщуються у вищеназваних вільних просторах (14).
5. Механічна деталь за будь-яким з пп. 1-4, яка відрізняється тим, що центральна й периферійна заздалегідь відформовані заготівки (11, 13) прикріплено одна до одної за допомогою в'язальних дротів; при цьому кожний в'язальний дріт проходить крізь кожну із заздалегідь відформованих заготівок або щонайменше крізь частину з них.
6. Механічна деталь за будь-яким з пп. 1-5, яка відрізняється тим, що центральна й периферійна заздалегідь відформовані заготівки (11, 13) залиті матеріалом органічної матриці, переважно епоксидною смолою.
7. Механічна деталь за будь-яким з пп. 1-6, яка відрізняється тим, що деталь (10) є важелем (2) підпори шасі (1).
8. Шасі, що містить підпору (1), яке відрізняється тим, що щонайменше один важіль (2) даної підпори (1) є механічною деталлю за одним з пп.1-7.
9. Спосіб виготовлення механічної деталі (10), що містить щонайменше два краї (10а) і призначена для шарнірного з'єднання в своїх крайових точках з іншими деталями, який відрізняється тим, що при виготовленні центральної і щонайменше однієї периферійної заздалегідь відформованої заготівки використовують спосіб тривимірного ткацтва, при цьому використовують периферійну заздалегідь відформовану заготівку (11), що вмонтовують навколо центральної заздалегідь відформованої заготівки (13) так, щоб по краях даної заготівки, між вищеназваними заздалегідь відформованими заготівками утворювалися два вільні простори (14), призначені для забезпечення шарнірного з'єднання з іншими вищеназваними деталями; при цьому в результаті просочення в смолі вищеназваних сухих волокнистих заздалегідь відформованих заготівок утворюється основна структурна складова.
10. Спосіб за п. 9, який відрізняється тим, що скріплення між собою вищеназваних центральної і периферійної заздалегідь відформованих заготівок (11, 13) здійснюють у сухому вигляді.
11. Спосіб за п. 10, який відрізняється тим, що скріплення між собою вищеназваних центральної й периферійної заздалегідь відформованих заготівок здійснюють за допомогою в'язального дроту; при цьому кожен в'язальний дріт проходить крізь кожну із заздалегідь відформованих заготівок або крізь частину з них.
12. Спосіб за будь-яким з пп. 10, 11, який відрізняється тим, що перед етапом просочення у вищеназваних вільних просторах (14) розміщують вкладиші (16).
13. Спосіб за будь-яким з пп. 9-12, який відрізняється тим, що вищеназвані центральну й периферійну заздалегідь відформовані заготівки розміщують у прес-формі, що має аналогічну механічній деталі, що виготовляється, форму, в яку потім заливають смолу.
Текст
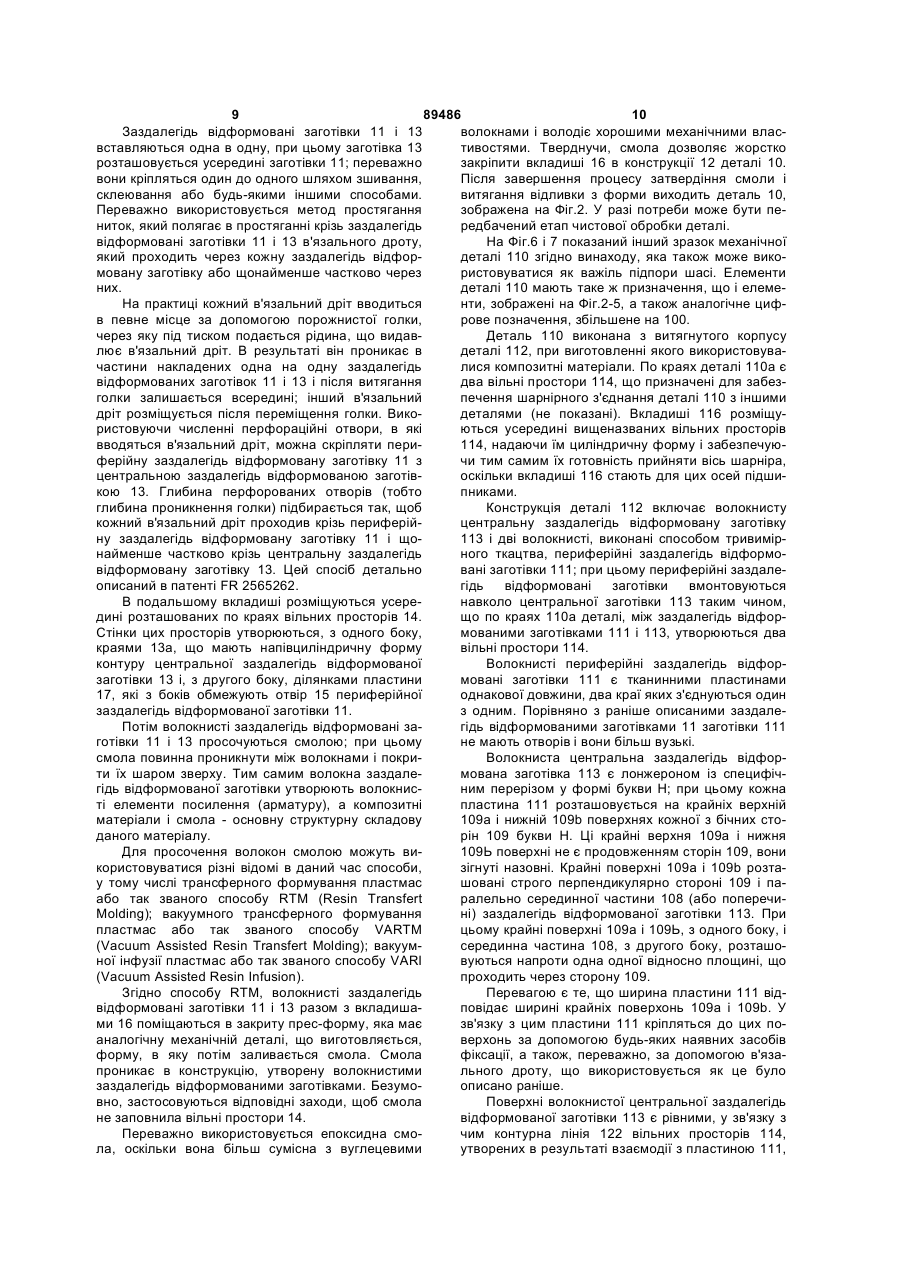
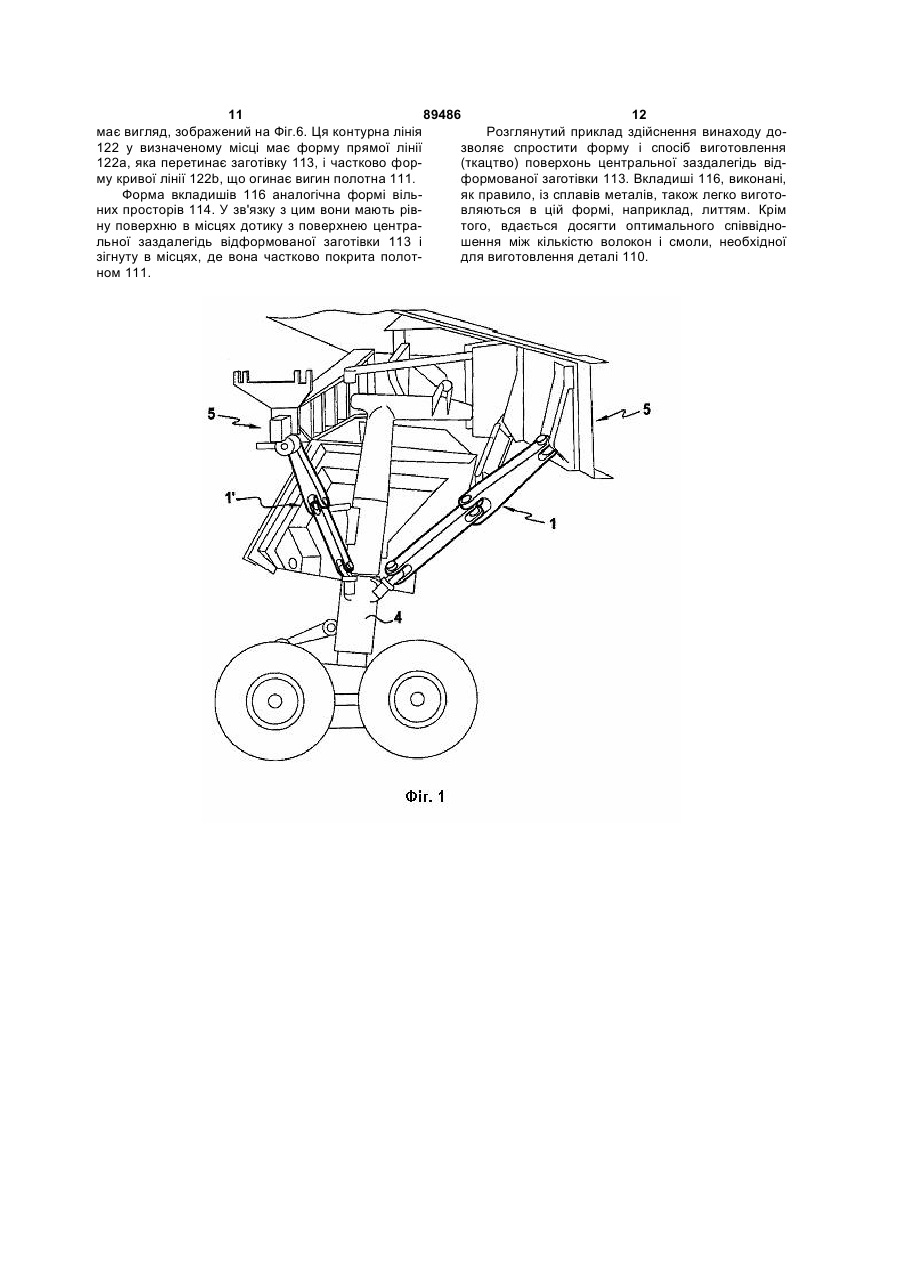
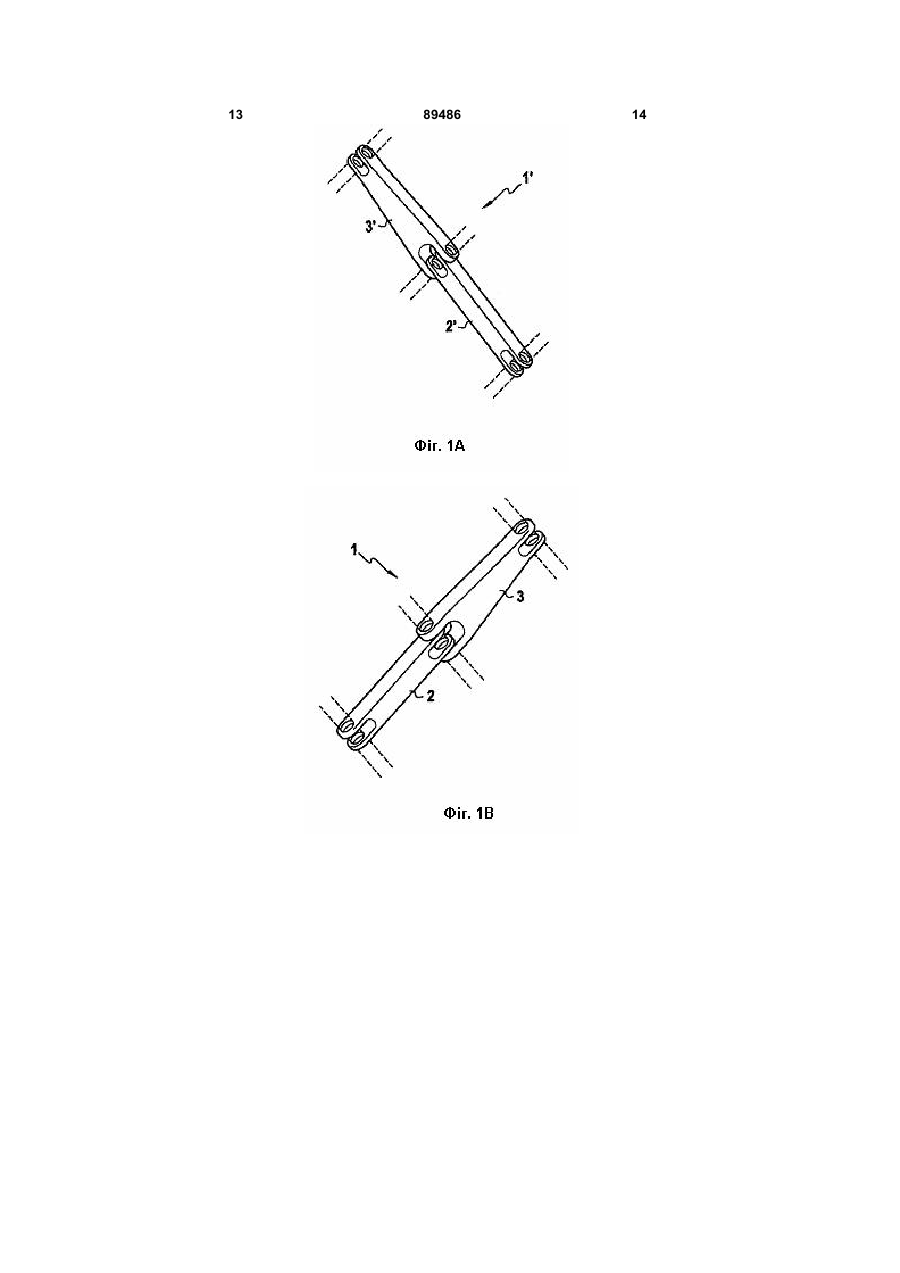
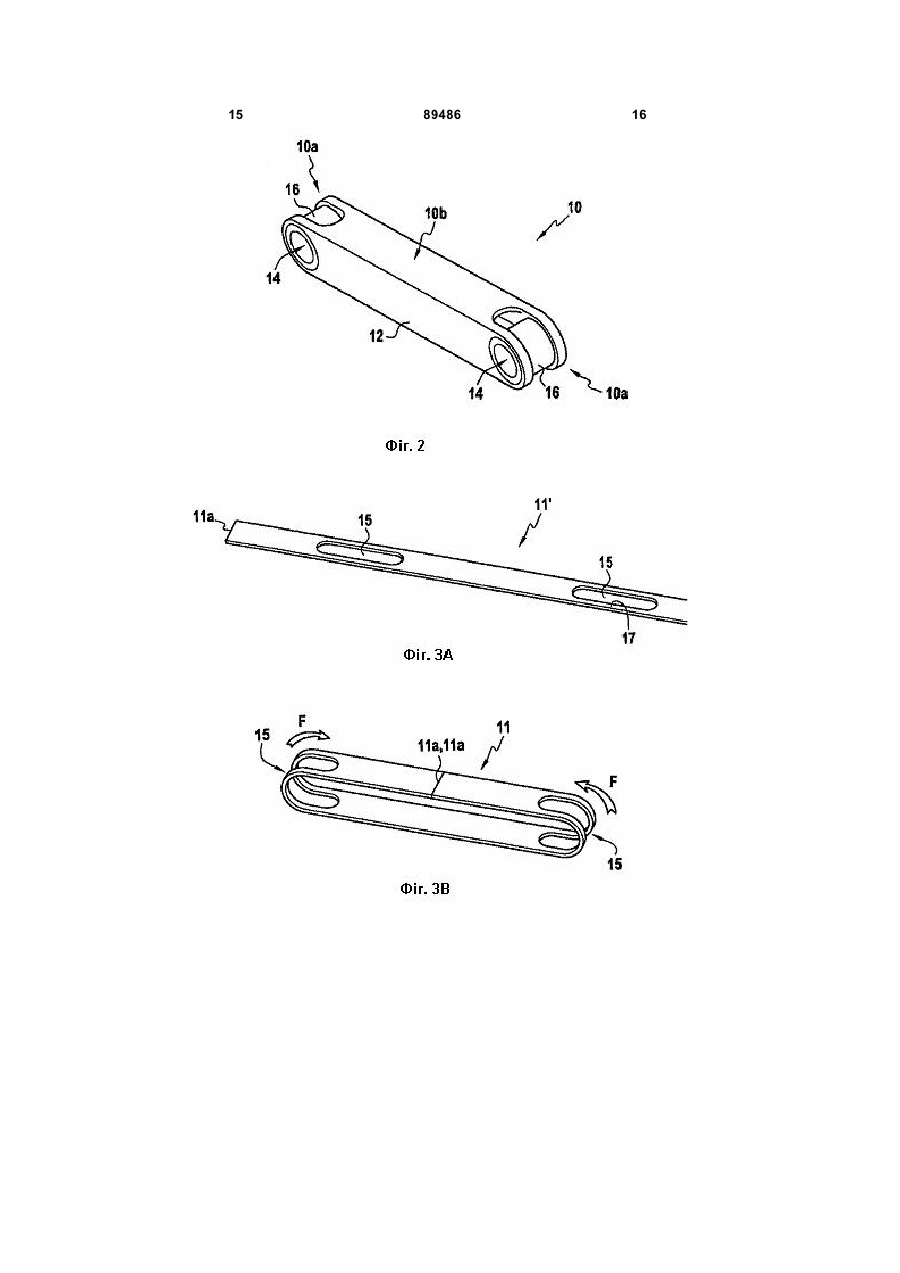
1. Механічна деталь (10), що містить щонайменше два краї (10а) і призначена для забезпечення в своїх крайових точках шарнірного з'єднання з іншими деталями, яка відрізняється тим, що вона щонайменше частково виготовлена з композитних матеріалів і складається з волокнистої центральної заздалегідь відформованої заготівки (13), виконаної з тривимірної тканини і здатної витримувати, зокрема, навантаження, що виникають у результаті стиснення в процесі експлуатації, а також щонайменше з волокнистої периферійної заздалегідь відформованої заготівки (11), виготовленої з тривимірної тканини, здатної витримувати, наприклад, навантаження, що виникають у результаті тягової дії в процесі експлуатації; при цьому периферійна заздалегідь відформована заготівка вмонтована навколо центральної заздалегідь відформованої заготівки з можливістю формування на рівні крайових точок (10а) деталі, між двома заздалегідь відформованими заготівками, двох вільних просторів (14), які призначені для забезпечення шарнірного кріплення інших вищеназваних деталей. 2. Механічна деталь за п. 1, яка відрізняється тим, що щонайменше одна волокниста периферійна заздалегідь відформована заготівка (11) є пластиною, два краї (10а) якої з'єднані. 3. Механічна деталь за п. 1 або 2, яка відрізняється тим, що вищеназвана волокниста центра 2 (19) 1 3 89486 4 11. Спосіб за п. 10, який відрізняється тим, що щеназваних вільних просторах (14) розміщують скріплення між собою вищеназваних центральної вкладиші (16). й периферійної заздалегідь відформованих заготі13. Спосіб за будь-яким з пп. 9-12, який відрізнявок здійснюють за допомогою в'язального дроту; ється тим, що вищеназвані центральну й перифепри цьому кожен в'язальний дріт проходить крізь рійну заздалегідь відформовані заготівки розмікожну із заздалегідь відформованих заготівок або щують у прес-формі, що має аналогічну механічній крізь частину з них. деталі, що виготовляється, форму, в яку потім за12. Спосіб за будь-яким з пп. 10, 11, який відрізливають смолу. няється тим, що перед етапом просочення у ви Об'єктом даного винаходу є механічна деталь, призначена для забезпечення шарнірного з'єднання з іншими деталями в їх крайових точках, а також спосіб її виготовлення. Зокрема, винахід може відноситися до важеля підпори шасі. На Фіг.1 зображено шасі, що містить дві підпори 1 і 1’, які називаються відповідно основною і бічною підпорами (їх детальне зображення представлено на Фіг.1В і 1А). Ці підпори шарнірно кріпляться до стійки 4 шасі і рамі 5 шасі. Кожна підпора 1, 1' складається з двох важелів: верхнього важеля 3, 3' і нижнього важеля 2, 2'. Важелі підпори в своїх крайових точках кріпляться один до одного і до інших елементів шасі за допомогою осі шарніра, яка показана на Фіг.1 а і 1b штрихпунктирною лінією. Відомі в даний час важелі піддаються значній механічній дії, в основному стисненню і витягуванню. Вони розташовуються уздовж повздовжньої осі деталі, що проходить через її дві крайові точки. При виготовленні цих важелів використовуються сплави сталі, алюмінію або титана. Існує тенденція в зменшенні ваги цих важелів в цілях полегшення функціонування шасі. Крім того, якщо розглядати це питання в більш широкому плані, то основною задачею є зменшення маси всіх деталей конструкції літального апарату. В патентах FR 2543054 і ЕР 0678681А1 пропонуються механічні деталі, а саме тяги, які мають невелику масу, оскільки виконані з композитних матеріалів. В патенті ЕР 0678681А1 дається опис тяги, що є однією деталлю, виготовленою з шарів волокон, заздалегідь просочених смолою, накладених один на одного і скріплених між собою. В патенті FR 2543054 дається опис тяги, яка складається з центральної частини, виготовленої з шарів волокон, заздалегідь просочених смолою, накладених один на одного і скріплених між собою, а також периферійної частини, виготовленої шляхом намотування філаментарного волокна або шнура, заздалегідь просоченого смолою. В той же час такі композитні матеріали легко піддаються розшаруванню: в ході експлуатації волокнисті шари, філаментарні волокна і шнури відшаровуються один від одного в результаті, як правило, численних механічних навантажень, яким піддається деталь. Задачею винаходу є розробка механічної деталі, яка володіла б невеликою масою і добре витримувала навантаження. Для вирішення цієї задачі пропонується механічна деталь, що містить щонайменше два краї і призначена для забезпечення в своїх крайових точках шарнірного з'єднання з іншими деталями конструкції, яка відрізняється тим, що вона щонайменше частково виготовляється з композитних матеріалів і складається з центральної заздалегідь відформованої заготівки, виготовленої з волокнистої тривимірної тканини і здатної витримувати, зокрема, навантаження, що виникають в результаті стиснення, якому деталь піддається в процесі експлуатації, а також щонайменше з периферійної заздалегідь відформованої заготівки, виготовленої з волокнистої тривимірної тканини, здатної витримувати, наприклад, навантаження, що виникають в результаті тягової дії, якій піддається деталь в процесі експлуатації; при цьому периферійна заздалегідь відформована заготівка вмонтовується навколо центральної заздалегідь відформованої заготівки таким чином, що в районі крайових точок деталей, між двома заздалегідь відформованими заготівками, утворюються два вільні простори, які призначені для забезпечення шарнірного кріплення інших вищезазначених деталей. Деталь згідно винаходу може застосовуватися крім літакобудування і в інших областях. Наприклад, її можна використовувати як тяга. Крім того, кількість крайових точок деталі і, відповідно, точок можливого шарнірного з'єднання не обмежена двома, що дозволяє ще більше розширити сферу її використання. Деталь згідно винаходу, що виконана з композитних матеріалів, має меншу, ніж деталі, виготовлені повністю з металу, вагу. Перевагою є і те, що вищеназвана деталь виконана з композитного матеріалу, основною структурною складовою якого є вуглець, а не метал; при цьому волокнисті заздалегідь відформовані заготівки виготовляються з вуглецевого волокна, що є хорошим компромісом між механічною міцністю і легкістю. Крім того, вдається уникнути проблем з розшаруванням, які зустрічаються в деталях, виконаних на базі композитних матеріалів і з використанням відомих технологій. Це обумовлено тим, що і вищеназвана центральна заздалегідь відформована заготівка, і вищеназвана периферійна заздалегідь відформована заготівка мають не шарувату структуру, а структуру тривимірної тканини, у зв'язку з чим тканинні волокна добре з'єднуються один з одним. Крім того, на відміну від інших технологій, що мають обмежені можливості по товщині і геометричному зображенню деталі, тривимірне ткацтво надає більше можливостей при її створенні. Центральна і периферійна заздалегідь відформовані заготівки, виготовлені з тканинного волокна, можуть також відрізнятися по загальному на 5 89486 6 прямку розташування волокон, їх густині (тобто з'єднання з іншими вищеназваним деталями; при процентному вмісту волокна в одиниці об'єму), цьому в результаті просочення смолою вищеназспіввідношенню між основними і уточними волокваних сухих волокнистих заздалегідь відформованами (нитками) і (або) способу переплетення (або них заготівок утворюється основна структурні усадки по качку) волокон, які їх утворюють. Викоскладова. ристовуючи такі відмінності, вдається добитися Скріплення між собою двох волокнистих затого, що механічні характеристики центральної здалегідь відформованих заготівок краще здійсчастини даної деталі відрізнятимуться від харакнювати в сухому вигляді. Це дозволяє, з одного теристик периферійної частини. Таким чином, міцбоку, в процес просочення в смолі працювати тільність кожної частини деталі приводиться у відповіки з однією деталлю, з другого боку, підвищити дність з типом механічної дії (стиснення, ступінь кріплення один з одним цих заздалегідь витягування, скручування, повздовжнє згинання відформованих заготівок (з'єднанні разом з тим ...), якій вони в основному піддаються в процесі буде забезпечено за рахунок використання смоексплуатації, підвищуючи тим самим міцність дели). Наприклад, дві сухі волокнисті заздалегідь талі в цілому. відформовані заготівки можуть скріплятися одна з Інша перевага деталі згідно винаходу полягає одною за допомогою в'язального дроту; при цьому в простоті її виготовлення: використовуючи дві кожний в'язальний дріт розташовується так, щоб заздалегідь відформовані заготівки, є можливість він проходив крізь дві заздалегідь відформовані підбирати для них прості форми, які легко виготозаготівки або щонайменші частково через них. вити способом тривимірного ткацтва. Відповідно до ще одного варіанту, вкладиші Таким чином, краще, щоб периферійна заздарозміщуються у вищеназваних вільних просторах легідь відформована заготівка мала форму товсперед просоченням деталі в смолі, що дозволяє тої, плоскої пластини, краї якої в подальшому з'єдзабезпечити щільне укривання смолою вкладишів нувалися б, утворюючи кільце. Центральна під час затвердіння і, відповідно, міцну фіксацій заздалегідь відформована заготівка має специфіостанніх. чний переріз, як правило, у вигляді букв Н, І або X. Згідно іншого способу ці вкладиші можуть кріТакі форми перерізу можуть бути легко отримані в питися до конструкції заздалегідь виготовленої результаті використання відомої технології тривидеталі шляхом клепки, приклеювання або будьмірного ткацтва. Форма перерізу центральної заякими іншими способами фіксації. здалегідь відформованої заготівки підбирається Винахід і його переваги надалі пояснюється так, щоб в умовах обмеженого об'єму матеріалів описом прикладу використанні механічної деталі (волокна або смоли) була забезпечена хороша згідно винаходу з посиланнями на додані фігури механічна міцність як при стисненні двох країв креслень, в числі яких: деталі, так і при скручуванні і (або) повздовжньому - Фіг.1 зображає зразок шасі; згинанні. - Фіг.1А - детальний вид бічної підпори шасі, Особливим способом виготовлення деталі пепредставленої на Фіг.1; редбачається, що вона буде оснащена вкладиша- Фіг.1В - детальний вид основної підпори шами, які утворюють підшипники, які розташовуватисі, представленої на Фіг.1; муться у вільних просторах, що служать для - Фіг.2 - зразок механічної деталі згідно виназабезпечення шарнірного з'єднання з іншими деходу; талями. - Фіг.3А - пластину з тканинного волокна; Ці вкладиші дозволяють запобігти зносу стінки - Фіг.3В - периферійну волокнисту заздалегідь вищеназваних вільних просторів. Якщо шарнірне відформовану заготівку, виготовлену з волокнистої з'єднання деталі згідно винаходу з іншими детапланки, яка представлена на Фіг.3А і використовулями здійснюється за допомогою осей шарніра, то ється для виробництва деталі, показаної на Фіг.2; ці осі звичайно виконані з металу. В цьому випадку - Фіг.4 - центральну волокнисту заздалегідь металеві вкладиші можуть використовуватися для відформовану заготівку, що використовується для того, щоб між вкладишем і віссю контакт здійснювиготовлення деталі, показаної на Фіг.2; вався по типу "метал-метал". - Фіг.5 - конструкцію, що складається з центраАльтернативним варіантом для вкладишів є льної і периферійної заздалегідь відформованих покриття стінок вищеназваних вільних просторів заготівок, представлених на Фіг.3В і 4, а також два речовиною, яка не піддається зносу. вкладиші, призначені для установки в даній консОб'єктом даного винаходу є також спосіб витрукції; робництва механічної деталі, щ містить щонайме- Фіг.6 - інший зразок механічної деталі згідно нше два краї і призначеної для шарнірного з'єдвинаходу; нання в свої крайових точках з іншими деталями, - Фіг.7 - поперечний переріз в перспективі в який відрізняється тим, що при виготовлених площині VII-VII деталі, показаної на Фіг.6; центральної і щонайменше однієї периферійної - Фіг.8А-8Н зображають вісім послідовно роззаздалегідь відформованої заготівок використовуташованих схем зразка арматури, що виготовляють спосіб тривимірного ткацтва, причому є периється шляхом тривимірного ткацтва. ферійна заздалегідь відформована заготівка, яка На Фіг.2 зображений зразок механічної деталі вмонтовується навколо центральної заздалегідь 10 згідно винаходу. Ця деталь 10 може використовідформованої заготівки так, щоб по краях даної вуватися як нижній або верхній важіль підпори заготівки, між вищеназваним заздалегідь відфоршасі. мованими заготівками утворювалися два вільні Деталь 10 представлена конструкцією 12 (попросторі/ призначені для забезпечення шарнірного казана на Фіг.5), що виготовлена з композитних 7 89486 8 матеріалів і складається із заздалегідь відформоодним. Фіксація з'єднання країв На може здійснюваних заготівок 11 і 13, зображених на Фіг.3В і 4. ватися шляхом зшивання, склеювання або будьДеталь 10 є довгим, прямим виробом з двома якими іншими способами. Краще використовувати краями 10а, на рівні яких передбачена наявність метод простягання в'язального дроту між краями двох вільних просторів 14 циліндричної форми. полотна. Опис даного методу приводиться нижче. Якщо краї 10а мають напівциліндричну форму, то Після згинання пластини, з'єднання країв На і середня частина 10b деталі 10, як правило, має утворення тим самим замкнутого контуру з'являформу паралелепіпеда. ються отвори 15, що розташовані на протилежних Порожнисті циліндричні вкладиші 16, діаметр сторонах замкнутого контуру. яких відповідає діаметру вільних просторів 14, Кожний отвір 15 утворює приймальне вікно розміщуються усередині останніх. Щонайменше для одного з розташованихпо краях вільних просодин край даних вкладишів 16 може мати форму торів 14, яке дозволяє вмонтовувати всередині кільця (не показано). Через вкладиші 16 проходить даного вікна, тобто між частинами пластини 17, вісь, що забезпечує шарнірне з'єднання деталі 10 елементи, що шарнірне сполучаються з деталлю з іншими деталями. Вісь і вкладиші виготовляютьзгідно винаходу. ся, наприклад, з титанового сплаву, оскільки даний У такий спосіб здійснюється монтаж зображетип сплаву забезпечує хороше поєднання механіного на Фіг.1В нижнього важеля 2 відносно верхчної міцності (жароміцності) і легкості. Крім того, нього важеля 3. В даному випадку вкладиш 16, на явища тертя між деталями, виготовленими з титавідміну від зображеного на Фіг.5, не займає всю нових сплавів (а в більш загальному плані - між ширину заздалегідь відформованої заготівки 11. деталями, виготовленими з металу або сплавів), Разом з тим він може бути замінений двома вкладобре вивчені і можуть в даний час регулюватися. дишами з меншою шириною, які вмонтовуватиНа Фіг.3В і 4 зображені волокнисті заздалегідь муться з внутрішньої сторони частин пластини 17. відформовані заготівки 11 і 13, що використовуМожна відзначити, що в ході проведених виються при створенні конструкції 12 деталі 10. Ці пробувань важелів підпор їх центральні і перифезаздалегідь відформовані заготівки виготовляютьрійні частини піддавалися в основному дії тягового ся шляхом тривимірного ткацтва джгутів, сплетезусилля і стиснення в повздовжньому напрямку них з вуглецевих волокон. В процесі ткацтва джгу(тобто силам, прикладеним в основному уздовж ти, сплетені з вуглецевого волокна, осі, що проходить через дві крайові точки деталі). застосовуються в якості як основних, так і уточних Можна було також констатувати, що найбільші ниток. тягові зусилля додавалися до периферійної часНа Фіг.8А-8Н зображений послідовний ряд тини важелів, а найбільший ступінь стиснення посхем, що ілюструють приклад переплетення осномічався в центральній частині важелів. вних 19 і уточних 18 ниток в процесі тривимірного Тягові зусилля, прикладені до периферійної ткацтва. У разі обмеженої кількості уточних ниток заздалегідь відформованої заготівки 11, мають 18 між ними за допомогою основних ниток 19 нарадіальну спрямованість (відносно осі вільних мічені лінії. На кожній схемі ці лінії можуть мати просторів); при цьому волокна даної заздалегідь явно виражену синусоїдальну або, як це показано, відформованої заготівки в переважній своїй більскладнішу форму. Крім того, ці лінії відрізняються шості розташовуються уздовж довгої сторони плана кожній з схем, що показують вигляд в розрізі. стини 11', що дозволяє поліпшити повздовжню Тип тривимірного ткацтва, що використовується, механічну міцність (в процесі ткацтва основні нитдозволяє впливати на кінцеві механічні властивоски витягнуті паралельно довгій стороні пластини). ті деталі. Краще також, щоб з урахуванням різного Центральна волокниста заздалегідь відформеханічного призначення цих деталей тип ткацтва, мована заготівка 13 є лонжероном із специфічним що використовується при створенні центральної особливим перерізом у формі букви Н, а пластина деталі, відрізнявся від типу, який використовується 11 розташовується на крайніх верхній і нижній поу разі виробництва периферійної деталі. верхнях двох паралельних бічних сторін 9 букви Н. Заздалегідь відформована заготівка 11, покаКрая 13а заздалегідь відформованої заготівки 13 зана на Фіг.3В, виготовляється з достатньо товстої мають поверхню круглого напівциліндра, внасліволокнистої пластини 11', в якій передбачена надок чого між краями 13а і полотном 11 створюютьявність двох отворів 15. Наявність даних отворів ся два вільні простори циліндричної форми. Пере15 не є обов'язковою: це залежить від способу важно вісь обертання вищезгаданих вільних шарнірного з'єднання деталі 10 з іншими деталяпросторів розташовується в площині серединної ми, при цьому можливо наявність тільки одного частини 8 центральної заздалегідь відформованої отвору 15 або взагалі відсутність отвору в пластині заготівки 13 (серединна частина 8, що створює 11'. поперечну лінію букви Н). Кожний отвір 15, який просвердлено в пластиЦентральна заздалегідь відформована заготіні, в даному прикладі має довгасту форму, повка 13 піддавалася найбільшій дії в процесі повздовжнє розташування і заокруглення по краях. вздовжнього стиснення на ділянці між двома краПевні частини пластини 17 обмежують з боків ці ями 13а. Специфічний переріз у формі букви Н і отвори 15. Бажано не допустити утворення виступараметри способу тривимірного ткацтва (напрям паючої кромки уздовж контура отворів 15, оскільки розташування і порядок переплетення волокон, вони здатні привести до зниження міцності деталі розподіл основних і уточних ниток, процентний 10. зміст волокон і т.д.), що використовується, врахоВ подальшому пластина згинається по стрілці вуються при розподілі цих навантажень. F до тих пір, поки краї На не з'єднаються один з 9 89486 10 Заздалегідь відформовані заготівки 11 і 13 волокнами і володіє хорошими механічними власвставляються одна в одну, при цьому заготівка 13 тивостями. Тверднучи, смола дозволяє жорстко розташовується усередині заготівки 11; переважно закріпити вкладиші 16 в конструкції 12 деталі 10. вони кріпляться один до одного шляхом зшивання, Після завершення процесу затвердіння смоли і склеювання або будь-якими іншими способами. витягання відливки з форми виходить деталь 10, Переважно використовується метод простягання зображена на Фіг.2. У разі потреби може бути пениток, який полягає в простяганні крізь заздалегідь редбачений етап чистової обробки деталі. відформовані заготівки 11 і 13 в'язального дроту, На Фіг.6 і 7 показаний інший зразок механічної який проходить через кожну заздалегідь відфордеталі 110 згідно винаходу, яка також може викомовану заготівку або щонайменше частково через ристовуватися як важіль підпори шасі. Елементи них. деталі 110 мають таке ж призначення, що і елемеНа практиці кожний в'язальний дріт вводиться нти, зображені на Фіг.2-5, а також аналогічне цифв певне місце за допомогою порожнистої голки, рове позначення, збільшене на 100. через яку під тиском подається рідина, що видавДеталь 110 виконана з витягнутого корпусу лює в'язальний дріт. В результаті він проникає в деталі 112, при виготовленні якого використовувачастини накладених одна на одну заздалегідь лися композитні матеріали. По краях деталі 110а є відформованих заготівок 11 і 13 і після витягання два вільні простори 114, що призначені для забезголки залишається всередині; інший в'язальний печення шарнірного з'єднання деталі 110 з іншими дріт розміщується після переміщення голки. Викодеталями (не показані). Вкладиші 116 розміщуристовуючи численні перфораційні отвори, в які ються усередині вищеназваних вільних просторів вводяться в'язальний дріт, можна скріпляти пери114, надаючи їм циліндричну форму і забезпечуюферійну заздалегідь відформовану заготівку 11 з чи тим самим їх готовність прийняти вісь шарніра, центральною заздалегідь відформованою заготівоскільки вкладиші 116 стають для цих осей підшикою 13. Глибина перфорованих отворів (тобто пниками. глибина проникнення голки) підбирається так, щоб Конструкція деталі 112 включає волокнисту кожний в'язальний дріт проходив крізь периферійцентральну заздалегідь відформовану заготівку ну заздалегідь відформовану заготівку 11 і що113 і дві волокнисті, виконані способом тривимірнайменше частково крізь центральну заздалегідь ного ткацтва, периферійні заздалегідь відформовідформовану заготівку 13. Цей спосіб детально вані заготівки 111; при цьому периферійні заздалеописаний в патенті FR 2565262. гідь відформовані заготівки вмонтовуються В подальшому вкладиші розміщуються усеренавколо центральної заготівки 113 таким чином, дині розташованих по краях вільних просторів 14. що по краях 110а деталі, між заздалегідь відфорСтінки цих просторів утворюються, з одного боку, мованими заготівками 111 і 113, утворюються два краями 13а, що мають напівциліндричну форму вільні простори 114. контуру центральної заздалегідь відформованої Волокнисті периферійні заздалегідь відфорзаготівки 13 і, з другого боку, ділянками пластини мовані заготівки 111 є тканинними пластинами 17, які з боків обмежують отвір 15 периферійної однакової довжини, два краї яких з'єднуються один заздалегідь відформованої заготівки 11. з одним. Порівняно з раніше описаними заздалеПотім волокнисті заздалегідь відформовані загідь відформованими заготівками 11 заготівки 111 готівки 11 і 13 просочуються смолою; при цьому не мають отворів і вони більш вузькі. смола повинна проникнути між волокнами і покриВолокниста центральна заздалегідь відфорти їх шаром зверху. Тим самим волокна заздалемована заготівка 113 є лонжероном із специфічгідь відформованої заготівки утворюють волокнисним перерізом у формі букви Н; при цьому кожна ті елементи посилення (арматуру), а композитні пластина 111 розташовується на крайніх верхній матеріали і смола - основну структурну складову 109а і нижній 109b поверхнях кожної з бічних стоданого матеріалу. рін 109 букви Н. Ці крайні верхня 109а і нижня Для просочення волокон смолою можуть ви109Ь поверхні не є продовженням сторін 109, вони користовуватися різні відомі в даний час способи, зігнуті назовні. Крайні поверхні 109а і 109b розтау тому числі трансферного формування пластмас шовані строго перпендикулярно стороні 109 і паабо так званого способу RTM (Resin Transfert ралельно серединної частини 108 (або поперечиMolding); вакуумного трансферного формування ні) заздалегідь відформованої заготівки 113. При пластмас або так званого способу VARTM цьому крайні поверхні 109а і 109Ь, з одного боку, і (Vacuum Assisted Resin Transfert Molding); вакуумсерединна частина 108, з другого боку, розташоної інфузії пластмас або так званого способу VARI вуються напроти одна одної відносно площині, що (Vacuum Assisted Resin Infusion). проходить через сторону 109. Згідно способу RTM, волокнисті заздалегідь Перевагою є те, що ширина пластини 111 відвідформовані заготівки 11 і 13 разом з вкладишаповідає ширині крайніх поверхонь 109а і 109b. У ми 16 поміщаються в закриту прес-форму, яка має зв'язку з цим пластини 111 кріпляться до цих поаналогічну механічній деталі, що виготовляється, верхонь за допомогою будь-яких наявних засобів форму, в яку потім заливається смола. Смола фіксації, а також, переважно, за допомогою в'язапроникає в конструкцію, утворену волокнистими льного дроту, що використовується як це було заздалегідь відформованими заготівками. Безумоописано раніше. вно, застосовуються відповідні заходи, щоб смола Поверхні волокнистої центральної заздалегідь не заповнила вільні простори 14. відформованої заготівки 113 є рівними, у зв'язку з Переважно використовується епоксидна смочим контурна лінія 122 вільних просторів 114, ла, оскільки вона більш сумісна з вуглецевими утворених в результаті взаємодії з пластиною 111, 11 89486 12 має вигляд, зображений на Фіг.6. Ця контурна лінія Розглянутий приклад здійснення винаходу до122 у визначеному місці має форму прямої лінії зволяє спростити форму і спосіб виготовлення 122а, яка перетинає заготівку 113, і частково фор(ткацтво) поверхонь центральної заздалегідь відму кривої лінії 122b, що огинає вигин полотна 111. формованої заготівки 113. Вкладиші 116, виконані, Форма вкладишів 116 аналогічна формі вільяк правило, із сплавів металів, також легко виготоних просторів 114. У зв'язку з цим вони мають ріввляються в цій формі, наприклад, литтям. Крім ну поверхню в місцях дотику з поверхнею центратого, вдається досягти оптимального співвіднольної заздалегідь відформованої заготівки 113 і шення між кількістю волокон і смоли, необхідної зігнуту в місцях, де вона частково покрита полотдля виготовлення деталі 110. ном 111. 13 89486 14 15 89486 16 17 89486 18 19 89486 20 21 Комп’ютерна верстка А. Крижанівський 89486 Підписне 22 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMechanical part and method of manufacturing such a part
Автори англійськоюCoupe Dominique, Dambrine Bruno, Lacorre Fabienne, Madec Alain, Mahieu Jean-Noel
Назва патенту російськоюМеханическая деталь и способ ее изготовления
Автори російськоюКуп Доминик, Дамбрин Бруно, Лякорр Фабьен, Мадек Ален, Майо Жан-Ноель
МПК / Мітки
МПК: F16C 7/00, B29C 70/00
Мітки: деталь, виготовлення, спосіб, механічна
Код посилання
<a href="https://ua.patents.su/11-89486-mekhanichna-detal-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Механічна деталь та спосіб її виготовлення</a>
Композитна механічна деталь та спосіб її виготовлення
Номер патенту: 82069
Опубліковано: 11.03.2008
Автори: Тенезі Анн, Песлєрб Ізабелль, Чофан Жак
МПК: B22F 7/06, B22F 3/00, B21C 23/01, B21C 23/02, B22F 3/12, C22C 32/00, B22F 3/17
Мітки: виготовлення, композитна, механічна, спосіб, деталь
Формула / Реферат:
1. Механічна деталь (50, 110), що має основний повздовжній напрям, уздовж якого розташовані центральна зона, яка утворює сердечник (52), і периферична зона, яка утворює оболонку (54), що охоплює сердечник (52), причому сердечник (52) і оболонка (54) утворюють між собою металургійне з'єднання, при цьому сердечник (52) виконаний з першого матеріалу, що містить металеву матрицю, а оболонка (54) виконана з другого матеріалу, що містить також...
Деталь з конструкційної сталі, що придатна до зварювання, та спосіб її виготовлення
Номер патенту: 81929
Опубліковано: 25.02.2008
Автори: Бегіно Жан, Бріссон Жан-Жорж
МПК: C22C 38/54, C21D 8/02
Мітки: зварювання, виготовлення, конструкційної, деталь, сталі, придатна, спосіб
Формула / Реферат:
1. Деталь з конструкційної сталі, що придатна до зварювання, до хімічного складу якої входять, мас. %:С не менше 0,40 та не більше 0,50Si не менше 0,50 та не більше 1,50Mo + W/2 не більше 1,50B не менше 0,0005 та не більше 0,010N не більше 0,025Al не більше 0,90,решту складає залізо та домішки, що утворилися при плавленні,причому Si + Al не більше 2,0, крім того значення вмісту...
Спосіб виготовлення деталі та деталь, виготовлена зі сталі, яка має абразивну стійкість
Номер патенту: 81134
Опубліковано: 10.12.2007
Автори: Бріссон Жан-Жорж, Бегіно Жан
МПК: C21D 1/18, C22C 38/14
Мітки: сталі, виготовлення, деталь, деталі, має, яка, абразивну, виготовлена, спосіб, стійкість
Формула / Реферат:
1. Спосіб виготовлення деталі, зокрема листа зі сталі, яка має абразивну стійкість, при цьому до хімічного складу такої сталі входять, мас. %:С не менше 0,1 і менше ніж 0,23Si не більше 2Аl не більше 2Si + Аl не менше 0,5 і не більше 2Мn не більше 2,5Ni не більше 5Сr не більше 5Мо не більше 1W не більше 2Мо + W/2 не менше 0,05 і не більше 1В не більше 0,02Ті...
Сталева деталь з покриттям, спосіб її виготовлення та застосування
Номер патенту: 87246
Опубліковано: 25.06.2009
Автори: Фаббрі Вівіан, Дюжелей Жерар, Белло Ален
Мітки: спосіб, сталева, покриттям, виготовлення, застосування, деталь
Формула / Реферат:
1. Сталева деталь, покрита сполукою, яка складається більш ніж на 90 % її товщини з щонайменше однієї фази на основі Fe/Zn, вміст заліза в якій дорівнює 65 мас. % або вище, а відношення Fe/Zn становить від 1,9 до 4, причому вказана фаза утворена в процесі щонайменше однієї термообробки з утворенням сплаву між сталлю і попереднім покриттям, яке є сплавом на основі цинку, що містить від 0,7 до 2,5 мас. % алюмінію і решта цинк та неминучі...
Спосіб виготовлення керамічної деталі з покриттям та керамічна деталь, виготовлена цим способом
Номер патенту: 74783
Опубліковано: 15.02.2006
Автори: Боскен, Уільям, Е., (молодший), Міллікен, Дейл, К.
МПК: C23C 4/06, C04B 41/89, C03B 5/00, C04B 41/87, C04B 41/45, C23C 4/10, C03B 7/00
Мітки: керамічна, деталі, деталь, покриттям, способом, цим, керамічної, виготовлена, виготовлення, спосіб
Формула / Реферат:
1. Спосіб виготовлення керамічної деталі з покриттям, призначеної для використання в контакті з розплавленим склом, який відрізняється тим, що включає:нанесення на поверхню керамічної деталі, яка контактує з розплавленою скломасою, тонкого базового покриття з порошку нікель-хром-алюміній-кобальт-ітрієвого композита,нанесення на тонке базове покриття більш товстого покриття із заздалегідь сплавленого оксиду цирконію,...
Попередній патент: Встановлювальний циліндр для встановлення прокатних валків у прокатних клітях, зокрема у вертикальних обтискних клітях, та спосіб його експлуатації (варіанти)
Наступний патент: Застосування ліофілізату дедиференційованих рослинних клітин для депігментації і/або освітлення шкіри
Випадковий патент: Спосіб утворення нерознімного т - подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння