Ливарна форма для лиття під тиском корпуса-радіатора світильника світлодіодного
Номер патенту: 89933
Опубліковано: 12.05.2014
Автори: Стецюк Володимир Леонтійович, Долеско Анатолій Олександрович
Формула / Реферат
Ливарна форма для лиття під тиском корпуса-радіатора світильника світлодіодного, що містить нерухому та рухому обойми, цілісні формоутворювальні вставки, які виконані у вигляді матриці і пуансона, із впадинами для встановлення знаків, ливникову втулку пресування, розсікач, обойми матриці і пуансона, бруски, плиту виштовхувачів, плиту упорну, плиту виштовхування, виштовхувачі, контрвиштовхувачі, направляючі колонки і втулки, знаки, конічні замки, фіксатори, кріпильні елементи, причому матрицю, обойму матриці, направляючі колонки, конічні штирі конічних замків, знаки і ливникову втулку розміщено у нерухомій частині ливарної форми, а пуансон, обойму пуансона, бруски, розсікач, центруючі втулки, опори центруючих втулок, конічні втулки конічних замків, плиту виштовхувачів, плиту упорну, плиту виштовхування з виштовхувачами та контрвиштовхувачами - у рухомій частині ливарної форми, яка відрізняється тим, що до складу ливарної форми додатково додано не менше чотирьох опор, чотирьох рим-болтів, рухому вставку-стрижень, причому для встановлення-виймання рухомої вставки-стрижня використовують гідравлічний привід у вигляді гідроциліндра з повзуном та напрямними, який встановлено на верхньому торці рухомої обойми, матриця і пуансон виконані з промивниками для відводу газів, залишків змащування тощо, при тому, що промивники виконані у вигляді виїмок, розміщених дотично до зовнішнього торця площин порожнини відливки у площині рознімання, та каналами з'єднуються з атмосферою, для термостабілізації ливарної форми використовують воду, причому додаткові опори попарно розміщують на нижніх торцях нерухомої та рухомої обойм, рим-болти розміщують також попарно на верхніх торцях нерухомої та рухомої обойм, елементи конічних замків - штирі розміщені на нерухомій частині ливарної форми, а відповідні елементи конічних замків - втулки розміщені на рухомій частині ливарної форми, обойма матриці виконана у вигляді цілісного елемента, а плита виштовхування, плита виштовхувачів з виштовхувачами розміщена у просторі між двома брусками, закріпленими між обоймою пуансона та плитою кріплення.
Текст
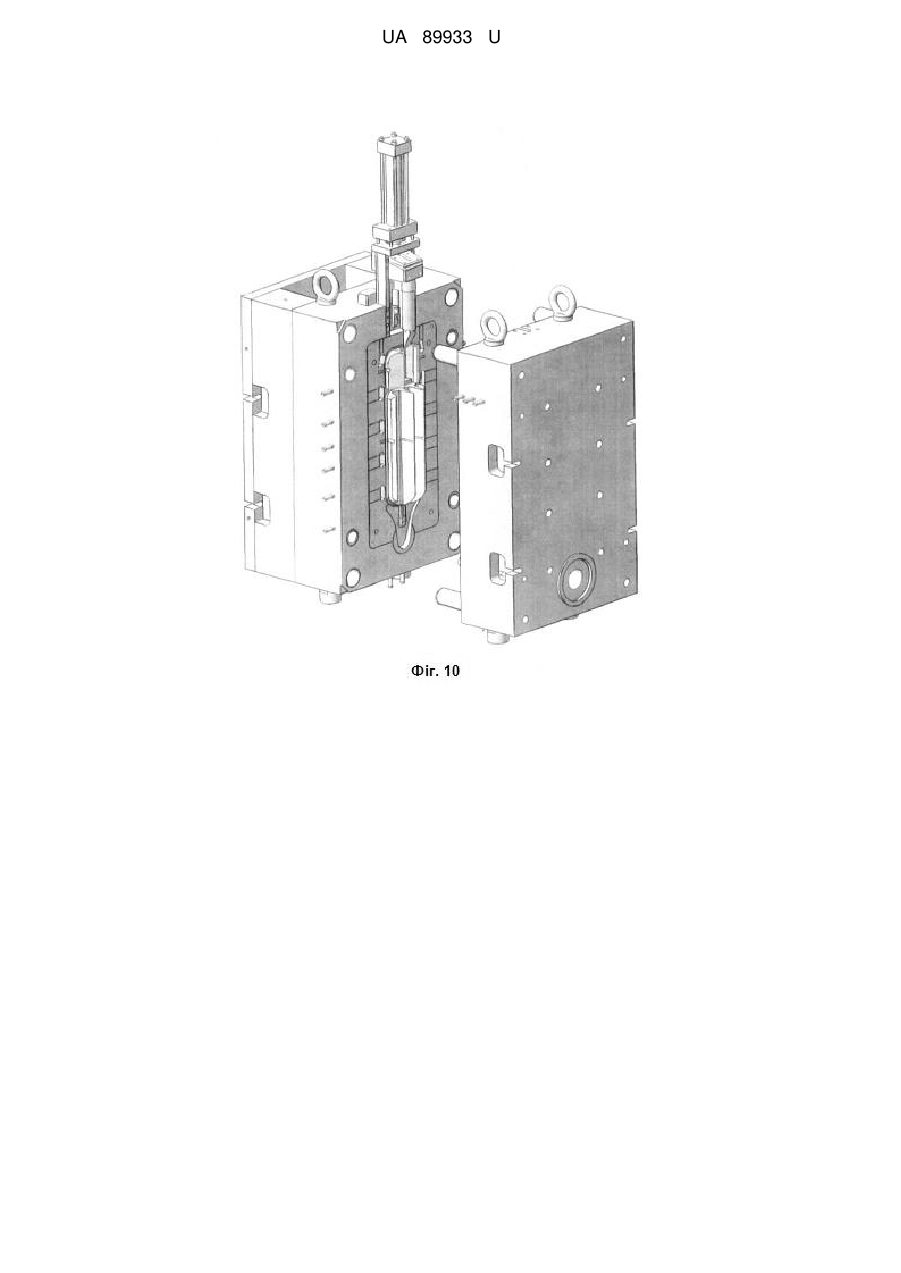
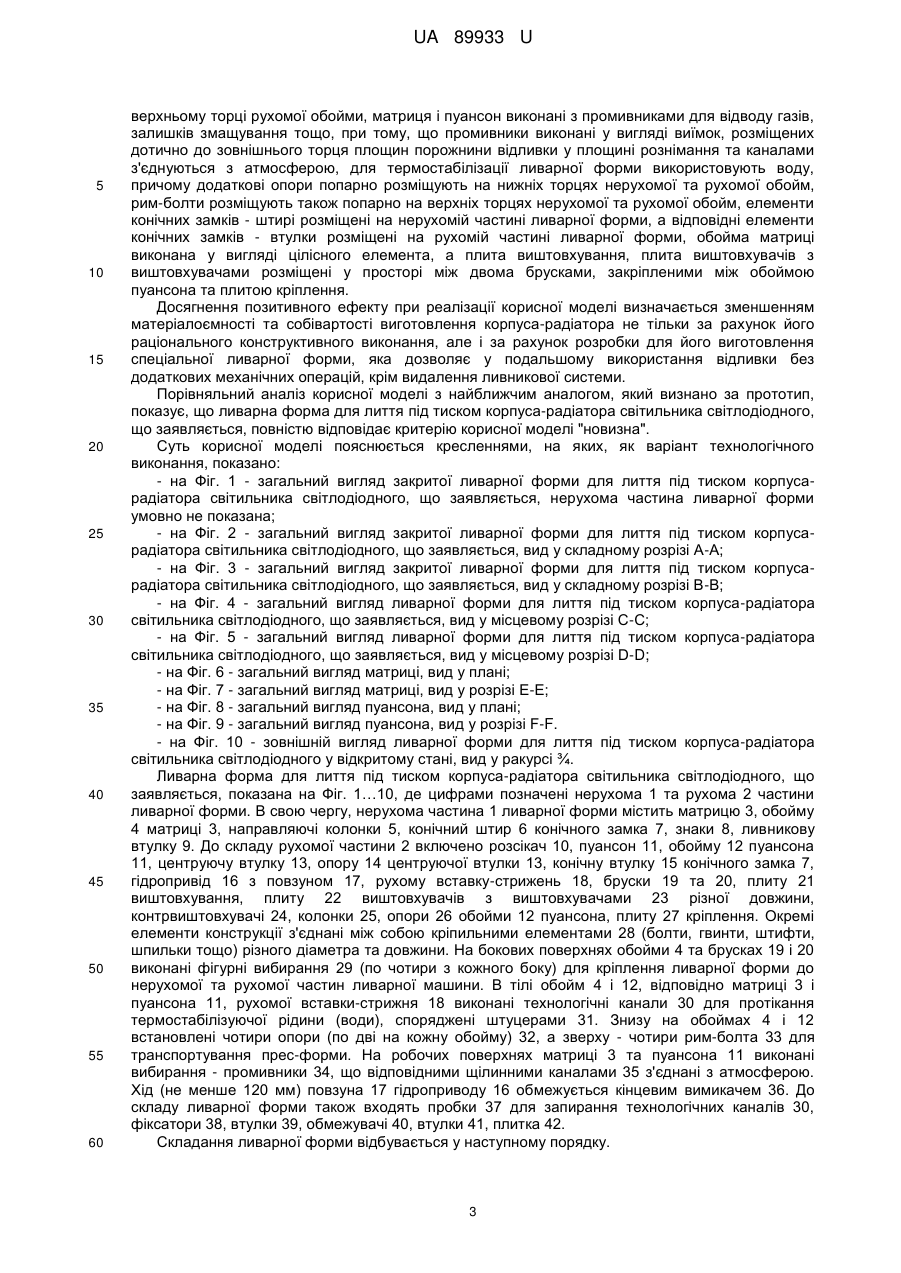
Реферат: UA 89933 U UA 89933 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі ливарного виробництва, зокрема до технологічних процесів лиття під тиском алюмінієвих сплавів, та може бути використана при виготовленні глибоких коробчастих відливок. Відома прес-форма для лиття під тиском, що містить порожнину формування, ливники для подавання матеріалу, що формується, що розміщені поряд з поверхнею, яка утворює один із торців деталі, та канал для видалення повітря, додаткову порожнину для приймання надлишку матеріалу, що формується, додаткова порожнина розміщена зі сторони торця, протилежного ливникам, та з'єднана каналами з порожниною формування та атмосферою, причому об'єм додаткової порожнини складає не менше п'яти відсотків об'єму порожнини формування, а канали у додатковій порожнині розміщені з протилежних сторін [1]. Недоліками відомої прес-форми є те, що її конструкція розрахована для формування невеликих за розмірами та об'ємами виробів, при виготовленні глибоких коробчастих відливок, типу корпус-радіатор світлодіодного світильника, додаткова п'ятивідсоткова маса може досягати досить великого значення. Крім того, для глибокої коробчастої відливки недостатньо каналів для видалення повітря, до того ж, зазначені канали з'єднані з атмосферою, а не проводиться вакуумування порожнини прес-форми. Найбільш близьким технічним рішенням, як по суті, так і за задачею, що вирішується, яке вибрано за найближчий аналог (прототип), є прес-форма для литва під тиском секції біметалевого радіатора, що містить нерухому та рухому обойми, цілісні формоутворювальні вставки з впадинами, ливникові втулки пресування, розсікач, плиту виштовхувачів, плиту упорну, плиту кріплення, бруски, упори обойми рухливої, виштовхувачі, контрштовхачі, направляючі колонки і втулки, фіксуючі штирі і втулки, стрижні нерухомі і рухливі, замки, фіксатори, арматуру, штифти, причому рухливі стрижні в зоні впадин нерухомих цілісних формоутворювальних вставок забезпечені тонкими кільцями, розташованими з тильного боку рухливих стрижнів, нерухома обойма забезпечена некрізним вікном, що дозволяє вмонтувати цілісні формоутворювальні вставки, що формують напіввиливки, причому в площині роз'єму знаходяться лицеві поверхні цілісних формоутворювальних вставок, а лицева поверхня обойми щодо площини роз'єму занижена, при цьому обойма містить два стрижні рухливих, на торцях яких з тильного боку обойми виготовлені по дванадцять лунок і по пазу викрутки, що дозволяють повертати торці двох стрижнів рухливих із зображенням року і стрілок, фіксуючи стрілки на потрібному зображенні місяця, які виконані на поверхні цілісних формоутворювальних вставок за допомогою фіксуючих кульок в датовниках, закріплених гвинтами в обоймі, нерухома та рухлива обойми мають по чотири елементи конічного замка, розташованих в площині роз'єму, по два елементи на вертикальних осях фіксуючих штирів і втулок, рівновіддалених від горизонтальної осі прес-форми, причому чотири елементи конічних штирів встановлено в нерухомій обоймі, а чотири елементи конічних втулок в рухомій обоймі, ливникові втулки пресування виконані як єдине ціле у вигляді стакана, без стику по внутрішньому діаметру, рухома обойма забезпечена чотирикутним некрізним вікном, що дозволяє вмонтувати цілісні формоутворювальні вставки, що формують напіввиливки, причому в площині роз'єму знаходяться лицьові поверхні цілісних формоутворювальних вставок, а лицьова поверхня обойми щодо площини роз'єму занижена, крім того, контрштовхачі змонтовані в рухомій обоймі із зазором, а в цілісних формоутворювальних вставках, по два в кожній, по посадці, осі штифтів, що скріплюють рухому обойму, бруски і плиту кріплення поєднані з осями фіксуючих втулок рухомої обойми, розташованих по діагоналях, на периферії, в чотирьох точках, причому всі зовнішні діаметри фіксуючих втулок по величині рівні, крім того, фіксуючі втулки з тильного боку рухомої обойми забезпечені буртами, зовнішні діаметри яких збігаються із зовнішніми діаметрами фіксуючих втулок і виконують функцію штифтів між рухомою обоймою і брусками, а втулки, які розташовані між брусками і плитою кріплення, виконують функцію штифтів, упори рухомої обойми забезпечені штифтами, що входять в отвори рухомої обойми, сполучний діаметр одного фіксуючого штиря з втулкою по величині менше відносно трьох інших сполучних діаметрів фіксуючих штирів з втулками, плита кріплення забезпечена чотирма направляючими колонками, розташованими подіагоналях щодо плити виштовхувачів, біля периферії, що знаходяться з нею в співвісній залежності через направляючі втулки, встановлені між плитою упорною і плитою виштовхувачів, плита кріплення забезпечена упорами, які розташовані між плитою кріплення і плитою упорною і які забезпечені тонкими кільцями, що дозволяють регулювати точне розташування чотирьох виштовхувачів в зоні впадин рухливих цілісних формоутворювальних вставок щодо зовнішньої площини плити кріплення, торці двох верхніх виштовхувачів, розташованих в зоні впадин рухливих формоутворювальних вставок, забезпечені циліндровими штирями, що знаходяться в зачепленні з циліндричними втулками арматур із зазором, а після виштовхування куща з 1 UA 89933 U 5 10 15 20 25 30 35 40 45 50 55 60 формоутворювальної порожнини виконані з можливістю входити з кущем в зачеплення і утримувати його від падіння. Недоліками найближчого аналога, який вибрано за найближчий аналог (прототип), з точки зору поставленої задачі, є розміри прес-форми, які недостатні для виготовлення корпусарадіатора, відсутність можливості виконання великого отвору змінного діаметра у тілі виробу та, відповідно, стрижня для його виконання, відсутність необхідності встановлювати арматуру та викарбовувати на поверхні виробу дату його виконання. Крім того, не має необхідності виконувати на рухливій опорі некрізний отвір. Найближчий аналог розрахований на лиття одночасно двох симетричних виробів, для отримання відливки корпуса-радіатора виконати площину рознімання по площині симетрії дуже складно, це потребує додаткового обладнання. Технічною задачею корисної моделі, що заявляється, є розробка конструктивного рішення ливарної форми з можливістю використовувати її для виготовлення корпусу-радіатора світлодіодного світильника, який має складну форму з однією площиною симетрії, відносно великі розміри і масу, та конструктивні елементи, крім того, прес-форма повинна бути оснащена такелажними пристроями та опорами. Поставлена задача виконується тим, що конструктивне вирішення ливарної форми для лиття під тиском корпуса-радіатора світильника світлодіодного розроблялось у кількох напрямках, а саме: - конструктивне рішення корпуса-радіатора світильника заздалегідь виконано з урахуванням можливості застосування методу, який забезпечує найбільшу точність та якість поверхні відливки - лиття під тиском. Корпус-радіатор виконується у вигляді єдиного конструктивного елемента із алюмінієвого матеріалу. Лиття під тиском забезпечує високу точність розмірів і задану шорсткість поверхні виробу та не потребує додаткової механічної обробки, крім видалення ливникової системи та виконання отворів для встановлення засобів кріплення; - конструктивне рішення ливарної форми виконано з можливістю встановлення її на машину типу, наприклад, К7112, яка має технічні характеристики, що дозволяють отримувати відливки потрібних розмірів та маси; - ливарну втулку, обойму матриці з матрицею розміщено у нерухомій частині ливарної форми, а плиту виштовхувачів з виштовхувачами, пуансон з обоймою, розсікач, гідроциліндр із рухомим стрижнем-вставкою - у рухомій частині ливарної форми; - обойма матриці виконана цілісною, без некрізного отвору, а простір для встановлення плити виштовхування, на яку встановлено плиту виштовхувачів з виштовхувачами, організовано встановленням брусків; - кількість виштовхувачів збільшено до 39 різної довжини (від 375,5 мм до 408,61 мм), розміщених у плиті виштовхувачів; - кріпильні отвори на поверхні відливки виконують за допомогою знаків; - для виконання отвору (порожнини) для встановлення світильника світлодіодного на місце експлуатації використовується рухома вставка-стрижень, положення якої змінюється за допомогою гідроциліндра з повзуном та напрямними, встановленого на верхньому торці нерухомої обойми; - стикувальні поверхні матриці і пуансона виконані з промивниками для відводу газів, залишків змащування тощо, причому промивники зовнішніми каналами з'єднані з атмосферою; - площина рознімання ливарної форми виконана по нижньому торцю відливки; - для термостабілізації ливарної форми при литті під тиском використовують воду; - додаткові опори попарно розміщують на нижніх торцях нерухомої та рухомої обойм, а римболти розміщують також попарно на верхніх торцях нерухомої та рухомої обойм. Суть технічного рішення у ливарній формі для лиття під тиском корпуса-радіатора світильника світлодіодного, що містить нерухому та рухому обойми, цілісні формоутворювальні вставки,які виконані у вигляді матриці і пуансона, із впадинами для встановлення знаків, ливникову втулку пресування, розсікач, обойми матриці і пуансона, бруски, плиту виштовхувачів, плиту упорну, плиту виштовхування, виштовхувачі, контрвиштовхувачі, направляючі колонки і втулки, знаки, конічні замки, фіксатори, кріпильні елементи, причому матрицю, обойму матриці, направляючі колонки, конічні штирі конічних замків, знаки і ливникову втулку розміщено у нерухомій частині ливарної форми, а пуансон, обойму пуансона, бруски, розсікач, центруючі втулки, опори центруючих втулок, конічні втулки конічних замків, плиту виштовхувачів, плиту упорну, плиту виштовхування з виштовхувачами та контрвиштовхувачами - у рухомій частині ливарної форми. Новим у корисній моделі є те, що до складу ливарної форми додатково додано не менше чотирьох опор, чотирьох рим-болтів, рухому вставкустрижень, причому для встановлення - виймання рухомої вставки-стрижня використовують гідравлічний привід у вигляді гідроциліндра з повзуном та напрямними, який встановлено на 2 UA 89933 U 5 10 15 20 25 30 35 40 45 50 55 60 верхньому торці рухомої обойми, матриця і пуансон виконані з промивниками для відводу газів, залишків змащування тощо, при тому, що промивники виконані у вигляді виїмок, розміщених дотично до зовнішнього торця площин порожнини відливки у площині рознімання та каналами з'єднуються з атмосферою, для термостабілізації ливарної форми використовують воду, причому додаткові опори попарно розміщують на нижніх торцях нерухомої та рухомої обойм, рим-болти розміщують також попарно на верхніх торцях нерухомої та рухомої обойм, елементи конічних замків - штирі розміщені на нерухомій частині ливарної форми, а відповідні елементи конічних замків - втулки розміщені на рухомій частині ливарної форми, обойма матриці виконана у вигляді цілісного елемента, а плита виштовхування, плита виштовхувачів з виштовхувачами розміщені у просторі між двома брусками, закріпленими між обоймою пуансона та плитою кріплення. Досягнення позитивного ефекту при реалізації корисної моделі визначається зменшенням матеріалоємності та собівартості виготовлення корпуса-радіатора не тільки за рахунок його раціонального конструктивного виконання, але і за рахунок розробки для його виготовлення спеціальної ливарної форми, яка дозволяє у подальшому використання відливки без додаткових механічних операцій, крім видалення ливникової системи. Порівняльний аналіз корисної моделі з найближчим аналогом, який визнано за прототип, показує, що ливарна форма для лиття під тиском корпуса-радіатора світильника світлодіодного, що заявляється, повністю відповідає критерію корисної моделі "новизна". Суть корисної моделі пояснюється кресленнями, на яких, як варіант технологічного виконання, показано: - на Фіг. 1 - загальний вигляд закритої ливарної форми для лиття під тиском корпусарадіатора світильника світлодіодного, що заявляється, нерухома частина ливарної форми умовно не показана; - на Фіг. 2 - загальний вигляд закритої ливарної форми для лиття під тиском корпусарадіатора світильника світлодіодного, що заявляється, вид у складному розрізі А-А; - на Фіг. 3 - загальний вигляд закритої ливарної форми для лиття під тиском корпусарадіатора світильника світлодіодного, що заявляється, вид у складному розрізі В-В; - на Фіг. 4 - загальний вигляд ливарної форми для лиття під тиском корпуса-радіатора світильника світлодіодного, що заявляється, вид у місцевому розрізі С-С; - на Фіг. 5 - загальний вигляд ливарної форми для лиття під тиском корпуса-радіатора світильника світлодіодного, що заявляється, вид у місцевому розрізі D-D; - на Фіг. 6 - загальний вигляд матриці, вид у плані; - на Фіг. 7 - загальний вигляд матриці, вид у розрізі Е-Е; - на Фіг. 8 - загальний вигляд пуансона, вид у плані; - на Фіг. 9 - загальний вигляд пуансона, вид у розрізі F-F. - на Фіг. 10 - зовнішній вигляд ливарної форми для лиття під тиском корпуса-радіатора світильника світлодіодного у відкритому стані, вид у ракурсі ¾. Ливарна форма для лиття під тиском корпуса-радіатора світильника світлодіодного, що заявляється, показана на Фіг. 1…10, де цифрами позначені нерухома 1 та рухома 2 частини ливарної форми. В свою чергу, нерухома частина 1 ливарної форми містить матрицю 3, обойму 4 матриці 3, направляючі колонки 5, конічний штир 6 конічного замка 7, знаки 8, ливникову втулку 9. До складу рухомої частини 2 включено розсікач 10, пуансон 11, обойму 12 пуансона 11, центруючу втулку 13, опору 14 центруючої втулки 13, конічну втулку 15 конічного замка 7, гідропривід 16 з повзуном 17, рухому вставку-стрижень 18, бруски 19 та 20, плиту 21 виштовхування, плиту 22 виштовхувачів з виштовхувачами 23 різної довжини, контрвиштовхувачі 24, колонки 25, опори 26 обойми 12 пуансона, плиту 27 кріплення. Окремі елементи конструкції з'єднані між собою кріпильними елементами 28 (болти, гвинти, штифти, шпильки тощо) різного діаметра та довжини. На бокових поверхнях обойми 4 та брусках 19 і 20 виконані фігурні вибирання 29 (по чотири з кожного боку) для кріплення ливарної форми до нерухомої та рухомої частин ливарної машини. В тілі обойм 4 і 12, відповідно матриці 3 і пуансона 11, рухомої вставки-стрижня 18 виконані технологічні канали 30 для протікання термостабілізуючої рідини (води), споряджені штуцерами 31. Знизу на обоймах 4 і 12 встановлені чотири опори (по дві на кожну обойму) 32, а зверху - чотири рим-болта 33 для транспортування прес-форми. На робочих поверхнях матриці 3 та пуансона 11 виконані вибирання - промивники 34, що відповідними щілинними каналами 35 з'єднані з атмосферою. Хід (не менше 120 мм) повзуна 17 гідроприводу 16 обмежується кінцевим вимикачем 36. До складу ливарної форми також входять пробки 37 для запирання технологічних каналів 30, фіксатори 38, втулки 39, обмежувачі 40, втулки 41, плитка 42. Складання ливарної форми відбувається у наступному порядку. 3 UA 89933 U 5 10 15 20 25 30 35 40 45 50 55 У пуансон 11 обойму 12 пуансона встановлюють пробки 37 для запирання термостабілізуючих каналів 30 системи охолодження, після чого пуансон 11 і розсікач 10 встановлюють у обойму 12 пуансона та фіксують кріпильними елементами 28 з тильної сторони обойми 12 пуансона. З робочої сторони обойми 12 пуансона встановлюють чотири конічних втулки 15 конічних замків 7, закріплюють елементами 28, встановлюють чотири центруючі втулки 13 та опори 14 до них. До обойми встановлюють чотири колонки 25, на які встановлюють зібрану плиту 22 виштовхувачів. Збирають плиту 22 виштовхувачів наступним чином: встановлюють на визначені місця виштовхувачі 23 різної довжини і контрвиштовхувачі 24, які входять у отвори пуансона 11, втулки 39 насаджують на колонки 25 та суміщають з розточеними карманами на плиті виштовхувачів 22. З тильної сторони кріпильними елементами 28 приєднують плиту 21 виштовхування. На тильну сторону обойми 12 пуансона на кріпильні елементи 28 (штифти) встановлюють бруски 19 і 20. Обойму 12 пуансона 11 з'єднують з плитою 27 кріплення кріпильними елементами 28. На плиту 27 кріплення встановлюють опори 26, закріплюють елементами 28, обмежувачі 40 і підкладки 41, закріплюють елементами 28. До верхньої поверхні обойми 12 пуансона 11 приєднують гідропривід 16 з встановленим повзуном 17, рухомою вставкою-стрижнем 18 та встановленими штуцерами 31 (рухома вставка-стрижень 18 в нижньому положенні), встановлюють дві нижні опори 32 (на нижню поверхню обойми 12) та два рим-болти 33. Складання нерухомої частини ливарної форми починають із встановлення в матрицю 3 знаків 8. технологічні канали 30 системи охолодження матриці 3 і обойми 4 матриці 3 заглушують пробками 37. Зібрану матрицю 3 (із знаками 8 і пробками 37) встановлюють разом із ливниковою втулкою 9 у обойму 4 матриці, закріплюють елементами 28. У обойму 4 матриці 3 встановлюють чотири направляючі колонки 5 та чотири конічні штирі 6, все фіксують елементами 28. У виїмки внутрішньої частини обойми 4 матриці 3 встановлюють плитку 42, закріплюючі її елементами 28. До нижньої поверхні обойми 4 матриці 3 приєднують дві нижні опори 32, а до верхньої - два рим-болти 33. У обойму 4 матриці 3, обойму 12 пуансона 11, рухому вставку-стрижень 18 встановлюють штуцери 31 - для підключення ливарної форми до системи охолодження, підключають гідравлічний привід 17 до гідравлічної системи ливарної машини. Систему охолодження ливарної форми перевіряють на герметичність. Робочі поверхні матриці 3, пуансона 11 і рухомої вставки-стрижня 18 змащують. З'єднують нерухому 1 та рухому 2 частини ливарної форми, встановлюючи направляючі колонки 5 на поверхні обойми матриці 4 у отвори направляючих втулок 13 на поверхні обойми 12 пуансона 11 (грубе центрування), при подальшому зближенні нерухомої 1 та рухомої 2 частин ливарної форми конічні штирі 6 входять в зачеплення з конічними втулками 15 на поверхні обойми 11 пуансона 12 (точне центрування), створюючи конічні замки 7. Підключають ливникову втулку 9 до ливникової системи ливарної машини. Ливарна форма готова до роботи. Відливання корпуса-радіатора світлодіодного світильника у ливарній формі відбувається наступним чином. Похідне положення ливарної форми - ливарна форма встановлена на ливарну машину, змащені робочі поверхні матриці 3 і пуансона 11, ливарна форма закрита, рухома вставкастрижень 18 встановлена у порожнину між матрицею 3 і пуансоном 11, гідропривід 16 та штуцери 31 підключені до комунікацій ливарної машини, вода у каналах 30 охолоджує матрицю 3, розсікач 10, пуансон 11 і рухому вставку-стрижень 18. З виходу ливникової системи ливарної машини через ливникову втулку 9 під тиском подається дозована порція розплавленого металу, у даному разі - алюмінієвого сплаву. Розсікач 10 розділяє потік металу, рівномірно направляючи його у робочу порожнину між матрицею та пуансоном. Розплавлений метал заповнює порожнину між матрицею 3, пуансоном 11 і рухомою вставкою-стрижнем 18, а повітря, гази і залишки змащування видаляються у промивники 34, тверді залишки залишаються у порожнинах промивників 34, а гази та рідкі залишки через канали 35 відводяться у атмосферу. Після необхідної для кристалізації матеріалу витримки рухома частина 2 відходить під дією гідросистеми ливарної машини, звільняючи верхню частину відливки від матриці 3, на рухомій частині 2 відливка тримається рухомою вставкою-стрижнем 18, пуансоном 11 та розсікачем 10. Гідропривід 16 з повзуном 17 виймає рухому вставку-стрижень 18 з тіла відливки. Після виходу рухомої вставки-стрижня 18 з тіла відливки спрацьовує кінцевий вимикач 36, гідропривід 16 зупиняється. Плита виштовхування 21, плита виштовхувачів 22 з виштовхувачами 23 та контрвиштовхувачами 24 пересуваються у бік пуансона 11, зіштовхуючи відливку з поверхні пуансона 11. Оператор знімає відокремлену від ливарної форми готову відливку. Робочі поверхні матриці 3, пуансона 11 і рухомої вставки-стрижня 18 знову змащують, при необхідності прочищають промивники 34. Закривають ливарну форму. Ливарна форма знову готова до роботи. 4 UA 89933 U 5 10 Розроблена ливарна форма для лиття під тиском дозволяє отримувати відливки корпусарадіатора світильника світлодіодного без додаткової механічної обробки, крім видалення залишків ливникової системи, із забезпеченням необхідної точності розмірів та якості шорсткості поверхні, чим зменшуються технологічні витрати на виготовлення кінцевого виробу. Корисна модель може бути використана при розробці ливарних форм для лиття під тиском для виготовлення аналогічних відливок з площиною рознімання, співпадаючою з нижнім торцем виробу. Джерела інформації: 1. Патент РФ № 2339512С1 "Спосіб виготовлення деталей методом лиття під тиском та прес-форма для його здійснення", 2006 г - аналог. 2. Патент України на винахід № 93238С2 "Прес-форма для литва під тиском секції біметалевого радіатора", 25.01.2011, бюл. № 2, 2011 р. - прототип. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 35 Ливарна форма для лиття під тиском корпуса-радіатора світильника світлодіодного, що містить нерухому та рухому обойми, цілісні формоутворювальні вставки, які виконані у вигляді матриці і пуансона, із впадинами для встановлення знаків, ливникову втулку пресування, розсікач, обойми матриці і пуансона, бруски, плиту виштовхувачів, плиту упорну, плиту виштовхування, виштовхувачі, контрвиштовхувачі, направляючі колонки і втулки, знаки, конічні замки, фіксатори, кріпильні елементи, причому матрицю, обойму матриці, направляючі колонки, конічні штирі конічних замків, знаки і ливникову втулку розміщено у нерухомій частині ливарної форми, а пуансон, обойму пуансона, бруски, розсікач, центруючі втулки, опори центруючих втулок, конічні втулки конічних замків, плиту виштовхувачів, плиту упорну, плиту виштовхування з виштовхувачами та контрвиштовхувачами - у рухомій частині ливарної форми, яка відрізняється тим, що до складу ливарної форми додатково додано не менше чотирьох опор, чотирьох рим-болтів, рухому вставку-стрижень, причому для встановлення-виймання рухомої вставки-стрижня використовують гідравлічний привід у вигляді гідроциліндра з повзуном та напрямними, який встановлено на верхньому торці рухомої обойми, матриця і пуансон виконані з промивниками для відводу газів, залишків змащування тощо, при тому, що промивники виконані у вигляді виїмок, розміщених дотично до зовнішнього торця площин порожнини відливки у площині рознімання, та каналами з'єднуються з атмосферою, для термостабілізації ливарної форми використовують воду, причому додаткові опори попарно розміщують на нижніх торцях нерухомої та рухомої обойм, рим-болти розміщують також попарно на верхніх торцях нерухомої та рухомої обойм, елементи конічних замків - штирі розміщені на нерухомій частині ливарної форми, а відповідні елементи конічних замків - втулки розміщені на рухомій частині ливарної форми, обойма матриці виконана у вигляді цілісного елемента, а плита виштовхування, плита виштовхувачів з виштовхувачами розміщена у просторі між двома брусками, закріпленими між обоймою пуансона та плитою кріплення. 5 UA 89933 U 6 UA 89933 U 7 UA 89933 U 8 UA 89933 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 17/24, B22D 17/22
Мітки: світильника, форма, лиття, корпуса-радіатора, ливарна, тиском, світлодіодного
Код посилання
<a href="https://ua.patents.su/11-89933-livarna-forma-dlya-littya-pid-tiskom-korpusa-radiatora-svitilnika-svitlodiodnogo.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для лиття під тиском корпуса-радіатора світильника світлодіодного</a>
Прес-форма для лиття під тиском виробів з піднутренням
Номер патенту: 9098
Опубліковано: 15.09.2005
Автори: Васенко Світлана Євгенівна, Карлов Євген Анатолійович
МПК: B29C 45/26
Мітки: тиском, прес-форма, виробів, лиття, піднутренням
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів з пластмас з піднутренням, що має рухому і нерухому частини, плити кріплення, матрицю, пуансон, плити виштовхування, яка відрізняється тим, що механізм виводу з піднутрення складається з механічної пари шибера і повзунка.2. Прес-форма за п. 1, яка відрізняється тим, що повзунок має паз під певним кутом, а шибер - виступ під аналогічним кутом для взаємодії з повзунком.3....
Форма для гарячого лиття під тиском керамічних матеріалів
Номер патенту: 50406
Опубліковано: 15.10.2002
Автори: Василенко Ігор Іванович, Городецький Іван Миколайович, Рибарук Василь Якимович
МПК: B28B 1/26
Мітки: матеріалів, форма, керамічних, лиття, тиском, гарячого
Формула / Реферат:
Форма для гарячого лиття під тиском керамічних матеріалів, що містить основу, рухомі та нерухомі плити-півформи, зв'язані між собою за допомогою стояків-напрямних, тяги, виштовхувальні втулки та ливарникові канали, яка відрізняється тим, що ливарникові канали виконані у вигляді трубок із матеріалу з високим коефіцієнтом теплопровідності, на трубки коаксіально встановлено втулки із матеріалу з низьким коефіцієнтом теплопровідності, причому...
Прес-форма для лиття під тиском полімерних виробів із піднутренням
Номер патенту: 9037
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B29C 45/33
Мітки: тиском, лиття, піднутренням, виробів, полімерних, прес-форма
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів із піднутренням, що містить рухому й нерухому частини, матрицю, пуансон, всередині якого рухається повзунок з формуючими знаками, яка відрізняється тим, що повзунок, який виводить із піднутрення формуючі знаки, має Т-подібний паз, розташований під гострим кутом до площини роз'єднання, і жорстко зв'язаний тягою з повзуном.2. Прес-форма за п.1, яка відрізняється тим, що хвостовики знаків,...
Форма для гарячого лиття під тиском керамічних матеріалів
Номер патенту: 33855
Опубліковано: 15.02.2001
Автори: Городецький Іван Миколайович, Василенко Ігор Іванович, Рибарук Василь Якимович
МПК: B28B 1/26
Мітки: матеріалів, керамічних, гарячого, тиском, лиття, форма
Текст:
...знімається і форму відкривають наступним чином. За допомогою пневмоциліндра 17 через шток 18 рухома плита 12 піднімається, ковзаючи по напрямних стояках 14 і розкриває формувальні порожнини 3. На кінцевій стадії переміщення рухома плита через тяги 19 і тарілку 20 діє на виштовхувальні втулки 16, котрі відрізають ливарники та виштовхують готові вироби; одночасно шток 18 кронштейном 24 діє на упор 24 штовхача 7, спричинюючи через конус 8...
Прес-форма для литва під тиском секції біметалевого радіатора
Номер патенту: 40477
Опубліковано: 10.04.2009
Автори: Голік Олексій Миколайович, Лисенко Тетяна Володимирівна, Тарасов Іван Харлампієвич
МПК: B22C 9/00
Мітки: прес-форма, біметалевого, литва, секції, тиском, радіатора
Формула / Реферат:
1. Прес-форма для литва під тиском секції біметалевого радіатора, що містить нерухому і рухому обойми, формоутворювальні вставки, ливникові втулки пресування, розсікач, плиту виштовхувачів, плиту упорну, плиту кріплення, бруски, упори обойми рухомої, виштовхувачі, контрштовхачі, напрямні колонки і втулки, фіксуючі штирі і втулки, стрижні нерухомі і рухомі, замки, фіксатори, що фіксують штифти, систему підведення і відведення теплоносіїв, яка...
Попередній патент: Стрілчасті арки з прямолінійних елементів змінного перерізу з клеєної деревини
Наступний патент: П’єзоелектричний двигун
Випадковий патент: Поле компостування для утилізації каналізаційних стоків