Прес-форма для литва під тиском секції біметалевого радіатора
Номер патенту: 40477
Опубліковано: 10.04.2009
Автори: Тарасов Іван Харлампієвич, Голік Олексій Миколайович, Лисенко Тетяна Володимирівна
Формула / Реферат
1. Прес-форма для литва під тиском секції біметалевого радіатора, що містить нерухому і рухому обойми, формоутворювальні вставки, ливникові втулки пресування, розсікач, плиту виштовхувачів, плиту упорну, плиту кріплення, бруски, упори обойми рухомої, виштовхувачі, контрштовхачі, напрямні колонки і втулки, фіксуючі штирі і втулки, стрижні нерухомі і рухомі, замки, фіксатори, що фіксують штифти, систему підведення і відведення теплоносіїв, яка відрізняється тим, що рухомі стрижні в зоні бобишок нерухомих суцільних формоутворювальних вставок оснащені тонкими кільцями, розташованими з тильного боку рухомих стрижнів, що дозволяють регулювати точне розташування чотирьох торців відносно чотирьох торців виштовхувачів на розміри, які дорівнюють довжинам горизонтальних труб арматур, причому торці чотирьох виштовхувачів знаходяться в нерухомому стані до моменту виштовхування куща - виливок і ливникової системи.
2. Прес-форма за п. 1, яка відрізняється тим, що нерухома обойма оснащена чотирикутним некрізним вікном, що дозволяє вмонтовувати суцільні формоутворювальні вставки, що формують напіввиливки, причому в площині розніму знаходяться лицьові поверхні суцільних формоутворювальних вставок, а лицьова поверхня обойми відносно площини розніму занижена, при цьому обойма містить два стрижні, на торцях яких з тильного боку обойми виготовлені по дванадцять лунок і по пазу викрутки, що дозволяють повертати торці стрижнів із зображенням року і стрілок, фіксуючи стрілки на потрібному зображенні місяця, які виконані на поверхні суцільних формоутворювальних вставок, за допомогою фіксуючих кульок в датовниках, закріплених гвинтами в обоймі.
3. Прес-форма за п. 1, яка відрізняється тим, що нерухомі і рухомі суцільні формоутворювальні вставки оснащені індивідуально каналами термостатування, причому запресовування рідкого металу в прес-форму проводиться при досягненні заданої температури, а її підтримка здійснюється в автоматичному режимі, впродовж всього технологічного циклу.
4. Прес-форма за п. 1, яка відрізняється тим, що нерухома і рухома обойми оснащені кожна чотирма елементами конічного замка, розташованими в площині розніму, по два елементи на вертикальних осях фіксуючих штирів і втулок, рівновіддалених від горизонтальної осі прес-форми, причому чотири елементи конічних штирів встановлені в нерухомій обоймі, а чотири елементи конічних втулок - в рухомій обоймі.
5. Прес-форма за п. 1, яка відрізняється тим, що ливникові втулки пресування виконані як єдине ціле, у вигляді стакана, без стику по внутрішньому діаметру.
6. Прес-форма за п. 1, яка відрізняється тим, що рухома обойма оснащена чотирикутним некрізним вікном, що дозволяє вмонтовувати суцільні формоутворювальні вставки, що формують напіввиливки, причому в площині розніму знаходяться лицьові поверхні суцільних формоутворювальних вставок, а лицьова поверхня обойми відносно площини розніму занижена, крім того, контрштовхачі змонтовані в рухомій обоймі із зазором, а в суцільних формоутворювальних вставках - по два в кожній, по посадці.
7. Прес-форма за п. 1, яка відрізняється тим, що осі фіксуючих штифтів, що скріплюють рухому обойму, бруски і плиту кріплення, поєднані з осями фіксуючих втулок рухомої обойми, розташованих по діагоналях, на периферії, в чотирьох точках, причому всі зовнішні діаметри фіксуючих втулок по величині рівні, крім того, фіксуючі втулки з тильного боку рухомої обойми забезпечені буртами, зовнішні діаметри яких збігаються із зовнішніми діаметрами фіксуючих втулок і виконують функцію фіксуючих штифтів, між рухомою обоймою і брусками, а втулки, які розташовані між брусками і плитою кріплення, виконують функції фіксуючих штифтів.
8. Прес-форма за п. 1, яка відрізняється тим, що упори рухомої обойми оснащені штифтами, що входять в отвори рухомої обойми.
9. Прес-форма за п. 1, яка відрізняється тим, що сполучний діаметр одного фіксуючого штиря з втулкою по величині менше відносно трьох інших сполучних діаметрів фіксуючих штирів з втулками.
10. Прес-форма за п. 1, яка відрізняється тим, що плита кріплення оснащена чотирма напрямними колонками, розташованими по діагоналях відносно плити виштовхувачів біля периферії, що знаходяться з нею в співвісній залежності, через напрямні втулки, встановлені між плитою упорною і плитою виштовхувачів.
11. Прес-форма за п. 1, яка відрізняється тим, що упори плити кріплення, які розташовані між плитою кріплення і плитою упорною, оснащені тонкими кільцями, що дозволяють регулювати точне розташування торців чотирьох виштовхувачів, в зоні бобишок рухомих суцільних формоутворювальних вставок відносно зовнішньої площини плити кріплення.
12. Прес-форма за п. 1, яка відрізняється тим, що торці двох верхніх виштовхувачів, розташованих в зоні бобишок рухомих суцільних формоутворювальних вставок, оснащені циліндровими штирями, що знаходяться в зачепленні з горизонтальними трубами арматур із зазором, а після виштовхування куща з формоутворювальної порожнини входять в зачеплення і утримують його від падіння.
Текст
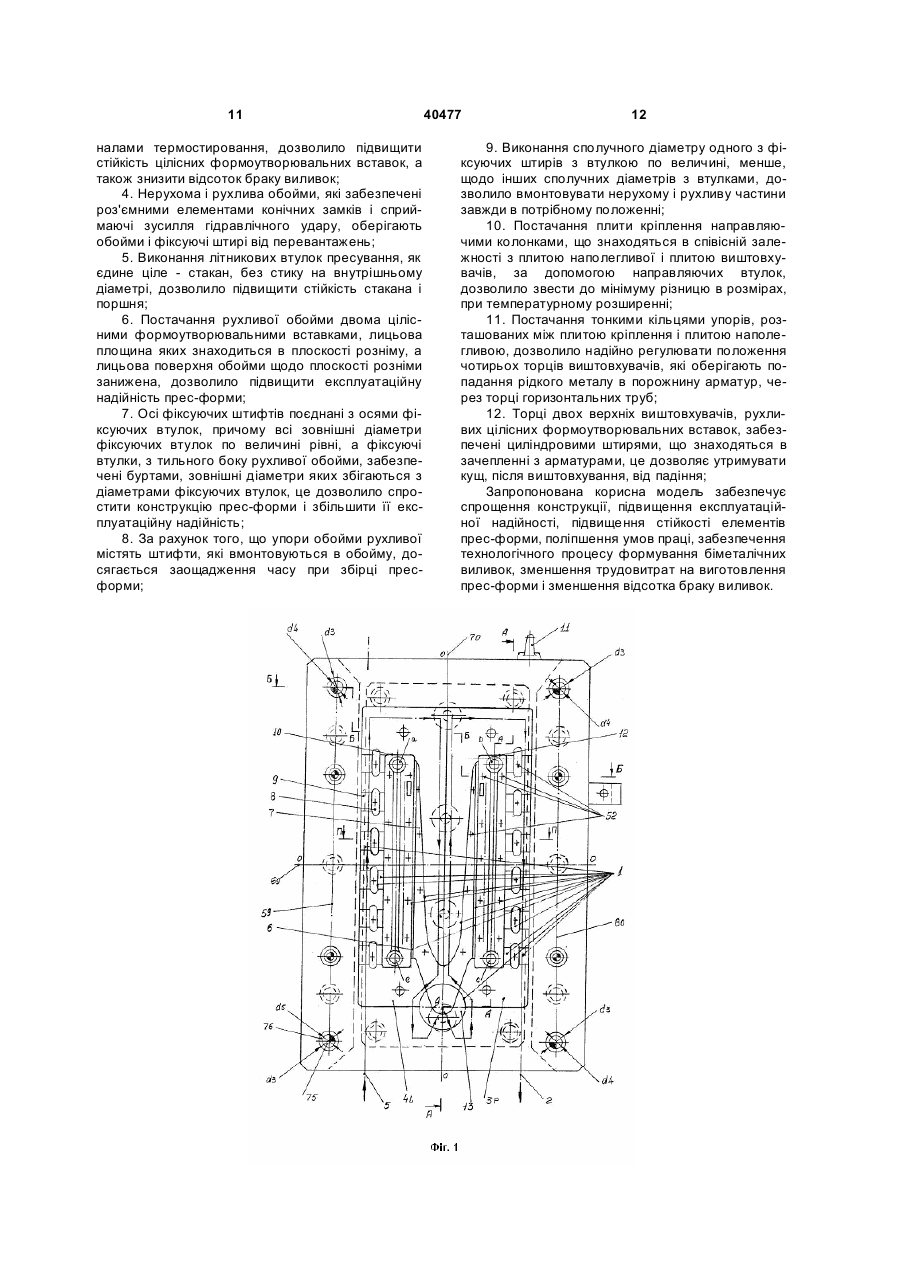
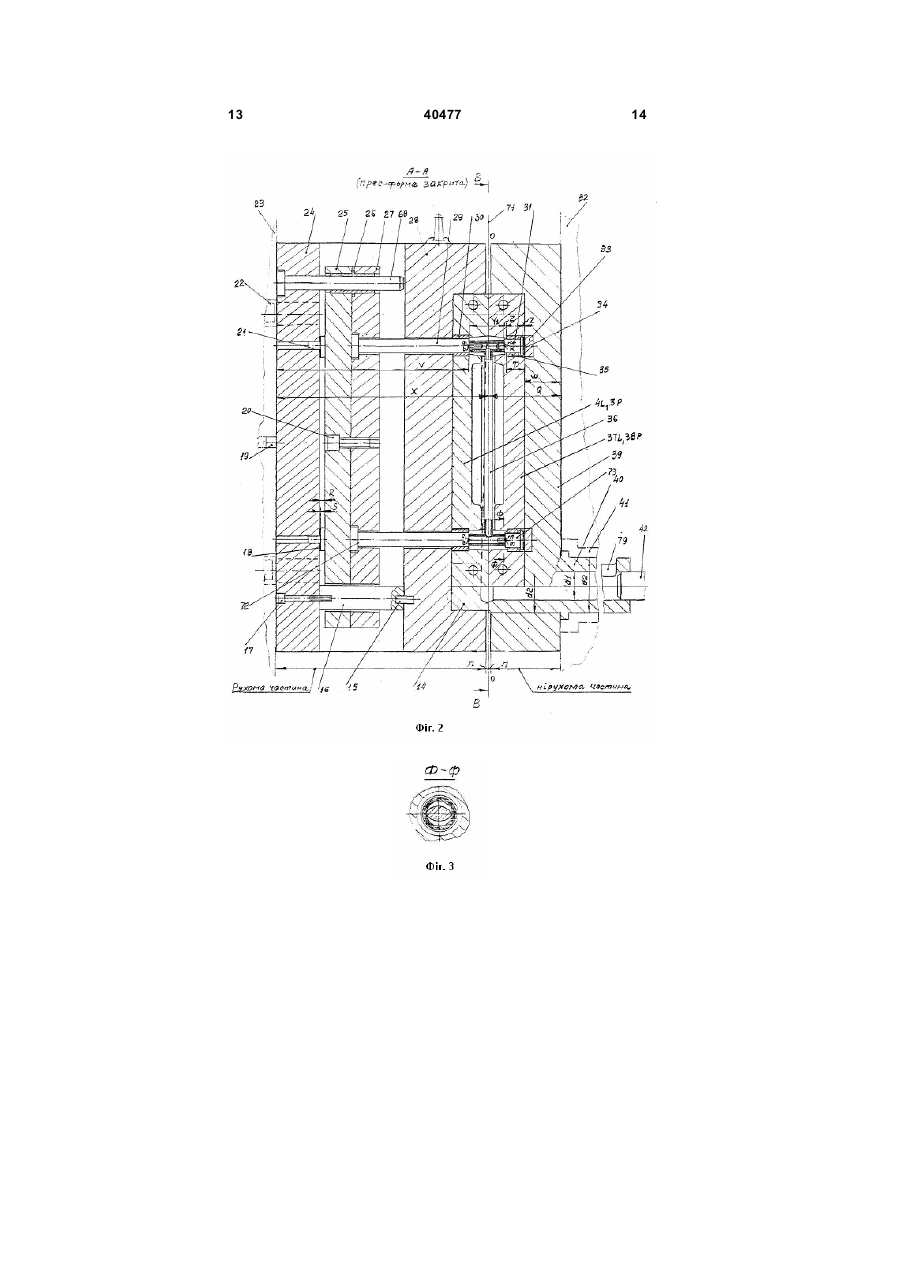
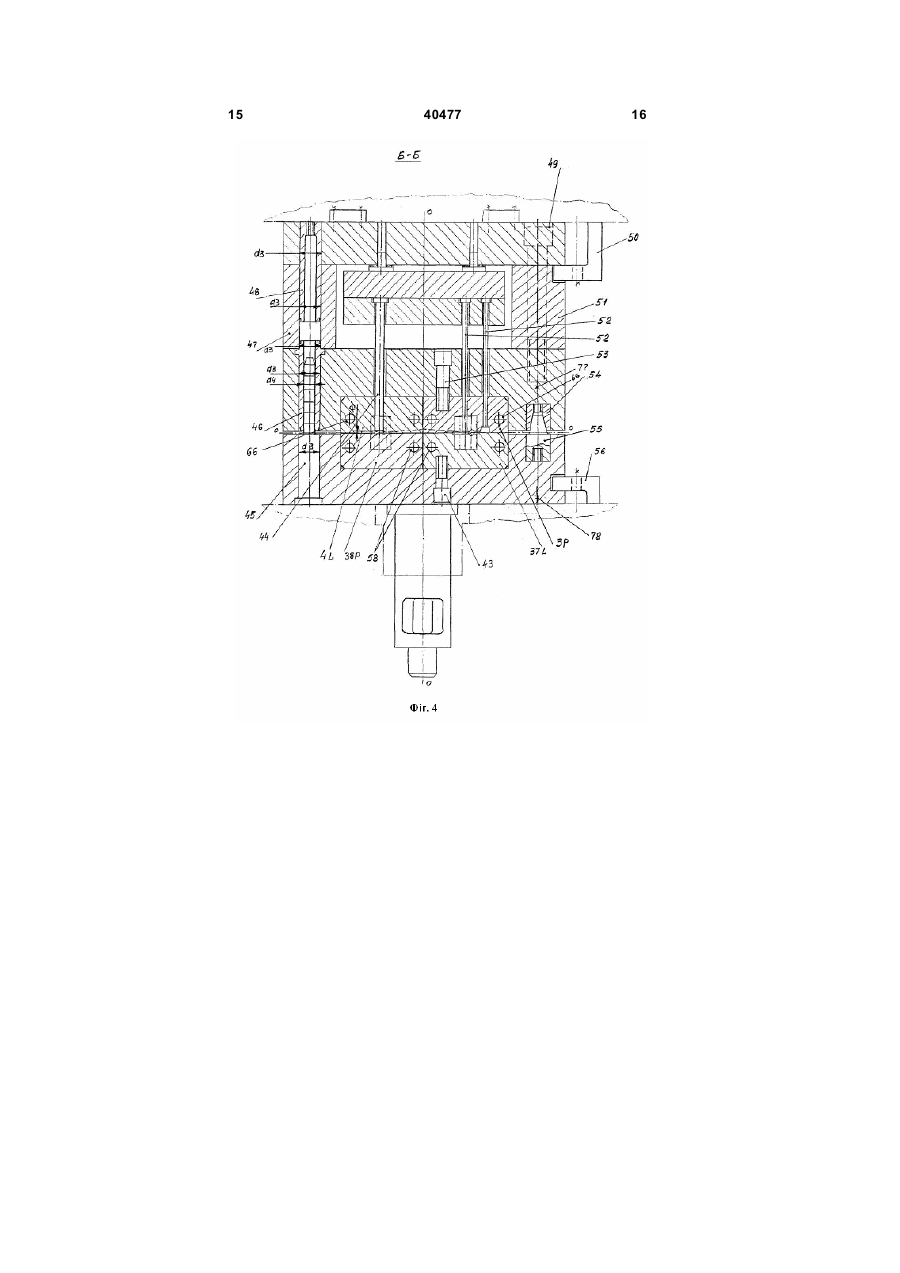
1. Прес-форма для литва під тиском секції біметалевого радіатора, що містить нерухому і рухому обойми, формоутворювальні вставки, ливникові втулки пресування, розсікач, плиту виштовхувачів, плиту упорну, плиту кріплення, бруски, упори обойми рухомої, виштовхувачі, контрштовхачі, напрямні колонки і втулки, фіксуючі штирі і втулки, стрижні нерухомі і рухомі, замки, фіксатори, що фіксують штифти, систему підведення і відведення теплоносіїв, яка відрізняється тим, що рухомі стрижні в зоні бобишок нерухомих суцільних формоутворювальних вставок оснащені тонкими кільцями, розташованими з тильного боку рухомих стрижнів, що дозволяють регулювати точне розташування чотирьох торців відносно чотирьох торців виштовхувачів на розміри, які дорівнюють довжинам горизонтальних труб арматур, причому торці чотирьох виштовхувачів знаходяться в нерухомому стані до моменту виштовхування куща - виливок і ливникової системи. 2. Прес-форма за п. 1, яка відрізняється тим, що нерухома обойма оснащена чотирикутним некрізним вікном, що дозволяє вмонтовувати суцільні формоутворювальні вставки, що формують напіввиливки, причому в площині розніму знаходяться лицьові поверхні суцільних формоутворювальних вставок, а лицьова поверхня обойми відносно площини розніму занижена, при цьому обойма містить два стрижні, на торцях яких з тильного боку обойми виготовлені по дванадцять лунок і по пазу викрутки, що дозволяють повертати торці стрижнів із зображенням року і стрілок, фіксуючи стрілки на потрібному зображенні місяця, які виконані на поверхні суцільних формоутворювальних вставок, за допомогою фіксуючих кульок в датовниках, закріплених гвинтами в обоймі. 3. Прес-форма за п. 1, яка відрізняється тим, що нерухомі і рухомі суцільні формоутворювальні вставки оснащені індивідуально каналами термостатування, причому запресовування рідкого ме 2 (19) 1 3 40477 4 сполучних діаметрів фіксуючих штирів з втулками. 10. Прес-форма за п. 1, яка відрізняється тим, що плита кріплення оснащена чотирма напрямними колонками, розташованими по діагоналях відносно плити виштовхувачів біля периферії, що знаходяться з нею в співвісній залежності, через напрямні втулки, встановлені між плитою упорною і плитою виштовхувачів. 11. Прес-форма за п. 1, яка відрізняється тим, що упори плити кріплення, які розташовані між плитою кріплення і плитою упорною, оснащені тонкими кільцями, що дозволяють регулювати точне роз ташування торців чотирьох виштовхувачів, в зоні бобишок рухомих суцільних формоутворювальних вставок відносно зовнішньої площини плити кріплення. 12. Прес-форма за п. 1, яка відрізняється тим, що торці двох верхніх виштовхувачів, розташованих в зоні бобишок рухомих суцільних формоутворювальних вставок, оснащені циліндровими штирями, що знаходяться в зачепленні з горизонтальними трубами арматур із зазором, а після виштовхування куща з формоутворювальної порожнини входять в зачеплення і утримують його від падіння. Запропонована корисна модель відноситься до ливарного виробництва, зокрема, до області литва під тиском. Відомий аналог «Прес-форма для литва під тиском корпуса датчика» [див. Литьё под давлением. Под редакцией А.К. Белопухова, М., «Машиностроение», 1975р. стор.131, мал. 103]. На малюнках наведена двухгніздная пресформа, де нерухома і рухлива частини кріпляться до плит машини. Нерухома частина прес-форми містить: обійму, літникові втулки пресування, плиту кріплення, складені формоутворювальні вставки, фіксуючі штирі, нерухомі стрижні, фіксуючі штифти і інші деталі. Рухлива частина прес-форми містить: обійму, складені формоутворювальні вставки, подкладную плиту, бруски, плиту виштовхувачів, плиту наполегливу, плиту кріплення, фіксуючі втулки, виштовхувачі, контрштовхачі, розсікач, рухливі стрижні, косі пальці, фіксуючі штифти і інші деталі. При закритті прес-форми контрштовхачі упираються в нерухому обойму і повертають виштовхувачі в початкове положення. Фіксація нерухомої і рухливої частин здійснюється фіксуючими штирями і втулками. Попередній нагрів прес-форми виконується за допомогою запрессовки рідкого металу в холодну прес-форму до заданої температури. Розплавлений метал потрапляє в прес-форму через літникові втулки пресування, ударяється об розсікача і розтікається по літникової системі, заповнює два гнізда, утворюючи кущ ( виливки і літникова система). При розкритті прес-форми кущ залишається в рухливій частині. В результаті переміщення рухливої частини, плита наполеглива, яка сполучена з плитою виштовхувачів, натрапляє на нерухомі упори машини і зупиняється. Виштовхувачі видаляють кущ з прес-форми. Прес-форма, під час роботи, охолоджується водою. Основними недоліками вказаного аналога є: - обойми містять складені формоутворювальні вставки, стики між ними знижують їх стійкість і збільшують вартість виготовлення прес-форми; - літникові втулки пресування мають спільний стик, що негативно впливає на роботу і втулок і поршня; - розташування контрштовхачів в зоні обойми приводить до їх підвищеного зносу, із-за несуміс ності деталей по термообробці; - відсутнє заниження обойм з лицьової поверхні, в зоні плоскості роз'єму, що приводить до недостатньої надійності при замиканні плоскості роз'єму; - виливки не містять відбитків, вказуючих на час їх виготовлення; - відсутній режим термостатування пресформи, що знижує якість відливань і стійкість формоутворювальних елементів. Найбільш близьким, по технічній суті, є відомий інший аналог «Прес-форма для литва під тиском трійника з латуні» [див. Литьё под давлением. Под ред. А.К. Белопухова. М., «Машиностроение», 1975г., стор.136, 161]. На малюнках наведена двохгніздна пресформа, де нерухома і рухлива частини пресформи кріпляться прихватами до відповідних плит машини. При закритті прес-форми, її рухлива половина фіксується з нерухомою фіксуючими штирями і втулками. При розкритті прес-форми, кущ (виливки і літникова система) залишається в рухливій частині. В процесі руху, плита наполеглива і плита виштовхувачів упираються в штовхаючі штанги рухливої плити машини, виштовхувачі знімають кущ, з формоутворювальних складених вставок. Прес-форма має контрштовхачі, які розташовуються в рухливій обоймі, по посадці. При упорі контрштовхачів в нерухому обойму виштовхувачі повертаються в початкове положення. Прес-форма має розгалужену охолоджувальну систему водою. Нерухома частина прес-форми містить: обійму, літникові втулки пресування, плиту кріплення, складені формоутворювальні вставки, фіксуючі штирі, фіксуючі штифти і інші деталі. Рухлива частина прес-форми містить: обійму, складені формоутворювальні вставки, плити охолоджування, подкладну плиту, упори обойми рухливої, бруски, плиту виштовхувачів, плиту наполегливу, плиту кріплення, фіксуючі втулки, виштовхувачі, контрштовхачі, косі пальці, розсікач, направляючі колонки і втулки, фіксуючі штифти і інші деталі. Технічне рішення в останньому аналогу береться за прототип. Прототип і рішення, що заявляється, мають наступні спільні ознаки: - нерухома і рухома обойми - формоутворювальні вставки; 5 - літникові втулки пресування; - розсікач; - фіксуючі штирі і втулки; - плита виштовхувачів; - плита упорна; - плита кріплення; - бруски; - упори обойми рухливої; - виштовхувачі; - контрштовхачі; - направляючі колонки і втулки; - стрижні нерухомі і рухливі; - замки; - упори плити кріплення; - фіксатори; - фіксуючі штифти; - система підведення і відведення теплоносіїв. Основними недоліками прототипу є: - відсутнє заниження лицьових поверхонь обойм, в зоні плоскості розніму, що приводить до нестабільного замикання плоскості розніму, із-за розгалуженої поверхні зімкнення; - відсутній режим термостатування пресформи, що знижує якість виливок і стійкість формоутворювальних елементів; - обойми містять складені формоутворювальні вставки - стики між ними знижують їх стійкість; - відсутні замки розвантаження фіксуючих штирів і обойм, при гідравлічному ударі машини; - літникові втулки пресування мають спільний стик, що негативно впливає на роботу втулок і поршня, скорочує їх термін служби; - контрштовхачі розташовані в плоскості обойми, що приводить до їх підвищеного зносу, ізза несумісності деталей по термообробці; - осі фіксуючих штирів і втулок знаходяться на різних координатах з фіксуючими штифтами, що ускладнює конструкцію прес-форми; - штифти упорів обойми рухливою, вмонтовуються в плиту кріплення - це приводить до труднощів при монтажі прес-форми; - виливки не містять відбитків, вказуючий рік і місяць їх виготовлення; - завищений відсоток браку виливок, за рахунок запрессовки рідкого металу в холодну пресформу; - затискання направляючих колонок в подкладной плиті рухливої обойми небажано, оскільки температура нагріву плити виштовхувачів нижча, ніж біля подкладной плити, а отже виникає перенесення і відсутній плоскопаралельний рух системи виштовхування, з'являються надіри на посадочних поверхнях колонок і втулок, термін служби деталей скорочується. Завдання, на вирішення якої направлена корисна модель, полягає в забезпеченні технологічного процесу формування біметалічних виливок, підвищенні стійкості формоутворювальних елементів, розвантаженні деталей від зусиль гідравлічного удару, спрощенні конструкції і підвищенні експлуатаційної надійності, а також зменшенні трудовитрат при виготовленні прес-форми і зниження відсотка браку виливок. Поставлене завдання вирішене в запропонованій конструкції прес-форми для литва під тиском 40477 6 секції біметалевого радіатора, що містить нерухому і рухливу обойми, формоутворювальні вставки, літникові втулки пресування, розсікач, плиту виштовхувачів, плиту упорну, плиту кріплення, бруски, упори обойми рухливої, виштовхувачі, контрштовхачі, направляючі колонки і втулки, фіксуючі штирі і втулки, стрижні нерухомі і рухливі, замки, фіксатори, фіксуючі штифти, систему підведення і відведення теплоносіїв, тим, що згідно з корисною моделлю, рухливі стрижні, в зоні бобышек нерухомих цілісних формоутворювальних вставок, забезпечені тонкими кільцями, розташованими з тильного боку рухливих стрижнів, що дозволяє регулювати точне розташування чотирьох торців, відносно чотирьох торців виштовхувачів на розміри, які дорівнюють довжинам горизонтальних труб арматур, причому торці чотирьох виштовхувачів знаходяться в нерухомому стані, до моменту виштовхування куща - виливок і літникової системи. У окремих випадках поставлене завдання вирішується тим, що нерухома обойма забезпечена чотирикутним некрізним вікном, що дозволяє вмонтовувати цілісні формоутворювальні вставки, що формують напіввиливки, причому в плоскості розніму, знаходяться лицьові поверхні цілісних формоутворювальних вставок, а лицьова поверхня обойми, щодо плоскості розніму занижена, при цьому, обойма містить два стрижні, на торцях яких з тильного боку обойми виготовлені по дванадцять лунок і по пазу викрутки, що дозволяють повертати торці стрижнів із зображенням року і стрілок, фіксуючи стрілки на потрібному зображенні місяця, які виконані на поверхні цілісних формоутворювальних вставок, за допомогою фіксуючих кульок в датовниках, закріплених гвинтами в обоймі. Нерухомі і рухливі цілісні формоутворювальні вставки забезпечені індивідуально каналами термостатування, причому запрессовка рідкого металу в прес-форму проводиться досягши заданої температури, а її підтримка здійснюється в автоматичному режимі, впродовж всього технологічного циклу. Нерухома і рухлива обойми забезпечені по чотири елементи конічного замку, розташованих в плоскості розніму, по два елементи на вертикальних осях фіксуючих штирів і втулок, рівновіддалених від горизонтальної осі прес-форми, причому чотири елементи конічних штирів встановлено в нерухомій обоймі, а чотири елементи конічних втулок в рухливій обоймі. Літникові втулки пресування, виконані як єдине ціле, у вигляді стакана, без стику по внутрішньому діаметру. Рухлива обойма забезпечена чотирикутним некрізним вікном, що дозволяє вмонтовувати цілісні формоутворювальні вставки, що формують напівиливки, причому в плоскості розніму знаходяться лицьові поверхні цілісних формоутворювальних вставок, а лицьова поверхня обойми, щодо плоскості розніму занижена, крім того контрштовхачі змонтовані в рухливій обоймі із зазором, а в цілісних формоутворювальних вставках, по два в кожній, по посадці. Осі фіксуючих штифтів, що скріпляють рухливу обойму, бруски і плиту кріплення, поєднані з 7 осями фіксуючих втулок рухливої обойми, розташованих по діагоналях, на периферії, в чотирьох крапках, причому всі зовнішні діаметри фіксуючих втулок, по величині рівні, крім того фіксуючі втулки з тильного боку рухливої обойми, забезпечені буртами, зовнішні діаметри яких збігаються із зовнішніми діаметрами фіксуючих втулок і виконують функцію фіксуючих штифтів, між рухливою обоймою і брусками, а втулки, які розташовані між брусками і плитою кріплення, виконують функції фіксуючих штифтів. Упори рухливої обойми забезпечені штифтами, що входять в отвори рухливої обойми. Сполучний діаметр одного фіксуючого штиря з втулкою, по величині, менше, відносно трьох інших сполучних діаметрів фіксуючих штирів з втулками. Плита кріплення забезпечена чотирма направляючими колонками, розташованих по діагоналях, щодо плити виштовхувачів, біля периферії, що знаходяться з нею в співісній залежності, через направляючі втулки, встановленими між плитою наполегливої і плитою виштовхувачів. Упори плити кріплення, які розташовані між плитою кріплення і плитою наполегливою, забезпечені тонкими кільцями, що дозволяють регулювати точне розташування торців чотирьох виштовхувачів, в зоні бобышек рухливих цілісних формоутворювальних вставок, щодо зовнішньої плоскості плити кріплення. Торці двох верхніх виштовхувачів, розташованих в зоні бобышек рухливих цілісних формоутворювальних вставок, забезпечені циліндровими штирями, що знаходяться в зачепленні з горизонтальними трубами арматур із зазором, а після виштовхування куща, з формоутворювальної порожнини, входять в зачеплення і утримують його від падіння. Суть запропонованої корисної моделі пояснюється кресленнями, де: на Фіг.1 і Фіг.5 - закриті види, на Фіг.2, Фіг.3, Фіг.4, Фіг.6, Фіг.7, Фіг.8, Фіг.9, Фіг.10, Фіг.11 і Фіг.12 - перерізи. Прес-форма для литва під тиском секції біметалевого радіатора складається з рухливої і нерухомої частин. Рухлива частина містить: кущ (виливки і літникова система) 1, вихід термостатування правої вставки 2, вхід термостатування лівої вставки 5, цілісні формоутворювальні вставки 3Р і 4L (права і ліва), живильники 6, стояки 7, промивники 8, вентиляційні канали 9, виливка ліва - секція біметалевого радіатора 10, рим-болти 11, виливка права - секція біметалевого радіатора 12, пресзалишок 13, горизонтальна вісь прес-форми 69, вертикальна вісь прес-форми 70, розсікач 14, штифти упорів обойми 15, упори обойми 16, гвинти упорів обойми 17, тонкі кільця 18, шпонки 19, гвинти плити виштовхувачів 20, упори плити кріплення 21, штанги машини 22, рухлива плита машини 23, плита кріплення 24, плита наполеглива 25, направляючі втулки 26, плита виштовхувачів 27, направляючі колонки 68, обойма рухлива 28, направляючі втулки 30, два виштовхувачі бобишек верхніх 29, фіксуючі втулки 46 і 76, брусок лівий 47, втулки 48, гвинти плити кріплення 49, прихвати 50, брусок правий 51, виштовхувачі 52, гвинти обойми рухливої 53, канали термостатування цілі 40477 8 сних формоутворювальних вставок 66, конічні втулки замків 54, контрштовхачі 44, плоскість розніму 71, виштовхувачі бобишек нижніх 72, обмежувачі арматури 67, фіксуюча втулка 76, гвинти елементів замків 77, вертикальні осі фіксуючих втулок 80 і 59. Нерухома частина містить: обойму 39, цілісні формоутворювальні вставки 37L і 38Р (ліва і права), гвинти обойми нерухомої 43, три фіксуючі штирі 45, конічні штирі замків 55, стакан 40, поршень 42, обмежувачі арматури 67, рухливі стрижні верхні 31, підсклянник 41, направляючі втулки 35, тонкі кільця 34, сухарі 33, прихвати 56, гвинти датовников 61, пружини 62, притиски 63, фіксуючі кульки 64, стрижні 65, арматура 36, вихід термостатування правої вставки 57, вхід термостатування лівої вставки 60, нерухому плиту машини 32, стрижні рухливі нижні 73, фіксуючий штир 75, торці бобишек 74, воронка стакана 79, гвинти елементів замків 78, вертикальні осі фіксуючих штирів 80 і 59, канали термостатування цілісних формоутворювальних вставок 58. Прес-форму змикають за допомогою фіксуючих штирів 45 і 75, фіксуючих втулок 46 і 76, а також за допомогою розвантажувальних елементів замків 54 і 55, розташованих в осях 80 і 59, таких, що скріпляють в обоймах гвинтами 77 і 78, рівновіддалених від осі прес-форми 69. Потім прес-форму вагою 3000кг піднімають краном, рим-болтами 11 і встановлюють на машину, мод. CL00-1000, із зусиллям замикання 1000тс, причому насамперед монтують нерухому частину, де стакан 40, вмонтований в нерухому обойму 39, входить в підсклянник машини 41, по діаметру d2, після чого змикають рухливу частину машини 23, до того моменту, поки шпонки 19, не увійдуть до пазів машини. Закріплюють частини прес-форми до плит машини 23 і 32 прихватами 50 і 56. Система термостатування забезпечена каналами 66 і 58. Вона працює в автоматичному режимі, підтримуючи температурні параметри прес-форми. У нерухомій частині цілісні формоутворювальні вставки 37L і 38Р, мають вхід 60 і вихід 57. У рухливій частині цілісні формоутворювальні вставки 3Р і 4L мають вхід 5 і вихід 2. Цілісні формоутворювальні вставки нерухомі і рухливі, кріпляться до обойм гвинтами 43 і 53. Термостати із спеціальною рідиною в автоматичному режимі, нагрівають цілісні формоутворювальні вставки до температури 200°С і підтримують їх в цьому режимі, при цьому обойми нагріваються до температури 150°С, система виштовхування до 70°С, плита кріплення до 60°С. Коли прес-форма розкривається, змащуються цілісні формоутворювальні вставки, розсікач і стакан в автоматичному режимі. При цьому, стрижні рухливі верхні і нижні 31 і 73 вмонтовані в направляючих втулках 35 і знаходяться в жорстко висунутому стані на величину "Z", яка відповідає товщині тонких кілець 34, щодо торців бобишек 74. На стрижні рухливі верхні 31, встановлюють арматури 36, які знаходяться в контакті по бічних поверхнях із стрижнями рухливими нижними 73. 9 Осі арматур утримуються з чотирьох сторін обмежувачами 67. У момент зімкнення прес-форми контрштовхачі 44, натрапляють торцями на лицьові поверхні цілісних формоутворювальних вставок нерухомої обойми 39 і переміщають систему виштовхування, причому вона не займає остаточне початкове положення на величину "R1". Плита упорна 25, втулка напрямна 26 і плита виштовхувачів 27 скріплені гвинтами 20 і знаходяться в зачепленні з колонками 68. Виштовхувачі верхні і нижні 29 і 72 знаходяться по посадці з втулками 30. Остаточне положення система виштовхування займає після того, коли торці (крапки - "а", "b", "с", "e") виштовхувачів 29 і 72, а також торці (крапки "и", "к", "l", "m") рухливих стрижнів 31 і 73, спираючись на сухарі 33, зачнуть стискувати торці циліндрових втулок арматур 36 і доведуть їх до величини "Y1", при цьому система виштовхувачів з виштовхувачами 29, 52 і 72 переміщається на величину "R1" і займає остаточне початкове положення. Прес-форма замкнута і відповідає умовам формули: X+Q = V+Y1+Z+T+W, де Y1=Y-Z За такої умови рідкий метал не потрапляє в порожнисті арматури. Відстань "R" між плитою кріплення і плитою наполегливою регулюється тонкими кільцями 18, які розташовані на упорах 21, до величини "S" так, щоб крапки - "a", "b", "с", "е" знаходилися на відстані "V". Лицьові поверхні обойм 28 і 39, занижені, в плоскості розніму, на величину - "n", забезпечуючи надійне замикання прес-форми по плоскості розсікача 14, стакана 40 і цілісних формоутворювальних вставок 3L, 4Р, 37L і 38Р. Між рухливою обоймою 28 і плитою кріплення 24, за допомогою гвинтів 17 і штифтів 15, вмонтовані упори обойми рухливої 16, які сприймають момент обойми, що вигинає, і нейтралізують його. Рухлива частина прес-форми є єдиною цілою з рухливої обойми 28, брусків 47 і 51, плити кріплення 24, які зафіксовані за допомогою фіксуючих втулок 46 і 76 і втулок 48, по зовнішньому діаметру "d3" і що скріпляють гвинтами 49, причому одна фіксуюча втулка 76 і фіксуючий штир 75, виконані менше по внутрішньому діаметру "d5", що сполучається, ніж три інших фіксуючих штирів і втулок, діаметрами "d4", що сполучаються. Крім того, в нерухому обойму вмонтовані датовники - пристрої, що дозволяють віддруковувати рік, - "і" і місяць - "h1" на поверхнях відливань. Кожен з двох датовников складається із стрижня 65, притиску 63, пружини 62, фіксуючої кульки 64 і гвинта 61, які встановлюються в нерухомій обоймі 39. На стрижні 65, з боку обойми, на поверхні "j", виготовлено 12 лунок - "h" і паз викрутки - "U", а з боку плоскості роз'єму 71, на торці стрижня "f" вигравійований рік - "і" і стрілка - "g". При повороті паза викрутки стрілка стрижня встановлюється на потрібному місяці виробництва і за допомогою гвинта 61 і притиску 63, фіксуюча кулька 64, тисне на потрібну лунку в стрижні, який і фіксує місяць виготовлення відливок. Рік виготовлення відливок залишається незмінним впродовж 40477 10 12 місяців. Заміна стрижнів виконується при зміні року. Прес-форма остаточно готова до роботи. При цьому, розплавлений алюмінієвий сплав через воронку 79, зусиллям поршня 12, по діаметру "d1", через стакан 40, поступає в прес-форму, ударяючись об розсікача 14, розтікається по літникової системі в два гнізда, утворюючи кущ 1, який складається з живильників 6, стояків 7, промивников 8, вентиляційних каналів 9, виливки лівої 10, виливки правою 12 і пресс-остатка 13. Цілісні формоутворювальні вставки обойм оформляють зовнішній вигляд виливок, які розташовані на однаковій відстані від вертикальної осі 70. Отримані виливки 10 і 12 є унікальною конструкцією, де ребра біля вершини мають R 0,4мм, висота 38мм, а ухили 30°. Для витягання виливок з формоутворювальних порожнин, формоутворювальні поверхні повинні мати поліровану чистоту поверхні, досягається вона ерозійним верстатом, за допомогою електрод-інструменту, іншим методом досягти дзеркальної поверхні проблематично, оскільки немає іншого інструменту, який би так відполірував розгалужені розжарювані поверхні цілісних формоутворювальних вставок, на вузькій і великій глибині. Після кристалізації прес-форма розкривається, кущ 1 залишається в рухливій частині. При переміщенні рухливої частини прес-форми, система виштовхування - 20, 25, 26, 27, 29, 52 і 68 зупиняється, за допомогою штанг машини 22 і, через певний хід, виштовхує кущ 1. Кущ залишається на циліндрових штирях виштовхувачів 29. Після чого оператор знімає кущ, оглядає його, з погляду якості виливки і укладає на стенд-охолоджувач. Далі цикл повторюється. Одна машина, класу мод. CL00-1000, пресформа і технологічний процес, в комплексі, дозволяють отримувати 1000 штук виливок - секцій біметалічних радіаторів на добу. Причинно-наслідковий зв'язок між сукупністю заявлених ознак і технічним результатом полягає в наступному: 1. Рухливі стрижні, забезпечені тонкими кільцями, які дозволяють регулювати положення торців чотирьох рухливих стрижнів, щодо торців чотирьох виштовхувачів, забезпечуючи тим самим надійне замикання чотирьох торців порожнистих арматур, шляхом стискування їх з двох сторін, зусиллям машини при замиканні прес-форми, дозволило запобігти попаданню рідкого металу у всередину арматур; 2. За рахунок постачання нерухомої обойми цілісними формоутворювальними вставками, лицьова площина яких знаходиться в плоскості розніму, а лицьова поверхня обойми щодо плоскості розніму занижена і містить два датовника, стрижні яких дозволяють указувати рік і місяць виробництва виливок, дозволило підвищити експлуатаційну надійність прес-форми, за рахунок виключення в датовниках різьблення, яке працює в умовах температури не зовсім надійно і дотримувати вимоги до виливок; 3. Постачання нерухомих і рухливих цілісних формоутворювальних вставок індивідуальне ка 11 налами термостировання, дозволило підвищити стійкість цілісних формоутворювальних вставок, а також знизити відсоток браку виливок; 4. Нерухома і рухлива обойми, які забезпечені роз'ємними елементами конічних замків і сприймаючі зусилля гідравлічного удару, оберігають обойми і фіксуючі штирі від перевантажень; 5. Виконання літникових втулок пресування, як єдине ціле - стакан, без стику на внутрішньому діаметрі, дозволило підвищити стійкість стакана і поршня; 6. Постачання рухливої обойми двома цілісними формоутворювальними вставками, лицьова площина яких знаходиться в плоскості розніму, а лицьова поверхня обойми щодо плоскості розніми занижена, дозволило підвищити експлуатаційну надійність прес-форми; 7. Осі фіксуючих штифтів поєднані з осями фіксуючих втулок, причому всі зовнішні діаметри фіксуючих втулок по величині рівні, а фіксуючі втулки, з тильного боку рухливої обойми, забезпечені буртами, зовнішні діаметри яких збігаються з діаметрами фіксуючих втулок, це дозволило спростити конструкцію прес-форми і збільшити її експлуатаційну надійність; 8. За рахунок того, що упори обойми рухливої містять штифти, які вмонтовуються в обойму, досягається заощадження часу при збірці пресформи; 40477 12 9. Виконання сполучного діаметру одного з фіксуючих штирів з втулкою по величині, менше, щодо інших сполучних діаметрів з втулками, дозволило вмонтовувати нерухому і рухливу частини завжди в потрібному положенні; 10. Постачання плити кріплення направляючими колонками, що знаходяться в співісній залежності з плитою наполегливої і плитою виштовхувачів, за допомогою направляючих втулок, дозволило звести до мінімуму різницю в розмірах, при температурному розширенні; 11. Постачання тонкими кільцями упорів, розташованих між плитою кріплення і плитою наполегливою, дозволило надійно регулювати положення чотирьох торців виштовхувачів, які оберігають попадання рідкого металу в порожнину арматур, через торці горизонтальних труб; 12. Торці двох верхніх виштовхувачів, рухливих цілісних формоутворювальних вставок, забезпечені циліндровими штирями, що знаходяться в зачепленні з арматурами, це дозволяє утримувати кущ, після виштовхування, від падіння; Запропонована корисна модель забезпечує спрощення конструкції, підвищення експлуатаційної надійності, підвищення стійкості елементів прес-форми, поліпшення умов праці, забезпечення технологічного процесу формування біметалічних виливок, зменшення трудовитрат на виготовлення прес-форми і зменшення відсотка браку виливок. 13 40477 14 15 40477 16 17 40477 18 19 40477 20 21 40477 22 23 Комп’ютерна верстка А. Крулевський 40477 Підписне 24 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMold for injection molding of bimetallic radiator section
Автори англійськоюHolik Oleksii Mykolaiovych, Lysenko Tetiana Volodymyrivna, Tarasov Ivan Kharlampievych
Назва патенту російськоюПресс-форма для литья под давлением секции биметаллического радиатора
Автори російськоюГолик Алексей Николаевич, Лысенко Татьяна Владимировна, Тарасов Иван Харлампиевич
МПК / Мітки
МПК: B22C 9/00
Мітки: прес-форма, біметалевого, тиском, секції, литва, радіатора
Код посилання
<a href="https://ua.patents.su/12-40477-pres-forma-dlya-litva-pid-tiskom-sekci-bimetalevogo-radiatora.html" target="_blank" rel="follow" title="База патентів України">Прес-форма для литва під тиском секції біметалевого радіатора</a>
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: литва, коробчастих, зокрема, тиском, глибоких, хліба, форм, прес-форма, випічки, відливків, закритих
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Прес-форма для литва під тиском глибоких коробчатих закритих відливок, зокрема, форм для випічки хліба
Номер патенту: 24909
Опубліковано: 06.10.1998
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: коробчатих, закритих, хліба, відливок, зокрема, форм, прес-форма, литва, випічки, тиском, глибоких
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Прес-форма для лиття під тиском виробів з піднутренням
Номер патенту: 9098
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B29C 45/26
Мітки: піднутренням, прес-форма, лиття, виробів, тиском
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів з пластмас з піднутренням, що має рухому і нерухому частини, плити кріплення, матрицю, пуансон, плити виштовхування, яка відрізняється тим, що механізм виводу з піднутрення складається з механічної пари шибера і повзунка.2. Прес-форма за п. 1, яка відрізняється тим, що повзунок має паз під певним кутом, а шибер - виступ під аналогічним кутом для взаємодії з повзунком.3....
Прес-форма для лиття під тиском полімерних виробів із піднутренням
Номер патенту: 9037
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B29C 45/33
Мітки: прес-форма, полімерних, виробів, тиском, лиття, піднутренням
Формула / Реферат:
1. Прес-форма для виготовлення полімерних виробів із піднутренням, що містить рухому й нерухому частини, матрицю, пуансон, всередині якого рухається повзунок з формуючими знаками, яка відрізняється тим, що повзунок, який виводить із піднутрення формуючі знаки, має Т-подібний паз, розташований під гострим кутом до площини роз'єднання, і жорстко зв'язаний тягою з повзуном.2. Прес-форма за п.1, яка відрізняється тим, що хвостовики знаків,...
Прес-форма для виготовлення виробів з пластмас
Номер патенту: 9025
Опубліковано: 15.09.2005
Автори: Карлов Євген Анатолійович, Васенко Світлана Євгенівна
МПК: B22D 17/22
Мітки: виготовлення, пластмас, прес-форма, виробів
Формула / Реферат:
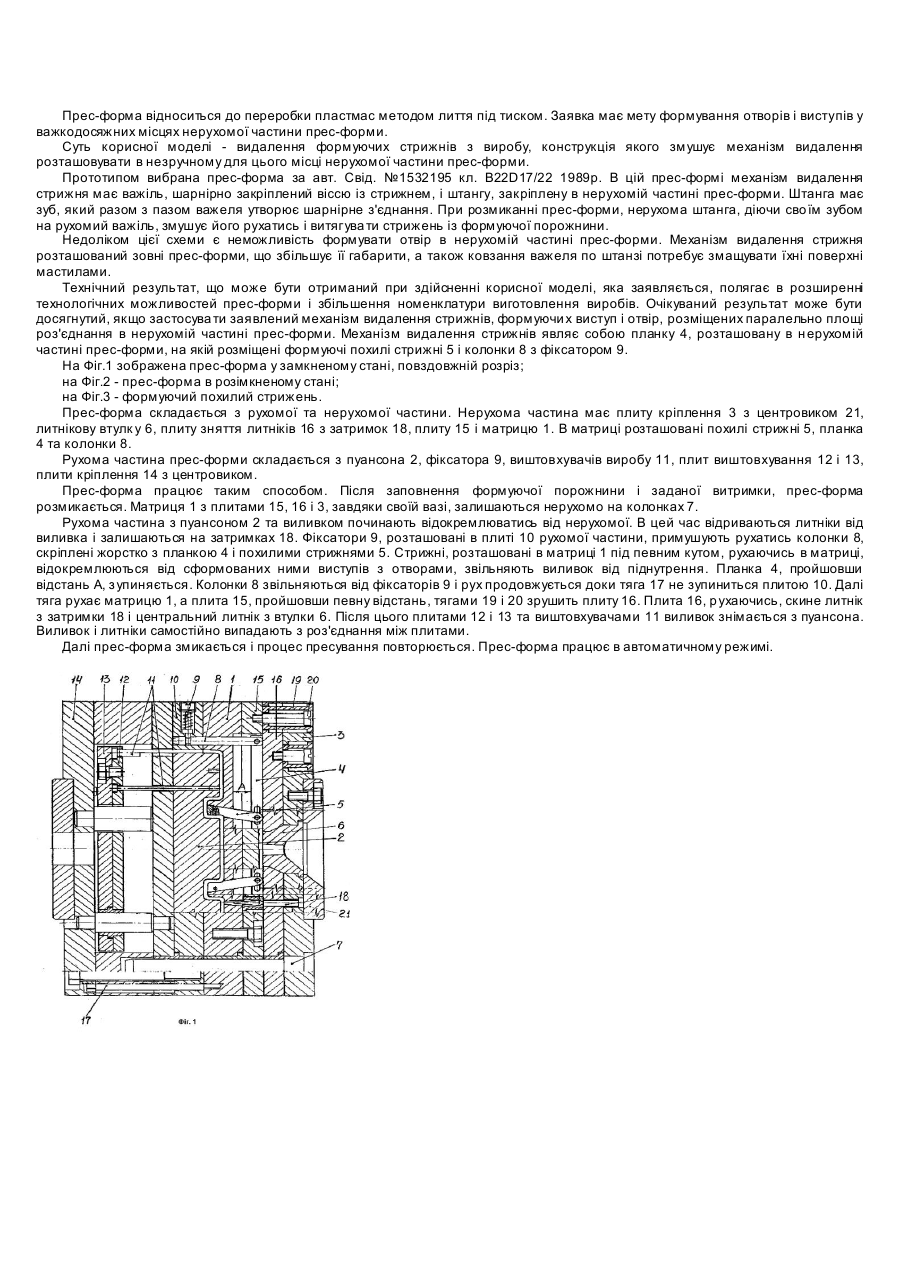
Прес-форма для виготовлення виробів з пластмас, що містить рухому і нерухому частини, механізм видалення формуючих стрижнів з виробу в нерухомій частині, яка відрізняється тим, що механізм видалення похилих стрижнів, які формують виступ і отвір і розташовані паралельно площі розкриття в нерухомій частині прес-форми, складається з планки, скріпленої шарнірно з похилими стрижнями, і жорстко скріплених з планкою колонок, зафіксованих в рухомій...
Попередній патент: Спосіб захисту ягідників від шкідників та збудників хвороб
Наступний патент: Спосіб лікування неврастенії у підлітків
Випадковий патент: Спосіб десублімації фталевого ангідриду із фталевоповітряної суміші