Форма для гарячого лиття під тиском керамічних матеріалів
Номер патенту: 33855
Опубліковано: 15.02.2001
Автори: Городецький Іван Миколайович, Василенко Ігор Іванович, Рибарук Василь Якимович

Текст
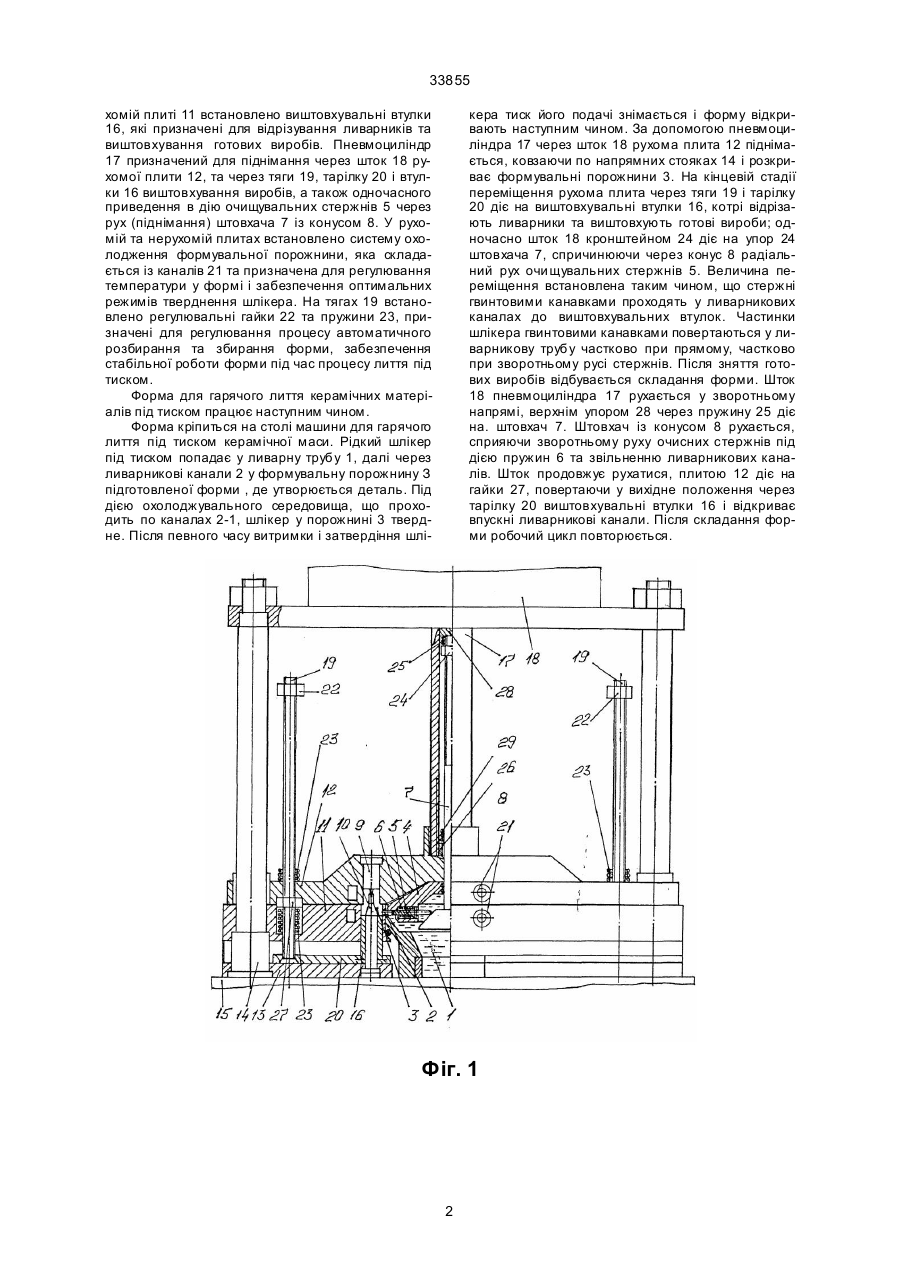
Форма для гарячого лиття під тиском керамічних матеріалів, що містить основу, ливарникову 33855 хомій плиті 11 встановлено виштовхувальні втулки 16, які призначені для відрізування ливарників та виштовхування готових виробів. Пневмоциліндр 17 призначений для піднімання через шток 18 рухомої плити 12, та через тяги 19, тарілку 20 і втулки 16 виштовхування виробів, а також одночасного приведення в дію очищувальних стержнів 5 через рух (піднімання) штовхача 7 із конусом 8. У рухомій та нерухомій плитах встановлено систему охолодження формувальної порожнини, яка складається із каналів 21 та призначена для регулювання температури у формі і забезпечення оптимальних режимів тверднення шлікера. На тягах 19 встановлено регулювальні гайки 22 та пружини 23, призначені для регулювання процесу автоматичного розбирання та збирання форми, забезпечення стабільної роботи форми під час процесу лиття під тиском. Форма для гарячого лиття керамічних матеріалів під тиском працює наступним чином. Форма кріпиться на столі машини для гарячого лиття під тиском керамічної маси. Рідкий шлікер під тиском попадає у ливарну трубу 1, далі через ливарникові канали 2 у формувальну порожнину З підготовленої форми , де утворюється деталь. Під дією охолоджувального середовища, що проходить по каналах 2-1, шлікер у порожнині 3 твердне. Після певного часу витримки і затвердіння шлі кера тиск його подачі знімається і форму відкривають наступним чином. За допомогою пневмоциліндра 17 через шток 18 рухома плита 12 піднімається, ковзаючи по напрямних стояках 14 і розкриває формувальні порожнини 3. На кінцевій стадії переміщення рухома плита через тяги 19 і тарілку 20 діє на виштовхувальні втулки 16, котрі відрізають ливарники та виштовхують готові вироби; одночасно шток 18 кронштейном 24 діє на упор 24 штовхача 7, спричинюючи через конус 8 радіальний рух очи щувальних стержнів 5. Величина переміщення встановлена таким чином, що стержні гвинтовими канавками проходять у ливарникових каналах до виштовхувальних втулок. Частинки шлікера гвинтовими канавками повертаються у ливарникову трубу частково при прямому, частково при зворотньому русі стержнів. Після зняття готових виробів відбувається складання форми. Шток 18 пневмоциліндра 17 рухається у зворотньому напрямі, верхнім упором 28 через пружину 25 діє на. штовхач 7. Штовхач із конусом 8 рухається, сприяючи зворотньому руху очисних стержнів під дією пружин 6 та звільненню ливарникових каналів. Шток продовжує рухатися, плитою 12 діє на гайки 27, повертаючи у вихідне положення через тарілку 20 виштовхувальні втулки 16 і відкриває впускні ливарникові канали. Після складання форми робочий цикл повторюється. Фіг. 1 2 33855 Фіг. 2 ____________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for hot die casting of ceramic materials
Автори англійськоюHorodetskyi Ivan Mykolaiovych, Rybaruk Vasyl Yakymovych, Vasylenko Ihor Ivanovych
Назва патенту російськоюФорма для горячего литья под давлением керамических изделий
Автори російськоюГородецкий Иван Николаевич, Рыбарук Василий Якимович, Василенко Игорь Иванович
МПК / Мітки
МПК: B28B 1/26
Мітки: форма, матеріалів, тиском, керамічних, гарячого, лиття
Код посилання
<a href="https://ua.patents.su/3-33855-forma-dlya-garyachogo-littya-pid-tiskom-keramichnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Форма для гарячого лиття під тиском керамічних матеріалів</a>
Форма для лиття під тиском виробів, що складаються з двох компонентів
Номер патенту: 11091
Опубліковано: 25.12.1996
Автори: Готтфрід Лутц, Герд Рідель, Франц Гумплінгер, Рудольф Бройєр
МПК: B29C 45/26, B29C 45/03, B29C 45/16, B29C 45/33
Мітки: тиском, двох, виробів, лиття, складаються, компонентів, форма
Формула / Реферат:
(57) 1. Форма для литья под давлением со стоящих из двух компонентов изделий, со держащая неподвижную полуформу с сердечником и подвижную полуформу с подвижным в аксиальном направлении сердечником, установленные с образованием между собой выступа, отличающаяся тем, что выступ размещен по периферии торца сердечника неподвижной полуформы и образует уплотнительную планку относительно примыкающего торца подвижного сердечника, разделяющую...
Прес-форма для литва під тиском глибоких коробчатих закритих відливок, зокрема, форм для випічки хліба
Номер патенту: 24909
Опубліковано: 06.10.1998
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: тиском, глибоких, прес-форма, коробчатих, відливок, литва, випічки, форм, зокрема, закритих, хліба
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Пристрій для лиття під низьким тиском
Номер патенту: 12358
Опубліковано: 02.12.1996
Автори: Бєлік Валентин Іванович, Борисов Георгій Павлович, Котлярський Франко Мар'янович
МПК: B22D 18/04
Мітки: пристрій, тиском, лиття, низьким
Формула / Реферат:
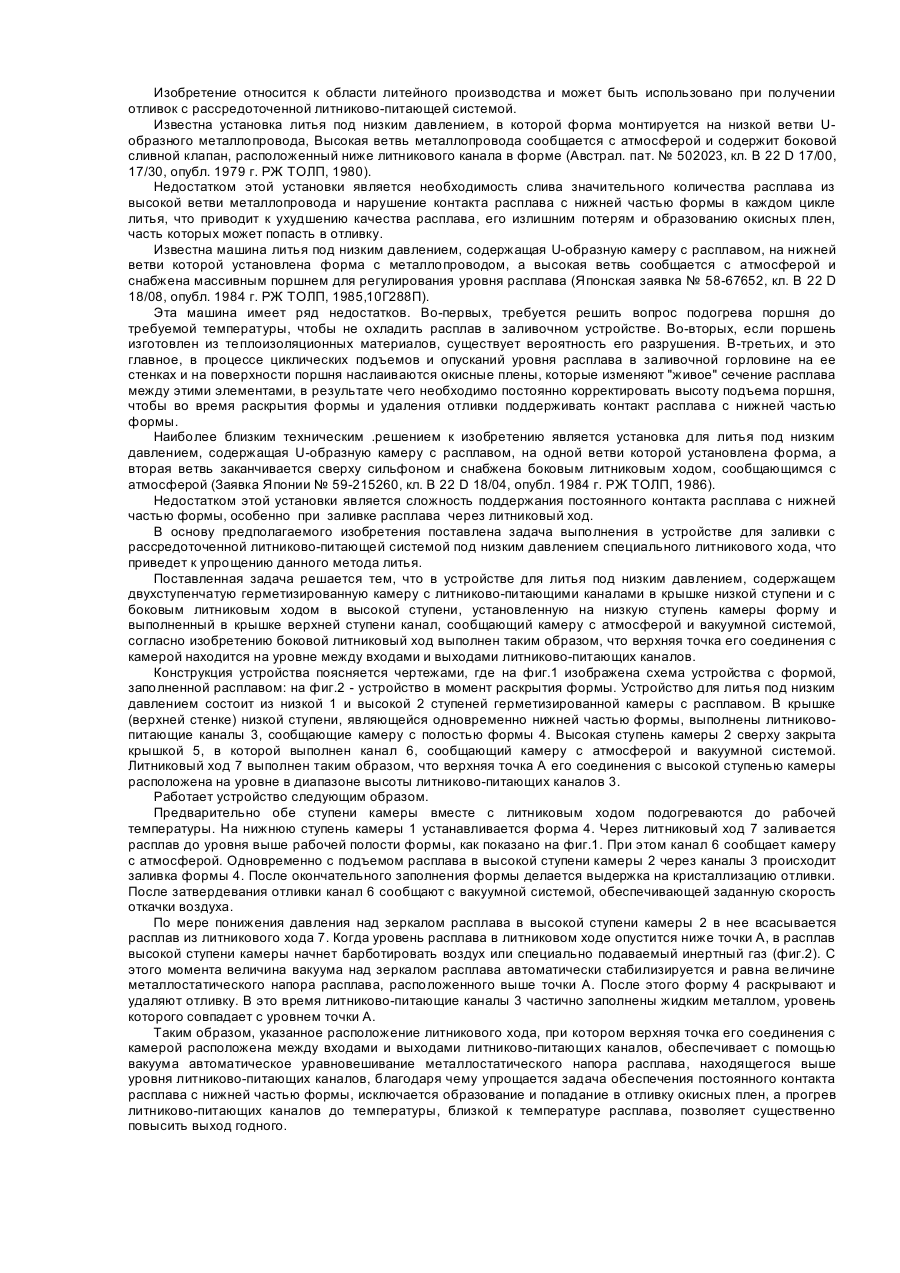
Устройство для литья под низким давлением, содержащее двухступенчатую герметизированную камеру с литниково-питающими каналами в крышке низкой ступени и с боковым литниковым ходом в высокой ступени, установленную на низкую ступень форму и выполненный в крышке высокой ступени канал, сообщающий камеру с атмосферой и вакуумной системой, отличающееся тем, что боковой литниковый ход выполнен таким образом, что верхняя точка его соединения с...
Устаткування для лиття вижиманням з кристалізацією під тиском
Номер патенту: 722
Опубліковано: 15.12.1993
Автори: Каранік Юрій Аполінарійович, Ліповецький Юрій Євсійович, Мінін Леонід Дмитрович, Парафієнко Олексій Олексійович, Шинський Олег Йосипович, Лозенко Віктор Іванович, Лопаткін Сергій Сергійович
Мітки: тиском, кристалізацією, устаткування, лиття, вижиманням
Текст:
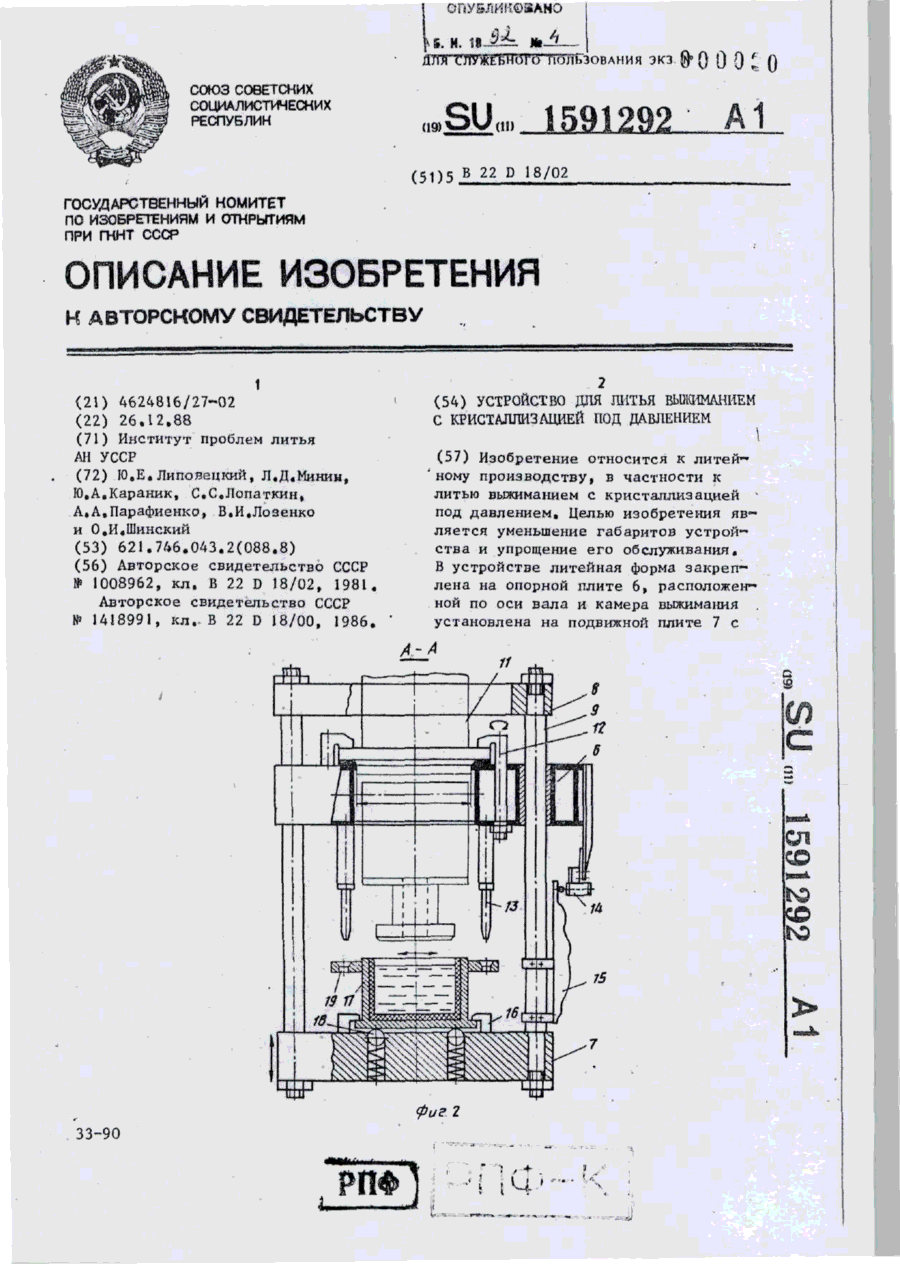
...этом предварительно сориентированная относительно штырей 13 камера выжимания размещается на шариках 18, Затем включаются в работу закрепленные на опорной плите 6 гидроцилиндры 10, которые воздействуют через траверсу 8, колонки 9 на подвижную плиту 7, при подъеме которой штыри 13, взаимодействуя с установочными отверстиями 19 в камере выжимания 17, точно центрируют последнюю с формой» Затем происходит взаимодействие пуансона формы (пуансоновой...
Спосіб лиття під тиском короткозамкнутого ротора електричної машини
Номер патенту: 7074
Опубліковано: 30.06.1995
Автори: Бондарев Віктор Миколайович, Штефан Анатолій Михайлович
МПК: B22D 27/02
Мітки: машини, спосіб, лиття, тиском, електричної, ротора, короткозамкнутого
Текст:
...клетки 8. Внутри паза возникает ударная волна в кристаллизующемся расплаве, что приводит к перемешиванию расплава, 55 ломке растущих дендритов и переносу их конвективным потоком от границы затвердевания в объем жидкого ядра. Это явление способствует возникновению новых центров кристаллизации, снижению химической неоднородности и улучшению структуры металла. Этот известный эффект в конечном итоге улучшает электропроводность беличьей клетки и...
Попередній патент: Спосіб вирощування тим’яна звичайного в умовах зрошення
Наступний патент: Машина для набризк-бетону
Випадковий патент: Сплав на основі заліза з ефектом пам'яті форми