Установка для виготовлення та/або обробки панелей

Формула / Реферат
1. Установка (10) для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелі за маршрутом транспортування та оброблювальний пристрій (12) для обробки панелі під час її переміщення транспортувальним пристроєм,
в якій транспортувальний пристрій має множину встановлювальних пристроїв (32), які розташовані один за одним на певній відстані вздовж маршруту транспортування та які відповідно включають в себе:
- верхній та нижній упорні засоби (34, 36), розташовані один навпроти одного на певній відстані з обох боків площини (Р) панелі, та
- регулювальний пристрій (38), за допомогою якого може регулюватися відстань (h) між двома упорними засобами (34, 36),
і в якій регулювальні пристрої (38) щонайменше двох встановлювальних пристроїв (32) можуть бути приведені у дію одночасно за допомогою спільного приводного засобу (40),
яка відрізняється тим, що у щонайменше одному з регулювальних пристроїв (38), приєднаних до згаданого приводного засобу (40), кожний із двох упорних засобів (34, 36) має свій власний регулювальний засіб, причому відповідні два регулювальні засоби виконані з можливістю приведення у дію незалежно один від одного.
2. Установка (10) за п. 1, яка відрізняється тим, що приводний засіб (40) являє собою з'єднувальну тягу (40).
3. Установка (10) за п. 1 або п. 2, яка відрізняється тим, що усі ті регулювальні пристрої (38), які приєднані до згаданого приводного засобу (40), є з'єднаними між собою за допомогою спільної з'єднувальної тяги (40), та тим, що кожний з регулювальних пристроїв (38) має з'єднувальний елемент (46) з'єднувальної тяги для з'єднування зі спільною з'єднувальною тягою (40).
4. Установка (10) за п. 3, яка відрізняється тим, що з'єднувальна тяга (40) являє собою нарізну тягу (40), яка принаймні у частинах, приєднаних до регулювальних пристроїв (38), має різь, та тим, що з'єднувальні елементи (46) з'єднувальної тяги мають відповідні різі для взаємодії з нарізною тягою (40).
5. Установка (10) за п. 3, яка відрізняється тим, що згадана з'єднувальна тяга (40) проходить загалом паралельно маршруту транспортування, та тим, що кожний з тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), має пристрій (62, 64) перетворення руху, який перетворює регулювальний рух з'єднувального елемента (46) з'єднувальної тяги, який загалом паралельний маршруту транспортування, на регулювальний рух, перпендикулярний площині (Р) панелі, для того, щоб перемістити щонайменше один з упорних засобів (34, 36).
6. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що тільки один зі згаданих двох регулювальних засобів може бути приведений у дію за допомогою спільної з'єднувальної тяги (40).
7. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що щонайменше один із тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), також має незалежний регулювальний пристрій (72), за допомогою якого може регулюватися відстань (h) між упорними засобами (34, 36) цього регулювального засобу (38) незалежно від відстаней (h) між упорними засобами інших регулювальних пристроїв (38).
8. Установка (10) за п. 5 та п. 7, яка відрізняється тим, що щонайменше один із тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), має перший повзун (66), виконаний з можливістю пересування загалом перпендикулярно площині (Р) панелі та приєднаний до пристрою (62, 64) перетворення руху, та другий повзун (70), виконаний з можливістю пересування загалом перпендикулярно площині (Р) панелі, та до якого прикріплений або на якому сформований щонайменше один з упорних засобів (34, 36),
причому відстань між першим повзуном (66) та другим повзуном (70) у напрямку, перпендикулярному площині (Р) панелі, може регулюватися за допомогою незалежного регулювального пристрою (72).
9. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що щонайменше один із тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), також має притискний засіб, зокрема пружинний засіб (88), за допомогою якого верхній та/або нижній упорні засоби (34, 36) можуть бути пружно притиснуті з певним притискним зусиллям у напрямку зменшення відстані (h) між упорними засобами (34, 36).
10. Установка (10) за п. 9, яка відрізняється тим, що притискне зусилля притискного засобу (88) може регулюватися за допомогою засобу (90, 92) регулювання притискання регулювального пристрою (38).
11. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що пристрій (62, 64) перетворення руху та/або - факультативно - незалежний регулювальний пристрій (72), та/або - факультативно - засіб (90, 92) регулювання притискання включає(-ють) в себе кулачковий керувальний механізм, зокрема механізм із ковзним клином або важільний механізм.
Текст
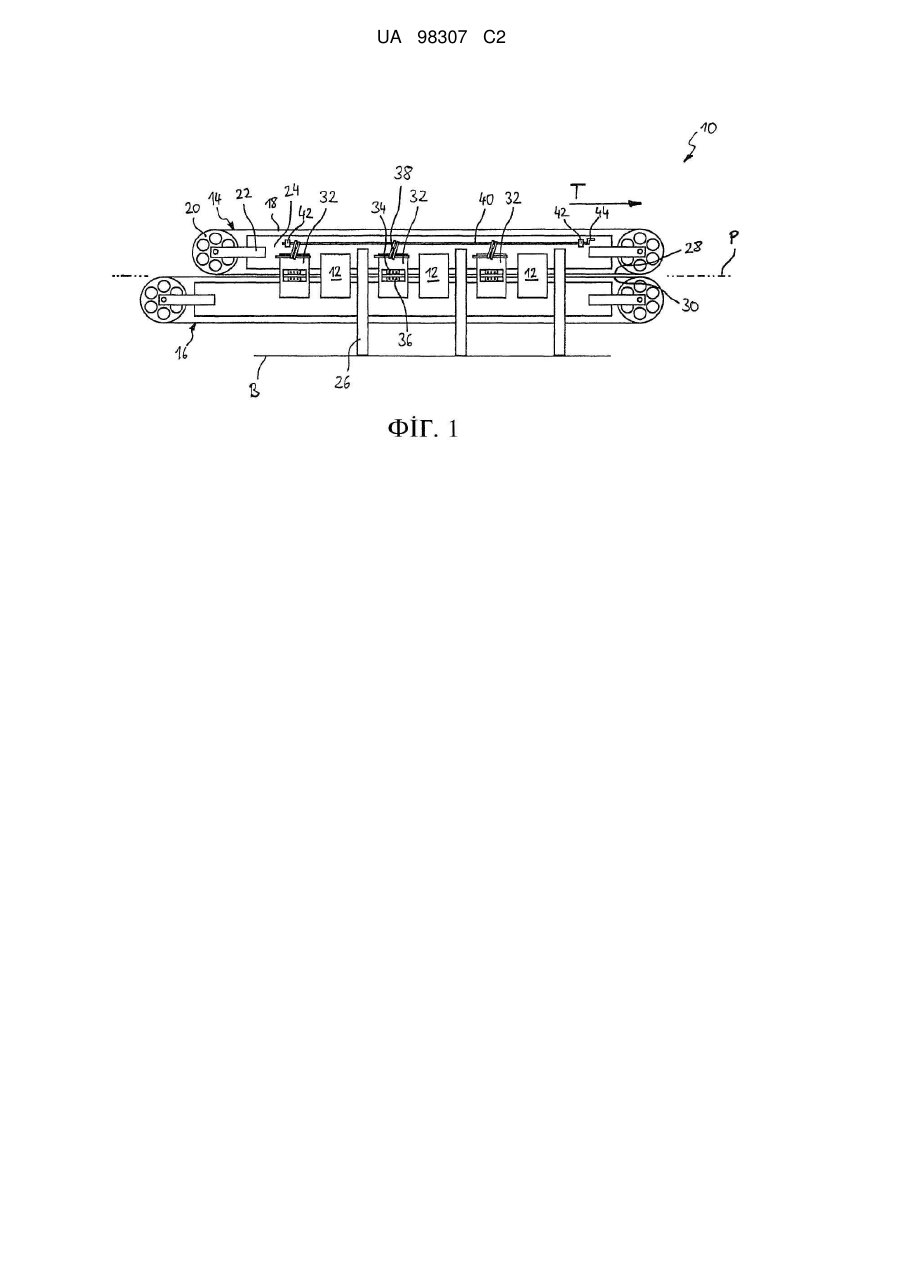
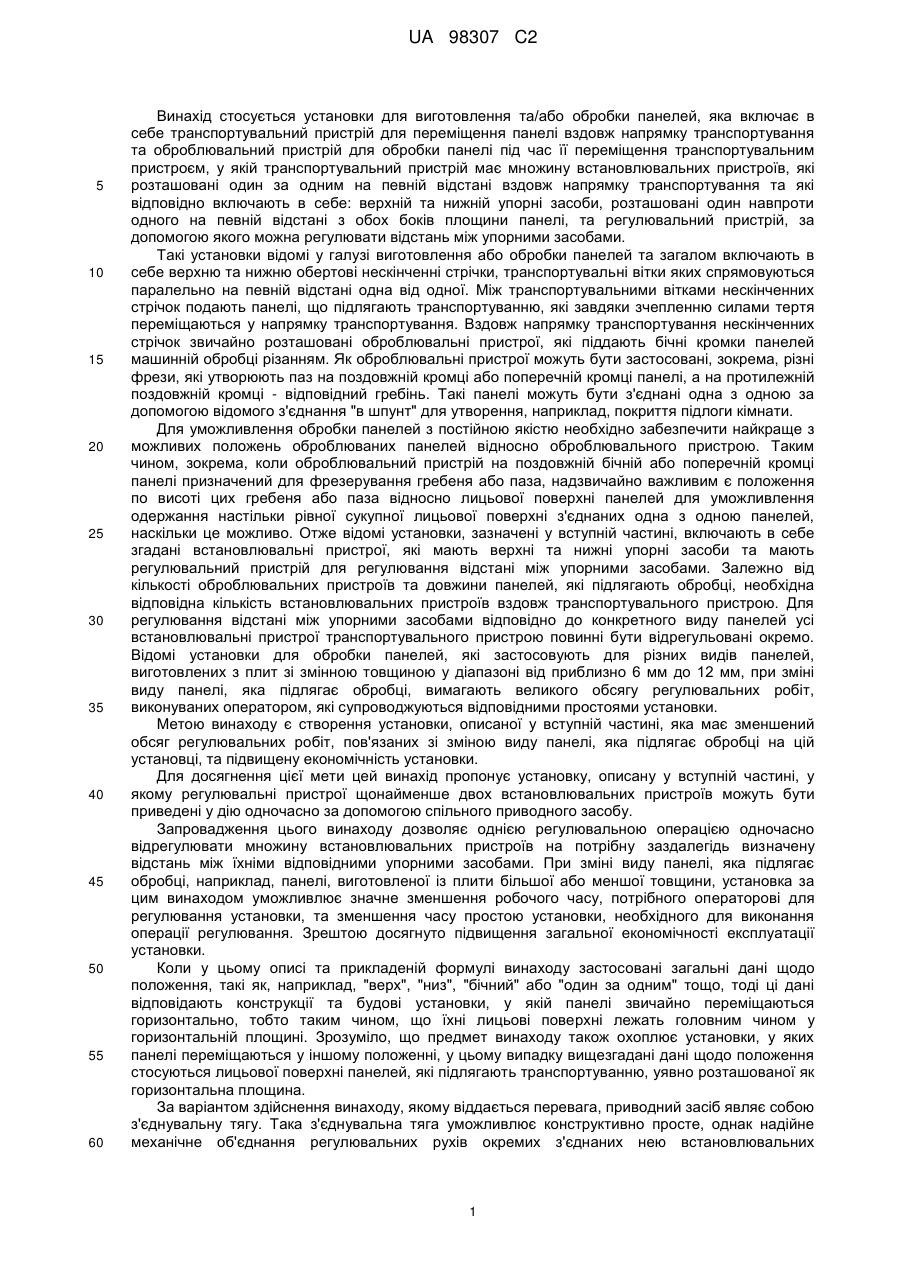
Реферат: За цим винаходом створена установка (10) для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелі вздовж напрямку транспортування та оброблювальний пристрій (12) для обробки панелі під час її переміщення транспортувальним пристроєм, у якому транспортувальний пристрій має множину встановлювальних пристроїв (32), які розташовані на певній відстані один за одним у напрямку транспортування та кожний з яких включає в себе верхній та нижній упорні засоби (34, 36), які розташовані на певній відстані один навпроти одного з обох боків площини (Р) панелі, та регулювальний пристрій (38), за допомогою якого можна регулювати відстань (h) між двома упорними засобами (34, 36), причому регулювальні пристрої (38) щонайменше двох встановлювальних пристроїв (12) можуть бути приведені у дію одночасно за допомогою спільного приводного засобу (40). UA 98307 C2 (12) UA 98307 C2 UA 98307 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується установки для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелі вздовж напрямку транспортування та оброблювальний пристрій для обробки панелі під час її переміщення транспортувальним пристроєм, у якій транспортувальний пристрій має множину встановлювальних пристроїв, які розташовані один за одним на певній відстані вздовж напрямку транспортування та які відповідно включають в себе: верхній та нижній упорні засоби, розташовані один навпроти одного на певній відстані з обох боків площини панелі, та регулювальний пристрій, за допомогою якого можна регулювати відстань між упорними засобами. Такі установки відомі у галузі виготовлення або обробки панелей та загалом включають в себе верхню та нижню обертові нескінченні стрічки, транспортувальні вітки яких спрямовуються паралельно на певній відстані одна від одної. Між транспортувальними вітками нескінченних стрічок подають панелі, що підлягають транспортуванню, які завдяки зчепленню силами тертя переміщаються у напрямку транспортування. Вздовж напрямку транспортування нескінченних стрічок звичайно розташовані оброблювальні пристрої, які піддають бічні кромки панелей машинній обробці різанням. Як оброблювальні пристрої можуть бути застосовані, зокрема, різні фрези, які утворюють паз на поздовжній кромці або поперечній кромці панелі, а на протилежній поздовжній кромці - відповідний гребінь. Такі панелі можуть бути з'єднані одна з одною за допомогою відомого з'єднання "в шпунт" для утворення, наприклад, покриття підлоги кімнати. Для уможливлення обробки панелей з постійною якістю необхідно забезпечити найкраще з можливих положень оброблюваних панелей відносно оброблювального пристрою. Таким чином, зокрема, коли оброблювальний пристрій на поздовжній бічній або поперечній кромці панелі призначений для фрезерування гребеня або паза, надзвичайно важливим є положення по висоті цих гребеня або паза відносно лицьової поверхні панелей для уможливлення одержання настільки рівної сукупної лицьової поверхні з'єднаних одна з одною панелей, наскільки це можливо. Отже відомі установки, зазначені у вступній частині, включають в себе згадані встановлювальні пристрої, які мають верхні та нижні упорні засоби та мають регулювальний пристрій для регулювання відстані між упорними засобами. Залежно від кількості оброблювальних пристроїв та довжини панелей, які підлягають обробці, необхідна відповідна кількість встановлювальних пристроїв вздовж транспортувального пристрою. Для регулювання відстані між упорними засобами відповідно до конкретного виду панелей усі встановлювальні пристрої транспортувального пристрою повинні бути відрегульовані окремо. Відомі установки для обробки панелей, які застосовують для різних видів панелей, виготовлених з плит зі змінною товщиною у діапазоні від приблизно 6 мм до 12 мм, при зміні виду панелі, яка підлягає обробці, вимагають великого обсягу регулювальних робіт, виконуваних оператором, які супроводжуються відповідними простоями установки. Метою винаходу є створення установки, описаної у вступній частині, яка має зменшений обсяг регулювальних робіт, пов'язаних зі зміною виду панелі, яка підлягає обробці на цій установці, та підвищену економічність установки. Для досягнення цієї мети цей винахід пропонує установку, описану у вступній частині, у якому регулювальні пристрої щонайменше двох встановлювальних пристроїв можуть бути приведені у дію одночасно за допомогою спільного приводного засобу. Запровадження цього винаходу дозволяє однією регулювальною операцією одночасно відрегулювати множину встановлювальних пристроїв на потрібну заздалегідь визначену відстань між їхніми відповідними упорними засобами. При зміні виду панелі, яка підлягає обробці, наприклад, панелі, виготовленої із плити більшої або меншої товщини, установка за цим винаходом уможливлює значне зменшення робочого часу, потрібного операторові для регулювання установки, та зменшення часу простою установки, необхідного для виконання операції регулювання. Зрештою досягнуто підвищення загальної економічності експлуатації установки. Коли у цьому описі та прикладеній формулі винаходу застосовані загальні дані щодо положення, такі як, наприклад, "верх", "низ", "бічний" або "один за одним" тощо, тоді ці дані відповідають конструкції та будові установки, у якій панелі звичайно переміщаються горизонтально, тобто таким чином, що їхні лицьові поверхні лежать головним чином у горизонтальній площині. Зрозуміло, що предмет винаходу також охоплює установки, у яких панелі переміщаються у іншому положенні, у цьому випадку вищезгадані дані щодо положення стосуються лицьової поверхні панелей, які підлягають транспортуванню, уявно розташованої як горизонтальна площина. За варіантом здійснення винаходу, якому віддається перевага, приводний засіб являє собою з'єднувальну тягу. Така з'єднувальна тяга уможливлює конструктивно просте, однак надійне механічне об'єднання регулювальних рухів окремих з'єднаних нею встановлювальних 1 UA 98307 C2 5 10 15 20 25 30 35 40 45 50 55 60 пристроїв. За варіантом здійснення, якому віддається особлива перевага, можливо з'єднати між собою усі регулювальні пристрої, приєднані до приводного засобу, за допомогою спільної з'єднувальної тяги так, що тоді для множини встановлювальних пристроїв необхідна лише одна з'єднувальна тяга. У цьому випадку кожний з регулювальних пристроїв за варіантом, якому віддається перевага, має з'єднувальний елемент з'єднувального стрижня для з'єднування зі спільною з'єднувальною тягою. За вдосконаленим варіантом здійснення, якому віддається перевага, може бути передбачене застосування з'єднувальної тяги, яка являє собою нарізну тягу, яка принаймні у частинах, приєднаних до регулювальних пристроїв, має різь, та з'єднувальних елементів з'єднувальної тяги, які мають відповідні різі, які перебувають у взаємодії з нарізною тягою. Шляхом застосування нарізної тяги, яка перебуває у взаємодії з відповідними різями з'єднувальних елементів з'єднувальної тяги, обертовий регулювальний рух нарізної тяги, який може бути у простий спосіб здійснений оператором або приводом, може бути перетворений на поступальний регулювальний рух приєднаних до нього регулювальних пристроїв. У цьому випадку нарізне з'єднання, яке являє собою знижувальну передачу, зокрема, може бути застосоване для зменшення зусиль, необхідних для регулювання, та для здійснення регулювання відстані між упорними засобами з високою точністю. Крок застосованих різей може бути вибраний у відповідності з такими вимогами. Також для уможливлення покривання з'єднувальною тягою більшої відстані вздовж напрямку транспортування транспортувального пристрою або для уможливлення приєднання потрібної кількості встановлювальних пристроїв до спільної з'єднувальної тяги у конструктивно простий спосіб за іншим варіантом здійснення винаходу також передбачено, що з'єднувальна тяга проходить по суті паралельно напрямку транспортування, та кожний з регулювальних пристроїв, приєднаних до приводного засобу, має пристрій для перетворення руху, який перетворює регулювальний рух з'єднувального елемента з'єднувальної тяги, який по суті паралельний напрямку транспортування, на регулювальний рух, перпендикулярний площині панелі, щоб перемістити щонайменше один з упорних засобів. За іншим варіантом здійснення винаходу може бути передбачено, що у щонайменше одному з регулювальних пристроїв, приєднаних до приводного засобу, кожний із двох упорних засобів має свій власний регулювальний засіб, причому ці два регулювальні засоби виконані з можливістю приведення у дію незалежно один від одного. В установці цієї конструкції не тільки відстань між упорними засобами можна пристосувати до товщини конкретного виду панелей, але також можна змінювати абсолютну висотну відмітку панелі, виставлену за допомогою встановлювальних пристроїв, тобто по суті вертикальне положення панелі відносно оброблювального пристрою. Якщо ж кожний із цих двох упорних засобів має свій власний регулювальний пристрій, то може бути передбачено, що тільки один із двох регулювальних пристроїв може бути приведений у дію за допомогою спільної з'єднувальної тяги. Отже, спільний приводний засіб може бути застосований, наприклад, для регулювання положення верхнього упорного засобу так, щоб пристосуватися до потрібного виду панелей, виготовлених із плити конкретної товщини, тоді як нижній упорний засіб може бути призначений для рідше необхідної зміни вертикального положення панелі окремо на кожному встановлювальному пристрої. Однак в альтернативному випадку, лише нижній встановлювальний пристрій також може бути виконаний з можливістю регулювання за допомогою спільного приводного засобу, або ж спільний приводний засіб виконаний з можливістю пересування обох упорних засобів одночасно. За вдосконаленим варіантом здійснення, якому віддається перевага, кожний з вищезгаданих варіантів здійснення може мати таку конструкцію, що щонайменше один з регулювальних пристроїв, приєднаних до приводного засобу, також має незалежний регулювальний пристрій, за допомогою якого можна регулювати відстань між упорними засобами цього регулювального пристрою незалежно від відстаней між упорними засобами інших регулювальних пристроїв. У такий спосіб розузгодження між встановлювальними пристроями, приєднаними до спільного приводного засобу, які виникають внаслідок виробничих допусків або внаслідок зносу, можуть бути компенсовані відповідним чином. Крім того, певні розузгодження між експлуатаційними характеристиками відповідних пристроїв перетворення руху встановлювальних пристроїв та між окремими з'єднувальними елементами з'єднувальної тяги встановлювальних пристроїв не можна усунути, так що згаданий незалежний регулювальний пристрій також і у цьому випадку може бути за варіантом, якому віддається перевага, застосований для поліпшення точності регулювання положення пристрою. Вищезгадані незалежні регулювальні пристрої можуть бути виконані конструктивно просто, однак дуже надійно так, що щонайменше один з регулювальних пристроїв, приєднаних до 2 UA 98307 C2 5 10 15 20 25 30 35 40 45 50 55 60 приводного засобу, має перший повзун, виконаний з можливістю пересування по суті перпендикулярно площині панелі та приєднаний до пристрою перетворення руху, та другий повзун, який виконаний з можливістю пересування по суті перпендикулярно площині панелі та до якого прикріплений або на якому сформований щонайменше один з упорних засобів, причому відстань між першим повзуном та другим повзуном у напрямку, перпендикулярному площині панелі, можна регулювати за допомогою незалежного регулювального пристрою. За іншим варіантом здійснення цього винаходу передбачено, що щонайменше один з регулювальних пристроїв, приєднаних до приводного засобу, також має притискний засіб, зокрема, пружинний засіб, за допомогою якого верхній та/або нижній упорні засоби можуть бути пружно притиснуті з певним притискним зусиллям у напрямку зменшення відстані між упорними засобами. У цьому випадку притискне зусилля можна регулювати за допомогою засобу регулювання притискання регулювального пристрою. У цьому варіанті здійснення панель, яка підлягає транспортуванню та встановленню в певне положення, може бути зафіксована визначеним притискним зусиллям завдяки зчепленню силами тертя між упорними засобами, а притискне зусилля може бути пристосоване - за необхідністю - до різних видів панелей або до потрібної точності встановлення в певне положення. Стосовно технічної реалізації описаних вище варіантів здійснення, зокрема, передбачено, що пристрій перетворення руху, та/або - за необхідністю - незалежний регулювальний пристрій, та/або - за необхідністю - засіб регулювання притискання включає(-ють) в себе кулачковий керувальний механізм, зокрема, механізм із ковзним клином або важільний механізм. Такі кулачкові керувальні механізми працюють особливо надійно та можуть бути розроблені та виготовлені без утруднень відповідно встановленим вимогам щодо передавання зусиль та напрямку руху. Винахід більш докладно описаний нижче на одному із варіантів здійснення, якому віддається перевага, з посиланнями на прикладені фігури. Фіг. 1 являє собою загальний вид збоку пристрою за першим варіантом здійснення винаходу. На Фіг. 2 показаний вид спереду встановлювального пристрою транспортувального пристрою, зображеного на Фіг. 1. На Фіг. 3 показаний вид ззаду пристрою, зображеного на Фіг. 2. На Фіг. 4 показаний вид збоку встановлювального пристрою, зображеного на Фіг. 2. На Фіг. 1 установка для обробки панелей загалом позначена позицією 10. Установка 10 як оброблювальні пристрої включає в себе три фрези 12, які на Фіг. 1 лише схематично показані у вигляді прямокутників. За допомогою фрез 12 панелі піддають механічній обробці так, що на їхній одній поздовжній кромці утворюється паз, а на їхній протилежній поздовжній кромці гребінь, який відповідає геометрії паза. Для подавання панелей, які підлягають обробці, до фрез 12 установка 10 має транспортувальний пристрій, який включає в себе верхній стрічковий конвеєр 14 та нижній стрічковий конвеєр 16. Обидва стрічкові конвеєри 14 та 16 відповідно мають нескінченну стрічку 18, яка відповідно обертається навколо відхильних барабанів 20, розташованих на кінцях стрічкових конвеєрів 14 та 16. За допомогою опор 22 кожен із відхильних барабанів 20 прикріплений з можливістю обертання до рами 24, причому дві рами 24 верхнього стрічкового конвеєра 14 та нижнього стрічкового конвеєра 16 прикріплені до спільної опорної конструкції 26, за допомогою якої установка 10 нерухомо встановлена на рівні В землі. За допомогою опорної конструкції 26 два стрічкові конвеєри 14 та 16 нерухомо утримуються у певному положенні один відносно одного, у якому "їхні стрічки рухаються по суті паралельно одна одній з такою точністю, що вітка 28 конвеєра, утворена нижньою віткою 28 верхнього стрічкового конвеєра 14, прилягає до вітки 30 конвеєра, утвореної верхньою віткою 30 нижнього стрічкового конвеєра 16, або розташована від цієї останньої вітки конвеєра на однаковій відстані, яка приблизно відповідає товщині плити, з якої виготовлена панель, або менше її. Отже верхній стрічковий конвеєр 14 та нижній стрічковий конвеєр 16 розташовані один навпроти одного з обох боків горизонтальної площини Р панелі, а отже можуть вміщати панель між віткою 28 верхнього стрічкового конвеєра 14 та віткою 30 нижнього стрічкового конвеєра 16 та переміщати її у напрямку Т транспортування. Панель залишається розташованою по суті у площині Р панелі протягом усього її транспортування через установку 10. Хоча певне регулювання положення транспортованих панелей вже має місце в результаті вищеописаного розміщення панелей між верхнім стрічковим конвеєром 14 та нижнім стрічковим конвеєром 16, для обробки панелей фрезами 12 все ж необхідно більш точне регулювання положення панелей, зокрема, у вертикальному напрямку. У варіанті здійснення, показаному на Фіг. 1, це вертикальне регулювання положення виконують за допомогою трьох 3 UA 98307 C2 5 10 15 20 25 30 35 40 45 50 55 60 встановлювальних пристроїв 32, розташованих один за одним вздовж напрямку Т транспортування, які показані на Фіг. 1 також лише схематично. Кожний з встановлювальних пристроїв 32 має верхній упорний засіб 34 та нижній упорний засіб 36, які розташовані на певній відстані один від одного для встановлення панелі між ними. Для уможливлення використання установки 10 з панелями, виготовленими з плит різної товщини, відстань між упорними засобами 34, 36 можна регулювати за допомогою регулювальних пристроїв 38, які на Фіг. 1 також лише позначені. Розташована вище встановлювальних пристроїв 32 нарізна тяга 40 проходить паралельно напрямку Т транспортування та простягається по зонах розташування усіх встановлювальних пристроїв 32 вздовж більшої частини довжини верхнього стрічкового конвеєра 14. Поблизу його кінців нарізна тяга 40 відповідним чином закріплена з можливістю обертання, однак без можливості пересування в осьовому напрямку, у опорах 42, прикріплених до рами 24 верхнього стрічкового конвеєра 14. Нарізна тяга 40 також приводиться в дію приводом 44 для надання обертового руху нарізній тязі 40, який на Фіг. 1 показаний схематично у вигляді рукоятки, прикріпленої до одного з кінців нарізної тяги 14. Як показано на Фіг. 1, кожний з регулювальних пристроїв 38 усіх трьох встановлювальних пристроїв 32 рухомо приєднаний до нарізної тяги 40, так що обертовий рух нарізної тяги 40 перетворюється приводом 44 у кожному з встановлювальних пристроїв 32 на регулювальний рух регулювальних пристроїв 38, регулювальний рух яких буде описаний нижче. На Фіг. 2, Фіг. 3 та Фіг. 4 показані більш докладні види одного з трьох встановлювальних пристроїв 32. Частина нарізної тяги 40 показана пунктирними лініями. її обертовий рух перетворюється на регулювальний рух регулювальних пристроїв 38 для змінювання відстані h між верхнім упорним засобом 34 та нижнім упорним засобом 36. У показаному варіанті здійснення регулювальний пристрій 38 перетворює обертовий рух нарізної тяги 40 на вертикальний зсувальний рух верхніх упорних засобів 34. Для цього нарізна тяга 40 взаємодіє з встановленим на ній нарізним блоком 46, який має внутрішню різь, яка відповідає зовнішній різі нарізної тяги 40, так що при обертанні нарізної тяги 40, встановленої без можливості пересування в осьовому напрямку, він здійснює пересування у напрямку Т транспортування або у напрямку, протилежному до нього. Штифт 48 нарізного блока 46 вставлений з можливістю пересування у видовжений паз 52 хитного важеля 50, який встановлений з можливістю повертання на нерухомій рамі 54 встановлювального пристрою 32. Хитний важіль 50 має на своєму протилежному кінці другий видовжений паз 56, у який вставлений штифт 58 ковзної штанги 60. Ковзна штанга 60 встановлена у каркасі 54 на двох опорах ковзання 61, так що може пересуватися тільки назад і вперед паралельно напрямку Т транспортування. Виконані як частина ковзної штанги 60 або прикріплені до неї два додаткові штифти 62, які входять у пази 64 першого повзуна 66, нахилені відносно горизонтальної площини. Перший повзун 66 встановлений в паз у рамі 54 так, що він може пересуватися тільки вверх або вниз у вертикальному напрямку. При пересуванні ковзної штанги 60 паралельно напрямку Т транспортування штифти 62 ковзної штанги 60 відповідно пересуваються вздовж похилих пазів 64 і таким чином пересувають перший повзун 66 у вертикальному напрямку. У пазу 68 першого повзуна 66 у нижній частині першого повзуна 66 встановлений другий повзун 70 з можливістю пересування у вертикальному напрямку. Відстань між першим повзуном 66 та другим повзуном 70 у вертикальному напрямку зафіксована регулювальним клином 72, який розташований у вертикальному напрямку між першим повзуном 66 та другим повзуном 70. Регулювальний клин 72 має на своєму нижньому боці клинові поверхні 74, які розташовані похило до горизонтальної площини та щільно прилягають до відповідних клинових поверхонь 76, розташованих на верхньому боці другого повзуна 70. Регулювальний гвинт 78, встановлений на рамі 54, пересуває регулювальний клин 72 назад і вперед паралельно напрямку Т транспортування, так що клинові поверхні 74, 76 ковзають одна по одній, завдяки чому здійснюється регулювання відстані між першим повзуном 66 та другим повзуном 70. Аналогічно першому повзуну 66 другий повзун 70 також має паз 80 у його нижній частині, причому паз 80 має на його нижньому кінці виступ 82, який виступає всередину. На цей внутрішній виступ 82 може спиратися зовнішній виступ 84 приблизно Т-подібної з'єднувальної частини 86, яка приєднана як єдине ціле до верхнього упорного засобу 34. Контакт між зовнішнім виступом 84 з'єднувальної частини 86 та внутрішнім виступом 82 другого повзуна 70 визначає максимальну відстань між другим повзуном 70 та верхнім упорним засобом 34 при його вертикальному пересуванні. Вертикальне пересування з'єднувальної частини 86 верхнього упорного засобу 34 в другому повзуні 70 здійснюється із застосуванням попереднього притискання за допомогою притискного 4 UA 98307 C2 5 10 15 20 25 30 35 40 45 50 55 засобу 88, який на Фіг. 2 зображений у вигляді двох пружин 88. Притискний засіб 88 з одного боку спирається на з'єднувальну частину 86, аз іншого боку на третій повзун 90 та притискає з'єднувальну частину 86 у напрямку контакту між зовнішнім виступом 84 з'єднувальної частини 86 та внутрішнім виступом 82 другого повзуна 70. Третій повзун 90 подібним чином розташований з можливістю пересування у вертикальному напрямку у пазі 80 другого повзуна 70 так, щоб змінювати притискне зусилля притискного засобу 88. Для здійснення цього пересування, необхідного для регулювання притискання, між третім повзуном 90 та другим повзуном 70 розташований клин 92 регулювання притискання, який аналогічно принципу дії описаного вище регулювального клина 72 виконаний з можливістю пересування паралельно напрямку Т транспортування та завдяки похилим клиновим поверхням, які ковзають одна по одній, розташованим на верхньому боці третього повзуна 90 та на нижньому боці клина 92 регулювання притискання, уможливлює регулювання вертикальної відстані між другим повзуном 70 та третім повзуном 90. Пересування клина 92 регулювання притискання, яке необхідне для регулювання притискання, здійснюють із застосуванням гвинта 94 регулювання притискання, встановленого на рамі 54. Крім регулювання висоти або притискних зусиль верхнього упорного засобу, встановлювальний пристрій, показаний на Фіг. 2, додатково уможливлює регулювання вертикального положення нижнього упорного засобу 36, а отже й регулювання абсолютного вертикального положення панелі, розташованої у встановлювальному пристрої 32. Для цього нижній упор 36 встановлений з можливістю пересування у вертикальному напрямку у паз рами 54, причому відстань у вертикальному напрямку між другим упорним засобом 36 та нижньою частиною 55 рами 54 визначається регулювальним клином 96. Регулювальний клин 96 розташований між нижнім упорним засобом 36 та нижньою частиною 55 рами 54 та має на його верхньому боці клинові поверхні 98, які розташовані похило до горизонтальної площини та щільно прилягають до відповідних похилих клинових поверхонь 100 на нижньому боці нижнього упорного засобу 36. При пересуванні регулювального клина 96 регулювальним гвинтом 102 у напрямку, паралельному напрямку Т транспортування, клинові поверхні 98, 100 ковзають одна по одній та відповідно пересувають нижній упорний засіб 36 у вертикальному напрямку. Принцип дії установки 10 коротко розглянутий нижче. Для підготування установки 10 до обробки панелей, виготовлених з плит конкретної товщини, привод 44 запускають, і він обертає нарізну тягу 40 на певну величину. Наприклад, припустимо, що установку 10 потрібно перерегулювати з обробки більш товстої панелі на механічну обробку більш тонкої панелі. Залежно від кроку різі нарізної тяги 40 цю нарізну тягу 40 обертають так, що нарізний блок 46 посувається на певну відстань праворуч на Фіг. 2. Пересування праворуч нарізного блока 46 перетворюється хитним важелем 50 на пересування ліворуч ковзної штанги 60, а пересування внаслідок цього ліворуч штифтів 62 спричинює пересування вниз пазів 64, а таким чином і першого повзуна 66. Це пересування вниз повзуна 66 передається через другий повзун 70, третій повзун 90, притискний засіб 88 та з'єднувальну частину 86 зрештою на верхній упорний засіб 34, який також пересувається вниз на потрібну відстань. У цьому випадку припущено, що верхній упорний засіб 34 перебуває у ненавантаженому стані, тобто панель між упорними засобами 34, 36 не встановлена. Таким чином притискний засіб 88 утримує зовнішній виступ 84 з'єднувальної частини 86 у контакті з внутрішнім виступом 82 другого повзуна 70. Відстань h між упорними засобами 34, 36, яку таким чином регулюють у ненавантаженому стані, фактично встановлюють трохи меншою ніж товщина плити панелей, які підлягають встановленню в певне положення, так щоб притискний засіб 88 міг утворювати заздалегідь визначений контактний тиск, з яким верхній упорний засіб 34 притискається до панелі. У описаний спосіб регулювальні пристрої 38 усіх встановлювальних пристроїв 32 установки 10 можна регулювати одночасно шляхом обертання спільної нарізної тяги 40 на нову панель, виготовлену з плити меншої товщини. Відповідне зворотне регулювання шляхом обертання нарізної тяги 40 у протилежному напрямку може бути здійснено, якщо установку 10 потрібно підготувати для обробки більш товстих панелей. Якщо ж між окремими встановлювальними засобами 32 виникнуть коливання величини відповідної відстані h, що є результатом виробничих допусків, різниці температур, зносу тощо, то кожний з регулювальних пристроїв можна також час від часу бути окремо перерегулювати за допомогою регулювального гвинта 78 у описаний спосіб. Аналогічно для кожного встановлювального пристрою 32 притискне зусилля притискного засобу 88 може бути 5 UA 98307 C2 5 10 відрегульоване шляхом регулювання гвинта 94 регулювання притискання, наприклад, відповідно до конкретних вимог оброблювального пристрою 12, розташованого поблизу. Засіб регулювання притискання притискного засобу 88 також забезпечує перевагу, яка полягає у тому, що, у випадку зносу нескінченної стрічки 18 верхнього стрічкового конвеєра 14, встановлювальний засіб 32 може бути пристосований до цього зносу шляхом регулювання зусилля притискання без необхідності регулювання першого повзуна 66 або другого повзуна 70, а отже і регулювання відстані h між упорними засобами 34, 36 у ненавантаженому стані. Таким чином може бути усунутий недолік, який виникає у відомих пристроях, а саме якщо пристрій пристосовують до зносу верхньої стрічки, встановлена величина відстані h також змінюється, викликаючи змінювання тиску на матеріал з боку верхнього упорного засобу, який у цих відомих пристроях може стати причиною подряпин або пошкодження панелей. ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 40 45 50 55 60 1. Установка (10) для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелі за маршрутом транспортування та оброблювальний пристрій (12) для обробки панелі під час її переміщення транспортувальним пристроєм, в якійтранспортувальний пристрій має множину встановлювальних пристроїв (32), які розташовані один за одним на певній відстані вздовж маршруту транспортування та які відповідно включають в себе: - верхній та нижній упорні засоби (34, 36), розташовані один навпроти одного на певній відстані з обох боків площини (Р) панелі, та - регулювальний пристрій (38), за допомогою якого може регулюватися відстань (h) між двома упорними засобами (34, 36), і в якій регулювальні пристрої (38) щонайменше двох встановлювальних пристроїв (32) можуть бути приведені у дію одночасно за допомогою спільного приводного засобу (40), яка відрізняється тим, що у щонайменше одному з регулювальних пристроїв (38), приєднаних до згаданого приводного засобу (40), кожний із двох упорних засобів (34, 36) має свій власний регулювальний засіб, причому відповідні два регулювальні засоби виконані з можливістю приведення у дію незалежно один від одного. 2. Установка (10) за п. 1, яка відрізняється тим, що приводний засіб (40) являє собою з'єднувальну тягу (40). 3. Установка (10) за п. 1 або п. 2, яка відрізняється тим, що усі ті регулювальні пристрої (38), які приєднані до згаданого приводного засобу (40), є з'єднаними між собою за допомогою спільної з'єднувальної тяги (40), та тим, що кожний з регулювальних пристроїв (38) має з'єднувальний елемент (46) з'єднувальної тяги для з'єднування зі спільною з'єднувальною тягою (40). 4. Установка (10) за п. 3, яка відрізняється тим, що з'єднувальна тяга (40) являє собою нарізну тягу (40), яка принаймні у частинах, приєднаних до регулювальних пристроїв (38), має різь, та тим, що з'єднувальні елементи (46) з'єднувальної тяги мають відповідні різі для взаємодії з нарізною тягою (40). 5. Установка (10) за п. 3, яка відрізняється тим, що згадана з'єднувальна тяга (40) проходить загалом паралельно маршруту транспортування, та тим, що кожний з тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), має пристрій (62, 64) перетворення руху, який перетворює регулювальний рух з'єднувального елемента (46) з'єднувальної тяги, який загалом паралельний маршруту транспортування, на регулювальний рух, перпендикулярний площині (Р) панелі, для того, щоб перемістити щонайменше один з упорних засобів (34, 36). 6. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що тільки один зі згаданих двох регулювальних засобів може бути приведений у дію за допомогою спільної з'єднувальної тяги (40). 7. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що щонайменше один із тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), також має незалежний регулювальний пристрій (72), за допомогою якого може регулюватися відстань (h) між упорними засобами (34, 36) цього регулювального засобу (38) незалежно від відстаней (h) між упорними засобами інших регулювальних пристроїв (38). 8. Установка (10) за п. 5 та п. 7, яка відрізняється тим, що щонайменше один із тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), має перший повзун (66), виконаний з можливістю пересування загалом перпендикулярно площині (Р) панелі 6 UA 98307 C2 5 10 15 та приєднаний до пристрою (62, 64) перетворення руху, та другий повзун (70), виконаний з можливістю пересування загалом перпендикулярно площині (Р) панелі, та до якого прикріплений або на якому сформований щонайменше один з упорних засобів (34, 36), причому відстань між першим повзуном (66) та другим повзуном (70) у напрямку, перпендикулярному площині (Р) панелі, може регулюватися за допомогою незалежного регулювального пристрою (72). 9. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що щонайменше один із тих регулювальних пристроїв (38), які приєднані до згаданого приводного засобу (40), також має притискний засіб, зокрема пружинний засіб (88), за допомогою якого верхній та/або нижній упорні засоби (34, 36) можуть бути пружно притиснуті з певним притискним зусиллям у напрямку зменшення відстані (h) між упорними засобами (34, 36). 10. Установка (10) за п. 9, яка відрізняється тим, що притискне зусилля притискного засобу (88) може регулюватися за допомогою засобу (90, 92) регулювання притискання регулювального пристрою (38). 11. Установка (10) за одним із попередніх пунктів, яка відрізняється тим, що пристрій (62, 64) перетворення руху та/або - факультативно - незалежний регулювальний пристрій (72), та/або факультативно - засіб (90, 92) регулювання притискання включає(-ють) в себе кулачковий керувальний механізм, зокрема механізм із ковзним клином або важільний механізм. 7 UA 98307 C2 8 UA 98307 C2 Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for producing and/or processing panels
Автори англійськоюKrallinger Rupert
Назва патенту російськоюУстановка для изготовления и/или обработки панелей
Автори російськоюКраллингер Руперт
МПК / Мітки
МПК: B27F 1/00
Мітки: панелей, установка, виготовлення, обробки
Код посилання
<a href="https://ua.patents.su/11-98307-ustanovka-dlya-vigotovlennya-ta-abo-obrobki-panelejj.html" target="_blank" rel="follow" title="База патентів України">Установка для виготовлення та/або обробки панелей</a>
Установка для виготовлення та/або обробки панелей
Номер патенту: 96158
Опубліковано: 10.10.2011
Автор: Краллінгер Руперт
МПК: B65G 15/14, B27D 5/00
Мітки: установка, панелей, обробки, виготовлення
Формула / Реферат:
1. Установка (10) для виготовлення та/або обробки панелей, яка включає в себе транспортувальний пристрій для переміщення панелей вздовж напрямку транспортування та оброблювальний пристрій (12) для обробки панелей під час їх переміщення за допомогою транспортувального пристрою, причому транспортувальний пристрій включає в себе два двострічкові конвеєрні засоби (14, 16), кожний з яких має одну верхню нескінченну стрічку (36) та одну нижню...
Машина формувальна для виготовлення гіпсоперлітових панелей або плит
Номер патенту: 7638
Опубліковано: 15.07.2005
Автори: Гончаренко Роман Олександрович, Нестеренко Микола Іванович, Бараненко Станіслав Григорович, Нестеренко Євген Миколайович
МПК: E04C 1/41, B28B 11/00
Мітки: гіпсоперлітових, машина, формувальна, плит, панелей, виготовлення
Формула / Реферат:
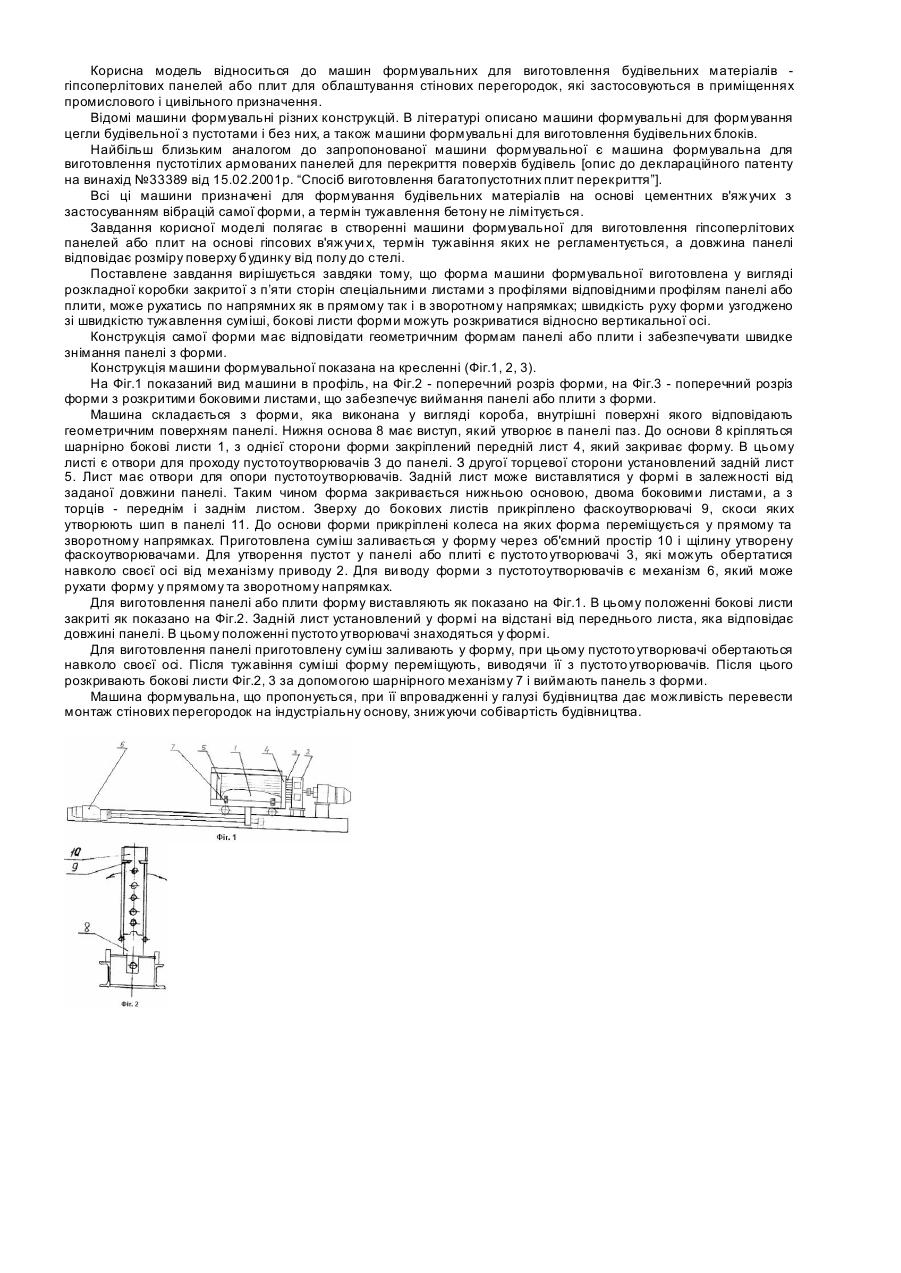
1. Машина формувальна для виготовлення гіпсоперлітових панелей або плит, яка відрізняється тим, що містить форму, виготовлену у вигляді розкладної коробки, закритої з п'яти сторін спеціальними листами з профілями, відповідними профілям панелі або плити, і з можливістю рухання по напрямних як в прямому, так і в зворотному напрямках, швидкість руху форми узгоджена зі швидкістю тужавлення суміші, бокові листи форми виконані з можливістю...
Формувальний прес для виготовлення панелей
Номер патенту: 85135
Опубліковано: 25.12.2008
Автори: Гордєєв Анатолій Іванович, Сливінський Володимир Анатолійович
МПК: B29C 44/00
Мітки: панелей, формувальній, прес, виготовлення
Формула / Реферат:
1. Формувальний прес для виготовлення панелей, що містить дві обтискні плити, зв'язані між собою, причому верхня плита є рухомою відносно закріпленої нижньої нерухомої плити, на поверхні якої встановлена формувальна рама з герметично ізольованим периметром і висотою, що дорівнює висоті виготовленої панелі з лицювальним матеріалом на поверхні, а також механізм для регулювання товщини панелі, який відрізняється тим, що виконаний похилим, що...
Спосіб виготовлення облицювальних панелей
Номер патенту: 38788
Опубліковано: 26.01.2009
Автор: Притуляк Іван Іванович
МПК: B44C 5/00
Мітки: панелей, виготовлення, облицювальних, спосіб
Формула / Реферат:
Спосіб виготовлення облицювальних панелей для декоративного покриття плоских, криволінійних та багатогранних поверхонь, які мають велику кількість дерев'яних сегментів, які розділені каналами, за допомогою яких досягається гнучкість, який відрізняється тим, що панелі виготовлені з бересту після попередньої обробки, який наклеюють на гнучкі матеріали товщиною не менше 1 мм, подальшою витримкою з'єднаних шарів під тиском для забезпечення...
Спосіб виготовлення багатошарових панелей
Номер патенту: 48418
Опубліковано: 15.08.2002
Автори: Багнюк Олександр Вітальйович, Воротніков Віталій Анатолійович
МПК: E04C 2/26
Мітки: спосіб, виготовлення, панелей, багатошарових
Формула / Реферат:
1. Спосіб виготовлення багатошарових панелей, що включає нанесення оболонки з формівного матеріалу на жорсткий утеплювач шляхом укладки сирого прошарку матеріалу у форму і розміщення на ньому утеплювача з наступним ущільненням і отвердінням матеріалу, який відрізняється тим, що для матеріалу оболонки застосовують сполуки, що поєднують конструктивні і декоративні властивості, для поверхонь форми, що контактують із формівним матеріалом,...
Попередній патент: Гранули нітрату амонію та спосіб їх одержання
Наступний патент: Антиміостатинове антитіло
Випадковий патент: Гільза циліндра двотактного двигуна внутрішнього згоряння