Спосіб виготовлення багатошарових панелей
Номер патенту: 48418
Опубліковано: 15.08.2002
Автори: Воротніков Віталій Анатолійович, Багнюк Олександр Вітальйович
Формула / Реферат
1. Спосіб виготовлення багатошарових панелей, що включає нанесення оболонки з формівного матеріалу на жорсткий утеплювач шляхом укладки сирого прошарку матеріалу у форму і розміщення на ньому утеплювача з наступним ущільненням і отвердінням матеріалу, який відрізняється тим, що для матеріалу оболонки застосовують сполуки, що поєднують конструктивні і декоративні властивості, для поверхонь форми, що контактують із формівним матеріалом, використовують еластичні склади на основі кремнійорганічних каучуків, утеплювач занурюють у сирий прошарок матеріалу під впливом високочастотних тривимірних коливань із одночасним утворенням конструктивного пояса матеріалу по торцях панелі, а також формуванням фактурного рельєфу й ущільненням матеріалу на зовнішній поверхні панелі.
2. Спосіб по п.1, який відрізняється тим, що як конструктивно-декоративний матеріал застосовують жорсткі мінеральні суміші або пластичні целюлозно-клейові композиції, фізико-хімічні властивості яких у сирому стані забезпечують тривке з'єднання з утеплювачем.
3. Спосіб по пп. 1, 2, який відрізняється тим, що мінеральні суміші створюють на основі магнезіальних цементів або шлаколужних в'яжучих із добавками пластифікаторів і мінеральних пігментів та впливають на них коливаннями з частотою 10-50 Гц і амплітудою 1,5-4,5 мм.
4. Спосіб по пп. 1, 2, який відрізняється тим, що в целюлозно-клейових композиціях використовують у вагових частинах по вазі сухого виробу - не менше 50 % деревинно-целюлозних часток, не більш 30 % мінеральних в'язких із спецдобавками і не менше 20 % водостійких полімерних клейових зв’язуючих, наприклад меламін-карбамідформальдегідних смол та впливають на них коливаннями з частотою 25-180 Гц і амплітудою 0,2-2,5 мм.
5.Спосіб по п. 1, який відрізняється тим, що, для підвищення надійності зон контакту з елементами механічного кріплення панелей, у формі попередньо встановлюють заставні елементи з розподіленою площею передачі навантажень від елементів кріплення до панелі, а при формуванні панелі навколо них формують конструктивний пояс із сирого матеріалу.
6. Спосіб по п. 1, який відрізняється тим, що для стабілізації панелей у площині установки, у процесі утворення конструктивного пояса матеріалу по торцях панелей на ньому формують відповідні пази і виступи для фіксації панелей одна до одної.
7. Спосіб по п. 1, який відрізняється тим, що для одержання двох декоративних поверхонь або підвищення тривкості панелей, їх виконують тришаровими, для чого у форму для утворення відтискової поверхні панелі вкладають сирий прошарок конструктивно-декоративного матеріалу, на нього поміщають утеплювачем униз готову двошарову панель, потім під впливом високочастотних тривимірних коливань здійснюють формування й ущільнення відтискової поверхні.
Текст
1 Спосіб виготовлення багатошарових панелей, що включає нанесення оболонки з формівного матеріалу на жорсткий утеплювач шляхом укладки сирого прошарку матеріалу у форму і розміщення на ньому утеплювача з наступним ущільненням і отвердінням матеріалу, який відрізняється тим, що для матеріалу оболонки застосовують сполуки, що поєднують конструктивні і декоративні властивості, для поверхонь форми, що контактують із формівним матеріалом, використовують еластичні склади на основі кремнійорганічних каучуків, утеплювач занурюють у сирий прошарок матеріалу під впливом високочастотних тривимірних коливань із одночасним утворенням конструктивного пояса матеріалу по торцях панелі, а також формуванням фактурного рельєфу й ущільненням матеріалу на ЗОВНІШНІЙ поверхні панелі 2 Спосіб по п 1, який відрізняється тим, що як конструктивно-декоративний матеріал застосовують жорсткі мінеральні суміші або пластичні целюлозно-клейові композиції, фізико-хімічні властивості яких у сирому стані забезпечують тривке з'єднання з утеплювачем 3 Спосіб по пп 1, 2, який відрізняється тим, що мінеральні суміші створюють на основі магнезіальних цементів або шлаколужних в'яжучих із добавками пластифікаторів і мінеральних пігментів Запропонований винахід відноситься до будівельної індустрії, конкретно до виробництва тонкостінних будівельних панелей з утепленням, і може бути використаний для виготовлення багатофункціональних фасадних панелей, панелей стінових огороджень і перегородок Відомий спосіб виготовлення трьохшарових панелей ЗОВНІШНІХ стін із рельєфними деталями (ас №1581827, МПК(5) Е04С 2/02, опубліковано та впливають на них коливаннями з частотою 1050Гц і амплітудою 1,5-4,5мм 4 Спосіб по пп 1, 2, який відрізняється тим, що в целюлозно-клейових композиціях використовують у вагових частинах по вазі сухого виробу - не менше 50% деревинно-целюлозних часток, не більш 30% мінеральних в'язких із спецдобавками і не менше 20% водостійких полімерних клейових зв'язуючих, наприклад меламінкарбамідормальдепдних смол та впливають на них коливаннями з частотою 25-180Гц і амплітудою 0,22,5мм 5 Спосіб по п 1, який відрізняється тим, що, для підвищення надійності зон контакту з елементами механічного кріплення панелей, у формі попередньо встановлюють заставні елементи з розподіленою площею передачі навантажень від елементів кріплення до панелі, а при формуванні панелі навколо них формують конструктивний пояс із сирого матеріалу 6 Спосіб по п 1, який відрізняється тим, що для стабілізації панелей у площині установки, у процесі утворення конструктивного пояса матеріалу по торцях панелей на ньому формують ВІДПОВІДНІ пази і виступи для фіксації панелей одна до одної 7 Спосіб по п 1, який відрізняється тим, що для одержання двох декоративних поверхонь або підвищення тривкості панелей, їх виконують тришаровими, для чого у форму для утворення відтисковоі поверхні панелі вкладають сирий прошарок конструктивно-декоративного матеріалу, на нього поміщають утеплювачем униз готову двошарову панель, потім під впливом високочастотних тривимірних коливань здійснюють формування й ущільнення відтискової поверхні ЗО 07 90, Бюлетень № 28, М , 1990 р), що включає формування залізобетонних шкаралуп із наступним їхнім складанням і устрій прошарку, що утепляє, причому рельєфні деталі з арматурними випусками виготовляють в окремих матрицяхформах, а фасадну шкаралупу формують з отворами, при цьому закріплення рельєфних деталей виконують до складання шкаралуп за допомогою арматурних випусків, що пропускають через отво 00 00 48418 ри фасадної шкаралупи, заанкерюють із внутрішнього боку і замонолічують Даний спосіб дозволяє забезпечити розмаїтість рельєфних фрагментів при раціональних витратах і відносно нескладній технології Проте його недоцільно застосовувати, якщо рельєфні фрагменти займають більше 2530% поверхні панелі - виграш у вартості форм компенсується збільшенням витрат, викликаних ускладненням конструкції і монтажу для збереження характеристик ЩІЛЬНОСТІ панелей Крім того, цим засобом неможливо одержати полегшені панелі, утому числі, двошарові і неармовані Відомий також засіб виготовлення трьохшаровоі стінової панелі (ас №1198175, МПК(5) Б04 С2/26, С04В 39/00, опубліковано 15 12 85, Бюлетень №46, М , 1985 р), що включає формування нижнього прошарку, запровадження у форму пінистого утеплювача, спінювання й отвердіння його під герметичною кришкою, формування бічних ребер і верхнього прошарку, причому формування бічних ребер і верхнього прошарку роблятьпісля отвердіння утеплювача і розведення бортів форми на розмір, рівний товщині бічних ребер, при цьому бічне ребро виконують непрямолінійного обрису, що збігається з формою бічної поверхні утеплювача Даний спосіб дозволяє забезпечити високу технологічну досконалість виготовлення панелей і одержати панелі з підвищеними теплотехнічними показниками Проте його недоцільно застосовувати для формувальних або пінистих утеплюючих матеріалів, що потребують тривалого терміну, або особливих умов отвердіння, наприклад, складів на основі спучених перліту або вермикуліту, піно- або газобетонів Крім того, його неможливо застосовувати при використанні готових плит жорсткого утеплювача, у тому числі з матеріалів, що спінюються Це істотно звужує діапазон використання ефективних утеплюючих матеріалів, а найбільш економічні виключає зовсім Найближчим за технічною суттю до запропонованого є спосіб виготовлення багатошарової панелі (Прототип - а с №1671816 МПК(5) Е04С 2/26, опубліковано 2308 91, Бюлетень №31, М , 1991 р), що включає нанесення замкнутої оболонки на жорсткий утеплювач з утворенням коробчастого елемента, причому вкладають сирий прошарок матеріалу, на який розкладають упритул один до одного коробчасті елементи, поверх коробчастих елементів вкладають інший сирий прошарок, після чого ущільнюють і стверджують панель Даний спосіб дозволяє підвищити тріщиностійкість панелей при використанні плиток тонкого і тендітного утеплювача Найбільш, істотний недолік даного засобу виявляється, якщо утеплювальний матеріал у плитному виконанні спроможний сприймати вигинаючі навантаження - тоді запропонована силова схема є нераціональною, оскільки не використовується не тільки його несуча спроможність, але і принцип зміцнення багатошарової панелі, тому що не пов'язані між собою по торцях коробчасті елементи істотно знижують показники роботи панелі на усталеність Крім того, нераціональним ускладненням технології є дворазове покриття утеплювача конструктивним матеріалом - спочатку коробчастим елементом, потім ЗОВНІШНІМ прошарком, причому торцеві стінки ко робчастих елементів майже не посилюють конструкцію, але значно знижують теплозахисні характеристики панелі В основу винаходу поставлено задачу удосконалення технологічного процесу виготовлення панелей з високими теплозахисними та декоративними властивостями шляхом використання для зовнішнього шару панелі матеріалів, максимально ефективно поєднуючих конструктивні та декоративні властивості, цикл обробки яких може бути обмежений формовкою та природним отвердінням, а для процесу формування можуть бути вибрані раціональні параметри впливу, забезпечити максимально економічний процес виробництва при доцільних показниках ЩІЛЬНОСТІ панелей з обумовленими високими теплоізоляційними характеристиками та декоративними якостями Поставлена задача досягається за рахунок використання слідуючих відомих суттєвих ознак - на жорсткий утеплювач наносять оболонки з формівного-матеріалу шляхом укладки сирого шару матеріалу у форму та розміщення на ньому утеплювача з наступним ущільненням і отвердінням матеріалу, а також слідуючих ВІДМІННИХ суттєвих ознак - для матеріалу оболонки використовують сполуки, що з'єднують конструктивні та декоративні властивості, поверхні форми, що контактують з формівним матеріалом, виконують еластичними зі складів на основі кремнійорганічних каучуків, утеплювач занурюють у сирий прошарок матеріалу під впливом високочастотних тривимірних коливань з одночасним утворенням конструктивного пояса матеріалу по торцях, панелі, а так само формуванням фактурного рельєфу й ущільненням матеріалу на ЗОВНІШНІЙ поверхні панелі, причому як конструктивно-декоративний матеріал застосовують жорсткі мінеральні суміші або пластичні целюлозно-клейові композиції, фізико-хімічні властивості яких у сирому стані забезпечують тривке приєднання до утеплювача, при цьому мінеральні суміші виконують на основі магнезіальних цементів або шлаколужних в'яжучих із добавками пластифікаторів і мінеральних пігментів, а впливають на них коливаннями з частотою 10-50Гц і амплітудою 1,5-4,5мм, а в целюлозно-клейових композиціях використовують у вагових частинах по сухому залишку - не менше 50% деревинно-целюлозних часток, не більш 30% мінеральних в'язких із спецдобавками і не менше 20% полімерних або органічних клейових зв'я-зувальних, а впливають на них коливаннями з частотою 25-180Гц і амплітудою 0,2-2,5мм Крім того, для підвищення тривкості панелей або одержання двох декоративних поверхонь панелі можна виконувати тришаровими, для чого у форму для утворення відтискової поверхні панелі вкладають сирий прошарок конструктивнодекоративного матеріалу, на нього поміщають утеплювачем униз готову двошарову панель, потім під впливом високочастотних тривимірних коливань здійснюють формування й ущільнення оберненої поверхні Виявлення нових технічних властивостей винаходу забезпечено слідуючими особливостями ВІДМІННИХ ознак та їх взаємодії з відомими Вибір як матеріалу конструктивно-декоративного прошарку запропонованих жорстких мінеральних сумі 48418 шей або пластичних деревинно-целюлозних композицій дозволяє обмежити технологічний цикл виготовлення панелей формуванням і природним отвердінням матеріалу зовнішнього шару Формування кожної з двох груп матеріалів під впливом високочастотних тривимірних коливань із ВІДПОВІДНИМИ параметрами - частотою 10-50Гц і амплітудою 1,5-4,5мм для жорстких сумішей, а так само частотою 25-180Гц і амплітудою 0,2-2 5мм для пластичних - забезпечує гранично низькі значення тимчасових енерговитрат Тому ж сприяє суміщення операцій формування декоративного рельєфу, ущільнення сирого матеріалу й утворення конструктивного пояса матеріалу по торцях панелі, при цьому можуть формуватися й ІНШІ конструктивні елементи спеціалізованого функціонального призначення - ВІДПОВІДНІ фіксуючі пази і виступи на торцях панелі і конструктивні пояси навколо заставних елементів, що контактують з елементами механічного кріплення панелей Крім того, одночасно відбувається приєднання плити утеплювача до сирого матеріалу, причому плита утеплювача виступає для сирого матеріалу як пригруз, що формує Використання еластичних складів на основі кремнійорганічних каучуків для поверхонь форм, що контактують із формівним матеріалом, дозволяє одержати на поверхні панелі складні декоративні рельєфи з високою точністю і якістю Підвищена тривкість панелей або двостороннього декоративного рельєфу досягається виконанням іхтрьохшаровими за рахунок використання у технологічному процесі замість плити утеплювача готової двошарової панелі Здійснення пропонованого способу було реалізовано за допомогою експериментального формуючого пристрою, котрий являє собою платформу на гнучких амортизаторах з приводом у вигляді трьох електромагнітів, осердя котрих зорієнтовані утрьох перпендикулярних осях На платформі над формою встановлена мірно-розподільча ємність, оснащена системою решіток для утримання суміші при відсутності коливань Прикладами конкретної реалізації запропонованого засобу для кожного з двох видів конструктивно-декоративних матеріалів можуть служити виготовлення багатофункціональних фасадних панелей і модульних стінових перегородок Багатофункціональні фасадні панелі виконуються двошаровими - ЗОВНІШНІЙ прошарок виконується з целюлозно-клейової композиції, а усередині розміщається панель із пшополіматеріалу Деревинно-клейова композиція виконується водо стійкою за рахунок застосування, як клейового зв'язувального меламинкарбамидформальдепдної смоли CM 60-08, приготовленої по рецептурі московського ЦНИИФ Компоненти змішуються в такій пропорції по вазі сухого виробу тирса та дрібна стружка - 54%, гіпс будівельний марки Г-5 - 25%, смола CM 60-08 - 20%, пігментні добавки - 1% Складові змішують у мішалці з додаванням 2025% води і викладають у форму, що знаходиться під впливом вібраційних коливань із частотою 80Гц і амплітудою 0,2мм, потім на сирий прошарок накладають плиту утеплювача пінополіуретану об'ємною вагою 20кг/м3 товщиною 35мм або пінополістиролу об'ємною вагою 25кг/м3 - 40мм, після чого продовжують вібровпливом протягом 50с Через 12-15 хв виріб, що стабілізувався, витягають із форми і відправляють на природне отвердження протягом 10-12 діб Модулі стінових перегородок виконують трьохшаровими - середній теплоізоляційний прошарок із газобетону, а для ЗОВНІШНІХ конструктивно-декоративні прошарків може бути застосований любий з двох запропонованих видів матеріалів Для вестибульних стін застосоване рішення, по якому сторона, що виходить у вестибюль, виконана з рельєфом "під ДИКИЙ камінь" із шлаколужного в'яжучого, рецептура якого береться по ДСТУ Б В 2 7-24-95, а сторона, що виходить у внутрішні помешкання, виконана гладкої або з неглибоким фактурним малюнком із деревинно-клейової композиції, запропонованої в технології виготовлення декоративних виробів "Альтех" по ТУ У 23647170 001-2000 Процес виготовлення модуля стінового перекриття такий суміш, приготовленуза технологією "Альтех", викладають у форму, що піддається впливу вібраційних коливань із частотою 80Гц і амплітудою 0,4мм, на неї вкладають плиту газобетону товщиною 50-100мм і об'ємної ваги не більш 500кг/м3, а потім протягом 40с формують сирий матеріал, якому дають стабілізуватися протягом 12-15хв , а потім витягають двошаровий модуль із форми Паралельно готують шлаколужне в'яжуче з додаванням добавок, що пігментують - сурику 7-9% від ваги шлаку і сажі 1,5-2%, які викладають у форму, що піддається впливу вібраційних коливань із частотою 25Гц і амплітудою 2мм Потім поверх вкладають готовий двошаровий модуль газобетоном униз, після чого продовжують вібровплив 30с Через 20хв виріб, що стабілізувався, виймають із форми і відправляють на природне отвердіння протягом 20-25 діб ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of producing many-layers panels
Автори англійськоюVorotnikov Vitalii Anatoliovych
Назва патенту російськоюСпособ изготовления многослойных панелей
Автори російськоюВоротников Виталий Анатольевич
МПК / Мітки
МПК: E04C 2/26
Мітки: панелей, спосіб, багатошарових, виготовлення
Код посилання
<a href="https://ua.patents.su/3-48418-sposib-vigotovlennya-bagatosharovikh-panelejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарових панелей</a>
Комірчастий заповнювач для плоских та кривих багатошарових панелей
Номер патенту: 28158
Опубліковано: 16.10.2000
Автори: Семенченко Юрій Борисович, Завірохін Микола Іванович, Завірохін Іван Георгійович
МПК: E04C 2/10, B32B 3/12, E04C 2/34
Мітки: багатошарових, панелей, заповнювач, комірчастій, плоских, кривих
Формула / Реферат:
1. Комірчастий заповнювач для плоских та кривих багатошарових панелей, що має порожнисті виступи у вигляді пірамід, конусів або сфер із зрізаними вершинами, направлені в суміжних рядах в протилежні сторони відносна площини, яка проходить черев їх основи, а в межах поверхні вершин зроблені отвори, який відрізняється тим, що спільні, для протилежно спрямованих виступів комірчастої структури поверхні взаємного перетину зрізані з утворенням...
Стикове з’єднання багатошарових панелей
Номер патенту: 809
Опубліковано: 15.12.1993
Автори: Горобченко Микола Олександрович, Петренко Григорій Миколайович, Скалько Володимир Миколайович, Зіньковський Сергій Володимирович, Вартанов Віктор Борисович
Мітки: багатошарових, панелей, стикове, з'єднання
Формула / Реферат:
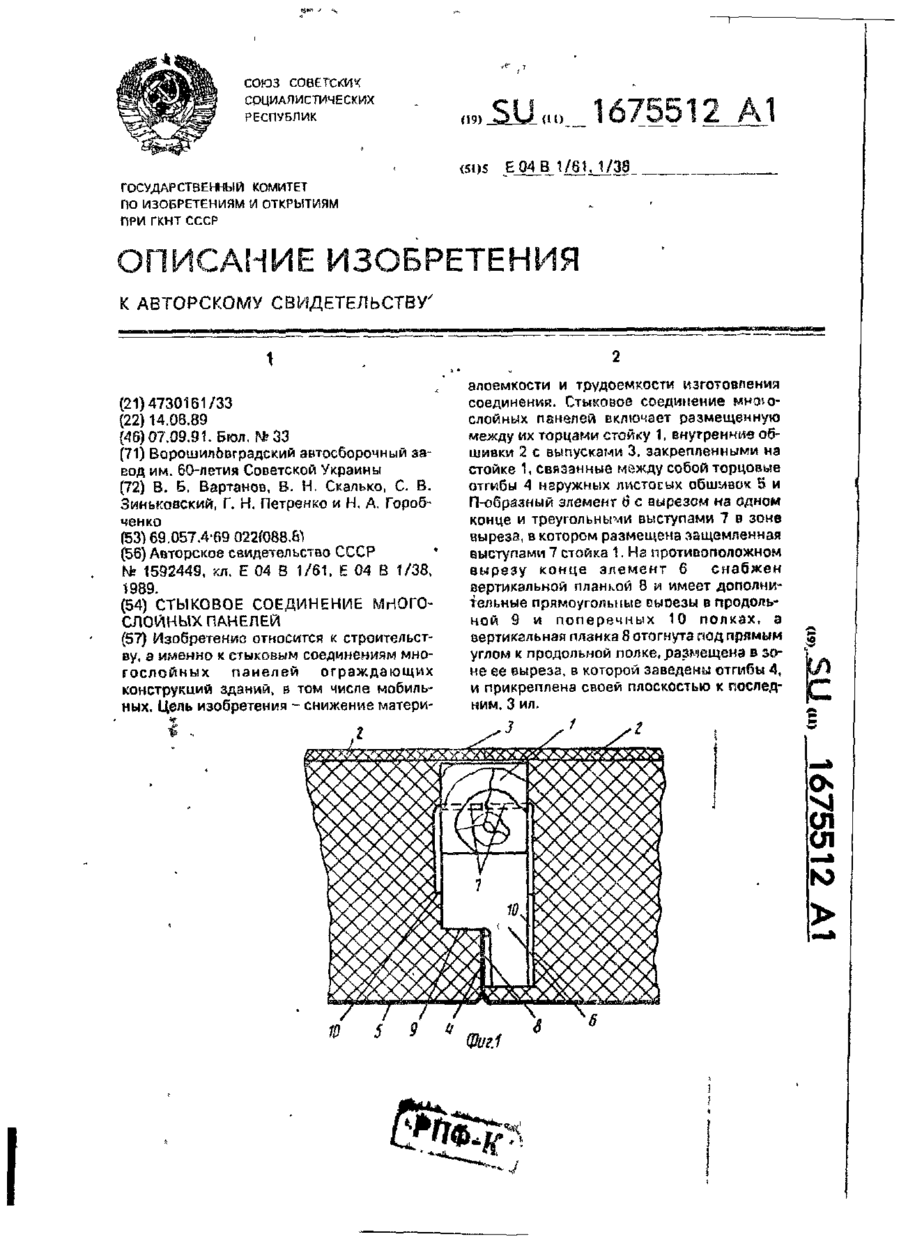
Формула изобретенияСтыковое соединение многослойных панелей, включающее размещенную между их торцами стойку, внутренние обшивки с выпусками, закрепленными на стойке, связанные между собой торцовые отгибы наружных листовых обшивок и П-образный элемент с вырезом на одном конце и треугольными выступами 8 зоне выреза, в котором размещена стойка, защемленная треугольными выступами, отличающееся тем, что, с целью снижения материалоемкости и...
Спосіб виготовлення гнутих профілів із листових заготовок з покриттям , переважно панелей
Номер патенту: 40838
Опубліковано: 15.08.2001
Автор: Махова Людмила Іванівна
Мітки: гнутих, листових, профілів, панелей, спосіб, переважно, заготовок, виготовлення, покриттям
Формула / Реферат:
1. Спосіб виготовлення гнутих профілів, із листових заготовок з покриттям, переважно панелей, який містить послідовне повздовжнє згинання листової заготовки, нанесення полімерного покриття, яку піддають термообробці, який відрізняється тим, що згинання проводять профілюванням кромок заготівки на асиметричний профіль Г-подібний по одній кромці, S-подібний по другій, причому горизонтальні полищі отриманого профілю мають довжину, яка забезпечує...
Спосіб виготовлення тришарових стінових панелей і пристрій для його здійснення
Номер патенту: 4096
Опубліковано: 27.12.1994
Автори: Бугаєнко Григорій Юхимович, Ластик Володимир Аркадійович, Шаршунов Борис Анатолійович, Гірштіль Генріх Борисович, Семенець Віліам Костянтинович
МПК: B32B 13/00, B28B 7/00
Мітки: пристрій, виготовлення, спосіб, панелей, тришарових, здійснення, стінових
Формула / Реферат:
Формула изобретения1. Способ изготовления трехслойных стеновых панелей в кассетных формах с тепловыми отсеками, включающий установку арматурных каркасов со связями наружного и внутреннего слоев на опалубочный щит в горизонтальном положении, формование слоев путем укладки бетонной смеси и виброуплотнения, укладку среднего слоя утеплители, соединение и фиксацию слоев с установкой опалубочного щита в вертикальное положение и термообработку...
Спосіб виготовлення багатошарових нелінійних резисторів
Номер патенту: 42176
Опубліковано: 15.10.2001
Автори: Мазурик Станіслав Васильович, Глот Олександр Борисович
МПК: H01C 7/10
Мітки: нелінійних, резисторів, виготовлення, спосіб, багатошарових
Формула / Реферат:
Спосіб виготовлення багатошарових нелінійних резисторів, який включає приготування шихти змішуванням оксиду цинку з оксидами кобальту і бору, отримання з шихти шлікера на органічному зв'язуючому, формування плівок сирої кераміки, нанесення електродної пасти на плівки сирої кераміки, пресування заготовок нелінійних резисторів з плівок сирої кераміки, і випал заготовок в окислювальній атмосфері, який відрізняється тим, що при приготуванні...
Попередній патент: Спосіб обробки привибійної зони пласта
Наступний патент: Пристрій для обробки об’єктів планетарним випромінюванням
Випадковий патент: Спосіб виробництва горілки виноградної