Пакувальна машина і спосіб упаковування
Формула / Реферат
1. Пакувальна машина (1), що містить зону (9) заповнення для заповнення упаковок (19) через їх відповідний відкритий кінець (29), зону (11) запечатування для запечатування вказаного відповідного відкритого кінця упаковок після заповнення, зону (13) кінцевого згинання для формування упаковок після запечатування і конвеєр (17) для транспортування упаковок через вказані зони в напрямку (Т) транспортування, яка відрізняєтьсятим, що
конвеєр розташований таким чином, щоб проходити зовні зони кінцевого згинання і замість цього проходити через проміжну зону (15) для транспортування упаковок через зону кінцевого згинання, і
вона додатково містить засоби для підтримування першого тиску (Р1) в зоні запечатування, другого тиску (Р2) в зоні кінцевого згинання і третього тиску (Р3) в проміжній зоні, при цьому перший і третій тиски вищі, ніж другий тиск, який, в свою чергу, вищий, ніж четвертий тиск (Р4), який переважає зовні пакувальної машини.
2. Пакувальна машина (1) за п. 1, що додатково містить станцію (23) видачі для видачі запечатаних, заповнених і сформованих упаковок (19), при цьому вказані засоби додатково виконані з можливістю підтримки п'ятого тиску (Р5) в станції видачі, який вищий, ніж четвертий тиск (Р4), що переважає зовні пакувальної машини, і нижчий, ніж другий і третій тиски (Р2 і Р3) в зоні (13) кінцевого згинання і проміжній зоні (15), відповідно.
3. Пакувальна машина (1) за одним з пп. 1 або 2, в якій зона (13) кінцевого згинання займає її верхню частину, а проміжна зона (15) займає її нижню частину, при цьому вказана нижня частина розташована нижче вказаної верхньої частини.
4. Пакувальна машина (1) за п. 3, в якій проміжна зона (15) також займає її ділянку, розташовану між зоною (11) запечатування і її верхньою і нижньою частинами, при цьому проміжна зона розмежовує зону (13) кінцевого згинання від зони запечатування.
5. Пакувальна машина (1) за будь-яким з пп. 1-4, в якій вказаний засіб включає в себе подавальний засіб (25) для подачі потоку очищеного повітря в пакувальну машину зовні зони (13) кінцевого згинання і відділяючий пристрій (33) для фізичного розмежування зони кінцевого згинання від інших зон, при цьому вказаний відділяючий пристрій має отвір (41) для забезпечення можливості проходження упаковок (19) через зону кінцевого згинання.
6. Пакувальна машина (1) за п. 5, в якій відділяючий пристрій (33) містить першу перегородку (33а, 33а') і другу перегородку (33b, 33b'), що розмежовують зону (13) кінцевого згинання від проміжної зони (15).
7. Пакувальна машина (1) за п. 6, в якій перша перегородка (33а, 33а') проходить по суті перпендикулярно відносно напрямку (Т) транспортування, а друга перегородка (33b, 33b') проходить по суті паралельно відносно напрямку (Т) транспортування.
8. Пакувальна машина (1) за одним з пп. 6 або 7, в якій перша перегородка (33а, 33а') проходить від верхньої стінки (35) до її нижньої стінки (37), тоді як друга перегородка (33b, 33b') проходить від першої перегородки в напрямку (Т) транспортування.
9. Пакувальна машина (1) за будь-яким з пп. 6-8, в якій перша (33а) і друга (33b) перегородки проходять по суті на всьому протязі від однієї бічної стінки (S) до іншої бічної стінки (S') пакувальної машини.
10. Пакувальна машина (1) за будь-яким з пп. 1-9, що додатково містить дверцята (45) в області зони (13) кінцевого згинання для зовнішнього доступу до неї.
11. Спосіб упаковування, що включає заповнення, в зоні (9) заповнення, упаковок (19) через їх відповідний відкритий кінець (29), запечатування, в зоні (11) запечатування, вказаного відповідного відкритого кінця упаковок після заповнення, формування, в зоні (13) кінцевого згинання, упаковок після запечатування і транспортування упаковок на конвеєрі (17) через вказані зони в напрямку (Т) транспортування, при цьому вказані зони містяться в пакувальній машині (1), який відрізняється тим, що він додатково включає:
проходження конвеєра зовні зони кінцевого згинання і замість цього його проходження через проміжну зону (15) для транспортування упаковок через зону кінцевого згинання, і
підтримування першого тиску (Р1) в зоні запечатування, другого тиску (Р2) в зоні кінцевого згинання і третього тиску (Р3) в проміжній зоні, при цьому перший і третій тиски вищі, ніж другий тиск, який, в свою чергу, вищий, ніж четвертий тиск (Р4), що переважає зовні пакувальної машини.
12. Спосіб упаковування за п. 11, що додатково включає видачу, на станції (23) видачі, запечатаних, заповнених і сформованих упаковок (19) і підтримку п'ятого тиску (Р5) в станції видачі, який вищий, ніж четвертий тиск (Р4), що переважає зовні пакувальної машини, і нижчий, ніж другий і третій тиски (Р2 і Р3) в зоні (13) кінцевого згинання і проміжній зоні (15), відповідно.
13. Спосіб упаковування за одним з пп. 11 або 12, що включає подачу потоку очищеного повітря в пакувальну машину (1) зовні зони (13) кінцевого згинання і забезпечення відділяючого пристрою (33) для фізичного розмежування зони кінцевого згинання від інших зон, при цьому вказаний відділяючий пристрій має отвір (41) для забезпечення можливості проходження упаковок (19) через зону кінцевого згинання.
14. Спосіб упаковування за п. 13, в якому відділяючий пристрій (33) містить першу перегородку (33а) і другу перегородку (33b), що розмежовують зону (13) кінцевого згинання від проміжної зони (15).
15. Спосіб упаковування за будь-яким з пп. 11-14, що додатково включає забезпечення дверцят (45) в області зони (13) кінцевого згинання для зовнішнього доступу до неї.
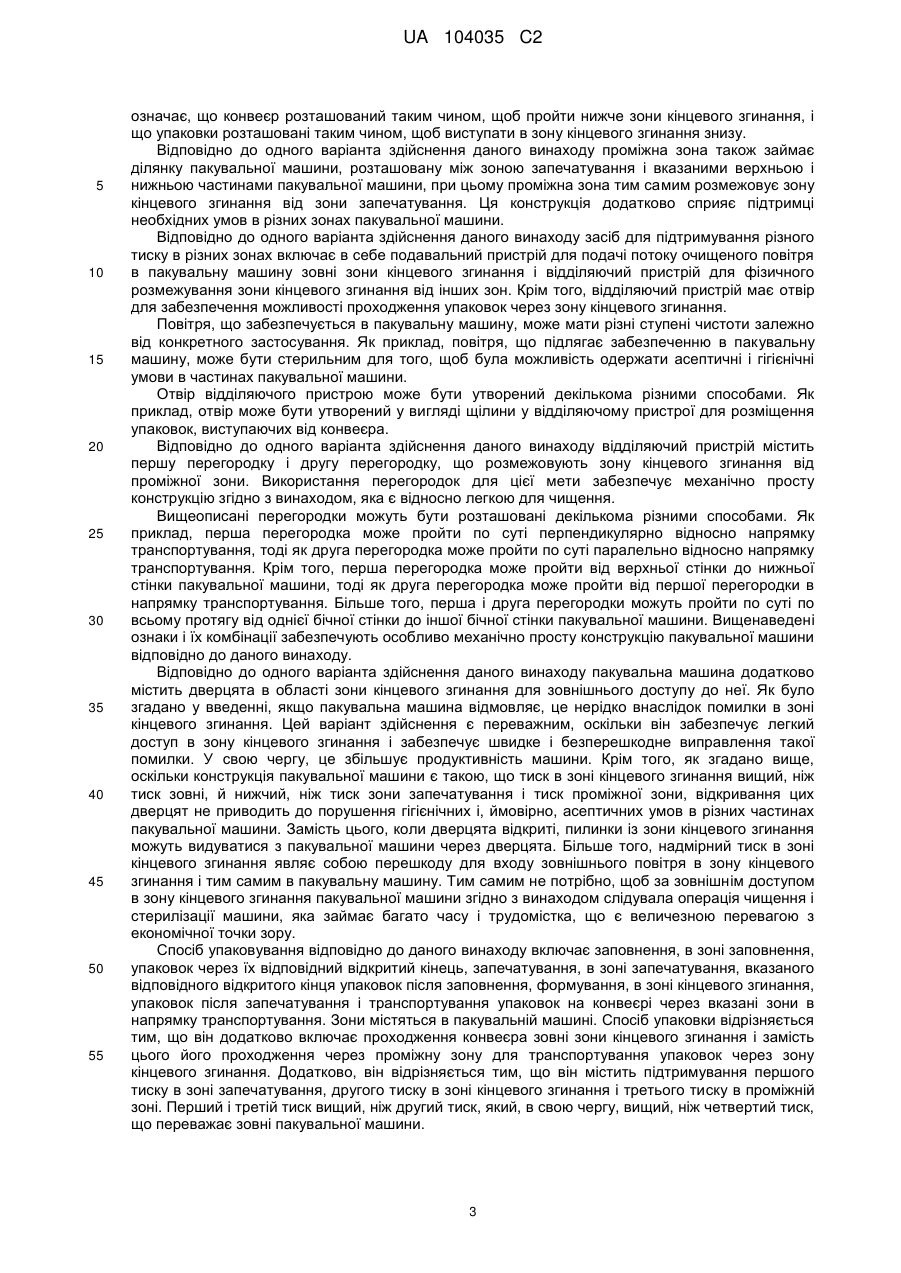
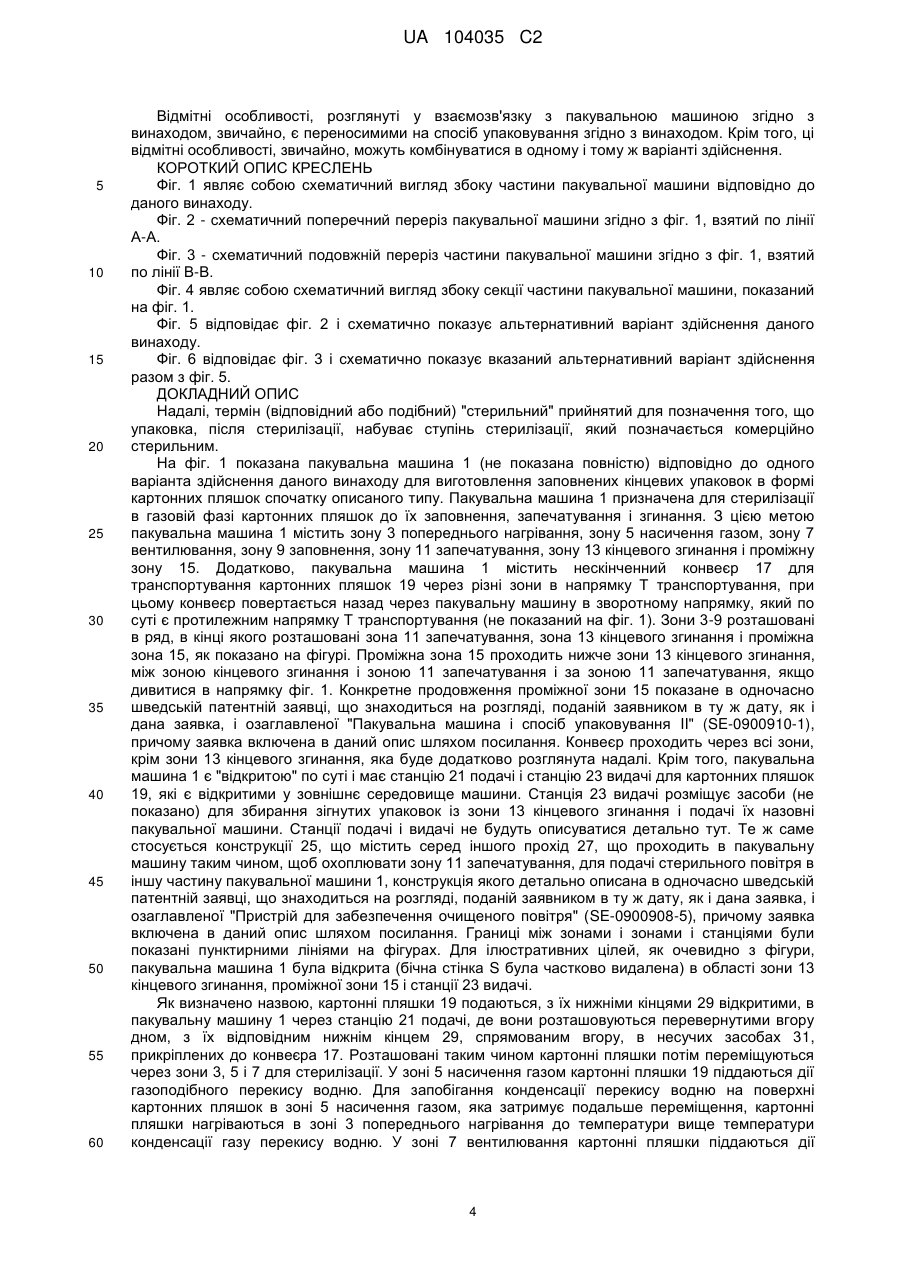
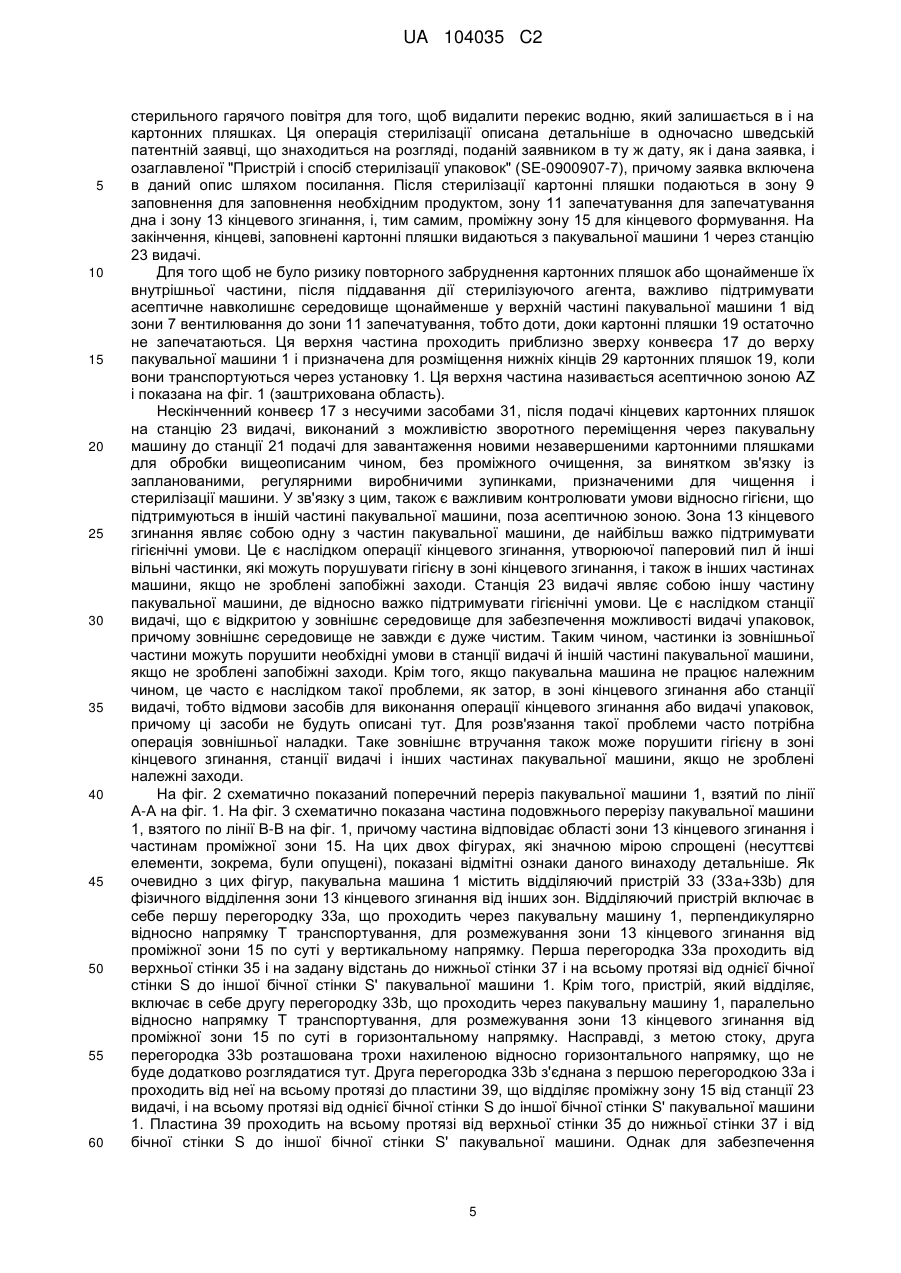
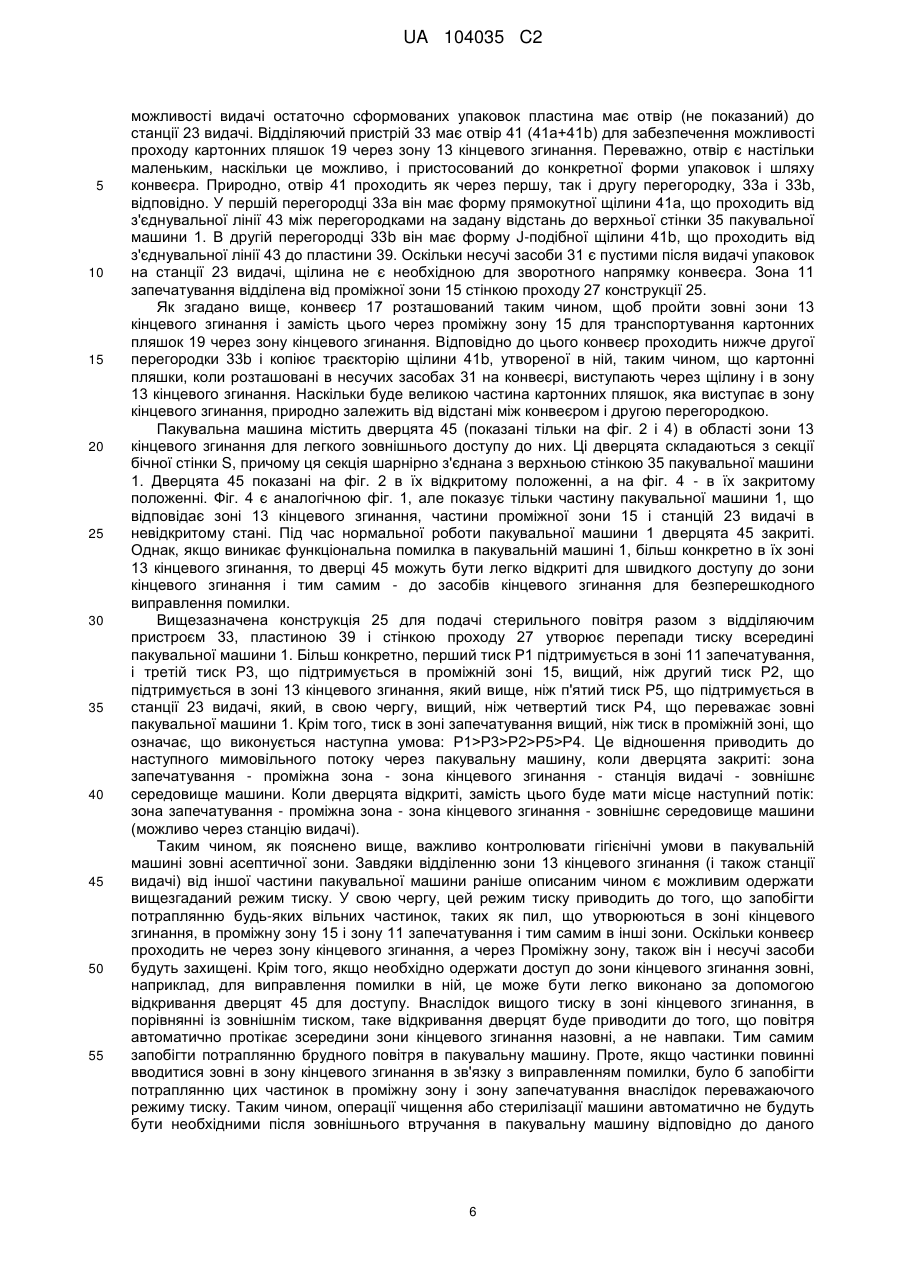
Текст
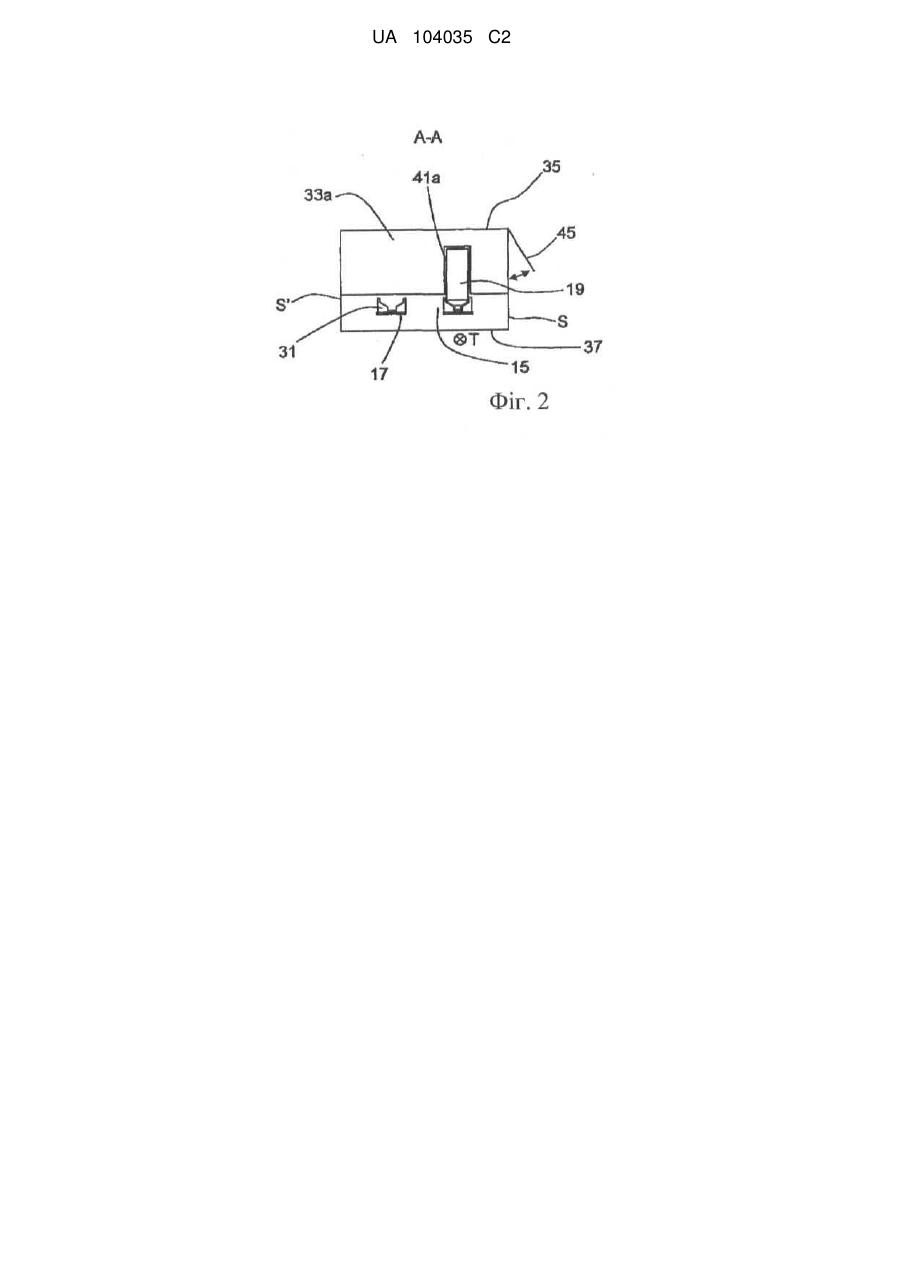
Реферат: Запропоновані пакувальна машина (1) і спосіб упаковування. Пакувальна машина містить зону (9) заповнення для заповнення упаковок (19) через їх відповідний відкритий кінець (29), зону (11) запечатування для запечатування вказаного відповідного відкритого кінця упаковок після заповнення, зону (13) кінцевого згинання для формування упаковок після запечатування і конвеєр (17) для транспортування упаковок через вказані зони в напрямку (Т) транспортування. Пакувальна машина відрізняється тим, що конвеєр розташований таким чином, щоб пройти зовні зони кінцевого згинання і замість цього пройти через проміжну зону (15) для транспортування упаковок через зону кінцевого згинання. Пакувальна машина додатково відрізняється тим, що вона містить засоби для підтримування першого тиску (Р1) в зоні запечатування, другого тиску (Р2) в зоні кінцевого згинання і третього тиску (Р3) в проміжній зоні, при цьому перший і третій тиск вищі, ніж другий тиск, який, в свою чергу, вищий, ніж четвертий тиск (Р4), що переважає зовні пакувальної машини. UA 104035 C2 (12) UA 104035 C2 UA 104035 C2 5 10 15 20 25 30 35 40 45 50 55 ГАЛУЗЬ ТЕХНІКИ, ДО ЯКОЇ НАЛЕЖИТЬ ВИНАХІД Даний винахід стосується пакувальної машини і способу упаковування. Пакувальна машина містить зону заповнення для заповнення упаковок через їх відповідний відкритий кінець, зону запечатування для запечатування вказаного відповідного відкритого кінця упаковок після заповнення, зону кінцевого згинання для формування упаковок після запечатування і конвеєр для транспортування упаковок через вказані зони в напрямку транспортування. РІВЕНЬ ТЕХНІКИ У харчовій промисловості напої та інші продукти часто упаковуються в упаковки на основі паперу або картону. Упаковки, призначені для рідких харчових продуктів, часто виготовляються з пакувального шаруватого матеріалу, що містить внутрішній шар паперу або картону і зовнішній непроникний для рідини шар термопластичного матеріалу з щонайменше такої сторони внутрішнього шару, яка буде утворювати внутрішню частину упаковок. Один вид упаковок, які часто зустрічаються - так звані картонні пляшки. По суті, вони складаються з нижньої частини у вигляді рукава пакувального шаруватого матеріалу, подібного описаному вище, і верхньої частини у вигляді пластикової верхньої частини, що має шийку, яка забезпечена засобом відкривання/закривання, таким як нагвинчуваний ковпачок. У відомій пакувальній машині виготовляються картонні пляшки, які є відкритими на дні, тобто кінці рукава. Потім відкриті картонні пляшки транспортуються розташованими перевернутими вгору дном на станцію стерилізації щонайменше для внутрішньої стерилізації, для того, щоб продовжити термін зберігання продукту, що підлягає упаковуванню в картонні пляшки. Залежно від необхідної тривалості терміну зберігання і залежно від того, чи підлягають картонні пляшки продажу і зберіганню в охолодженому навколишньому середовищі або при кімнатній температурі, можуть бути вибрані різні ступені стерилізації. Після стерилізації картонні пляшки далі транспортуються на станцію заповнення для заповнення продуктом, станцію запечатування для запечатування відкритого дна і станцію кінцевого згинання для кінцевого згинання дна. Для транспортування через пакувальну машину упаковки розташовуються в несучі засоби, розташовані на нескінченній конвеєрній стрічці, що проходить через різні станції. Для того щоб не було ризику повторного забруднення внутрішньої частини картонних пляшок, важливо підтримувати асептичне навколишнє середовище в пакувальній машині в секції після станції стерилізації доти, доки не буде виконано запечатування дна. З різних міркувань, які не будуть детально розглядатися тут, цього нелегко досягнути. В інших частинах пакувальної машини переважають менші вимоги до цих умов. Наприклад, на станції кінцевого згинання ні асептичні, ні навіть гігієнічні умови не повинні підтримуватися для забезпечення безпечної роботи пакувальної машини. Якщо тут такі гігієнічні умови не підтримуються, існує ризик забруднення конвеєра і несучих засобів, що є небажаним, оскільки конвеєр і несучі засоби після видачі кінцевих картонних пляшок повинні повторно завантажуватися новими відкритими картонними пляшками для виконання вищеописаних етапів. Однак не дуже легко підтримувати гігієнічні умови в станції кінцевого згинання. Це, зокрема, є результатом всіх вільних частинок, наприклад паперового пилу, які утворюються в зв'язку з операцією кінцевого згинання. Крім того, ці частинки можуть поширюватися на інші частини пакувальної машини і також там ставити під загрозу необхідні умови. В результаті цього потрібні відносно часті зупинки для виконання чищення і стерилізації машини. Додатково, станція кінцевого згинання є відносно ненадійною в порівнянні з іншими станціями пакувальної машини, зокрема, внаслідок механічної складності засобів кінцевого згинання. Коли помилка, така як затор, відбувається в станції кінцевого згинання, потрібне зовнішнє втручання для виправлення помилки. У зв'язку з цим, пакувальна машина повинна бути зупинена. Крім того, зовнішнє втручання часто приводить до порушення умов в станції кінцевого згинання і, ймовірно, також в інших частинах пакувальної машини. Отже, за будь-якою такою операцією повинна йти операція чищення і стерилізації машини, яка займає багато часу. У результаті це приводить до значного часу простою машини. СУТЬ ВИНАХОДУ Метою даного винаходу є забезпечення пакувальної машини і способу упаковування, які щонайменше частково виключають потенційні обмеження попереднього рівня техніки. Основна ідея винаходу полягає в захисті необхідних умов в різних частинах пакувальної машини за допомогою обмеження області для кінцевого згинання упаковок, причому ця область тим самим відділена від інших частин пакувальної машини, також від конвеєра для транспортування упаковок через машину. Завдяки такому обмеженню може допускатися більш низький ступінь гігієни в області для кінцевого згинання упаковок. Отже, кількість необхідних операцій чищення і 1 UA 104035 C2 5 10 15 20 25 30 35 40 45 50 55 60 стерилізації машини буде зменшуватися, що, в свою чергу, буде збільшувати тривалість роботи машини. Пакувальна машина і спосіб упаковування для досягнення вищеописаної мети визначені в прикладеній формулі винаходу і розглянуті нижче. Пакувальна машина відповідно до даного винаходу містить зону заповнення для заповнення упаковок через їх відповідний відкритий кінець, зону запечатування для запечатування вказаного відповідного відкритого кінця упаковок після заповнення, зону кінцевого згинання для формування упаковок після запечатування і конвеєр для транспортування упаковок через вказані зони в напрямку транспортування. Пакувальна машина відрізняється тим, що конвеєр розташований таким чином, щоб пройти зовні зони кінцевого згинання і замість цього пройти через проміжну зону для транспортування упаковок через зону кінцевого згинання. Додатково, вона відрізняється тим, що вона містить засіб для підтримування першого тиску в зоні запечатування, другого тиску в зоні кінцевого згинання і третього тиску в проміжній зоні. Перший і третій тиск вищі, ніж другий тиск, який, в свою чергу, вищий, ніж четвертий тиск, що переважає зовні пакувальної машини. Звичайно, пакувальна машина може використовуватися застосовно до різних типів упаковок, таких як картонні пляшки вищеописаного типу. Оскільки конвеєр виключений із зони кінцевого згинання, він захищений від навколишнього середовища, переважаючого в ній, причому навколишнє середовище повинне бути чистіше, ніж зовнішнє середовище, але може мати меншу ступінь гігієни, ніж інша частина машини, наприклад, внаслідок паперового пилу й інших вільних частинок, що є там, і утвореного в зв'язку з операцією кінцевого згинання. Менша ступінь гігієни також може бути результатом зовнішнього втручання, при ручних операціях, в зону кінцевого згинання, необхідного для виправлення помилки, яка виникала там. Навіть якщо конвеєр розташований таким чином, щоб пройти зовні зони кінцевого згинання, він як і раніше може транспортувати упаковки через неї, оскільки упаковки виступають від конвеєра і в зону кінцевого згинання з проміжної зони, при цьому частина упаковок розміщується в проміжній зоні, тоді як інша частина упаковок розміщується в зоні кінцевого згинання. Зона кінцевого згинання, проміжна зона і зона запечатування відділені або розмежовані одна від одної за допомогою підтримки різного тиску в різних зонах. Оскільки тиск в зоні кінцевого згинання нижчий, ніж тиск в зоні запечатування і проміжній зоні, запобігається потрапляння пилинок із зони кінцевого згинання в зону запечатування і проміжну зону. Це означає, що кількість частих запланованих зупинок для виконання чищення і стерилізації машини може бути зменшена. Це також означає, що коротка зупинка пакувальної машини, що не вимагає будь-яких подальших операцій чищення і стерилізації, може бути достатньою в зв'язку із зовнішнім втручанням в пакувальну машину, наприклад, для виправлення помилки. У результаті, це збільшує продуктивність машини. Більше того, оскільки тиск зовні пакувальної машини нижчий, ніж тиск в пристрої кінцевого згинання, запобігти протіканню "нечистого" навколишнього повітря в зону кінцевого згинання зовні пакувальної машини. Природно, це сприяє підтримці гігієнічних умов пакувальної машини. Відповідно до одного варіанта здійснення даного винаходу пакувальна машина додатково містить станцію видачі для видачі запечатаних, заповнених і сформованих упаковок, при цьому засоби для підтримування тиску додатково виконані з можливістю підтримки п'ятого тиску в станції видачі, яка вища, ніж четвертий тиск, що переважає зовні пакувальної машини, і нижче, ніж другий і третій тиск в зоні кінцевого згинання і проміжній зоні, відповідно. Станція видачі розміщує засоби для збирання сформованих упаковок із зони кінцевого згинання і подачі їх назовні пакувальної машини. Аналогічно засобам кінцевого згинання, ці збиральні і подавальні засоби є відносно механічно складними і, отже, відносно ненадійними. Таким чином, зовнішнє втручання відносно часто потрібне для виправлення помилки з подальшим ризиком повторного забруднення навколишнього середовища в станції видачі. Крім того, навіть при нормальному налагодженому стані не дуже легко підтримувати гігієнічні умови в станції видачі, зокрема, внаслідок її сполучення із зовнішнім середовищем. Однак завдяки забезпеченню вищезгаданих відносин між п'ятим тиском в станції видачі і другим, третім і четвертим тиском буде запобігатися потрапляння пилинок в станції видачі в зону кінцевого згинання і проміжну зону і порушення необхідних умов там. Замість цього вони будуть спонукатися переміщуватися з пакувальної машини. Пакувальна машина згідно з винаходом може бути виконана таким чином, що зона кінцевого згинання займає її верхню частину, а проміжна зона займає її нижню частину, при цьому вказана нижня частина розташована нижче вказаної верхньої частини. Цей варіант здійснення 2 UA 104035 C2 5 10 15 20 25 30 35 40 45 50 55 означає, що конвеєр розташований таким чином, щоб пройти нижче зони кінцевого згинання, і що упаковки розташовані таким чином, щоб виступати в зону кінцевого згинання знизу. Відповідно до одного варіанта здійснення даного винаходу проміжна зона також займає ділянку пакувальної машини, розташовану між зоною запечатування і вказаними верхньою і нижньою частинами пакувальної машини, при цьому проміжна зона тим самим розмежовує зону кінцевого згинання від зони запечатування. Ця конструкція додатково сприяє підтримці необхідних умов в різних зонах пакувальної машини. Відповідно до одного варіанта здійснення даного винаходу засіб для підтримування різного тиску в різних зонах включає в себе подавальний пристрій для подачі потоку очищеного повітря в пакувальну машину зовні зони кінцевого згинання і відділяючий пристрій для фізичного розмежування зони кінцевого згинання від інших зон. Крім того, відділяючий пристрій має отвір для забезпечення можливості проходження упаковок через зону кінцевого згинання. Повітря, що забезпечується в пакувальну машину, може мати різні ступені чистоти залежно від конкретного застосування. Як приклад, повітря, що підлягає забезпеченню в пакувальну машину, може бути стерильним для того, щоб була можливість одержати асептичні і гігієнічні умови в частинах пакувальної машини. Отвір відділяючого пристрою може бути утворений декількома різними способами. Як приклад, отвір може бути утворений у вигляді щілини у відділяючому пристрої для розміщення упаковок, виступаючих від конвеєра. Відповідно до одного варіанта здійснення даного винаходу відділяючий пристрій містить першу перегородку і другу перегородку, що розмежовують зону кінцевого згинання від проміжної зони. Використання перегородок для цієї мети забезпечує механічно просту конструкцію згідно з винаходом, яка є відносно легкою для чищення. Вищеописані перегородки можуть бути розташовані декількома різними способами. Як приклад, перша перегородка може пройти по суті перпендикулярно відносно напрямку транспортування, тоді як друга перегородка може пройти по суті паралельно відносно напрямку транспортування. Крім того, перша перегородка може пройти від верхньої стінки до нижньої стінки пакувальної машини, тоді як друга перегородка може пройти від першої перегородки в напрямку транспортування. Більше того, перша і друга перегородки можуть пройти по суті по всьому протягу від однієї бічної стінки до іншої бічної стінки пакувальної машини. Вищенаведені ознаки і їх комбінації забезпечують особливо механічно просту конструкцію пакувальної машини відповідно до даного винаходу. Відповідно до одного варіанта здійснення даного винаходу пакувальна машина додатково містить дверцята в області зони кінцевого згинання для зовнішнього доступу до неї. Як було згадано у введенні, якщо пакувальна машина відмовляє, це нерідко внаслідок помилки в зоні кінцевого згинання. Цей варіант здійснення є переважним, оскільки він забезпечує легкий доступ в зону кінцевого згинання і забезпечує швидке і безперешкодне виправлення такої помилки. У свою чергу, це збільшує продуктивність машини. Крім того, як згадано вище, оскільки конструкція пакувальної машини є такою, що тиск в зоні кінцевого згинання вищий, ніж тиск зовні, й нижчий, ніж тиск зони запечатування і тиск проміжної зони, відкривання цих дверцят не приводить до порушення гігієнічних і, ймовірно, асептичних умов в різних частинах пакувальної машини. Замість цього, коли дверцята відкриті, пилинки із зони кінцевого згинання можуть видуватися з пакувальної машини через дверцята. Більше того, надмірний тиск в зоні кінцевого згинання являє собою перешкоду для входу зовнішнього повітря в зону кінцевого згинання і тим самим в пакувальну машину. Тим самим не потрібно, щоб за зовнішнім доступом в зону кінцевого згинання пакувальної машини згідно з винаходом слідувала операція чищення і стерилізації машини, яка займає багато часу і трудомістка, що є величезною перевагою з економічної точки зору. Спосіб упаковування відповідно до даного винаходу включає заповнення, в зоні заповнення, упаковок через їх відповідний відкритий кінець, запечатування, в зоні запечатування, вказаного відповідного відкритого кінця упаковок після заповнення, формування, в зоні кінцевого згинання, упаковок після запечатування і транспортування упаковок на конвеєрі через вказані зони в напрямку транспортування. Зони містяться в пакувальній машині. Спосіб упаковки відрізняється тим, що він додатково включає проходження конвеєра зовні зони кінцевого згинання і замість цього його проходження через проміжну зону для транспортування упаковок через зону кінцевого згинання. Додатково, він відрізняється тим, що він містить підтримування першого тиску в зоні запечатування, другого тиску в зоні кінцевого згинання і третього тиску в проміжній зоні. Перший і третій тиск вищий, ніж другий тиск, який, в свою чергу, вищий, ніж четвертий тиск, що переважає зовні пакувальної машини. 3 UA 104035 C2 5 10 15 20 25 30 35 40 45 50 55 60 Відмітні особливості, розглянуті у взаємозв'язку з пакувальною машиною згідно з винаходом, звичайно, є переносимими на спосіб упаковування згідно з винаходом. Крім того, ці відмітні особливості, звичайно, можуть комбінуватися в одному і тому ж варіанті здійснення. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Фіг. 1 являє собою схематичний вигляд збоку частини пакувальної машини відповідно до даного винаходу. Фіг. 2 - схематичний поперечний переріз пакувальної машини згідно з фіг. 1, взятий по лінії А-А. Фіг. 3 - схематичний подовжній переріз частини пакувальної машини згідно з фіг. 1, взятий по лінії В-В. Фіг. 4 являє собою схематичний вигляд збоку секції частини пакувальної машини, показаний на фіг. 1. Фіг. 5 відповідає фіг. 2 і схематично показує альтернативний варіант здійснення даного винаходу. Фіг. 6 відповідає фіг. 3 і схематично показує вказаний альтернативний варіант здійснення разом з фіг. 5. ДОКЛАДНИЙ ОПИС Надалі, термін (відповідний або подібний) "стерильний" прийнятий для позначення того, що упаковка, після стерилізації, набуває ступінь стерилізації, який позначається комерційно стерильним. На фіг. 1 показана пакувальна машина 1 (не показана повністю) відповідно до одного варіанта здійснення даного винаходу для виготовлення заповнених кінцевих упаковок в формі картонних пляшок спочатку описаного типу. Пакувальна машина 1 призначена для стерилізації в газовій фазі картонних пляшок до їх заповнення, запечатування і згинання. З цією метою пакувальна машина 1 містить зону 3 попереднього нагрівання, зону 5 насичення газом, зону 7 вентилювання, зону 9 заповнення, зону 11 запечатування, зону 13 кінцевого згинання і проміжну зону 15. Додатково, пакувальна машина 1 містить нескінченний конвеєр 17 для транспортування картонних пляшок 19 через різні зони в напрямку Т транспортування, при цьому конвеєр повертається назад через пакувальну машину в зворотному напрямку, який по суті є протилежним напрямку Т транспортування (не показаний на фіг. 1). Зони 3-9 розташовані в ряд, в кінці якого розташовані зона 11 запечатування, зона 13 кінцевого згинання і проміжна зона 15, як показано на фігурі. Проміжна зона 15 проходить нижче зони 13 кінцевого згинання, між зоною кінцевого згинання і зоною 11 запечатування і за зоною 11 запечатування, якщо дивитися в напрямку фіг. 1. Конкретне продовження проміжної зони 15 показане в одночасно шведській патентній заявці, що знаходиться на розгляді, поданій заявником в ту ж дату, як і дана заявка, і озаглавленої "Пакувальна машина і спосіб упаковування II" (SE-0900910-1), причому заявка включена в даний опис шляхом посилання. Конвеєр проходить через всі зони, крім зони 13 кінцевого згинання, яка буде додатково розглянута надалі. Крім того, пакувальна машина 1 є "відкритою" по суті і має станцію 21 подачі і станцію 23 видачі для картонних пляшок 19, які є відкритими у зовнішнє середовище машини. Станція 23 видачі розміщує засоби (не показано) для збирання зігнутих упаковок із зони 13 кінцевого згинання і подачі їх назовні пакувальної машини. Станції подачі і видачі не будуть описуватися детально тут. Те ж саме стосується конструкції 25, що містить серед іншого прохід 27, що проходить в пакувальну машину таким чином, щоб охоплювати зону 11 запечатування, для подачі стерильного повітря в іншу частину пакувальної машини 1, конструкція якого детально описана в одночасно шведській патентній заявці, що знаходиться на розгляді, поданій заявником в ту ж дату, як і дана заявка, і озаглавленої "Пристрій для забезпечення очищеного повітря" (SE-0900908-5), причому заявка включена в даний опис шляхом посилання. Границі між зонами і зонами і станціями були показані пунктирними лініями на фігурах. Для ілюстративних цілей, як очевидно з фігури, пакувальна машина 1 була відкрита (бічна стінка S була частково видалена) в області зони 13 кінцевого згинання, проміжної зони 15 і станції 23 видачі. Як визначено назвою, картонні пляшки 19 подаються, з їх нижніми кінцями 29 відкритими, в пакувальну машину 1 через станцію 21 подачі, де вони розташовуються перевернутими вгору дном, з їх відповідним нижнім кінцем 29, спрямованим вгору, в несучих засобах 31, прикріплених до конвеєра 17. Розташовані таким чином картонні пляшки потім переміщуються через зони 3, 5 і 7 для стерилізації. У зоні 5 насичення газом картонні пляшки 19 піддаються дії газоподібного перекису водню. Для запобігання конденсації перекису водню на поверхні картонних пляшок в зоні 5 насичення газом, яка затримує подальше переміщення, картонні пляшки нагріваються в зоні 3 попереднього нагрівання до температури вище температури конденсації газу перекису водню. У зоні 7 вентилювання картонні пляшки піддаються дії 4 UA 104035 C2 5 10 15 20 25 30 35 40 45 50 55 60 стерильного гарячого повітря для того, щоб видалити перекис водню, який залишається в і на картонних пляшках. Ця операція стерилізації описана детальніше в одночасно шведській патентній заявці, що знаходиться на розгляді, поданій заявником в ту ж дату, як і дана заявка, і озаглавленої "Пристрій і спосіб стерилізації упаковок" (SE-0900907-7), причому заявка включена в даний опис шляхом посилання. Після стерилізації картонні пляшки подаються в зону 9 заповнення для заповнення необхідним продуктом, зону 11 запечатування для запечатування дна і зону 13 кінцевого згинання, і, тим самим, проміжну зону 15 для кінцевого формування. На закінчення, кінцеві, заповнені картонні пляшки видаються з пакувальної машини 1 через станцію 23 видачі. Для того щоб не було ризику повторного забруднення картонних пляшок або щонайменше їх внутрішньої частини, після піддавання дії стерилізуючого агента, важливо підтримувати асептичне навколишнє середовище щонайменше у верхній частині пакувальної машини 1 від зони 7 вентилювання до зони 11 запечатування, тобто доти, доки картонні пляшки 19 остаточно не запечатаються. Ця верхня частина проходить приблизно зверху конвеєра 17 до верху пакувальної машини 1 і призначена для розміщення нижніх кінців 29 картонних пляшок 19, коли вони транспортуються через установку 1. Ця верхня частина називається асептичною зоною AZ і показана на фіг. 1 (заштрихована область). Нескінченний конвеєр 17 з несучими засобами 31, після подачі кінцевих картонних пляшок на станцію 23 видачі, виконаний з можливістю зворотного переміщення через пакувальну машину до станції 21 подачі для завантаження новими незавершеними картонними пляшками для обробки вищеописаним чином, без проміжного очищення, за винятком зв'язку із запланованими, регулярними виробничими зупинками, призначеними для чищення і стерилізації машини. У зв'язку з цим, також є важливим контролювати умови відносно гігієни, що підтримуються в іншій частині пакувальної машини, поза асептичною зоною. Зона 13 кінцевого згинання являє собою одну з частин пакувальної машини, де найбільш важко підтримувати гігієнічні умови. Це є наслідком операції кінцевого згинання, утворюючої паперовий пил й інші вільні частинки, які можуть порушувати гігієну в зоні кінцевого згинання, і також в інших частинах машини, якщо не зроблені запобіжні заходи. Станція 23 видачі являє собою іншу частину пакувальної машини, де відносно важко підтримувати гігієнічні умови. Це є наслідком станції видачі, що є відкритою у зовнішнє середовище для забезпечення можливості видачі упаковок, причому зовнішнє середовище не завжди є дуже чистим. Таким чином, частинки із зовнішньої частини можуть порушити необхідні умови в станції видачі й іншій частині пакувальної машини, якщо не зроблені запобіжні заходи. Крім того, якщо пакувальна машина не працює належним чином, це часто є наслідком такої проблеми, як затор, в зоні кінцевого згинання або станції видачі, тобто відмови засобів для виконання операції кінцевого згинання або видачі упаковок, причому ці засоби не будуть описані тут. Для розв'язання такої проблеми часто потрібна операція зовнішньої наладки. Таке зовнішнє втручання також може порушити гігієну в зоні кінцевого згинання, станції видачі і інших частинах пакувальної машини, якщо не зроблені належні заходи. На фіг. 2 схематично показаний поперечний переріз пакувальної машини 1, взятий по лінії А-А на фіг. 1. На фіг. 3 схематично показана частина подовжнього перерізу пакувальної машини 1, взятого по лінії В-В на фіг. 1, причому частина відповідає області зони 13 кінцевого згинання і частинам проміжної зони 15. На цих двох фігурах, які значною мірою спрощені (несуттєві елементи, зокрема, були опущені), показані відмітні ознаки даного винаходу детальніше. Як очевидно з цих фігур, пакувальна машина 1 містить відділяючий пристрій 33 (33a+33b) для фізичного відділення зони 13 кінцевого згинання від інших зон. Відділяючий пристрій включає в себе першу перегородку 33а, що проходить через пакувальну машину 1, перпендикулярно відносно напрямку Т транспортування, для розмежування зони 13 кінцевого згинання від проміжної зони 15 по суті у вертикальному напрямку. Перша перегородка 33а проходить від верхньої стінки 35 і на задану відстань до нижньої стінки 37 і на всьому протязі від однієї бічної стінки S до іншої бічної стінки S' пакувальної машини 1. Крім того, пристрій, який відділяє, включає в себе другу перегородку 33b, що проходить через пакувальну машину 1, паралельно відносно напрямку Т транспортування, для розмежування зони 13 кінцевого згинання від проміжної зони 15 по суті в горизонтальному напрямку. Насправді, з метою стоку, друга перегородка 33b розташована трохи нахиленою відносно горизонтального напрямку, що не буде додатково розглядатися тут. Друга перегородка 33b з'єднана з першою перегородкою 33а і проходить від неї на всьому протязі до пластини 39, що відділяє проміжну зону 15 від станції 23 видачі, і на всьому протязі від однієї бічної стінки S до іншої бічної стінки S' пакувальної машини 1. Пластина 39 проходить на всьому протязі від верхньої стінки 35 до нижньої стінки 37 і від бічної стінки S до іншої бічної стінки S' пакувальної машини. Однак для забезпечення 5 UA 104035 C2 5 10 15 20 25 30 35 40 45 50 55 можливості видачі остаточно сформованих упаковок пластина має отвір (не показаний) до станції 23 видачі. Відділяючий пристрій 33 має отвір 41 (41а+41b) для забезпечення можливості проходу картонних пляшок 19 через зону 13 кінцевого згинання. Переважно, отвір є настільки маленьким, наскільки це можливо, і пристосований до конкретної форми упаковок і шляху конвеєра. Природно, отвір 41 проходить як через першу, так і другу перегородку, 33а і 33b, відповідно. У першій перегородці 33а він має форму прямокутної щілини 41а, що проходить від з'єднувальної лінії 43 між перегородками на задану відстань до верхньої стінки 35 пакувальної машини 1. В другій перегородці 33b він має форму J-подібної щілини 41b, що проходить від з'єднувальної лінії 43 до пластини 39. Оскільки несучі засоби 31 є пустими після видачі упаковок на станції 23 видачі, щілина не є необхідною для зворотного напрямку конвеєра. Зона 11 запечатування відділена від проміжної зони 15 стінкою проходу 27 конструкції 25. Як згадано вище, конвеєр 17 розташований таким чином, щоб пройти зовні зони 13 кінцевого згинання і замість цього через проміжну зону 15 для транспортування картонних пляшок 19 через зону кінцевого згинання. Відповідно до цього конвеєр проходить нижче другої перегородки 33b і копіює траєкторію щілини 41b, утвореної в ній, таким чином, що картонні пляшки, коли розташовані в несучих засобах 31 на конвеєрі, виступають через щілину і в зону 13 кінцевого згинання. Наскільки буде великою частина картонних пляшок, яка виступає в зону кінцевого згинання, природно залежить від відстані між конвеєром і другою перегородкою. Пакувальна машина містить дверцята 45 (показані тільки на фіг. 2 і 4) в області зони 13 кінцевого згинання для легкого зовнішнього доступу до них. Ці дверцята складаються з секції бічної стінки S, причому ця секція шарнірно з'єднана з верхньою стінкою 35 пакувальної машини 1. Дверцята 45 показані на фіг. 2 в їх відкритому положенні, а на фіг. 4 - в їх закритому положенні. Фіг. 4 є аналогічною фіг. 1, але показує тільки частину пакувальної машини 1, що відповідає зоні 13 кінцевого згинання, частини проміжної зони 15 і станцій 23 видачі в невідкритому стані. Під час нормальної роботи пакувальної машини 1 дверцята 45 закриті. Однак, якщо виникає функціональна помилка в пакувальній машині 1, більш конкретно в їх зоні 13 кінцевого згинання, то дверці 45 можуть бути легко відкриті для швидкого доступу до зони кінцевого згинання і тим самим - до засобів кінцевого згинання для безперешкодного виправлення помилки. Вищезазначена конструкція 25 для подачі стерильного повітря разом з відділяючим пристроєм 33, пластиною 39 і стінкою проходу 27 утворює перепади тиску всередині пакувальної машини 1. Більш конкретно, перший тиск Р1 підтримується в зоні 11 запечатування, і третій тиск Р3, що підтримується в проміжній зоні 15, вищий, ніж другий тиск Р2, що підтримується в зоні 13 кінцевого згинання, який вище, ніж п'ятий тиск Р5, що підтримується в станції 23 видачі, який, в свою чергу, вищий, ніж четвертий тиск Р4, що переважає зовні пакувальної машини 1. Крім того, тиск в зоні запечатування вищий, ніж тиск в проміжній зоні, що означає, що виконується наступна умова: Р1>Р3>Р2>Р5>Р4. Це відношення приводить до наступного мимовільного потоку через пакувальну машину, коли дверцята закриті: зона запечатування - проміжна зона - зона кінцевого згинання - станція видачі - зовнішнє середовище машини. Коли дверцята відкриті, замість цього буде мати місце наступний потік: зона запечатування - проміжна зона - зона кінцевого згинання - зовнішнє середовище машини (можливо через станцію видачі). Таким чином, як пояснено вище, важливо контролювати гігієнічні умови в пакувальній машині зовні асептичної зони. Завдяки відділенню зони 13 кінцевого згинання (і також станції видачі) від іншої частини пакувальної машини раніше описаним чином є можливим одержати вищезгаданий режим тиску. У свою чергу, цей режим тиску приводить до того, що запобігти потраплянню будь-яких вільних частинок, таких як пил, що утворюються в зоні кінцевого згинання, в проміжну зону 15 і зону 11 запечатування і тим самим в інші зони. Оскільки конвеєр проходить не через зону кінцевого згинання, а через Проміжну зону, також він і несучі засоби будуть захищені. Крім того, якщо необхідно одержати доступ до зони кінцевого згинання зовні, наприклад, для виправлення помилки в ній, це може бути легко виконано за допомогою відкривання дверцят 45 для доступу. Внаслідок вищого тиску в зоні кінцевого згинання, в порівнянні із зовнішнім тиском, таке відкривання дверцят буде приводити до того, що повітря автоматично протікає зсередини зони кінцевого згинання назовні, а не навпаки. Тим самим запобігти потраплянню брудного повітря в пакувальну машину. Проте, якщо частинки повинні вводитися зовні в зону кінцевого згинання в зв'язку з виправленням помилки, було б запобігти потраплянню цих частинок в проміжну зону і зону запечатування внаслідок переважаючого режиму тиску. Таким чином, операції чищення або стерилізації машини автоматично не будуть бути необхідними після зовнішнього втручання в пакувальну машину відповідно до даного 6 UA 104035 C2 5 10 15 20 25 30 35 40 винаходу. Таким чином, коротка зупинка пакувальної машини може бути достатньою для виправлення помилки. Вищеописаний варіант здійснення потрібно розглядати тільки як приклад. Фахівець в даній галузі повинен розуміти, що цей варіант здійснення може бути модифікований і змінений множиною способів, не відступаючи від ідеї винаходу. Як приклад, у вищеописаному варіанті здійснення дверцята виконані як частина бічної стінки пакувальної машини. Звичайно, дверцята можуть бути виконані альтернативними способами. Наприклад, вони можуть бути виконані як частина верхньої стінки пакувальної машини. Крім того, відділяючий пристрій, що міститься в пакувальній машині відповідно до даних винаходів, не вимагає виконання вищезгаданим способом. Замість з'єднання одна з одною, перегородки можуть бути трохи відділені. Перегородки також можуть бути трохи відділені від бічної, верхньої, нижньої і торцевої стінок пакувальної машини. Відділяючий пристрій також може містити одну єдину перегородку з конфігурацією, пристосованою для досягнення необхідної мети, або більше ніж дві перегородки, що взаємодіють відповідним чином. Додатково, не потрібно, щоб перегородки були орієнтовані вищезгаданим чином. Відповідно до альтернативних варіантів здійснення перегородки можуть бути розташовані нахиленими відносно напрямку транспортування і напрямку, перпендикулярного йому, відповідно. Також, у вищеописаному прикладі продовження зони кінцевого згинання задане перегородками, пластиною і бічною і верхньою стінками пакувальної машини. Однак існує множина інших можливих рішень. Наприклад, пакувальна машина може містити додаткові перегородки для задавання продовження зони кінцевого згинання. Як приклад, пакувальна машина може містити третю перегородку 47, розташовану по суті перпендикулярно відносно першої і другої перегородок 33а' і 33b' (з альтернативними конструкціями) відповідно, тобто по суті паралельно бічним стінкам S і S', відповідно, пакувальної машини, як показано на фіг. 5 і 6. Ця третя перегородка 47 може пройти від першої перегородки 33а' до пластини 39 і від другої перегородки 33b' до верхньої стінки 35 пакувальної машини. Крім того, у вищеописаному прикладі проміжна зона охоплює зону кінцевого формування з двох сторін, при цьому проміжна зона відділяє зону кінцевого формування від нижньої стінки пакувальної машини у вертикальному напрямку і від зони запечатування в горизонтальному напрямку. Звичайно, інші конфігурації є можливими. Як приклад, перша перегородка 33а може бути розташована поруч зі стінкою проходу 27 таким чином, щоб проміжна зона не мала б місця між зонами запечатування і кінцевого згинання і зона кінцевого згинання сполучалася б безпосередньо із зоною запечатування. Вищезгаданий режим тиску є тільки ілюстративним, і альтернативи йому є можливими. Як приклад, тиск в зоні кінцевого згинання і станції видачі по суті можуть бути однаковими, тобто Р2=Р5. Також потрібно підкреслити, що не потрібно, щоб тиск в одній і тій же зоні або станції був постійним, і що він може змінюватися. На закінчення, пакувальна машина згідно з винаходом, звичайно, може використовуватися для виготовлення інших упаковок, ніж картонні пляшки. З метою спрощення, картонні пляшки, незалежно від таких операцій, які були виконані над ними, були зображені одним і тим же найпростішим чином на всіх фігурах. Потрібно підкреслити, що складові частини, що не є необхідними для опису даного винаходу, були опущені як на фігурах, так і в тексті, і що фігури виконані не відповідно до масштабу. 45 ФОРМУЛА ВИНАХОДУ 50 55 1. Пакувальна машина (1), що містить зону (9) заповнення для заповнення упаковок (19) через їх відповідний відкритий кінець (29), зону (11) запечатування для запечатування вказаного відповідного відкритого кінця упаковок після заповнення, зону (13) кінцевого згинання для формування упаковок після запечатування і конвеєр (17) для транспортування упаковок через вказані зони в напрямку (Т) транспортування, яка відрізняється тим, що конвеєр розташований таким чином, щоб проходити зовні зони кінцевого згинання і замість цього проходити через проміжну зону (15) для транспортування упаковок через зону кінцевого згинання, і вона додатково містить засоби для підтримування першого тиску (Р1) в зоні запечатування, другого тиску (Р2) в зоні кінцевого згинання і третього тиску (Р3) в проміжній зоні, при цьому перший і третій тиски вищі, ніж другий тиск, який, в свою чергу, вищий, ніж четвертий тиск (Р4), який переважає зовні пакувальної машини. 7 UA 104035 C2 5 10 15 20 25 30 35 40 45 50 55 2. Пакувальна машина (1) за п. 1, що додатково містить станцію (23) видачі для видачі запечатаних, заповнених і сформованих упаковок (19), при цьому вказані засоби додатково виконані з можливістю підтримки п'ятого тиску (Р5) в станції видачі, який вищий, ніж четвертий тиск (Р4), що переважає зовні пакувальної машини, і нижчий, ніж другий і третій тиски (Р2 і Р3) в зоні (13) кінцевого згинання і проміжній зоні (15), відповідно. 3. Пакувальна машина (1) за одним з пп. 1 або 2, в якій зона (13) кінцевого згинання займає її верхню частину, а проміжна зона (15) займає її нижню частину, при цьому вказана нижня частина розташована нижче вказаної верхньої частини. 4. Пакувальна машина (1) за п. 3, в якій проміжна зона (15) також займає її ділянку, розташовану між зоною (11) запечатування і її верхньою і нижньою частинами, при цьому проміжна зона розмежовує зону (13) кінцевого згинання від зони запечатування. 5. Пакувальна машина (1) за будь-яким з пп. 1-4, в якій вказаний засіб включає в себе подавальний засіб (25) для подачі потоку очищеного повітря в пакувальну машину зовні зони (13) кінцевого згинання і відділяючий пристрій (33) для фізичного розмежування зони кінцевого згинання від інших зон, при цьому вказаний відділяючий пристрій має отвір (41) для забезпечення можливості проходження упаковок (19) через зону кінцевого згинання. 6. Пакувальна машина (1) за п. 5, в якій відділяючий пристрій (33) містить першу перегородку (33а, 33а') і другу перегородку (33b, 33b'), що розмежовують зону (13) кінцевого згинання від проміжної зони (15). 7. Пакувальна машина (1) за п. 6, в якій перша перегородка (33а, 33а') проходить по суті перпендикулярно відносно напрямку (Т) транспортування, а друга перегородка (33b, 33b') проходить по суті паралельно відносно напрямку (Т) транспортування. 8. Пакувальна машина (1) за одним з пп. 6 або 7, в якій перша перегородка (33а, 33а') проходить від верхньої стінки (35) до її нижньої стінки (37), тоді як друга перегородка (33b, 33b') проходить від першої перегородки в напрямку (Т) транспортування. 9. Пакувальна машина (1) за будь-яким з пп. 6-8, в якій перша (33а) і друга (33b) перегородки проходять по суті на всьому протязі від однієї бічної стінки (S) до іншої бічної стінки (S') пакувальної машини. 10. Пакувальна машина (1) за будь-яким з пп. 1-9, що додатково містить дверцята (45) в області зони (13) кінцевого згинання для зовнішнього доступу до неї. 11. Спосіб упаковування, що включає заповнення, в зоні (9) заповнення, упаковок (19) через їх відповідний відкритий кінець (29), запечатування, в зоні (11) запечатування, вказаного відповідного відкритого кінця упаковок після заповнення, формування, в зоні (13) кінцевого згинання, упаковок після запечатування і транспортування упаковок на конвеєрі (17) через вказані зони в напрямку (Т) транспортування, при цьому вказані зони містяться в пакувальній машині (1), який відрізняється тим, що він додатково включає: проходження конвеєра зовні зони кінцевого згинання і замість цього його проходження через проміжну зону (15) для транспортування упаковок через зону кінцевого згинання, і підтримування першого тиску (Р1) в зоні запечатування, другого тиску (Р2) в зоні кінцевого згинання і третього тиску (Р3) в проміжній зоні, при цьому перший і третій тиски вищі, ніж другий тиск, який, в свою чергу, вищий, ніж четвертий тиск (Р4), що переважає зовні пакувальної машини. 12. Спосіб упаковування за п. 11, що додатково включає видачу, на станції (23) видачі, запечатаних, заповнених і сформованих упаковок (19) і підтримку п'ятого тиску (Р5) в станції видачі, який вищий, ніж четвертий тиск (Р4), що переважає зовні пакувальної машини, і нижчий, ніж другий і третій тиски (Р2 і Р3) в зоні (13) кінцевого згинання і проміжній зоні (15), відповідно. 13. Спосіб упаковування за одним з пп. 11 або 12, що включає подачу потоку очищеного повітря в пакувальну машину (1) зовні зони (13) кінцевого згинання і забезпечення відділяючого пристрою (33) для фізичного розмежування зони кінцевого згинання від інших зон, при цьому вказаний відділяючий пристрій має отвір (41) для забезпечення можливості проходження упаковок (19) через зону кінцевого згинання. 14. Спосіб упаковування за п. 13, в якому відділяючий пристрій (33) містить першу перегородку (33а) і другу перегородку (33b), що розмежовують зону (13) кінцевого згинання від проміжної зони (15). 15. Спосіб упаковування за будь-яким з пп. 11-14, що додатково включає забезпечення дверцят (45) в області зони (13) кінцевого згинання для зовнішнього доступу до неї. 8 UA 104035 C2 9 UA 104035 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюPackaging machine and packaging method
Автори англійськоюLindblad, Ulf, Olsson, Jenny
Автори російськоюЛиндблад Ульф, Ольссон Дженни
МПК / Мітки
МПК: B65B 31/00, B65B 55/00
Мітки: спосіб, упаковування, пакувальна, машина
Код посилання
<a href="https://ua.patents.su/12-104035-pakuvalna-mashina-i-sposib-upakovuvannya.html" target="_blank" rel="follow" title="База патентів України">Пакувальна машина і спосіб упаковування</a>
Спосіб упаковування кави та пакувальна машина для упаковування кави
Номер патенту: 86394
Опубліковано: 27.04.2009
Автори: Белльманн Йоахім, Флігер Юрген
МПК: B65D 75/52, B31B 1/00, B65B 61/18
Мітки: спосіб, пакувальна, машина, кави, упаковування
Формула / Реферат:
1. Спосіб упаковування кави, в якому каву заповнюють у внутрішній мішок, і зовнішні обгортки транспортують в машинному напрямку і обгортають навколо внутрішнього мішка до або після заповнення кави у внутрішній мішок, причому на зовнішню обгортку наносять відривні стрічки під кутом до машинного напрямку.2. Спосіб за п. 1, в якому відривні стрічки наносять в напрямку, по суті перпендикулярному машинному напрямку.3. Спосіб за п. 1...
Обертова багатокліпсаторна платформна пакувальна система та спосіб упаковування ділянок продуктів з використанням цієї системи
Номер патенту: 100401
Опубліковано: 25.12.2012
Автори: Уіттлсі Томас Є., Мей Денніс Дж., Лоудер Меттью Д., Гріггс Самуель Д., Потіт Уілльям М.
МПК: B65B 9/10
Мітки: упаковування, ділянок, обертова, спосіб, платформна, пакувальна, продуктів, системі, використанням, цієї, багатокліпсаторна, система
Формула / Реферат:
1. Пакувальна система, що містить:обертову платформу, яка має вертикальну стійку;магістралі подачі повітря, які прикріплені до вертикальної стійки і включають першу і другу магістралі подачі повітря для кожного відповідного місця кліпсування; імножину рознесених по окружності кліпсаторів, встановлених на обертовій платформі, причому кожен кліпсатор включає вбудовані магістралі подачі повітря, які рознімно з'єднані з...
Спосіб виготовлення та пакувальна машина для виготовлення герметичних упаковок для розливних харчових продуктів із заготовок, попередньо вирізаних з листового пакувального матеріалу
Номер патенту: 79456
Опубліковано: 25.06.2007
Автори: Бенедетті Паоло, Ліндгрін Елф
МПК: A61L 2/20, B65B 55/04
Мітки: харчових, заготовок, пакувальна, матеріалу, попередньо, машина, вирізаних, упаковок, розливних, продуктів, пакувального, спосіб, виготовлення, герметичних, листового
Формула / Реферат:
1. Спосіб виготовлення герметичної упаковки для розливного харчового продукту із по суті трубчастої заготовки (2), яка попередньо вирізана з листового пакувального матеріалу і має відкриті протилежні кінці (3, 4), де згаданий спосіб включає етапи:- подавання згаданої заготовки (2) на відповідну формуючу оправку (9);- заварювання одного кінця (3) згаданої заготовки (2) на згаданій оправці (9) з метою формування контейнера (6,...
Фасувально-пакувальна машина

Номер патенту: 54468
Опубліковано: 10.11.2010
Автори: Шаповал Ольга Михайлівна, Крестьянполь Олена Анатоліївна, Пальчевський Богдан Олексійович
МПК: B25B 19/00
Мітки: фасувально-пакувальна, машина
Формула / Реферат:
1. Фасувально-пакувальна машина для автоматичного дозування і пакування сипких матеріалів, що містить встановлені на рамі дозувальний блок з бункерами, дозаторами і лотком подачі відміряних доз, пакувальний блок з механізмом розмотування плівки, матеріалопровідною трубою, механізмом формування пакета, а також блок керування, яка відрізняється тим, що машина обладнана проміжним накопичувачем, виконаним у вигляді поворотної каруселі із...
Контррейка із притискною прокладкою, пристрій для термозварювання, запечатувальний/різальний пристрій, пакувальна машина
Номер патенту: 73494
Опубліковано: 15.08.2005
Автори: Маццетто Мауріціо, Пальмквіст Роланд, Мартелль Мартін, Схокрі Ебі
МПК: B65B 51/26, B29C 65/02, B65B 47/00
Мітки: пристрій, термозварювання, пакувальна, контррейка, притискною, машина, прокладкою
Формула / Реферат:
1. Контррейка із щонайменше однією притискною прокладкою, яка призначена для використання у пристрої для термозварювання шаруватого пакувального матеріалу, який складається з внутрішнього шару і зовнішніх шарів з термозварювального пластику і який використовується для упаковування рідкого або рідкотекучого продукту, яка відрізняється тим, що контррейка і притискна прокладка, кожна, виконані по суті з пластичного матеріалу.2. Контррейка...
Попередній патент: Модифікуючі командні послідовності
Наступний патент: Спосіб ймовірнісного стеганографування інформації
Випадковий патент: Безшатунний двигун внутрішнього згоряння