Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги
Номер патенту: 110397
Опубліковано: 25.12.2015
Автори: Марченко Анатолій Юхимович, Максимов Сергій Юрійович, Сидорук Володимир Степанович, Патон Борис Євгенович, Колєснік Георгій Фомич, Явдощин Ігор Романович
Формула / Реферат
1. Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги, при якому струм дуги в імпульсі збільшують, а в паузі зменшують, який відрізняється тим, що струм дуги в період імпульсу збільшують у 1,2 разу і більше порівняно із струмом на початку імпульсу, при цьому забезпечують самоплинну модуляцію завдяки реакції джерела струму на зміну довжини дуги і відповідно напруги дуги (адаптивна автомодуляція), що відбувається внаслідок періодичного зростання розмірів краплі розплавленого металу, яка утворюється на торці електрода, що плавиться під дією дуги у імпульсі, та відриву згаданої краплі від електрода і переносу її у металеву ванну у паузі.
2. Спосіб за п. 1, який відрізняється тим, що у разі короткого замикання електрода на металеву ванну через згадану краплю розплавленого металу струм, що протікає краплею, збільшують у 1,8…6 разів (імпульс струму короткого замикання) порівняно із струмом на початку короткого замикання.
3. Спосіб за п. 1, який відрізняється тим, що у разі використання джерела струму, яке має крутопадаючу статичну (зовнішню) вольт-амперну характеристику у вигляді лінії з ухилом відповідно до співвідношення в області робочих режимів:
![]() ;
;
на згаданому джерелі додатково встановлюють параметри його статичної (зовнішньої) вольт-амперної характеристики у вигляді пологопадаючої лінії з ухилом:
![]() .
.
4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що частота адаптивної автомодуляції параметрів дуги дорівнює частоті слідування актів процесу утворення, росту та переносу краплі електродного металу в металеву ванну.
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що щільність струму на електроді підтримують меншою за її перше критичне значення, коли процес крупнокрапельного переносу електродного металу у металеву ванну переходить у процес дрібнокрапельного переносу, але більшою, ніж її друге критичне значення, за яким інтенсивність теплопідводу від краплі в металеву ванну є меншою порівняно з інтенсивністю тепловідводу від металевої ванни у зварюваний виріб, внаслідок чого настає "примерзання" електрода до зварюваного виробу.
6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що довжину дугового проміжку підтримують меншою за максимальний розмір згаданої краплі розплавленого електродного металу у проміжку між кінцем електрода, що плавиться, і металевою ванною.
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що задану довжину дугового проміжку встановлюють шляхом задання товщини покриття електрода.
8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що електрод утримують обпираючись його кінцем на поверхню деталі, що зварюють (зварювання нахиленим або обпертим електродом).
9. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що електрод утримують у горизонтальному положенні (зварювання лежачим електродом).
Текст
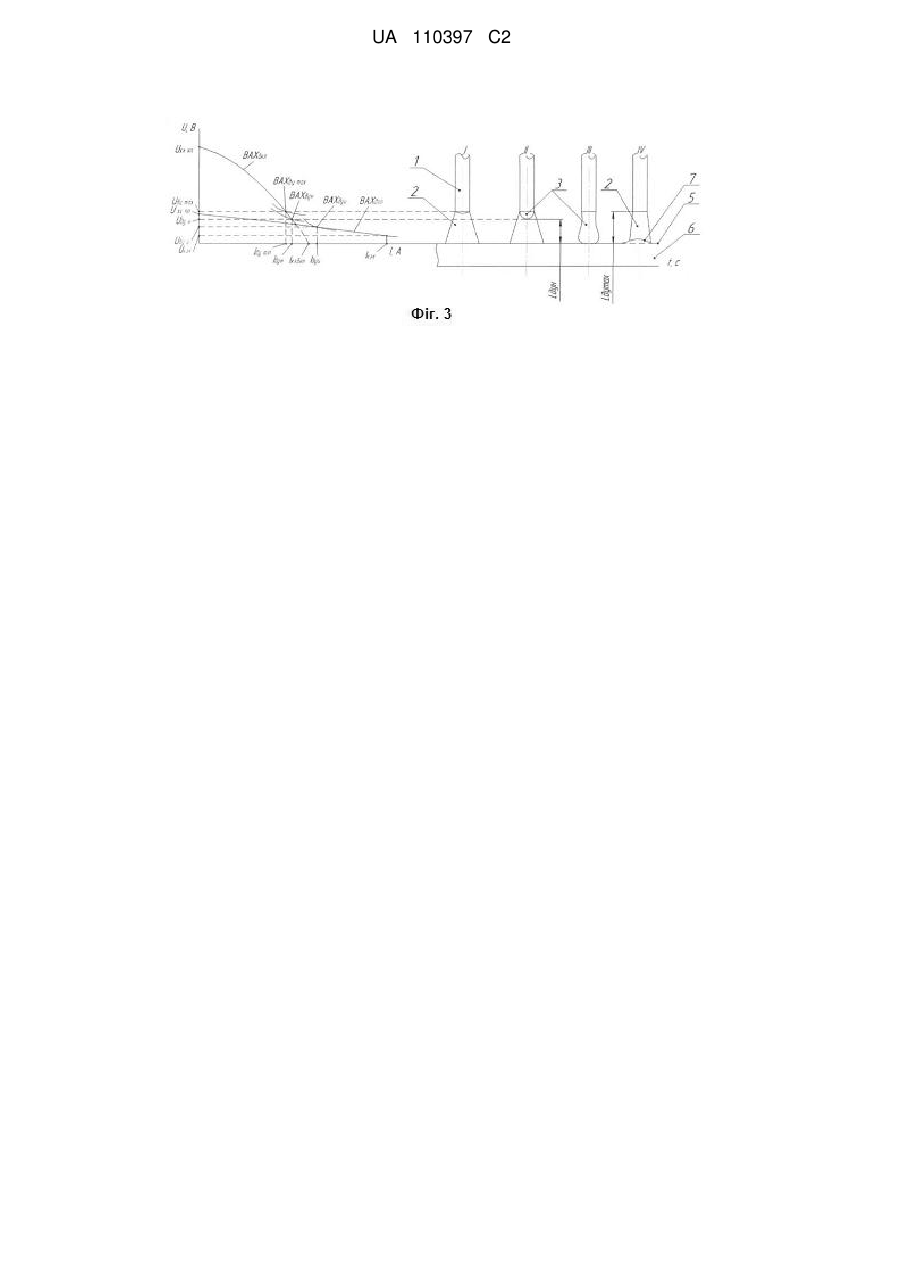
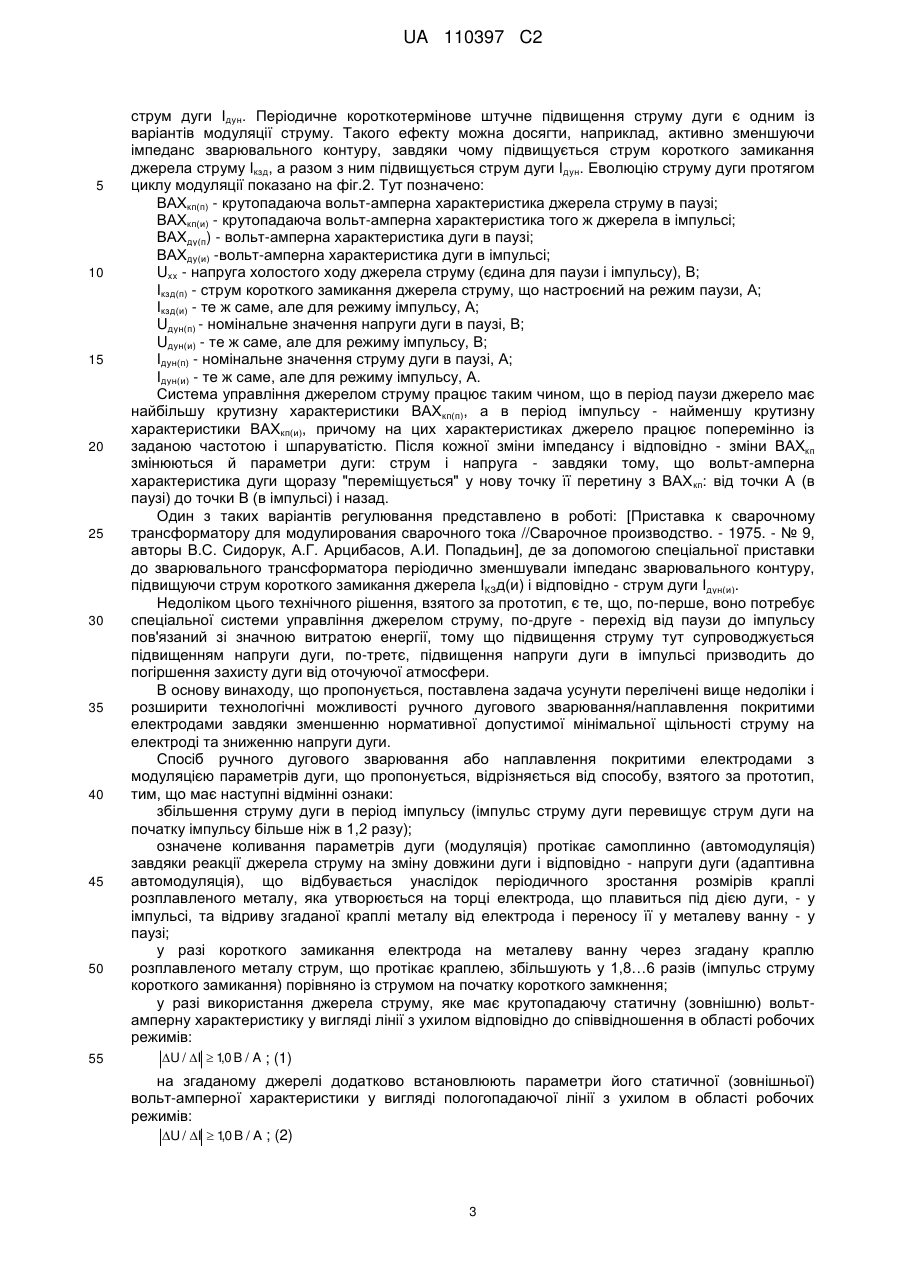
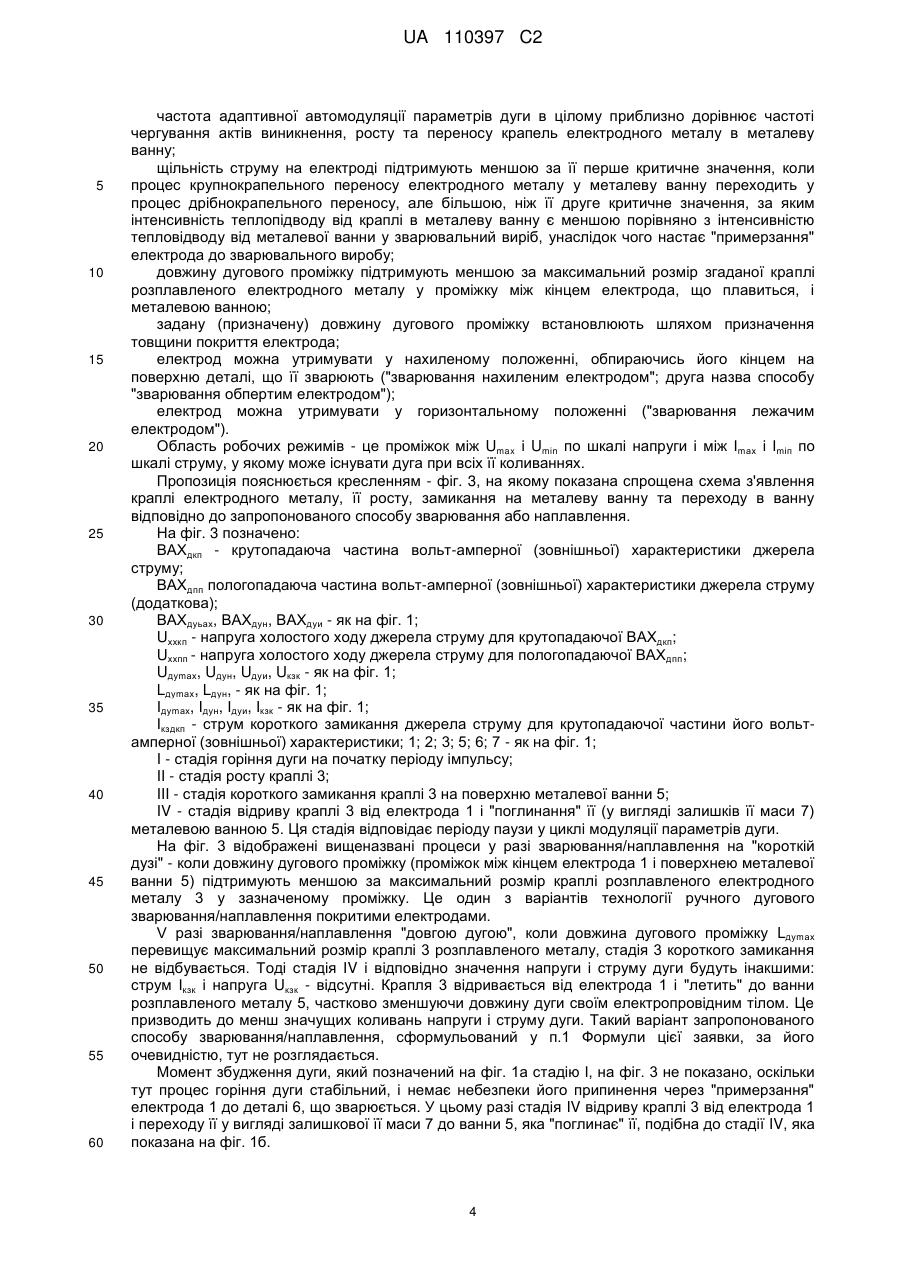
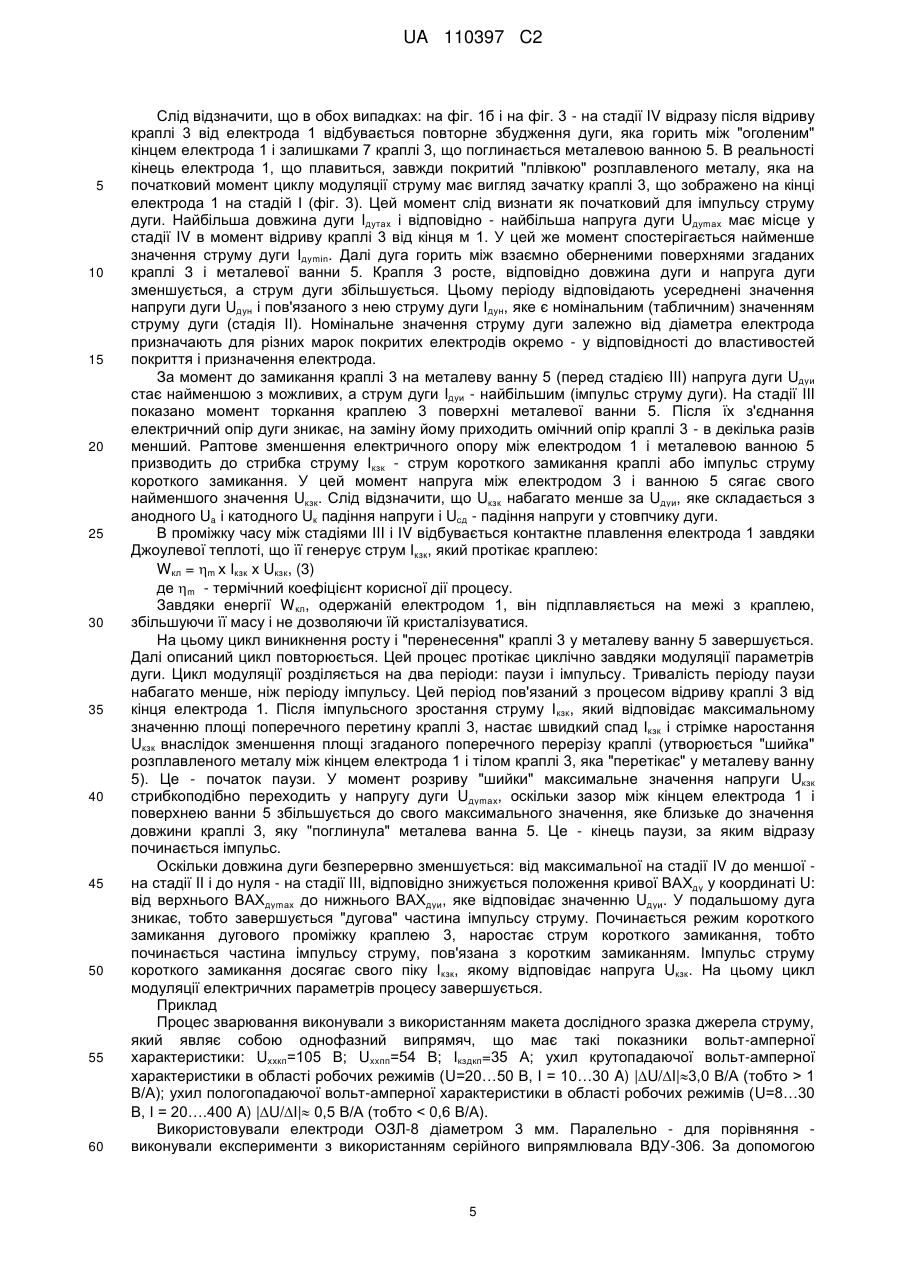
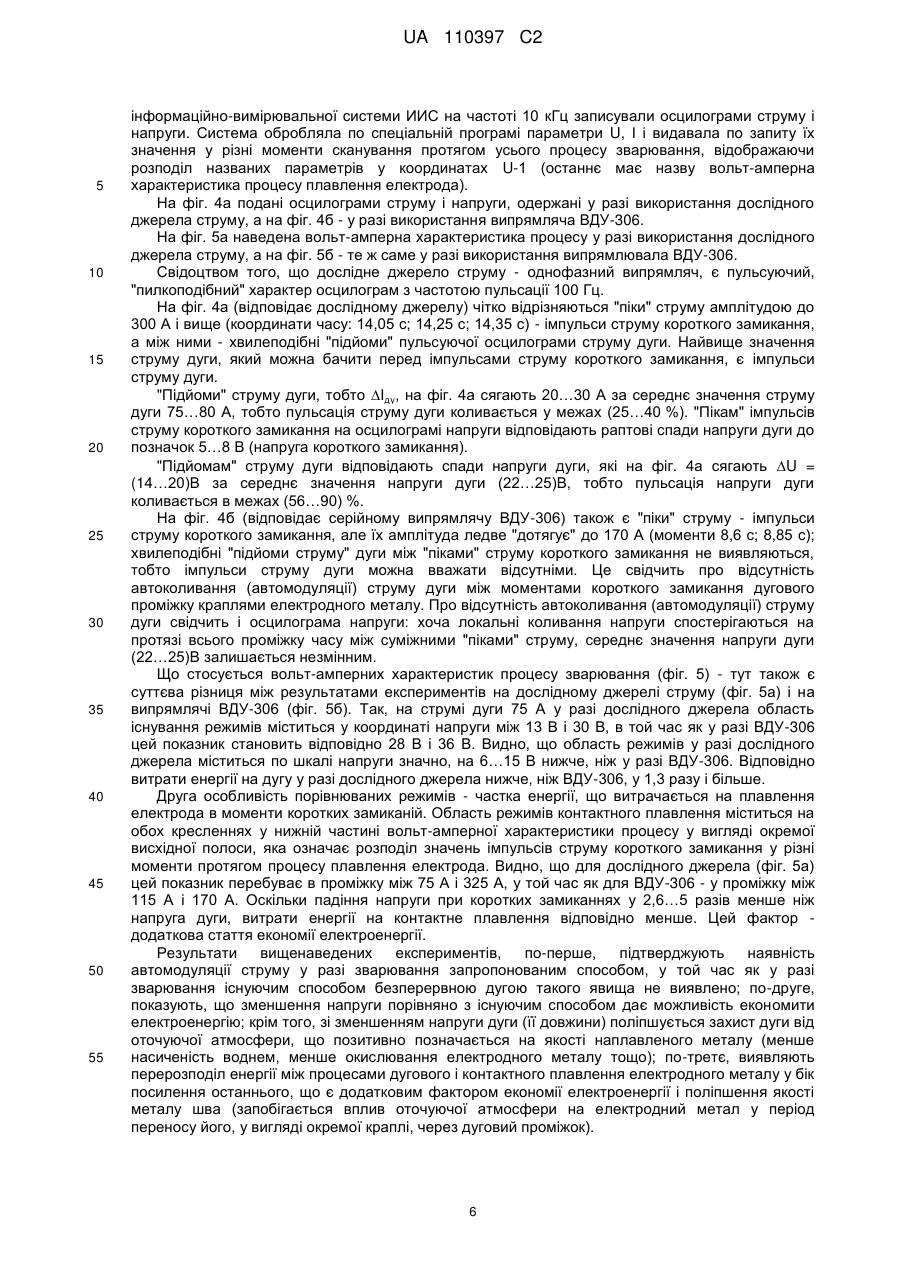
Реферат: Винахід належить до ручного дугового зварювання і наплавлення покритими електродами. Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги, при якому струм дуги в імпульсі збільшують, а в паузі зменшують. Струм дуги в період імпульсу збільшують у 1,2 разу і більше порівняно із струмом на початку імпульсу, при цьому забезпечують самоплинну модуляцію завдяки реакції джерела струму на зміну довжини дуги і відповідно напруги дуги (адаптивна автомодуляція), що відбувається внаслідок періодичного зростання розмірів краплі розплавленого металу, яка утворюється на торці електрода, що плавиться під дією дуги у імпульсі, та відриву згаданої краплі від електрода і переносу її у металеву ванну у паузі. Винахід забезпечує підвищення стійкості збудження дуги і стабільності її горіння; спрощення процесу зварювання в різних просторових положеннях, особливо у разі нерівномірного або підвищеного зазору між кромками основного металу, що їх зварюють; можливість заміни електродів меншого діаметра на електроди більшого діаметра, наприклад 3 мм замість 2 мм; економію електроенергії. UA 110397 C2 (12) UA 110397 C2 UA 110397 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до сфери дугового зварювання з модуляцією електричних параметрів дуги, зокрема ручного дугового зварювання покритими електродами. Відомо, що модуляція параметрів дуги дає різнобічний позитивний ефект щодо: кінетики плавлення і кристалізації електродного і основного металу; хімічного складу і форми зварного шва; механічних властивостей зварного з'єднання і т. д. (Дудко Д.А., Сидорук B.C., Зацерковный С.А., Тараборкин Л.А. Влияние параметров режима ручной дуговой сварки модулированным током на первичную структуру металла шва //Сварочное производство. - 1988. - № 5. - С. 1-3. Дудко Д.А., Сидорук B.C., Зацерковный С.А., Тараборкин Л.А., Махлин Н.М. Зависимость химического состава металла шва от параметров режима ручной дуговой сварки модулированным током. //Автоматическая сварка. - 1989. - № 3. - С. 49-52, і інш.). В основному модуляцію параметрів дуги при ручному зварюванні здійснюють шляхом активного керування вихідними параметрами джерела струму (Устройство для сварки переменным модулированным током, авторское свидетельство СССР № 1050826, заявлено 23.11.1981, опубликовано в БИ, 1983, № 40, авторы: Дудко Д.А., Сидорук B.C., Федотенков В.Г., Махлин Н.М., Великанов А.И., Надсадин Г.П.). У разі механізованого дугового зварювання з постійною швидкістю подавання електродного дроту і постійними вихідними параметрами джерела струму (тобто без керування ними) відоме явище автомодуляції електричних параметрів дуги, спричиненої нерівномірною швидкістю плавлення електрода (11. Сидорук B.C., Дудко Д.А., Двигун А.Ф. Автомодуляция тока при сварке под флюсом //Автоматическая сварка. - 1987. - № 5. - С. 25-28.). Що стосується ручного дугового зварювання ручними електродами, авторам не відомі технології з автомодуляцією електричних параметрів "ручної" дуги. Уважний аналіз кінетики плавлення штучних електродів і осцилограм струму і напруги дуги дозволяє припускати, що якась "мікроавтомодуляція" електричних параметрів дуги при цьому відбувається, але вона ефекту не створює, тому й досі невідома у технічній літературі. Разом з тим добре відомою закономірністю ручного дугового зварювання покритими електродами на невеликій щільності струму є періодичні короткі замикання дугового проміжку краплями електродного металу, які відображаються на осцилограмах струму теж періодичними "сплесками" струму у вигляді "піків", а на осцилограмах напруги - одночасних з ними "провалів" напруги до значень менше 10 В, тобто менших за мінімальні значення напруги дуги (див., наприклад, рисунок 2.6 на стор. 57 книги: Б.Е.Патон, В.К.Лебедев. Электрооборудование для дуговой и шлаковой сварки. - М.: Машиностроение, 1966). Відмічається, що такий механізм переходу крапель розплавленого металу від електрода до металевої ванни при ручному дуговому зварюванні подібний до переходу крапель при механізованому дуговому зварюванні у вуглекислому газі (СО2) - за умов обмеження швидкості наростання струму. Відмінність процесу ручного дугового зварювання від механізованого в СО 2 полягає в тому, що у першому випадку використовують джерело струму з крутопадаючою вольт-амперною (зовнішньою) характеристикою, яка має струм короткого замикання, що ненабагато перевищує струм дуги, а тому такі джерела не генерують значного струму на електроді у разі замикання міжелектродного проміжку краплями електродного металу, як це відбувається у другому випадку - при механізованому дуговому зварюванні у СО 2, де використовують джерела струму з пологопадаючою зовнішньою характеристикою. Використовувати таке джерело (з пологопадаючою характеристикою) для ручного дугового зварювання неможливо, оскільки воно не забезпечує стабільності дуги: разом із найменшим зниженням напруги струм різко "підскакує", і навпаки, тому дуга гасне. Існуючі джерела струму для ручного дугового зварювання/наплавлення з крутопадаючою зовнішньою характеристикою малопридатні для виконання вказаних робіт у разі досить малої 2 щільності струму на електроді (10 А/мм і менше). Після торкання краплею розплавленого металу поверхні металевої ванни інтенсивність тепловідводу від краплі у металеву ванну і далі у тіло зварюваного виробу може перевищувати інтенсивність теплопідводу у тому ж напрямку. Крапля охолоджується і кристалізується, з'єднуючи кінець електрода з металевою ванною, яка теж кристалізується. Відбувається так зване "примерзання" електрода до виробу. Вищевикладене ілюструється кресленнями фіг. 1, де на фіг. 1а показана спрощена схема виникнення краплі електродного металу, її росту і замикання на металеву ванну у разі малої щільності струму на електроді, а на фіг. 1б - те ж саме, але у разі підвищеної щільності струму на електроді. На кресленні позначено: ВАХкп - крутопадаюча вольт-амперна (зовнішня) характеристика джерела струму; 1 UA 110397 C2 5 10 15 20 25 30 35 40 45 50 55 60 ВАХдуmах - вольт-амперна характеристика дуги, яка відповідає максимальній довжині дуги (Lдуmах), котра з'являється у момент відриву краплі розплавленого електродного металу 3 від кінця електрода 1 - стадія IV на фіг. 1 б; ВАХдун - вольт-амперна характеристика дуги, яка відповідає номінальній довжині дуги (Lдун), отже - номінальній напрузі дуги Uдун; ВАХдуи - вольт-амперна характеристика дуги за момент до торкання краплею 3 поверхні металевої ванни 5; у цей момент струм дуги сягає свого максимуму - імпульс струму дуги Ідуи; Uxx - напруга холостого ходу джерела струму, В; Uдуmах - максимальна напруга дуги 2 у момент початкового її збудження (фіг. 1а) і у момент відриву краплі 3 від електрода 1 на початку паузи (фіг. 1б); Uдун - номінальне значення напруги дуги 2, В, яке відповідає номінальному значенню струму дуги Ідун, А; Uдуи - мінімальне значення напруги дуги 2, В за момент до торкання краплею 3 поверхні металевої ванни 5; йому відповідає Ідуи - імпульс струму, А; Uкзк - напруга короткого замикання краплею електродного металу 3 поверхні металевої ванни 5; йому відповідає імпульс струму короткого замикання Ікзк краплі 3 на поверхню металевої ванни 5; Lдуmах - максимальна довжина дуги у момент початкового її збудження (на фіг. 1а) і у момент відриву краплі розплавленого електродного металу 3 від кінця електрода 5 (фіг. 1б), мм; Lдун - номінальна довжина дуги, яка відповідає номінальній напрузі Uдун, мм; Ідуmіn - мінімальне значення струму дуги у момент, коли напруга сягає Uдуmах, А; Ідун - номінальне значення струму дуги, А; Ідуи - максимальне значення струму дуги (імпульс струму дуги), А; Ікзк - максимальне значення струму короткого замикання краплею метала 3 поверхні металевої ванни 5 (імпульс струму короткого замикання), А; Ікзд - струм короткого замикання джерела струму, А; 1 - електрод, що плавиться; 2 - дуга; 3 - крапля розплавленого електродного металу; 4- крапля розплавленого електродного металу, що закристалізувався, перетворившись на "місток" між електродом 1 і металевою ванною 5, яка теж закристалізувалася, внаслідок чого електрод виявився "привареним" до деталі 6; 5 - поверхня металевої ванни; 6 - деталь, що її зварюють; 7 - крапля електродного металу, що відірвалася від кінця електрода 1 і "поглинається" металевою ванною 5; І, II, III, IV - стадії: збудження дуги, появи, росту і переходу краплі 3 розплавленого електродного металу у металеву ванну 5 відповідно. Розглянемо процес виникнення краплі 3 і переходу її у металеву ванну 5 у разі малої щільності струму на електроді 1 (фіг. 1а). Після збудження дуги між кінцем електрода 1 і поверхнею металевої ванни 5 (стадія І), виникає і росте крапля 3 (стадія II). У цей період і далі дуга горить між поверхнями краплі 3 і металевої ванни 5. В момент, позначений стадією III, крапля 3 торкається поверхні металевої ванни 5. Стадією IV позначено момент завершення кристалізації краплі 3 і перетворення її у "місток" 4 між електродом 1 і деталлю 6, що її зварюють, через металеву ванну 5, яка також закристалізувалася, внаслідок чого електрод 1 виявився "привареним" до деталі 6. Процес зварювання припинився. На фіг. 1а можна бачити, що при значному коливанні довжини дуги Lду, якому відповідає коливання напруги дуги від Uдуmах до Uдуи, струм дуги змінюється малопомітно, менше ніж у 1,2 разу, і навіть струм короткого замикання Ікзк у відповідний момент не набагато перевищує номінальне значення струму дуги Ідун (менше ніж у 1,5 разу). У момент короткого замикання (стадія IV) струм Ікзк, що протікає краплею 3, виявляється недостатнім, аби підтримати її у розплавленому стані, і вона, кристалізуючись, перетворюється у "місток" 4. Зовсім інакша ситуація у разі, коли номінальний струм Ідун суттєво підвищують (фіг. 1б). Тут, по-перше, щільність струму в електроді і відповідно у краплі металу на стадії II значно вище (Ідун - більше), ніж на фіг. 1а, по-друге, Ікзк на стадії IV відповідно значно більше, ніж Ідуи, оскільки ВАХкп у цьому разі не така крутопадаюча. Завдяки значній щільності струму крапля 3 у момент короткого замикання залишається розплавленою, відривається від кінця електрода 1 і "перетікає" у металеву ванну (крапля 7, що поглинається ванною 5). Уникнути кристалізації краплі на стадії IV у разі зварювання/наплавлення на малому Ідун (на малій щільності струму на електроді) можна також, якщо до цього моменту штучно підвищити 2 UA 110397 C2 5 10 15 20 25 30 35 40 45 50 55 струм дуги Ідун. Періодичне короткотермінове штучне підвищення струму дуги є одним із варіантів модуляції струму. Такого ефекту можна досягти, наприклад, активно зменшуючи імпеданс зварювального контуру, завдяки чому підвищується струм короткого замикання джерела струму Ікзд, а разом з ним підвищується струм дуги Ідун. Еволюцію струму дуги протягом циклу модуляції показано на фіг.2. Тут позначено: ВАХкп(п) - крутопадаюча вольт-амперна характеристика джерела струму в паузі; ВАХкп(и) - крутопадаюча вольт-амперна характеристика того ж джерела в імпульсі; ВАХду(п) - вольт-амперна характеристика дуги в паузі; ВАХду(и) -вольт-амперна характеристика дуги в імпульсі; Uxx - напруга холостого ходу джерела струму (єдина для паузи і імпульсу), В; Ікзд(п) - струм короткого замикання джерела струму, що настроєний на режим паузи, А; Ікзд(и) - те ж саме, але для режиму імпульсу, А; Uдун(п) - номінальне значення напруги дуги в паузі, В; Uдун(и) - те ж саме, але для режиму імпульсу, В; Ідун(п) - номінальне значення струму дуги в паузі, А; Ідун(и) - те ж саме, але для режиму імпульсу, А. Система управління джерелом струму працює таким чином, що в період паузи джерело має найбільшу крутизну характеристики ВАХкп(п), а в період імпульсу - найменшу крутизну характеристики ВАХкп(и), причому на цих характеристиках джерело працює поперемінно із заданою частотою і шпаруватістю. Після кожної зміни імпедансу і відповідно - зміни ВАХкп змінюються й параметри дуги: струм і напруга - завдяки тому, що вольт-амперна характеристика дуги щоразу "переміщується" у нову точку її перетину з ВАХ кп: від точки А (в паузі) до точки В (в імпульсі) і назад. Один з таких варіантів регулювання представлено в роботі: [Приставка к сварочному трансформатору для модулирования сварочного тока //Сварочное производство. - 1975. - № 9, авторы В.С. Сидорук, А.Г. Арцибасов, А.И. Попадьин], де за допомогою спеціальної приставки до зварювального трансформатора періодично зменшували імпеданс зварювального контуру, підвищуючи струм короткого замикання джерела ІКЗд(и) і відповідно - струм дуги Ідун(и). Недоліком цього технічного рішення, взятого за прототип, є те, що, по-перше, воно потребує спеціальної системи управління джерелом струму, по-друге - перехід від паузи до імпульсу пов'язаний зі значною витратою енергії, тому що підвищення струму тут супроводжується підвищенням напруги дуги, по-третє, підвищення напруги дуги в імпульсі призводить до погіршення захисту дуги від оточуючої атмосфери. В основу винаходу, що пропонується, поставлена задача усунути перелічені вище недоліки і розширити технологічні можливості ручного дугового зварювання/наплавлення покритими електродами завдяки зменшенню нормативної допустимої мінімальної щільності струму на електроді та зниженню напруги дуги. Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги, що пропонується, відрізняється від способу, взятого за прототип, тим, що має наступні відмінні ознаки: збільшення струму дуги в період імпульсу (імпульс струму дуги перевищує струм дуги на початку імпульсу більше ніж в 1,2 разу); означене коливання параметрів дуги (модуляція) протікає самоплинно (автомодуляція) завдяки реакції джерела струму на зміну довжини дуги і відповідно - напруги дуги (адаптивна автомодуляція), що відбувається унаслідок періодичного зростання розмірів краплі розплавленого металу, яка утворюється на торці електрода, що плавиться під дією дуги, - у імпульсі, та відриву згаданої краплі металу від електрода і переносу її у металеву ванну - у паузі; у разі короткого замикання електрода на металеву ванну через згадану краплю розплавленого металу струм, що протікає краплею, збільшують у 1,8…6 разів (імпульс струму короткого замикання) порівняно із струмом на початку короткого замкнення; у разі використання джерела струму, яке має крутопадаючу статичну (зовнішню) вольтамперну характеристику у вигляді лінії з ухилом відповідно до співвідношення в області робочих режимів: U / I 10 B / A ; (1) , на згаданому джерелі додатково встановлюють параметри його статичної (зовнішньої) вольт-амперної характеристики у вигляді пологопадаючої лінії з ухилом в області робочих режимів: U / I 10 B / A ; (2) , 3 UA 110397 C2 5 10 15 20 25 30 35 40 45 50 55 60 частота адаптивної автомодуляції параметрів дуги в цілому приблизно дорівнює частоті чергування актів виникнення, росту та переносу крапель електродного металу в металеву ванну; щільність струму на електроді підтримують меншою за її перше критичне значення, коли процес крупнокрапельного переносу електродного металу у металеву ванну переходить у процес дрібнокрапельного переносу, але більшою, ніж її друге критичне значення, за яким інтенсивність теплопідводу від краплі в металеву ванну є меншою порівняно з інтенсивністю тепловідводу від металевої ванни у зварювальний виріб, унаслідок чого настає "примерзання" електрода до зварювального виробу; довжину дугового проміжку підтримують меншою за максимальний розмір згаданої краплі розплавленого електродного металу у проміжку між кінцем електрода, що плавиться, і металевою ванною; задану (призначену) довжину дугового проміжку встановлюють шляхом призначення товщини покриття електрода; електрод можна утримувати у нахиленому положенні, обпираючись його кінцем на поверхню деталі, що її зварюють ("зварювання нахиленим електродом"; друга назва способу "зварювання обпертим електродом"); електрод можна утримувати у горизонтальному положенні ("зварювання лежачим електродом"). Область робочих режимів - це проміжок між Umax і Umin по шкалі напруги і між Іmах і Іmіп по шкалі струму, у якому може існувати дуга при всіх її коливаннях. Пропозиція пояснюється кресленням - фіг. 3, на якому показана спрощена схема з'явлення краплі електродного металу, її росту, замикання на металеву ванну та переходу в ванну відповідно до запропонованого способу зварювання або наплавлення. На фіг. 3 позначено: ВАХдкп - крутопадаюча частина вольт-амперної (зовнішньої) характеристики джерела струму; ВАХдпп пологопадаюча частина вольт-амперної (зовнішньої) характеристики джерела струму (додаткова); ВАХдуьах, ВАХдун, ВАХдуи - як на фіг. 1; Uххкп - напруга холостого ходу джерела струму для крутопадаючої ВАХдкп; Uххпп - напруга холостого ходу джерела струму для пологопадаючої ВАХдпп; Uдуmах, Uдун, Uдуи, Uкзк - як на фіг. 1; Lдуmах, Lдун, - як на фіг. 1; Iдуmах, Iдун, Iдуи, Iкзк - як на фіг. 1; Ікздкп - струм короткого замикання джерела струму для крутопадаючої частини його вольтамперної (зовнішньої) характеристики; 1; 2; 3; 5; 6; 7 - як на фіг. 1; I - стадія горіння дуги на початку періоду імпульсу; II - стадія росту краплі 3; III - стадія короткого замикання краплі 3 на поверхню металевої ванни 5; IV - стадія відриву краплі 3 від електрода 1 і "поглинання" її (у вигляді залишків її маси 7) металевою ванною 5. Ця стадія відповідає періоду паузи у циклі модуляції параметрів дуги. На фіг. 3 відображені вищеназвані процеси у разі зварювання/наплавлення на "короткій дузі" - коли довжину дугового проміжку (проміжок між кінцем електрода 1 і поверхнею металевої ванни 5) підтримують меншою за максимальний розмір краплі розплавленого електродного металу 3 у зазначеному проміжку. Це один з варіантів технології ручного дугового зварювання/наплавлення покритими електродами. V разі зварювання/наплавлення "довгою дугою", коли довжина дугового проміжку Lдуmах перевищує максимальний розмір краплі 3 розплавленого металу, стадія 3 короткого замикання не відбувається. Тоді стадія IV і відповідно значення напруги і струму дуги будуть інакшими: струм Ікзк і напруга Uкзк - відсутні. Крапля 3 відривається від електрода 1 і "летить" до ванни розплавленого металу 5, частково зменшуючи довжину дуги своїм електропровідним тілом. Це призводить до менш значущих коливань напруги і струму дуги. Такий варіант запропонованого способу зварювання/наплавлення, сформульований у п.1 Формули цієї заявки, за його очевидністю, тут не розглядається. Момент збудження дуги, який позначений на фіг. 1а стадію І, на фіг. 3 не показано, оскільки тут процес горіння дуги стабільний, і немає небезпеки його припинення через "примерзання" електрода 1 до деталі 6, що зварюється. У цьому разі стадія IV відриву краплі 3 від електрода 1 і переходу її у вигляді залишкової її маси 7 до ванни 5, яка "поглинає" її, подібна до стадії IV, яка показана на фіг. 1б. 4 UA 110397 C2 5 10 15 20 25 30 35 40 45 50 55 60 Слід відзначити, що в обох випадках: на фіг. 1б і на фіг. 3 - на стадії IV відразу після відриву краплі 3 від електрода 1 відбувається повторне збудження дуги, яка горить між "оголеним" кінцем електрода 1 і залишками 7 краплі 3, що поглинається металевою ванною 5. В реальності кінець електрода 1, що плавиться, завжди покритий "плівкою" розплавленого металу, яка на початковий момент циклу модуляції струму має вигляд зачатку краплі 3, що зображено на кінці електрода 1 на стадій І (фіг. 3). Цей момент слід визнати як початковий для імпульсу струму дуги. Найбільша довжина дуги Iдутах і відповідно - найбільша напруга дуги Uдуmах має місце у стадії IV в момент відриву краплі 3 від кінця м 1. У цей же момент спостерігається найменше значення струму дуги Ідуmіn. Далі дуга горить між взаємно оберненими поверхнями згаданих краплі 3 і металевої ванни 5. Крапля 3 росте, відповідно довжина дуги и напруга дуги зменшується, а струм дуги збільшується. Цьому періоду відповідають усереднені значення напруги дуги Uдун і пов'язаного з нею струму дуги Ідун, яке є номінальним (табличним) значенням струму дуги (стадія II). Номінальне значення струму дуги залежно від діаметра електрода призначають для різних марок покритих електродів окремо - у відповідності до властивостей покриття і призначення електрода. За момент до замикання краплі 3 на металеву ванну 5 (перед стадією III) напруга дуги Uдуи стає найменшою з можливих, а струм дуги Iдуи - найбільшим (імпульс струму дуги). На стадії III показано момент торкання краплею 3 поверхні металевої ванни 5. Після їх з'єднання електричний опір дуги зникає, на заміну йому приходить омічний опір краплі 3 - в декілька разів менший. Раптове зменшення електричного опору між електродом 1 і металевою ванною 5 призводить до стрибка струму Ікзк - струм короткого замикання краплі або імпульс струму короткого замикання. У цей момент напруга між електродом 3 і ванною 5 сягає свого найменшого значення Uкзк. Слід відзначити, що Uкзк набагато менше за Uдуи, яке складається з анодного Ua і катодного Uк падіння напруги і Uсд - падіння напруги у стовпчику дуги. В проміжку часу між стадіями III і IV відбувається контактне плавлення електрода 1 завдяки Джоулевої теплоті, що її генерує струм Ікзк, який протікає краплею: W кл = m х Ікзк х Uкзк, (3) де m - термічний коефіцієнт корисної дії процесу. Завдяки енергії W кл, одержаній електродом 1, він підплавляється на межі з краплею, збільшуючи її масу і не дозволяючи їй кристалізуватися. На цьому цикл виникнення росту і "перенесення" краплі 3 у металеву ванну 5 завершується. Далі описаний цикл повторюється. Цей процес протікає циклічно завдяки модуляції параметрів дуги. Цикл модуляції розділяється на два періоди: паузи і імпульсу. Тривалість періоду паузи набагато менше, ніж періоду імпульсу. Цей період пов'язаний з процесом відриву краплі 3 від кінця електрода 1. Після імпульсного зростання струму І кзк, який відповідає максимальному значенню площі поперечного перетину краплі 3, настає швидкий спад Ікзк і стрімке наростання Uкзк внаслідок зменшення площі згаданого поперечного перерізу краплі (утворюється "шийка" розплавленого металу між кінцем електрода 1 і тілом краплі 3, яка "перетікає" у металеву ванну 5). Це - початок паузи. У момент розриву "шийки" максимальне значення напруги Uкзк стрибкоподібно переходить у напругу дуги Uдуmах, оскільки зазор між кінцем електрода 1 і поверхнею ванни 5 збільшується до свого максимального значення, яке близьке до значення довжини краплі 3, яку "поглинула" металева ванна 5. Це - кінець паузи, за яким відразу починається імпульс. Оскільки довжина дуги безперервно зменшується: від максимальної на стадії IV до меншої на стадії II і до нуля - на стадії III, відповідно знижується положення кривої ВАХду у координаті U: від верхнього ВАХдуmах до нижнього ВАХдуи, яке відповідає значенню Uдуи. У подальшому дуга зникає, тобто завершується "дугова" частина імпульсу струму. Починається режим короткого замикання дугового проміжку краплею 3, наростає струм короткого замикання, тобто починається частина імпульсу струму, пов'язана з коротким замиканням. Імпульс струму короткого замикання досягає свого піку Ікзк, якому відповідає напруга Uкзк. На цьому цикл модуляції електричних параметрів процесу завершується. Приклад Процес зварювання виконували з використанням макета дослідного зразка джерела струму, який являє собою однофазний випрямяч, що має такі показники вольт-амперної характеристики: Uххкп=105 В; Uxxпп=54 В; Ікздкп=35 А; ухил крутопадаючої вольт-амперної характеристики в області робочих режимів (U=20…50 В, І = 10…30 A) |U/I|3,0 В/А (тобто > 1 В/А); ухил пологопадаючої вольт-амперної характеристики в області робочих режимів (U=8…30 В, І = 20….400 A) |U/I| 0,5 В/А (тобто < 0,6 В/А). Використовували електроди ОЗЛ-8 діаметром 3 мм. Паралельно - для порівняння виконували експерименти з використанням серійного випрямлювала ВДУ-306. За допомогою 5 UA 110397 C2 5 10 15 20 25 30 35 40 45 50 55 інформаційно-вимірювальної системи ИИС на частоті 10 кГц записували осцилограми струму і напруги. Система обробляла по спеціальній програмі параметри U, І і видавала по запиту їх значення у різні моменти сканування протягом усього процесу зварювання, відображаючи розподіл названих параметрів у координатах U-1 (останнє має назву вольт-амперна характеристика процесу плавлення електрода). На фіг. 4а подані осцилограми струму і напруги, одержані у разі використання дослідного джерела струму, а на фіг. 4б - у разі використання випрямляча ВДУ-306. На фіг. 5а наведена вольт-амперна характеристика процесу у разі використання дослідного джерела струму, а на фіг. 5б - те ж саме у разі використання випрямлювала ВДУ-306. Свідоцтвом того, що дослідне джерело струму - однофазний випрямляч, є пульсуючий, "пилкоподібний" характер осцилограм з частотою пульсації 100 Гц. На фіг. 4а (відповідає дослідному джерелу) чітко відрізняються "піки" струму амплітудою до 300 А і вище (координати часу: 14,05 с; 14,25 с; 14,35 с) - імпульси струму короткого замикання, а між ними - хвилеподібні "підйоми" пульсуючої осцилограми струму дуги. Найвище значення струму дуги, який можна бачити перед імпульсами струму короткого замикання, є імпульси струму дуги. "Підйоми" струму дуги, тобто Іду, на фіг. 4а сягають 20…30 А за середнє значення струму дуги 75…80 А, тобто пульсація струму дуги коливається у межах (25…40 %). "Пікам" імпульсів струму короткого замикання на осцилограмі напруги відповідають раптові спади напруги дуги до позначок 5…8 В (напруга короткого замикання). "Підйомам" струму дуги відповідають спади напруги дуги, які на фіг. 4а сягають U = (14…20)В за середнє значення напруги дуги (22…25)В, тобто пульсація напруги дуги коливається в межах (56…90) %. На фіг. 4б (відповідає серійному випрямлячу ВДУ-306) також є "піки" струму - імпульси струму короткого замикання, але їх амплітуда ледве "дотягує" до 170 А (моменти 8,6 с; 8,85 с); хвилеподібні "підйоми струму" дуги між "піками" струму короткого замикання не виявляються, тобто імпульси струму дуги можна вважати відсутніми. Це свідчить про відсутність автоколивання (автомодуляції) струму дуги між моментами короткого замикання дугового проміжку краплями електродного металу. Про відсутність автоколивання (автомодуляції) струму дуги свідчить і осцилограма напруги: хоча локальні коливання напруги спостерігаються на протязі всього проміжку часу між суміжними "піками" струму, середнє значення напруги дуги (22…25)В залишається незмінним. Що стосується вольт-амперних характеристик процесу зварювання (фіг. 5) - тут також є суттєва різниця між результатами експериментів на дослідному джерелі струму (фіг. 5а) і на випрямлячі ВДУ-306 (фіг. 5б). Так, на струмі дуги 75 А у разі дослідного джерела область існування режимів міститься у координаті напруги між 13 В і 30 В, в той час як у разі ВДУ-306 цей показник становить відповідно 28 В і 36 В. Видно, що область режимів у разі дослідного джерела міститься по шкалі напруги значно, на 6…15 В нижче, ніж у разі ВДУ-306. Відповідно витрати енергії на дугу у разі дослідного джерела нижче, ніж ВДУ-306, у 1,3 разу і більше. Друга особливість порівнюваних режимів - частка енергії, що витрачається на плавлення електрода в моменти коротких замиканій. Область режимів контактного плавлення міститься на обох кресленнях у нижній частині вольт-амперної характеристики процесу у вигляді окремої висхідної полоси, яка означає розподіл значень імпульсів струму короткого замикання у різні моменти протягом процесу плавлення електрода. Видно, що для дослідного джерела (фіг. 5а) цей показник перебуває в проміжку між 75 А і 325 А, у той час як для ВДУ-306 - у проміжку між 115 А і 170 А. Оскільки падіння напруги при коротких замиканнях у 2,6…5 разів менше ніж напруга дуги, витрати енергії на контактне плавлення відповідно менше. Цей фактор додаткова стаття економії електроенергії. Результати вищенаведених експериментів, по-перше, підтверджують наявність автомодуляції струму у разі зварювання запропонованим способом, у той час як у разі зварювання існуючим способом безперервною дугою такого явища не виявлено; по-друге, показують, що зменшення напруги порівняно з існуючим способом дає можливість економити електроенергію; крім того, зі зменшенням напруги дуги (її довжини) поліпшується захист дуги від оточуючої атмосфери, що позитивно позначається на якості наплавленого металу (менше насиченість воднем, менше окислювання електродного металу тощо); по-третє, виявляють перерозподіл енергії між процесами дугового і контактного плавлення електродного металу у бік посилення останнього, що є додатковим фактором економії електроенергії і поліпшення якості металу шва (запобігається вплив оточуючої атмосфери на електродний метал у період переносу його, у вигляді окремої краплі, через дуговий проміжок). 6 UA 110397 C2 5 Можливість запобігти "примерзанню" електрода до деталі, що її зварюють, у разі зменшення щільності струму дуги на електроді сприяє економії на електродах, дозволяючи відмовитися від електродів менших діаметрів на користь більших діаметрів, наприклад, діаметр 3 мм замість діаметра 2 мм. Порівняно зі способом, взятим за прототип, запропонований спосіб зварювання або наплавлення є апріорі більш економним, оскільки в період імпульсу струму в запропонованому варіанті напруга дуги істотно зменшується, у той час як у способі - прототипі напруга дуги в той же період суттєво збільшується, тобто зменшення витрат електроенергії на плавлення електрода є самоочевидним. 10 ФОРМУЛА ВИНАХОДУ 15 20 25 1. Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги, при якому струм дуги в імпульсі збільшують, а в паузі зменшують, який відрізняється тим, що струм дуги в період імпульсу збільшують у 1,2 разу і більше порівняно із струмом на початку імпульсу, при цьому забезпечують самоплинну модуляцію завдяки реакції джерела струму на зміну довжини дуги і відповідно напруги дуги (адаптивна автомодуляція), що відбувається внаслідок періодичного зростання розмірів краплі розплавленого металу, яка утворюється на торці електрода, що плавиться під дією дуги у імпульсі, та відриву згаданої краплі від електрода і переносу її у металеву ванну у паузі. 2. Спосіб за п. 1, який відрізняється тим, що у разі короткого замикання електрода на металеву ванну через згадану краплю розплавленого металу струм, що протікає краплею, збільшують у 1,8…6 разів (імпульс струму короткого замикання) порівняно із струмом на початку короткого замикання. 3. Спосіб за п. 1, який відрізняється тим, що у разі використання джерела струму, яке має крутопадаючу статичну (зовнішню) вольт-амперну характеристику у вигляді лінії з ухилом відповідно до співвідношення в області робочих режимів: U / I 1,0 B / A ; 30 на згаданому джерелі додатково встановлюють параметри його статичної (зовнішньої) вольтамперної характеристики у вигляді пологопадаючої лінії з ухилом: U / I 0,6 B / A . 35 40 45 50 4. Спосіб за будь-яким із пп. 1-3, який відрізняється тим, що частота адаптивної автомодуляції параметрів дуги дорівнює частоті слідування актів процесу утворення, росту та переносу краплі електродного металу в металеву ванну. 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що щільність струму на електроді підтримують меншою за її перше критичне значення, коли процес крупнокрапельного переносу електродного металу у металеву ванну переходить у процес дрібнокрапельного переносу, але більшою, ніж її друге критичне значення, за яким інтенсивність теплопідводу від краплі в металеву ванну є меншою порівняно з інтенсивністю тепловідводу від металевої ванни у зварюваний виріб, внаслідок чого настає "примерзання" електрода до зварюваного виробу. 6. Спосіб за будь-яким із пп. 1-5, який відрізняється тим, що довжину дугового проміжку підтримують меншою за максимальний розмір згаданої краплі розплавленого електродного металу у проміжку між кінцем електрода, що плавиться, і металевою ванною. 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що задану довжину дугового проміжку встановлюють шляхом задання товщини покриття електрода. 8. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що електрод утримують обпираючись його кінцем на поверхню деталі, що зварюють (зварювання нахиленим або обпертим електродом). 9. Спосіб за будь-яким із пп. 1-7, який відрізняється тим, що електрод утримують у горизонтальному положенні (зварювання лежачим електродом). 7 UA 110397 C2 8 UA 110397 C2 9 UA 110397 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Автори англійськоюPaton Borys Yevhenovych, Sydoruk Volodymyr Stepanovych, Yavdoschyn Ihor Romanovych
Автори російськоюПатон Борис Евгеньевич, Сидорук Владимир Степанович, Явдощин Игорь Романович
МПК / Мітки
МПК: B23K 9/09, B23K 9/095, B23K 9/04
Мітки: дуги, модуляцією, електродами, параметрів, спосіб, дугового, наплавлення, зварювання, покритими, ручного
Код посилання
<a href="https://ua.patents.su/12-110397-sposib-ruchnogo-dugovogo-zvaryuvannya-abo-naplavlennya-pokritimi-elektrodami-z-modulyaciehyu-parametriv-dugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб ручного дугового зварювання або наплавлення покритими електродами з модуляцією параметрів дуги</a>
Спосіб механізованого дугового зварювання або наплавлення із модуляцією швидкості подачі електрода та регулюванням дуги
Номер патенту: 21219
Опубліковано: 04.11.1997
Автори: Патон Борис Євгенович, Сидорук Володимир Степанович, Лебедєв Володимир Костянтинович, Колесник Георгій Фомич
МПК: B23K 25/00
Мітки: дугового, механізованого, модуляцією, електрода, наплавлення, зварювання, регулюванням, дуги, спосіб, швидкості, подачі
Формула / Реферат:
Способ механизированной дуговой сварки или наплавки с модуляцией скорости подачи электрода и с регулированием дуги, при котором плотность тока на электроде в импульсе превышает 35 А/мм2, а в паузе меньше этого значения, отличающийся тем, что в случае, когда средняя плотность тока на электроде меньше 35 А/мм2, длительность паузы увеличивают до тех пор, пока межэлектродный промежуток Ідп в паузы не возрастет до значения, превышающего длину...
Спосіб електричного дугового зварювання, паяння або переплаву плавким електродом з модуляцією параметрів режиму
Номер патенту: 106293
Опубліковано: 11.08.2014
Автори: Клочко Роман Ігорович, Максимов Сергій Юрійович, Сидорук Володимир Степанович, Патон Борис Євгенович, Кражановський Денис Миколайович
МПК: B23K 1/00, B23K 9/00, B23K 25/00
Мітки: електродом, модуляцією, переплаву, параметрів, паяння, плавким, спосіб, режиму, зварювання, електричного, дугового
Формула / Реферат:
1. Спосіб електричного зварювання, наплавлення, паяння або переплаву електродом з модуляцією параметрів режиму, при якому здійснюють коливальну зміну відстані між кінцем електрода і металевою ванною, тобто міжелектродного проміжку, причому зварювальний струм у період зменшення згаданого проміжку збільшують, а зварювальну напругу - зменшують і навпаки, який відрізняється тим, що кратність збільшення струму стосовно середньозваженого його...
Спосіб дугового наплавлення двома електродами

Номер патенту: 105133
Опубліковано: 10.04.2014
Автори: Литвиненко Олександра Сергіївна, Гулаков Сергій Володимирович, Бурлака Володимир Володимирович
МПК: B23K 9/08, B23K 13/00, B23K 9/04
Мітки: спосіб, електродами, дугового, наплавлення, двома
Формула / Реферат:
Спосіб дугового наплавлення двома електродами, що мають окремі джерела живлення, із формуванням магнітного поля в області горіння дуг, який відрізняється тим, що на перший електрод подають напругу постійного струму, а на другий електрод - змінний струм прямокутної форми, зі зміною частоти перемикання його полярності, рівною (0,2-1) FB - частоти власних коливань зварювальної ванни, а довжину імпульсу цього струму, який не співпадає за...
Випрямляч для дугового зварювання та наплавлення під флюсом
Номер патенту: 30840
Опубліковано: 11.03.2008
Автори: Ярос Юрій Олександрович, Ярос Олександр Онисимович, Драган Станіслав Володимирович, Галь Анатолій Феодосійович
МПК: B23K 9/18
Мітки: дугового, наплавлення, флюсом, зварювання, випрямляч
Формула / Реферат:
Випрямляч для дугового зварювання і наплавлення під флюсом, що містить силовий трансформатор зі співвісним розташуванням первинної і вторинної обмоток, головний керований випрямний міст, виконаний за подвійною трифазною схемою випрямлення на тиристорах зі зрівняльним реактором, який відрізняється тим, що він оснащений додатковими силовими обмотками, розташованими співвісно первинній обмотці силового трансформатора, і додатковим напівкерованим...
Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги

Номер патенту: 98051
Опубліковано: 10.04.2015
Автори: Скопюк Михайло Іванович, Шапка Володимир Олександрович, Коротинський Олександр Євтіхійович, Драченко Микола Петрович
МПК: B23K 9/095, B23K 9/10
Мітки: дозуванням, дуги, високоточним, електроімпульсного, дугового, потужності, спосіб, зварювання
Формула / Реферат:
Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги, що включає перетворення напруги мережі живлення в регульований струм заряду, накопичення електричної енергії на конденсаторі, перетворення накопиченої електричної енергії в зварювальний струм, поточну величину якого вимірюють і, за результатами вимірювань, підтримують його стабільну величину, який відрізняється тим, що вимірюють поточні рівні напруги на...
Попередній патент: Система та спосіб активації мобільного пристрою для встановлення зв’язку
Наступний патент: Очисник головок коренеплодів
Випадковий патент: Одноразова пляжна урна