Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги
Номер патенту: 98051
Опубліковано: 10.04.2015
Автори: Коротинський Олександр Євтіхійович, Драченко Микола Петрович, Шапка Володимир Олександрович, Скопюк Михайло Іванович


Формула / Реферат
Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги, що включає перетворення напруги мережі живлення в регульований струм заряду, накопичення електричної енергії на конденсаторі, перетворення накопиченої електричної енергії в зварювальний струм, поточну величину якого вимірюють і, за результатами вимірювань, підтримують його стабільну величину, який відрізняється тим, що вимірюють поточні рівні напруги на конденсаторі та на дуговому проміжку і, шляхом регулювання, забезпечують режим роботи перетворювача напруги в струм заряду таким, при якому його вихідний електричний опір менше або дорівнює вхідному електричному опору дуги.
Текст
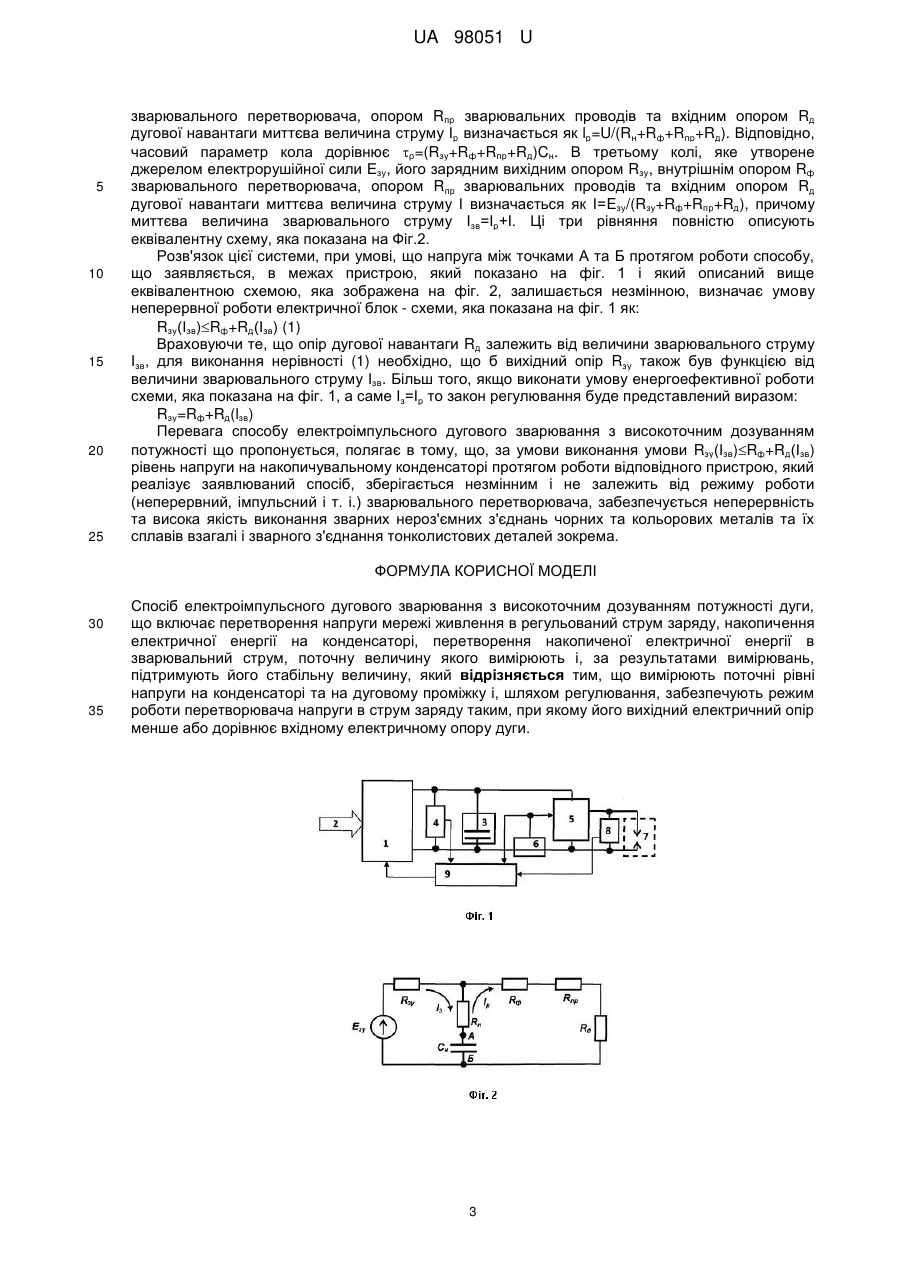
Реферат: Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги включає перетворення напруги мережі живлення в регульований струм заряду, накопичення електричної енергії на конденсаторі, перетворення накопиченої електричної енергії в зварювальний струм, поточну величину якого вимірюють і, за результатами вимірювань, підтримують його стабільну величину. При цьому вимірюють поточні рівні напруги на конденсаторі та на дуговому проміжку і, шляхом регулювання, забезпечують режим роботи перетворювача напруги в струм заряду таким, при якому його вихідний електричний опір менше або дорівнює вхідному електричному опору дуги. UA 98051 U (12) UA 98051 U UA 98051 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювальної техніки, зокрема до електроімпульсних способів зварювання та створення устаткування для електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги, зокрема для зварювання тонколистових деталей будь-якої кривизни, в тому числі і таких, які розташовані вертикально чи на стелі як в промислових умовах, так і в побуті. Електроімпульсний спосіб зварювання є універсальним способом зварювання для всієї групи чорних та кольорових металів та їх сплавів. При оптимально підібраному співвідношенні частоти, тривалості імпульсів та пауз між імпульсами досягається значне підвищення стабільності горіння дуги. Під впливом фронту чергового імпульсу зварювального струму виникають електродинамічні сили, спрямовані по центральній осі електрода. Ці сили, пропорційні амплітуді струму, діють короткочасно і призводять до відриву мікрокраплі металу від електрода. Таке примусове надання мікрокраплі металу механічного імпульсу дозволяє значно поліпшити якість зварного з'єднання при зварюванні поверхонь будь-якої кривизни та товщини за рахунок мікрокраплинного переносу металу електрода. Мікрокраплі металу, які потрапляють на оплавлену ділянку зварюваного шва, передають їй крім тепла ще й механічну енергію, під впливом якої в матеріалі шва виникають ультразвукові хвилі, які покращують змочуваність металу, зменшують питоме тепловкладення і, за рахунок інтенсивного перемішування розплавленого металу, зменшують кількість сторонніх мікровключень у зварному шві. Завдяки цьому механічному потоку мікрокрапель при електроімпульсному зварюванні зварювальний електрод не перегрівається, що зменшує сумарні втрати матеріалу електроду і покращує якість зварного шва. Таким чином електроімпульсний спосіб зварювання по сукупності електродинамічних, механічних і фізичних процесів, що проходять в зоні зварювання, дозволяє досягати кращих, у порівнянні з традиційними способами зварювання, якісних параметрів процесу зварювання і зварного з'єднання в цілому. Це дозволяє говорити про новий вид зварювального струму, що дозволяє отримувати більш високу якість зварного з'єднання. Що стосується зварного з'єднання тонколистових деталей, то необхідною умовою його якісного виконання електроімпульсним способом є, за умови правильного вибору, стабільність електричних параметрів зварювального процесу, таких як зварювальний струм, електрична напруга на зварювальному проміжку, частота живлення дуги. Сучасні способи зварювання тонколистових деталей базуються на використанні зварювальних джерел живлення, в яких, при перетворенні напруги мережі живлення в зварювальний струм, виконані вимоги по енергоефективності перетворення, експлуатаційній надійності, високих показниках питомої потужності зварювального струму по відношенню до ваги або об'єму, високих граничних значеннях коефіцієнту потужності, та які мають високі динамічні властивості в режимі стабілізації струму та напруги. Є відомим спосіб перетворення змінної напруги мережі живлення в зварювальний струм, який включає випрямляння напруги мережі живлення з одночасним підвищенням напруги мережі живлення в N разів, накопичення електричної енергії випрямленої напруги на конденсаторі, перетворення накопиченої електричної енергії (випрямленої напруги) високочастотним перетворювачем в високочастотну напругу, частота якої перевищує частоту мережі живлення, трансформаторне пониження високочастотної напруги перетворювача до необхідної для зварювання величини, яку після пониження напруги випрямляють та згладжують до подачі на зварювальні електроди. [Патент RU 2076026. Способ преобразования сетевого переменного напряжения в ток сварки. Величко А.Ф.]. Даний спосіб непридатний для потреб електроімпульсних способів зварювання. Є відомим спосіб дугового зварювання, що полягає в перетворенні за допомогою високочастотного перетворювача напруги мережі живлення в зварювальний струм, при якому напруга мережі живлення перетворюється, за допомогою високочастотного перетворювача, в різнополярні імпульси прямокутної форми, які надходять з високою частотою до імпульсного трансформатора з падаючою вольт-амперною характеристикою, вихідна напруга якого перетворюється високочастотним випрямлячем в однополярні прямокутні імпульси зварювального струму, які надходять до дугового проміжку з високою частотою, наростання і спад яких, за рахунок впливу різнополярних прямокутних імпульсів на високочастотний імпульсний трансформатор, супроводжується генеруванням на резонансних частотах імпульсного трансформатора високочастотних загасаючих коливань великої амплітуди. [Патент RU 2253551. Способ дуговой сварки и устройство для дуговой сварки Леонтьев А.Б, Горячев В.Ф.]. Даний спосіб призначений для реалізації електроімпульсного способу зварювання, в якому високочастотні загасаючі коливання великої амплітуди полегшують повторний, після паузи 1 UA 98051 U 5 10 15 20 25 30 35 40 45 50 55 60 зварювального струму, підпал дуги, що покращує якість зварного з'єднання. Автори наголошують, що в запропонованому способі тривалість імпульсів складає 2-20 мкс при тривалості пауз між імпульсами в 0,3-18 мкс, при цьому досягається значна амплітуда і потужність в діапазоні частоти загасаючих коливань (1-20 МГц). Основним недоліком способу, який вибраний як найближчий аналог, є неможливість реалізації електроімпульсних способів зварювання на низьких, порядку 10-100 Гц, частотах. В основу корисної моделі поставлена задача реалізації електроімпульсних способів зварювання інваріантних по відношення до частоти зварювального струму. Поставлена задача вирішується за рахунок того, що в способі електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги, що включає перетворення напруги мережі живлення в регульований струм заряду, накопичення електричної енергії на конденсаторі, перетворення накопиченої електричної енергії в зварювальний струм, поточну величину якого вимірюють і, за результатами вимірювань, підтримують його стабільну величину, згідно з корисною моделлю, вимірюють поточні рівні напруги на конденсаторі та на дуговому проміжку і, шляхом регулювання, забезпечують режим роботи перетворювача напруги в струм заряду таким, при якому його вихідний електричний опір менше або дорівнює вхідному електричному опору дуги. Основна ідея способу електроімпульсного дугового зварювання з високоточним дозуванням потужності, що заявляється, полягає в тому, що протягом робочого циклу часовий параметр кола заряду накопичувана електричної енергії на конденсаторі (визначається добутком вихідного електричного опору перетворювача напруги в струм заряду та ємності накопичувального конденсатора) завжди менше від часового параметра кола розряду (визначається добутком вхідного електричного опору дуги та ємності накопичувального конденсатора). В результаті рівень напруги на накопичувальному конденсаторі протягом всього часу використання способу електроімпульсного дугового зварювання з високоточним дозуванням потужності зберігається незмінним і не залежить від режиму (неперервний, імпульсний і т. і.) відбору енергії з накопичувального конденсатора. Ознаки, що відрізняють запропонований спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності від ознак подібних способів того ж призначення, в тому числі описаних вище аналогічних способів, обумовлюють вказаний вище технічний результат за рахунок створення режиму роботи перетворювача напруги в струм заряду таким, при якому його вихідний електричний опір менше або дорівнює вхідному електричному опору дуги. На фіг. 1 приведений приклад спрощеної електричної блок-схеми, яка реалізує спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності, на якій показані: регульований зарядний пристрій 1, який підключений до мережі живлення 2; накопичувальний конденсатор 3, рівень напруги на його клемах якого контролюється датчиком напруги 4; зварювальний перетворювач 5, вихідний струм якого контролюється і стабілізується сигналом зворотного зв'язку датчика струму 6; дугова навантага 7, рівень напруги на дуговій навантазі контролюється датчиком напруги 8. Схема контролю 9 виконує неперервне регулювання вихідних параметрів зарядного пристрою 1 згідно з рівнем сигналів з датчиків 4, 6, 8. На фіг. 2 приведена еквівалентна схема електричної блок-схеми, згідно з фіг. 1, на якій показані: джерело електрорушійної сили Езу регульованого зарядного пристрою 1; вихідний опір Rзу регульованого зарядного пристрою 1; струм заряду Із накопичувального конденсатора 3; внутрішній опір Rн накопичувального конденсатора 3; ємність Сн накопичувального конденсатора 3; зварювальний струм (струм розряду накопичувального конденсатора 3) Ір; внутрішній опір Rф зварювального перетворювача 5; електричний опір зварювальних проводів Rпр; вхідний опір Rд дугової навантаги 7. Слід зазначити, що розгляд роботи способу в межах еквівалентної схеми передбачає, що накопичувач електричної енергії на конденсаторі попередньо заряджений до деякого рівня і на його клемах, точки А та Б, присутня напруга, рівень якої стабілізується в межах часу роботи пристрою, який подано на Фіг. 1,та визначається як U=Q/Cн, де Сн - ємність накопичувача, U рівень напруги на його клемах, Q - рівень накопиченого заряду. Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності, що заявляється, здійснюється згідно еквівалентної електричної схеми в межах трьох електричних кіл. В першому електричному колі, яке утворене джерелом електрорушійної сили Езу, його зарядним вихідним опором Rзу, внутрішнім опором Rн та ємністю Сн, протікає струм Із, миттєва величина якого визначається як lз=Eзу/(Rзу+Rн), при цьому часовий параметр кола з=(Rзу+Rн)Cн. У другому колі, яке утворене ємністю Сн, її внутрішнім опором Rн, внутрішнім опором Rф 2 UA 98051 U 5 10 15 20 25 зварювального перетворювача, опором Rпр зварювальних проводів та вхідним опором Rд дугової навантаги миттєва величина струму Ір визначається як lp=U/(Rн+Rф+Rпр+Rд). Відповідно, часовий параметр кола дорівнює ρ=(Rзу+Rф+Rпр+Rд)Cн. В третьому колі, яке утворене джерелом електрорушійної сили Езу, його зарядним вихідним опором Rзу, внутрішнім опором Rф зварювального перетворювача, опором Rпр зварювальних проводів та вхідним опором Rд дугової навантаги миттєва величина струму І визначається як І=Eзу/(Rзу+Rф+Rпр+Rд), причому миттєва величина зварювального струму Ізв=Ір+І. Ці три рівняння повністю описують еквівалентну схему, яка показана на Фіг.2. Розв'язок цієї системи, при умові, що напруга між точками А та Б протягом роботи способу, що заявляється, в межах пристрою, який показано на фіг. 1 і який описаний вище еквівалентною схемою, яка зображена на фіг. 2, залишається незмінною, визначає умову неперервної роботи електричної блок - схеми, яка показана на фіг. 1 як: Rзу(Ізв)Rф+Rд(Ізв) (1) Враховуючи те, що опір дугової навантаги Rд залежить від величини зварювального струму Ізв, для виконання нерівності (1) необхідно, що б вихідний опір Rзу також був функцією від величини зварювального струму Ізв. Більш того, якщо виконати умову енергоефективної роботи схеми, яка показана на фіг. 1, а саме Із=Ір то закон регулювання буде представлений виразом: Rзу=Rф+Rд(lзв) Перевага способу електроімпульсного дугового зварювання з високоточним дозуванням потужності що пропонується, полягає в тому, що, за умови виконання умови Rзу(Ізв)Rф+Rд(Ізв) рівень напруги на накопичувальному конденсаторі протягом роботи відповідного пристрою, який реалізує заявлюваний спосіб, зберігається незмінним і не залежить від режиму роботи (неперервний, імпульсний і т. і.) зварювального перетворювача, забезпечується неперервність та висока якість виконання зварних нероз'ємних з'єднань чорних та кольорових металів та їх сплавів взагалі і зварного з'єднання тонколистових деталей зокрема. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги, що включає перетворення напруги мережі живлення в регульований струм заряду, накопичення електричної енергії на конденсаторі, перетворення накопиченої електричної енергії в зварювальний струм, поточну величину якого вимірюють і, за результатами вимірювань, підтримують його стабільну величину, який відрізняється тим, що вимірюють поточні рівні напруги на конденсаторі та на дуговому проміжку і, шляхом регулювання, забезпечують режим роботи перетворювача напруги в струм заряду таким, при якому його вихідний електричний опір менше або дорівнює вхідному електричному опору дуги. 3 UA 98051 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюSkopiuk Mykhailo Ivanovych, Drachenko Mykola Petrovych
Автори російськоюСкопюк Михаил Иванович, Драченко Николай Петрович
МПК / Мітки
МПК: B23K 9/10, B23K 9/095
Мітки: спосіб, високоточним, дуги, потужності, електроімпульсного, дозуванням, зварювання, дугового
Код посилання
<a href="https://ua.patents.su/6-98051-sposib-elektroimpulsnogo-dugovogo-zvaryuvannya-z-visokotochnim-dozuvannyam-potuzhnosti-dugi.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроімпульсного дугового зварювання з високоточним дозуванням потужності дуги</a>
Спосіб дугового зварювання
Номер патенту: 91472
Опубліковано: 10.07.2014
Автор: Сітніков Борис Валентинович
МПК: B23K 9/08
Мітки: зварювання, спосіб, дугового
Формула / Реферат:
Спосіб дугового зварювання, при якому зварювальну дугу відхиляють магнітним полем "кутом вперед", який відрізняється тим, що магнітне поле генерують, пропускаючи струм по присаджувальному дроту, котрий подають в зварювальну ванну позаду дуги паралельно електроду в площині зварюваного стику, в напрямку, протилежному струму дуги.
Пристрій для дугового зварювання
Номер патенту: 33210
Опубліковано: 15.02.2001
Автори: Гончарук Дмитро Олександрович, Казаков Микола Костянтинович, Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: дугового, пристрій, зварювання
Текст:
...для дугового зварювання. На Фіг. 2 зображена зовнішня статична характеристика пропонуємого пристрою. 1 Пристрій для дугового зварювання включає: вхідний випрямляч 1, перший перетворювач проміжної високої частоти 2, зварювальний трансформатор з низьким значенням напруги холостого ходу і великим струмом короткого замикання 3, другий перетворювач проміжної високої частоти 4, зварювальний трансформатор з високим значенням напруги холостого ходу і...
Пристрій для дугового зварювання
Номер патенту: 43269
Опубліковано: 15.11.2001
Автор: Кучеренко Володимир Олександрович
МПК: B23K 9/00
Мітки: зварювання, пристрій, дугового
Формула / Реферат:
Пристрій для дугового зварювання, що містить вхідні діоди для підключення до мережі живлення, ключі, зварювальний трансформатор, вихідний випрямляч, дросель, клеми, який відрізняється тим, що первинна обмотка зварювального трансформатора одним кінцем підключена до загальної точки ключів, з'єднаних між собою послідовно та підключених паралельно до катодів вхідних діодів для підключення анодів цих діодів відповідно до фаз мережі живлення,інший...
Спосіб дугового зварювання з короткими замиканнями дугового проміжку та джерело живлення для його здійснення
Номер патенту: 42588
Опубліковано: 15.10.2001
Автори: Работінскій Дмітрій Ніколаєвіч, Павленко Георгій Васильович, Солянік Володимир Володимирович, Копіленко Євгеній Аркадійович, Карасєв Міхаіл Валєнтіновіч, Сорока Володимир Леонідович
МПК: B23K 9/095, B23K 9/00, B23K 9/09
Мітки: дугового, здійснення, спосіб, живлення, зварювання, джерело, короткими, замиканнями, проміжку
Формула / Реферат:
1. Спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму, який відрізняється тим, що підігрівання і перехід металу електрода в зварювальну ванну при коротких замиканнях дугового проміжку забезпечують енергією постійно діючого додаткового джерела електричної енергії, напруга якого знаходиться в...
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом
Номер патенту: 79088
Опубліковано: 10.04.2013
Автори: Тимошенко Олександр Микитович, Лобанов Леонід Михайлович, Максимов Сергій Юрійович, Лебедєв Володимир Олександрович, Гончаров Павло Васильович, Бернацький Артемій Володимирович
МПК: B23K 9/09
Мітки: плавким, дугового, електродом, імпульсним, спосіб, зварювання, впливом, комбінованим
Формула / Реферат:
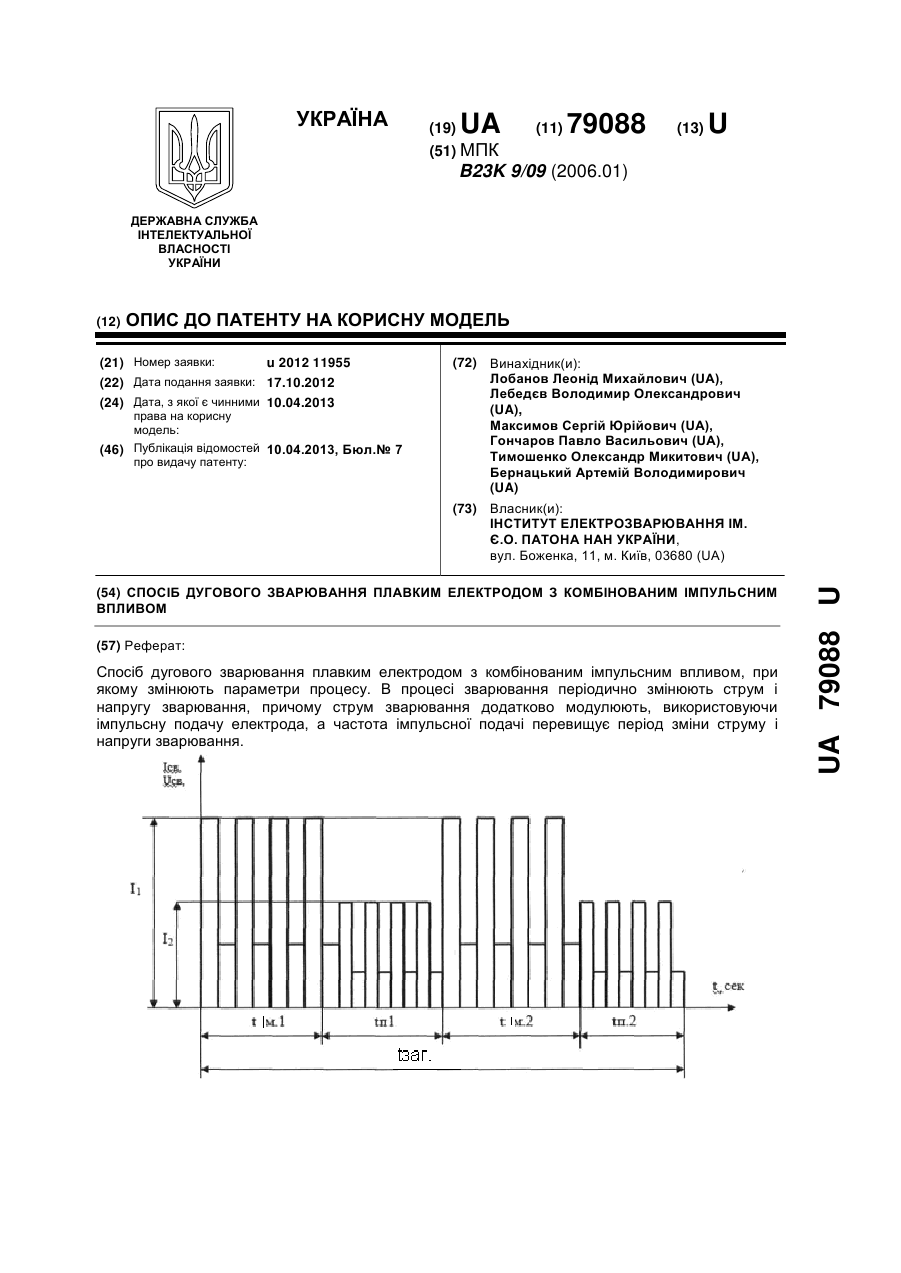
Спосіб дугового зварювання плавким електродом з комбінованим імпульсним впливом, при якому змінюють параметри процесу, який відрізняється тим, що в процесі зварювання періодично змінюють струм і напругу зварювання, причому струм зварювання додатково модулюють, використовуючи імпульсну подачу електрода, а частота імпульсної подачі перевищує період зміни струму і напруги зварювання.
Попередній патент: Обприскувач для внесення рідких мінеральних добрив
Наступний патент: Вакуумний пластинчасто-роторний насос
Випадковий патент: Спосіб відновлення та посилення лапи відпрацьованого шарошечного долота