Спосіб і пристрій виготовлення матеріалу основи для трафаретного друку і матеріал основи цього типу
Номер патенту: 93360
Опубліковано: 10.02.2011
Автори: Бланкенборг Стефанус Герардус Йоханнес, Поєлман Якоб Якобус, Купман Уілфрід Францискус Марія, Костер Йоханнес Францискус Герардус



Формула / Реферат
1. Спосіб виготовлення матеріалу основи (10) для трафаретного друку, компоненти якого містять трафаретну сітку, резистивний шар резистивного матеріалу і захисну плівку, причому спосіб включає збирання матеріалу основи з компонентів, і спосіб щонайменше включає етапи:
a) нанесення першого резистивного шару (30) за допомогою попереднього покриття тільки на одну сторону трафаретної сітки (12) до рівня заповнення щонайменше 50 %; і
b) потім нанесення захисної плівки (22) на перший резистивний шар (30) на трафаретній сітці (12).
2. Спосіб за п. 1, в якому резистивний матеріал містить світлочутливий резистивний матеріал.
3. Спосіб за п. 1, який включає етап с) висушування трафаретної сітки (12) з резистивним шаром (30) і захисною плівкою (22), отриманих на етапі b).
4. Спосіб за п. 1, в якому етап b) виконують, поки перший резистивний шар (30) вологий.
5. Спосіб за п. 1, в якому етап нанесення першого резистивного шару (30) на трафаретну сітку (12) виконують множиною підетапів нанесення часткового резистивного шару (30а, 30b, 30с).
6. Спосіб за п. 5, в якому висушують частковий резистивний шар (30а, 30b), нанесений на кожному підетапі, за винятком останнього підетапу.
7. Спосіб за п. 5, в якому етап b) виконують, поки останній частковий резистивний шар (30с) вологий.
8. Спосіб за п. 1, в якому резистивний шар (30) або частковий резистивний шар (30а-с) наносять на трафаретну сітку (12) за допомогою ракельного пристрою (114) для нанесення покриття.
9. Спосіб за п. 1, в якому захисну плівку (22) забезпечують на одній стороні додатковим резистивним шаром (38), і на етапі b) додатковий резистивний шар (38) вводять в контакт з першим резистивним шаром (30).
10. Спосіб за п. 9, в якому на етапі b) та сторона (40) додаткового резистивного шару (38), яку вводять в контакт з першим резистивним шаром (30), волога.
11. Спосіб за п. 1, який виконують безперервно.
12. Спосіб за п. 1, в якому захисну плівку зв'язують з першим резистивним шаром (30) клеючою речовиною.
13. Матеріал (10) основи для трафаретного друку, що містить трафаретну сітку (12), резистивний шар (30) резистивного матеріалу і захисну плівку (22), при цьому трафаретна сітка (12) містить мережу перемичок (16), які обмежують западини (14); при цьому резистивний шар (30) і захисна плівка (22) забезпечені тільки на одній стороні трафаретної сітки, і рівень заповнення резистивного шару (30) між перемичками (14) трафаретної сітки (5) перевищує 60 %, при цьому зміна глибини проникнення (hi) резистивного шару (30) між перемичками (16) трафаретної сітки (5) складає менше 5 мкм.
14. Матеріал основи за п. 13, в якому рівень заповнення перевищує 75 %.
15. Матеріал основи за п. 13, в якому рівень заповнення перевищує 80 %.
16. Матеріал основи за п. 13, в якому глибина проникнення (hi) резистивного шару (30) між перемичками (16) трафаретної сітки (5) одноманітна.
17. Матеріал (10) основи за п. 13, в якому відстань від перемичок (16) трафаретної сітки (12) до поверхні (32) резистивного шару (30) на стороні захисної плівки (22) одноманітна.
18. Матеріал (10) основи за п. 13, в якому поверхня резистивного шару (30) на стороні, на якій знаходиться захисна плівка (22), має значення Rz менше 10 мкм.
19. Матеріал (10) основи за п. 13, в якому трафаретна сітка (12) є трафаретною сіткою, сформованою гальванопластикою.
20. Пристрій (100) для виготовлення матеріалу (10) основи для трафаретного друку у вигляді безперервного полотна, який як компоненти містить трафаретну сітку (12), шар резистивного матеріалу (30) і захисну плівку (22), причому пристрій містить транспортерний механізм, який має верхній намотувальний пристрій (104) і нижній намотувальний пристрій (106) для переміщення безперервного полотна (108) матеріалу (12) трафаретної сітки, засіб (114) для нанесення покриття, який наносить резистивний матеріал тільки на одну сторону безперервного полотна (108) матеріалу трафаретної сітки, що рухається; подавальний засіб (122) для подачі захисної плівки (22), з'єднувальний засіб (34, 36, 112) для введення захисної плівки (22) в контакт з резистивним матеріалом безперервного полотна (108) матеріалу (12) трафаретної сітки з шаром (30) резистивного матеріалу і висушувальний засіб (102), який висушує оброблене безперервне полотно матеріалу трафаретної сітки.
21. Пристрій за п. 20, в якому транспортерний механізм містить верхній намотувальний пристрій (104) для розмотування безперервного полотна матеріалу трафаретної сітки з подавальної бобини (110) і також нижній намотувальний пристрій (106) для намотування обробленого безперервного полотна матеріалу трафаретної сітки.
22. Пристрій за п. 20, в якому засіб для нанесення покриття містить ракельний пристрій (114) для нанесення покриття.
23. Пристрій за п. 20, в якому з'єднувальний засіб містить вузол, що складається з притискного валика (36) або напрямного валика (112) з поверхнею з твердої гуми, і опорного валика (36), виконаного з металу.
24. Пристрій за п. 20, в якому засоби (114) для нанесення покриття розташовані вздовж вертикального перерізу маршруту переміщення безперервного полотна (108) матеріалу (12) трафаретної сітки.
25. Пристрій за п. 20, який також містить розрядний засіб (24) для видалення електростатичного заряду на захисній плівці.
Текст
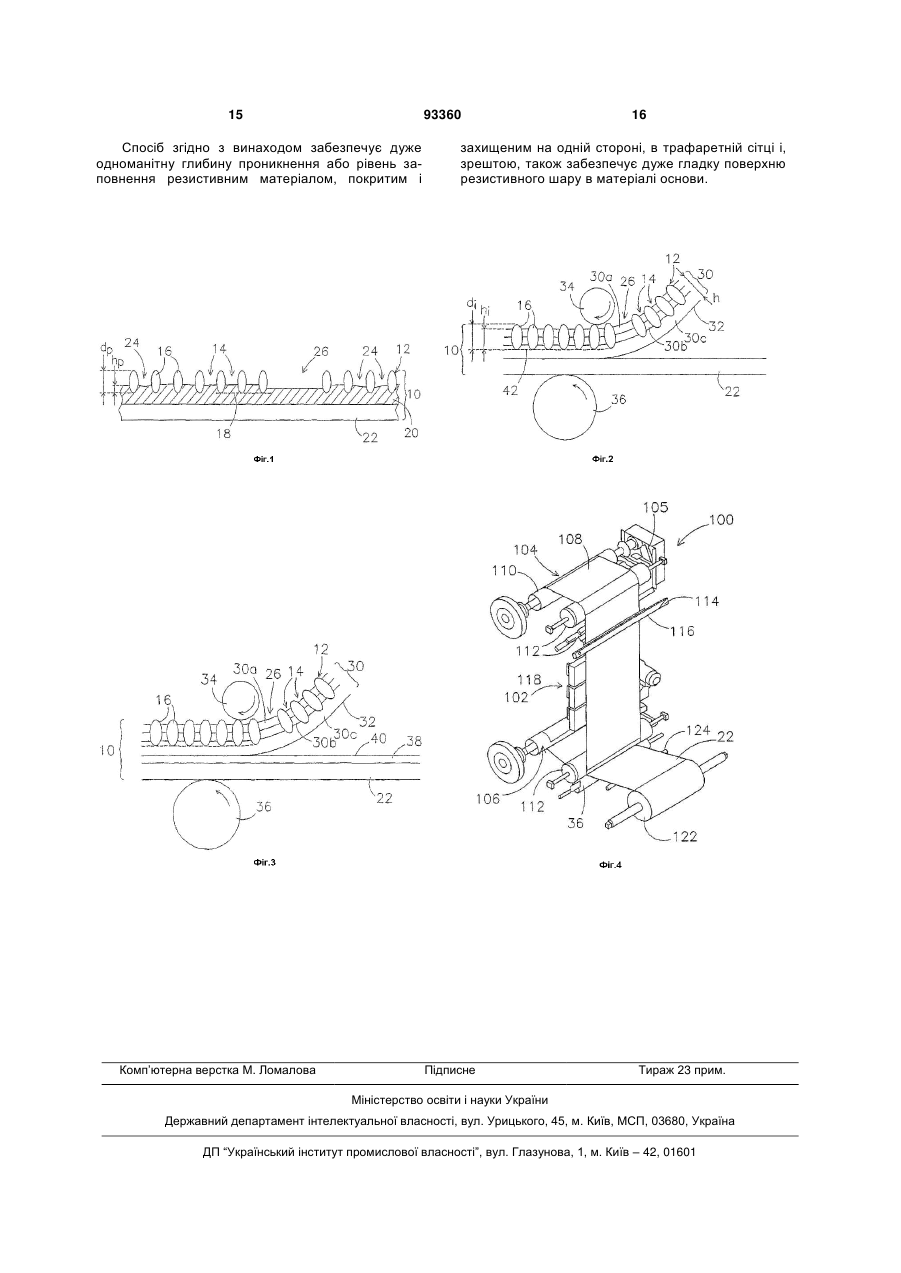
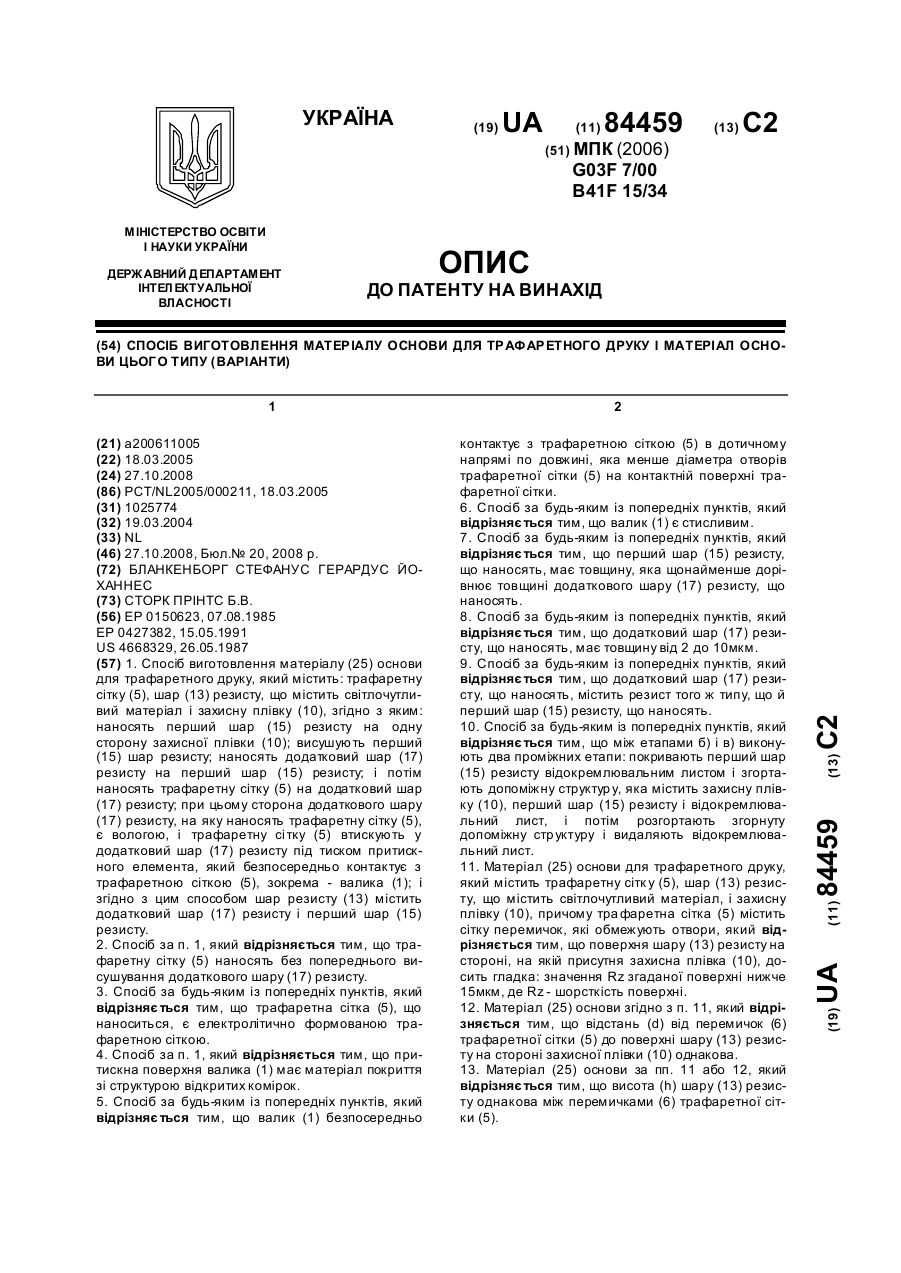
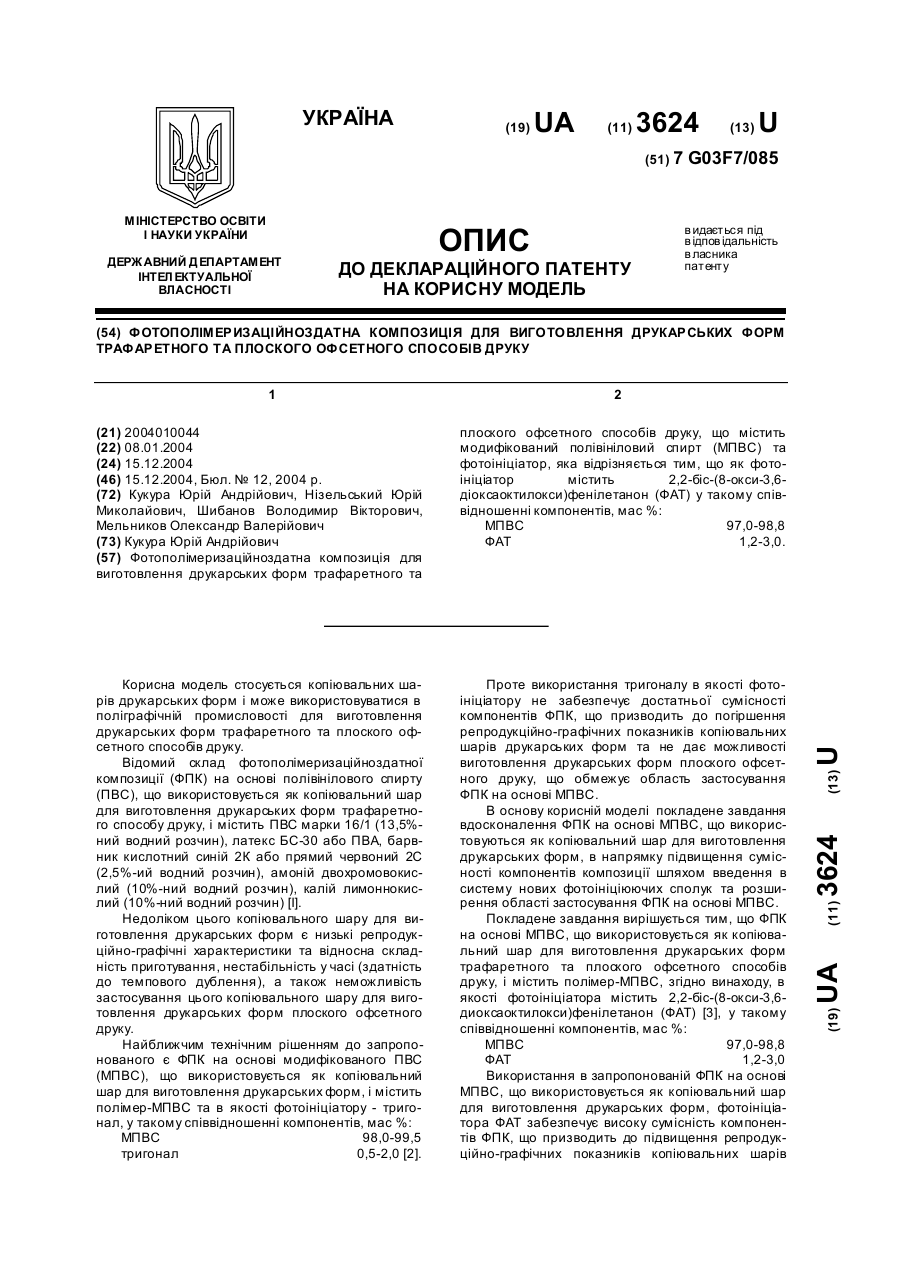
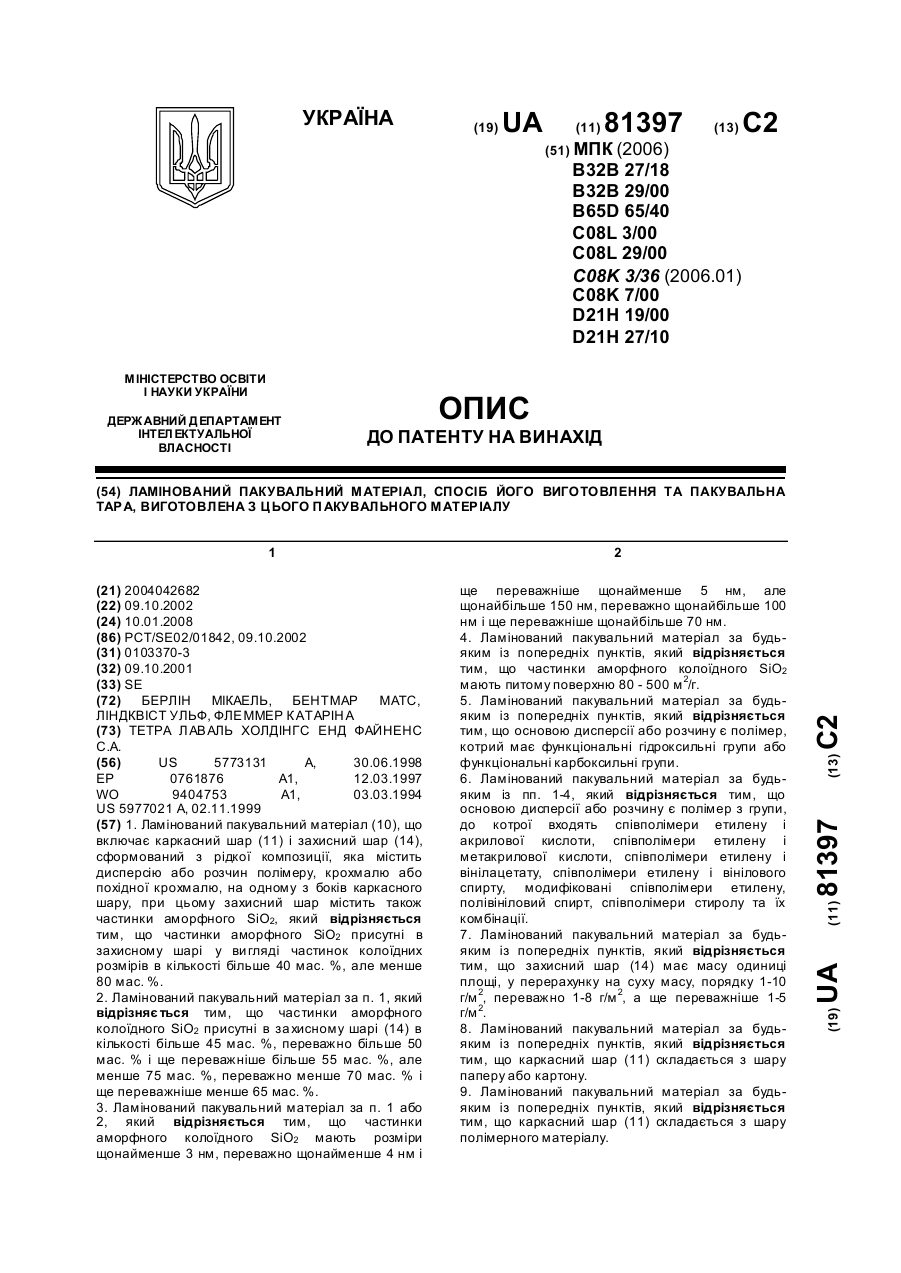
1. Спосіб виготовлення матеріалу основи (10) для трафаретного друку, компоненти якого містять трафаретну сітку, резистивний шар резистивного матеріалу і захисну плівку, причому спосіб включає збирання матеріалу основи з компонентів, і спосіб щонайменше включає етапи: a) нанесення першого резистивного шару (30) за допомогою попереднього покриття тільки на одну сторону трафаретної сітки (12) до рівня заповнення щонайменше 50 %; і b) потім нанесення захисної плівки (22) на перший резистивний шар (30) на трафаретній сітці (12). 2. Спосіб за п. 1, в якому резистивний матеріал містить світлочутливий резистивний матеріал. 3. Спосіб за п. 1, який включає етап с) висушування трафаретної сітки (12) з резистивним шаром (30) і захисною плівкою (22), отриманих на етапі b). 4. Спосіб за п. 1, в якому етап b) виконують, поки перший резистивний шар (30) вологий. 5. Спосіб за п. 1, в якому етап нанесення першого резистивного шару (30) на трафаретну сітку (12) виконують множиною підетапів нанесення часткового резистивного шару (30а, 30b, 30с). 6. Спосіб за п. 5, в якому висушують частковий резистивний шар (30а, 30b), нанесений на кожному підетапі, за винятком останнього підетапу. 2 (19) 1 3 93360 4 ходиться захисна плівка (22), має значення Rz менше 10 мкм. 19. Матеріал (10) основи за п. 13, в якому трафаретна сітка (12) є трафаретною сіткою, сформованою гальванопластикою. 20. Пристрій (100) для виготовлення матеріалу (10) основи для трафаретного друку у вигляді безперервного полотна, який як компоненти містить трафаретну сітку (12), шар резистивного матеріалу (30) і захисну плівку (22), причому пристрій містить транспортерний механізм, який має верхній намотувальний пристрій (104) і нижній намотувальний пристрій (106) для переміщення безперервного полотна (108) матеріалу (12) трафаретної сітки, засіб (114) для нанесення покриття, який наносить резистивний матеріал тільки на одну сторону безперервного полотна (108) матеріалу трафаретної сітки, що рухається; подавальний засіб (122) для подачі захисної плівки (22), з'єднувальний засіб (34, 36, 112) для введення захисної плівки (22) в контакт з резистивним матеріалом безперервного полотна (108) матеріалу (12) трафаретної сітки з шаром (30) резистивного матеріалу і висушувальний засіб (102), який висушує оброблене безперервне полотно матеріалу трафаретної сітки. 21. Пристрій за п. 20, в якому транспортерний механізм містить верхній намотувальний пристрій (104) для розмотування безперервного полотна матеріалу трафаретної сітки з подавальної бобини (110) і також нижній намотувальний пристрій (106) для намотування обробленого безперервного полотна матеріалу трафаретної сітки. 22. Пристрій за п. 20, в якому засіб для нанесення покриття містить ракельний пристрій (114) для нанесення покриття. 23. Пристрій за п. 20, в якому з'єднувальний засіб містить вузол, що складається з притискного валика (36) або напрямного валика (112) з поверхнею з твердої гуми, і опорного валика (36), виконаного з металу. 24. Пристрій за п. 20, в якому засоби (114) для нанесення покриття розташовані вздовж вертикального перерізу маршруту переміщення безперервного полотна (108) матеріалу (12) трафаретної сітки. 25. Пристрій за п. 20, який також містить розрядний засіб (24) для видалення електростатичного заряду на захисній плівці. Винахід стосується способу виготовлення матеріалу основи для трафаретного друку, що містить наступні компоненти: трафаретну сітку, резистивний шар з резистивного матеріалу і захисну плівку; причому цей спосіб полягає в збиранні матеріалу основи із згаданих компонентів. Спосіб цього типу відомий з викладеної патентної заявки Нідерландів №1025774, поданої на ім'я заявника. Згідно з цим відомим способом: перший резистивний шар з світлочутливого резистивного матеріалу наносять на одну сторону захисної плівки, і потім цей резистивний шар висушують. Потім наносять додатковий резистивний шар на цей перший резистивний шар, після чого трафаретну сітку вдавлюють в додатковий резистивний шар, і при цьому та сторона додаткового резистивного шару на захисній плівці, яка звернена до трафаретної сітки, все ще волога. Згідно з альтернативним способом, описаним в згаданій заявці, трафаретну сітку утискують безпосередньо в резистивний шар після нанесення цього резистивного шару на відповідну сторону захисної плівки; і також та сторона резистивного шару, на яку нанесена трафаретна сітка, повинна бути вологою. Таким чином, цей відомий матеріал основи містить трафаретну сітку, на одній стороні якій забезпечений резистивний шар із захисною плівкою. Захисна плівка призначена для захисту резистивного шару під час зберігання, транспортування і, якщо це бажано, при згортанні і розгорненні матеріалу основи. Результат цього відомого способу полягає в тому, що поверхня резистивного шару на стороні захисної плівки має гладкість, більш кращу, ніж у відомого матеріалу основи, який реалізовує компанія Gallus Ferd. Rusch AG під торговою назвою "Screeny Siebdruckplatten". Якщо матеріал основи використовується для трафаретного друку, то передусім з матеріалу основи видаляють захисну плівку. Резистивний шар потім експонують відповідно до певного малюнка, виявляють і, якщо це належить зробити, тверднуть (нагріванням). Неекспоновані, неотверджені частини резистивного шару видаляють, внаслідок чого трафаретна сітка не закрита в сформованим таким чином ділянках. Приготований таким чином матеріал основи виконує функцію трафарету у трафаретному друці. Під час трафаретного друку: сторона трафарету з резистом звернена до підкладки, що друкується. Не маюча покриття сторона трафарету контактує з ракелем. У цей час для деяких видів трафаретного друку існує необхідність в забезпеченні матеріалу основи, який має покриття і захищений на одній стороні, і в якому западини трафаретної сітки мають високий рівень заповнення резистивного матеріалу. Також було виявлено, що при використанні матеріалу основи згідно із згаданою патентною заявкою Нідерландів на основі застосування виконаної гальванопластикою з нікеля трафаретної сітки: після вияву і отвердження шару фоторезисту можуть мати місце випадкові слабкі місця, лише з помірним зчепленням з трафаретною сіткою. Ці слабкі місця в матеріалі основи можуть негативно позначатися на якості друкування при здійсненні трафаретного друку. Виникнення цих одиничних слабких місць відбувається, зокрема, в місцях, в яких резистивний шар має менше проникнення в трафаретну сітку, наприклад внаслідок включень 5 повітря, зумовлених капілярною дією западин трафаретної сітки і так званих «проколів». Тому мета винаходу полягає в створенні способу і пристрою виготовлення матеріалу основи для трафаретного друку, який буде мати покриття і буде захищений на одній стороні і містити як свої компоненти: трафаретну сітку, шар резистивного матеріалу, і захисну плівку, що дозволяє досягнути високого рівня заповнення резистивного матеріалу у западинах трафаретної сітки. Інша мета винаходу полягає в створенні способу і пристрою виготовлення матеріалу основи для трафаретного друку, який буде мати покриття і буде захищений на одній стороні, і містити як свої компоненти: трафаретну сітку, шар резистивного матеріалу і захисну плівку, внаслідок чого буде знижена частота появи слабких місць. Для цього згідно з винаходом згаданий спосіб відрізняється тим, що включає в себе щонайменше наступні етапи: a) нанесення першого резистивного шару на одну сторону трафаретної сітки; і b) потім, нанесення захисної плівки на перший резистивний шар на трафаретній сітці. Відповідно до способу згідно з даним винаходом: на трафаретну сітку наносять попереднє покриття, на одну її сторону, у вигляді першого резистивного шару резистивного матеріалу, який переважно є світлочутливим резистивним матеріалом; після цього трафаретну сітку, яка переважно є виконаною гальванопластикою трафаретною сіткою і яка має згаданий резистивний шар, ламінують із захисною плівкою таким чином, що трафаретна сітка, резист і плівка стають пов'язаними одне з одним. За необхідності, резистивний шар може бути присутнім на захисній плівці. Захисна плівка також може бути виконана у вигляді плівки клеячого матеріалу - бути плівкою з шаром клею, на основній поверхні. Нанесення резисту у западини трафаретної сітки, тобто виконання попереднього покриття на трафаретній сітці, забезпечує хороше протікання резисту у западини трафаретної сітки і проникнення в них, внаслідок чого у западинах трафаретної сітки буде достатня кількість резиста, з хорошим зчепленням з трафаретною сіткою. Рівень заповнення трафаретної сітки матеріалу основи резистивним матеріалом згідно з способом даного винаходу, тому, буде підвищеним в порівнянні з матеріалом основи відомого рівня техніки. У рівні техніки об'єм резисту в отворах трафаретної сітки значно знижується через виконання етапу висушування і подальшої усадки резисту; і, отже, матеріал основи має рівень заповнення (що визначається як співвідношення товщини або висоти резистивного шару у западинах трафаретної сітки і товщина трафаретної сітки *100%) близько 50%. Матеріал основи, покритий і захищений на одній стороні згідно з даним винаходом, може забезпечити підвищений рівень заповнення приблизно щонайменше 60%, більш переважно щонайменше 75% і найбільш переважно понад 80%. Очевидно, що максимальним рівнем заповнення буде 100%. У результаті при використанні матеріалу основи згідно з цим винаходом 93360 6 для трафаретного друку після експонування, вияву і отвердження забезпечується висока якість друку. Крім того, спосіб згідно з винаходом дає перевагу, в тому, що, якщо які-небудь згадані проколи будуть присутні в трафаретній сітці, і в цьому випадку в матеріалі трафаретної сітки одна або декілька перемичок будуть локально уриватися, то ці проколи аналогічним чином будуть заповнені на етапі виконання покриття. Згідно з способом згаданої патентної заявки Нідерландів, якщо проколи цього типу присутні в трафаретній сітці, то можуть утворитися локально тонкі і тому більш вразливі місця в резистивному шарі в порівнянні з навколишніми ділянками резисту, що подібним чином обумовить зниження якості друкування. Також треба зазначити, що US-A-4302528 описує спосіб виготовлення матеріалу основи для, крім іншого, трафаретного друку, який містить трафаретну сітку, що має на обох основних поверхнях резистивний матеріал, захищений шарами плівки. При цьому матеріал трафаретної сітки у вигляді безперервного полотна забезпечують резистивним матеріалом на обох сторонах зануренням в рідкий світлочутливий резистивний матеріал або покриттям цим матеріалом. Потім матеріал трафаретної сітки, забезпечений таким чином резистивним матеріалом, укладають між двома плівками і пропускають через зону контакту, щоб задати остаточну товщину матеріалу основи. Цей спосіб призначений, крім іншого, для зменшення частоти виникнення пухирців повітря і/або зморшок при здійсненні способу згідно з US-A-4216287. Але матеріал основи з покриттям резистивного матеріалу на обох сторонах має ряд недоліків. Наприклад, під час етапу експонування під час попередньої обробки для формування трафарету, матеріал основи звичайно експонують з одного боку через маску в цілях отвердження фоторезисту, і при цьому неекспоновані частини, що формують зображення, яке друкується, потім можна видалити. Але у випадку використання матеріалу основи, покритого резистом на обох сторонах трафаретної сітки, немає визначеності в тому відношенні, що резистивний матеріал на затіненій стороні (тій стороні, яка не піддається безпосередньому експонуванню) трафаретної сітки буде експонований в достатній мірі і в потрібному положенні: по-перше, внаслідок затіняючої дії перемичок трафаретної сітки, і, по-друге, внаслідок неминучого розсіювання і відбиття світла цими перемичками. У випадку недостатнього отвердження воно може обумовити часткове відлускування під час друкування внаслідок контакту з ракелем. Це приводить до забруднення друкарської фарби або пасти резистивним матеріалом і/або до засмічення западин трафаретної сітки. Крім того, точність друкованого зображення при такому відлускуванні порушується. Розсіювання світла перемичками може давати ті ж небажані наслідки. Більш того резистивний шар на ракельній стороні трафарету не функціонує. Він зношується в контакті з ракелем і тому може забруднювати друкарську пасту або фарбу, і/або засмічувати западини трафаретної сітки. 7 Ці недоліки технічного рішення US-A-4302528 усунені в способі згідно з винаходом, що пропонується, япрямованим на виготовлення матеріалу основи з покриттям резистивним матеріалом, захищеного захисною плівкою тільки на одній стороні. Як згадано вище, в способі згідно з винаходом переважно використовувати світлочутливий резистивний матеріал. Можна також використовувати матеріал, який можна обробляти випромінюванням високої енергії, наприклад, лазером, або механічними засобами, щоб заздалегідь сформувати зображення, що друкується. Цей спосіб звичайно також включає в себе етап с) висушування трафаретної сітки з резистивним шаром і захисною плівкою, отриманих на етапі b). На цьому етапі с) воду/розчинники видаляють з резисту (проміжного) продукту, отриманого на етапі b). Висушування переважно прискорюють, хоча можливе і висушування на повітрі при температурі навколишнього середовища, але для цього потрібно більше часу. Приклади прискореного висушування включають висушування гарячим повітрям або інфрачервоним випромінюванням, або продуванням повітрям. Для забезпечення хорошого проникнення резистивного шару в трафаретну сітку (без виходу із западин на іншій стороні) нанесення першого резистивного шару переважно виконують шляхом множини підетапів нанесення часткових резистивних шарів, внаслідок чого перший резистивний шар складається з множини підшарів. Таким чином, западини в трафаретній сітці заповнюють поетапно, переважно з проміжним висушуванням часткових резистивних шарів (за винятком останнього); і можна забезпечити дуже високий рівень заповнення понад 75%, переважно понад 80%. Причина цього полягає в тому, що зменшення об'єму усадки часткового шару, що наноситься, компенсується нанесенням подальшого часткового шару. Резистивний шар переважно наносять на трафаретну сітку під деяким тиском, і тому світлочутливий матеріал може втікати в отвори в трафаретній сітці. Нанесення резистивного шару на одну сторону трафаретної сітки переважно виконують за допомогою ракельного пристрою для нанесення покриття. Етап b) переважно виконують, поки резист або останній нанесений резистивний шар знаходяться у вологому стані. У цьому випадку резист виконує функцію клеячої речовини для скріплення компонентів матеріалу основи один з одним. Якщо в цьому переважному варіанті способу згідно з винаходом під час ламінування присутній тільки один резистивний шар (тобто на одній стороні трафаретної сітки), то та сторона згаданого резистивного шару, яка звернена до іншого компонента, до захисної плівки, матеріалу основи, що формується - волога. Якщо резистивний шар присутній на одній стороні трафаретної сітки і на захисній плівці, то вологою буде одна сторона щонайменше одного з цих резистивних шарів, яка звернена до іншого резистивного шару під час ламінування. 93360 8 Якщо резистивний шар в трафаретній сітці складається з множини часткових шарів, то після нанесення часткового шару переважно виконують етап висушування для висушування даного часткового шару; за винятком останнього часткового шару, на який захисна плівка переважно наноситься безпосередньо, за тієї умови, що нанесений останнім частковий шар або щонайменше його сторона, далека від матеріалу трафаретної сітки, - ще вологі. Висушування переважно здійснюють при температурі, більш низькій, ніж температура отвердження резистивного матеріалу. Ця температура гарантує, що етап висушування, тобто дана температура висушування, не позначиться на експонуванні резистивного шару з малюнком, відповідним зображенню, що друкується. Температуру висушування вибирають в залежності від резисту, що використовується, наприклад нижче 100°С, переважно близько 50°С, для резисту на водній основі з приблизним вмістом води 55%. Температура, фактично рівна або, що навіть перевищує температуру отвердження, може використовуватися за тієї умови, що час висушування буде настільки коротким, що усунеться можливість отвердження світлочутливого матеріалу. Фраза «резистивний шар є вологим» означає, що на відповідній стороні резистивного шару резист в цьому стані в'язкий, і тому резист все ще може бути таким, що деформується і, внаслідок цього, можу втікати у западини між перемичками трафаретної сітки, за необхідності. Більш того, ця характеристика забезпечує хороший зв'язок між різними компонентами матеріалу основи. Для матеріалу основи існують різні відповідні типи трафаретної сітки, такі як, необов'язково, оцинкований тканий пластмасовий матеріал, як ткана металева сітка, оцинкований трикотажний або тканий матеріал з пластмасових волокон або з металевого дроту і трафаретні сітки, сформовані гальванопластикою. Трафаретні сітки, сформовані гальванопластикою, зокрема, виконані з нікелю, переважні, оскільки внаслідок гальванопластики вони мають властиву для них дуже плоску поверхню, що є позитивним фактором для забезпечення гладкості резистивного шару в матеріалі основи. У цьому полягає відмінність від тканого матеріалу, в якому волокна або дріт перетинають один одне. Трафаретна сітка має кількість меш від 70 до 500. Обмежень за формою западин трафаретної сітки немає. Відповідні приклади форми: кругла, квадратна або шестикутна. Як згадувалося коротко вище, на одну сторону захисної плівки до етапу ламінування можна нанести додатковий резистивний шар. У цьому випадку, який переважний з точки зору хорошого зчеплення компонентів один з одним і заповнення западин трафаретної сітки, та сторона додаткового резистивного шару на захисній плівці, яка вводиться в контакт з першим резистивним шаром, щонайменше - волога на етапі b) нанесення захисної плівки на перший резистивний шар на трафаретній сітці. Додатковий резистивний шар можна також нанести на захисну плівку в декілька під етапів. 9 Спосіб згідно з винаходом переважно виконують безперервно. При цьому безперервне полотно матеріалу трафаретної сітки безперервно подають, і покривають його першим резистивним шаром в один або в декілька етапів покриття, і в цьому випадку, якщо це бажане, один або декілька етапів висушування можна виконати між етапами нанесення покриття, після чого захисну плівку (або її додатковий резистивний шар) ламінують на безперервне полотно матеріалу трафаретної сітки, що має перший резистивний шар. Як згадано вище, при цьому необхідно, щоб щонайменше одна сторона одного з резистивних шарів була вологою. Безперервне полотно матеріалу трафаретної сітки в цьому випадку можна розмотувати з подаючої бобини, як і захисну плівку. Після ламінування і висушування зібраного таким чином матеріалу основи його можна намотати знов. Саме ламінування переважно виконують під деяким тиском, щоб пересвідчитися в тому, що в'язкий резистивний матеріал може деформуватися і витікати в необхідних місцях, і також для забезпечення хорошого зчеплення між різними компонентами. Температура під час ламінування може бути в межах від кімнатної температури до 70°С. У способі згідно з винаходом переважно використовувати валик, що стискається. Доцільно використовувати валик що стискається злегка, тобто злегка деформується, щоб він зміг коректувати невеликі нерівності контактної поверхні трафаретної сітки. Валик переважно є гумовим валиком і виконаний з твердої гуми з твердістю 70-90 за Шором, переважно в поєднанні з опорним валиком підвищеної твердості, переважно виконаним з металу. Відносно товщини першого резистивного шару і, якщо такий є, додаткового резистивного шару на захисній плівці обмежень немає, але ця товщина в деякій мірі залежить від виду кінцевого використання матеріалу основи. Товщина резистивного шару в матеріалі основи звичайно має значення від декількохмкм до декількох десятківмкм. Якщо резистивний шар є і на трафаретній сітці, і на захисній плівці, то резистивний матеріал цих шарів переважно має однаковий склад, і тому - ті ж відповідні властивості, такі як швидкість висихання, в'язкість і швидкість отвердження і інш. Експерименти показали, що при здійсненні цього способу можна досягнути значення Rz величиною в 10мкм або менше. Це дає істотне поліпшення друкування з використанням продукту, що отримується способом згідно з даним винаходом. Альтернативою використання склеюючого ефекту вологого резисту є використання саме клею. У цьому випадку захисна плівка зв'язується з першим резистивним шаром клеєм, який наносять на захисну плівку переважно заздалегідь. Ще один варіант винаходу відноситься до матеріалу основи для трафаретного друку, який містить: трафаретну сітку, резистивний шар з резистивного матеріалу і захисну плівку, причому трафаретна сітка містить мережу перемичок, створюючих западини, причому резистивний шар і захисна плівка передбачені на одній стороні тра 93360 10 фаретної сітки, і рівень заповнення резистивного шару між перемичками (що визначається як співвідношення товщини або висоти резистивного шару у западинах трафаретної сітки і товщина трафаретної сітки * 100%) трафаретної сітки перевищує 60%, більш переважно перевищує 75% і найбільш переважно перевищує 80%. При розгляданні поперечного перерізу матеріалу основи в мікроскоп видно, що непокрита поверхня резисту у западині трафаретної сітки більш плоска, ніж на матеріалі відомого рівня техніки, поверхня якого в більшій мірі має форму угнутого меніска. У матеріалі основи згідно з винаходом відстань від перемичок трафаретної сітки до поверхні резистивного шару на стороні захисної плівки одноманітна. Ця відстань визначається як найкоротша відстань між перемичками і згаданою поверхнею резистивного шару. У даному описі термін «одноманітний» означає, що зміни цієї відстані незначні, звичайно менше за ±5мкм, переважно менше за ±2мкм. Оскільки спосіб згідно з винаходом передбачає нанесення резистивного матеріалу в і на трафаретну сітку перед ламінуванням, то глибина проникнення резистивного шару між перемичками трафаретної сітки також більш одноманітна, ніж в продукції відомого рівня техніки. Висота в цьому випадку вимірюється відстанню між найглибшою точкою в резистивному шарі перемички трафаретної сітки і поверхнею резистивного шару між двома перемичками на вільній стороні трафаретної сітки, тобто на стороні, зверненій від захисної плівки. Зміна товщини незначна, переважно менше за ±5мкм. Для створення захисної плівки придатними полімерними матеріалами є наступні: поліетилен, поліпропілен, складний поліефір, полівінілхлорид, поліакрилат, поліетилентерефталат, поліетиленімін, полібензтіазол, хлорований полівінілхлорид і інш. Відносно товщини плівки обмежень немає, і ця товщина може складати, наприклад, від 25 до 500мкм. Резист, що використовується для резистивного шару, переважно є світлочутливим резистом на основі органічних розчинників або води. Резист переважно має вміст сухої речовини в межах 3060%. Розмір частинок резисту переважно менше за 25мкм, більш переважно менше за 10мкм. В'язкість резисту переважно складає від 1000 до 4000сп. Резист переважно містить складові, вибрані з групи, що складається з стверджуваного ультрафіолетовим випромінюванням поліакрилату, полівінілацетату, діазосполуки полівінілового спирту, алкіду, епоксидної смоли, меламіну, біхромату і світлочутливого каучуку на основі полісилоксану зі стироловими і бутадієновими замісниками (SBQ) на водній основі. Як згадано вище, переважно використовувати однаковий резист для першого резистивного шару на трафаретній сітці і для додаткового резистивного шару на захисній плівці, якщо такі застосовуються. Поверхневе натягнення резисту, який наноситься на захисну плівку, переважно менше або дорівнює поверхневому натягненню плівки, щоб забезпечити доцільну текучість резисту на плівці 11 при нанесенні додаткового резистивного шару. Якщо бажано, поверхневе натягнення плівки можна (тимчасово) підвищити шляхом попередньої обробки в пристрої обробки коронним розрядом. Винахід також стосується пристрою виготовлення матеріалу основи для трафаретного друку у вигляді безперервного полотна, що містить наступні компоненти: трафаретну сітку, шар резистивного матеріалу і захисну плівку; причому пристрій містить: транспортерний засіб для переміщення безперервного полотна матеріалу трафаретної сітки, засіб нанесення покриття, який наносить резистивний матеріал на одну сторону безперервного полотна матеріалу трафаретної сітки, що рухається; подаючий засіб для подачі захисної плівки; з'єднуючий засіб, який вводить захисну плівку в контакт з резистивним матеріалом безперервного полотна матеріалу трафаретної сітки, що має шар резистивного матеріалу; і висушуючий засіб для висушування обробленого безперервного полотна матеріалу трафаретної сітки. Згідно з винаходом, функція нанесення покриття з матеріалу трафаретної сітки у вигляді безперервного полотна і функція з'єднання матеріалу трафаретної сітки, покритого резистивним матеріалом, об'єднані в одному пристрої. Висушуючий засіб призначений для висушування часткових резистивних шарів, якщо такі є, і для висушування комбінованого матеріалу основи, що містить трафаретну сітку, резистивний шар і захисну плівку. Транспортерний засіб переважно має розмотуючий засіб для розмотування безперервного полотна матеріалу трафаретної сітки з подаючої бобини і також намотуючий засіб для намотування обробленого безперервного полотна матеріалу трафаретної сітки на бобину. У даному описі фраза «оброблене безперервне полотно матеріалу трафаретної сітки» означає безперервне полотно матеріалу трафаретної сітки, на яке нанесені перший резистивний шар або один, або більше часткових резистивних шарів; або безперервне полотно матеріалу трафаретної сітки з резистивним шаром і захисною плівкою (тобто матеріалу основи). Завдяки використанню розмотуючого засобу і намотуючого засобу цей пристрій доцільний для виготовлення довгих безперервних полотен матеріалу основи. Більш того, ці засоби дозволяють використання даного пристрою для нанесення резистивного шару на одну сторону матеріалу трафаретної сітки в декілька етапів. У цьому випадку на кожному етапі, крім останнього, матеріал трафаретної сітки розмотують з подаючої бобини, наносять на нього покриття, висушують і намотують на пусту бобину. Останню бобину потім переводять в положення розмотування, і, тепер пусту, подаючу бобину переводять в намотуюче положення, після чого подальший підетап можна виконати в порядку, що описується вище. Або матеріал з нанесеним на нього покриттям можна розмотувати в напрямі, протилежному напряму намотування бобини, що відбувалося перед цим, наносити на нього покриття, висушувати і знов намотувати, за тієї умови, що засіб висушування і/або засіб нанесення покриття будуть присутні в двох примірниках, щоб ці види обробки можна бу 93360 12 ло виконати згідно з належним порядком. На останньому підетапі висушуючий засіб вимикають або переводять в режим роботи зниженої інтенсивності. Потім захисну плівку наносять на вологий маючий тепер покриття матеріал трафаретної сітки, який потім намотують. Отриманий таким чином матеріал основи потім можна пропустити через висушуючий засіб, з вимкненим пристроєм для нанесення покриття. Приклади відповідних пристроїв для нанесення покриття включають: валик з нанесеним на нього малюнком, ракель, шаблон або растр, так званий пристрій для нанесення покриття через щілинну головку, пристрій для ковзаючого нанесення покриття, пристрій для валкового нанесення покриття. Див. "Liquid film coating", S.F. Ristler and P.M. Schweizer, Chapmann & Hall, London, 1997. Засіб для нанесення покриття переважно являє собою ракельний пристрій нанесення покриття. З'єднувальний засіб переважно являє собою вузол, що складається з валика і опорного валика. Опорний валик безпосередньо контактує з матеріалом трафаретної сітки (переважно з виконаним гальванопластикою матеріалом трафаретної сітки). Захисна плівка контактує з притискним валиком, переважно з гумовим притискним валиком. Валик і опорний валик переважно спільно виконані таким чином, що плівка частково прямує на притискний валик перед її нанесенням на покритий матеріал трафаретної сітки. Як альтернатива, структуру, що складається із захисної плівки і матеріалу трафаретної сітки з резистивним шаром, можна пропустити по валику з розтягуючим зусиллям, і при цьому захисна плівка буде контактувати із згаданим валиком. У цьому випадку опорний валик не потрібний. Висушуючий засіб містить, наприклад, інфрачервоні сушарки, хоча можна також використати і інші висушуючі засоби, що описуються в докладному описі способу згідно з винаходом. Щоб резистивний матеріал, який (ще) не висох, не витікав із западин в матеріалі трафаретної сітки під дією сили тяжіння, в переважному здійсненні пристрою згідно з винаходом засоби нанесення покриття розташовані вздовж вертикального перерізу траєкторії руху безперервного полотна матеріалу трафаретної сітки. Пристрій може також містити розрядний засіб для видалення електростатичного заряду на захисній плівці. Винахід далі пояснюється з посиланням на прикладені креслення, на яких: Фіг.1 - схематичне зображення поперечного перерізу матеріалу основи, отриманого за способом з рівня техніки; Фіг.2 - перший варіант способу згідно з винаходом; Фіг.3 - інший переважний варіант способу згідно з винаходом; і Фіг.4 - варіант пристрою згідно з винаходом. На Фіг.1 показаний матеріал 10 основи з рівня техніки. Цей матеріал 10 основи містить матеріал 12 трафаретної сітки, що має западини 14, відділені одна від одної перемичками 16. Шар 20 світлочутливого матеріалу знаходиться на одній сто 13 роні 18 (указано пунктиром) трафаретної сітки 12, при цьому шар 20 частково проникає у западини 14 в трафаретній сітці 12. На іншій стороні: резистивний шар 20 захищений захисною плівкою 22. Внаслідок дії капілярного ефекту є окремі місця, в яких, незважаючи на хороший розподіл резисту по поверхні матеріалу 12 трафаретної сітки, розподіл у западинах 14 трафаретної сітки матеріалу 12 трафаретної сітки залишає бажати кращого. Місця цього типу вказані позицією 24 на Фіг.1. Отже, в багатьох випадках в цих місцях резист проник набагато далі в матеріал 12 трафаретної сітки. Причому також можуть бути присутніми так звані проколи, тобто в деяких місцях матеріалу 12 трафаретної сітки перемички можуть бути відсутніми. Прокол цього типу вказаний стрілкою 26 на Фіг.1. Тут також світлочутливий матеріал проник в меншій мірі в трафаретну сітку 12 і знизив зчеплення з сусідніми перемичками 16. Менша глибина проникнення в трафаретну сітку в цих місцях 24 і прокол 26 можуть несприятливо позначитися на якості друкування. Висота резистивного шару 20 у западинах 14 між перемичками, полічена зі сторони 18, позначена як hp, і товщина трафаретної сітки позначена як dp. Співвідношення hp/dp є рівнем заповнення і складає менше 40%. На Фіг.2 показаний варіант способу виготовлення матеріалу основи для трафаретного друку згідно з винаходом. Згідно з цією Фіг.2 компоненти, відповідні компонентам на кресленні Фіг.1, мають ті ж посилальні позиції. Згідно з винаходом, матеріал 12 трафаретної сітки, що має перемички 16, які обмежують западини 14 трафаретної сітки, спочатку забезпечують на одній стороні першим резистивним шаром під загальною посилальною позицією 30, причому цей матеріал, наприклад, нанесений під тиском в декілька етапів, наприклад - трьома етапами, ракельним пристроєм для нанесення покриття. Часткові шари позначені як 30а, b і с, відповідно. Створені по суті одноманітні товщина і глибина проникнення резистивного шару 30 в трафаретну сітку 12, незважаючи на те, що в цьому випадку також є прокол 26. Якщо резистивний шар 30 створювати декількома підетапами, то ризик включень повітря буде знижений. Етап висушування виконують після нанесення частин 30а і З0b першого резистивного шару. Потім наносять останній частковий резистивний шар 30с резистивного матеріалу, на який потім наносять захисну плівку 22 під невеликим тиском, поки цей частковий резистивний шар 30с або щонайменше його вільна поверхня 32 ще вологі; в цьому варіанті тиск прикладають притискним валиком 34, поверхнею якого є тверда гума, і опорним валиком 36, виконаним з металу. Після того, як ця структура буде висушена, буде отриманий матеріал основи з резистивним шаром і захисною плівкою на одній і тій же стороні, з гладкою поверхнею резистивного шару 30, що має одноманітну глибину проникнення в трафаретну сітку 12. Ця глибина проникнення, або товщина, на цьому кресленні позначена як hi між поверхнею 42 контакту (відповідній стороні 18 з рівня техніки) перемичок 16 в резистивному шарі 93360 14 30 і вільною поверхнею резистивного шару 30 між перемичками 16. Загальна товщина резистивного шару 30 позначена як h. Толщина трафаретної сітки 12 позначена як di. Рівень заповнення складає більше 80%. На Фіг.3 показаний альтернативний спосіб, згідно з яким захисна плівка 22 також має додатковий резистивний шар 38 світлочутливого матеріалу, перед ламінуванням. У цьому випадку етап ламінування виконують, поки щонайменше одна сторона 32 і/або 40 щонайменше одного з резистивних шарів 30 і 38 волога. На Фіг.4 показаний варіант пристрою 100 згідно з винаходом. Пристрій 100 має опору (не показана); транспортерний механізм для переміщення матеріалу 12 трафаретної сітки у вигляді безперервного полотна; засіб для нанесення покриття, яке наносить (частковий) шар 30, 30а-с резистивного матеріалу на одну сторону матеріалу трафаретної сітки; засіб 102 висушування, який висушує матеріал основи і/або матеріал трафаретної сітки, покритий резистивним матеріалом; і з'єднувальний засіб для нанесення захисної плівки на матеріал трафаретної сітки з покриттям. Транспортерний механізм містить верхній намотуючий пристрій 104 і нижній намотуючий пристрій 106. Кожний пристрій може мати спеціалізований привід 105, і тому пристрій 104, 106 виконаний з можливістю і розмотування, і намотування. У варіанті, що пояснюється, пристрій 104 використовується для розмотування безперервного полотна 108 матеріалу 12 трафаретної сітки з подаючої бобини 110. Матеріал основи або матеріал трафаретної сітки з покриттям резисту намотується на пристрої 106. Крім того, транспортерний механізм має направляючі валики 112, які направляють безперервне полотно матеріалу через пристрій 100. У варіанті, що пояснюється, засіб для нанесення покриття має ракельний пристрій 114, що містить ножову раму 116 на стороні матеріалу, що покривається у вигляді безперервного полотна, і опорний ніж 118 на іншій стороні. Рівень резистивного матеріалу в ножевій рамі 116 по можливості зберігають постійним, щоб наносити (частковий) резистивний шар одноманітної товщини, переважно нижче положення ріжучої кромки опорного ракеля 118. Висушування матеріалу трафаретної сітки з покриттям часткового резистивного шару виконують інфрачервоними сушарками 102. Висушування не виконують або виконують не повністю після нанесення останнього часткового резистивного шару; і при цьому захисна плівка 122 у вигляді безперервного полотна, розмотана з подаючої бобини 122, частково прямує по гумовому направляючому валику 112 і потім вводиться в контакт з вологим покритим матеріалом трафаретної сітки. Направляючий валик 112 в цьому випадку функціонує як валик (позначений як 34 на Фіг.2 і 3). Отриманий таким чином матеріал 10 основи намотують в пристрої 106 і потім висушують. Розрядні засоби 124 встановлені зверху і знизу (для ясності показаний тільки нижній) траєкторії захисної плівки 22 від подаючої бобини 122 до опорного валика 36. 15 93360 Спосіб згідно з винаходом забезпечує дуже одноманітну глибину проникнення або рівень заповнення резистивним матеріалом, покритим і Комп’ютерна верстка М. Ломалова 16 захищеним на одній стороні, в трафаретній сітці і, зрештою, також забезпечує дуже гладку поверхню резистивного шару в матеріалі основи. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for producing base material for screen-printing and base material of this type
Автори англійськоюKoopman Wilfried Franciscus Maria, Poelman Jacob Jacobus, Koster Johannes Franciscus Gerardus, Blankenborg Stephanus Gerardus Johannes
Назва патенту російськоюСпособ и устройство для изготовления материала основы для трафаретной печати и материал основы этого типа
Автори російськоюКупман Уилфрид Францискус Мария, Поелман Якоб Якобус, Костер Йоханнес Францискус Герардус, Бланкенборг Стефанус Герардус Йоханнес
МПК / Мітки
МПК: B41C 1/00
Мітки: спосіб, друку, пристрій, основі, трафаретного, виготовлення, типу, матеріалу, матеріал, цього
Код посилання
<a href="https://ua.patents.su/8-93360-sposib-i-pristrijj-vigotovlennya-materialu-osnovi-dlya-trafaretnogo-druku-i-material-osnovi-cogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій виготовлення матеріалу основи для трафаретного друку і матеріал основи цього типу</a>
Спосіб виготовлення матеріалу основи для трафаретного друку і матеріал основи цього типу (варіанти)
Номер патенту: 84459
Опубліковано: 27.10.2008
Автор: Бланкенборг Стефанус Герардус Йоханнес
МПК: B41F 15/34, G03F 7/00
Мітки: типу, варіанти, матеріалу, трафаретного, друку, виготовлення, основі, матеріал, цього, спосіб
Формула / Реферат:
1. Спосіб виготовлення матеріалу (25) основи для трафаретного друку, який містить: трафаретну сітку (5), шар (13) резисту, що містить світлочутливий матеріал і захисну плівку (10), згідно з яким: наносять перший шар (15) резисту на одну сторону захисної плівки (10); висушують перший (15) шар резисту; наносять додатковий шар (17) резисту на перший шар (15) резисту; і потім наносять трафаретну сітку (5) на додатковий шар (17) резисту; при цьому...
Фотополімеризаційноздатна композиція для виготовлення друкарських форм трафаретного та плоского офсетного способів друку
Номер патенту: 3624
Опубліковано: 15.12.2004
Автори: Шибанов Володимир Вікторович, Кукура Юрій Андрійович, Нізельський Юрій Миколайович, Мельников Олександр Валерійович
МПК: G03F 7/085
Мітки: плоского, друку, форм, способів, композиція, трафаретного, фотополімеризаційноздатна, друкарських, офсетного, виготовлення
Формула / Реферат:
Фотополімеризаційноздатна композиція для виготовлення друкарських форм трафаретного та плоского офсетного способів друку, що містить модифікований полівініловий спирт (МПВС) та фотоініціатор, яка відрізняється тим, що як фотоініціатор містить 2,2-біс-(8-окси-3,6-діоксаоктилокси)фенілетанон (ФАТ) у такому співвідношенні компонентів, мас %: МПВС 97,0-98,8 ФАТ 1,2-3,0.
Ламінований пакувальний матеріал, спосіб його виготовлення та пакувальна тара, виготовлена з цього пакувального матеріалу
Номер патенту: 81397
Опубліковано: 10.01.2008
Автори: Берлін Мікаель, Бентмар Матс, Ліндквіст Ульф, Флеммер Катаріна
МПК: B65D 65/40, C08L 3/00, C08K 3/36, D21H 27/10, C08L 29/00, B32B 27/18, C08K 7/00, B32B 29/00, D21H 19/00
Мітки: матеріал, пакувальний, виготовлена, виготовлення, спосіб, матеріалу, ламінований, цього, пакувальна, тара, пакувального
Формула / Реферат:
1. Ламінований пакувальний матеріал (10), що включає каркасний шар (11) і захисний шар (14), сформований з рідкої композиції, яка містить дисперсію або розчин полімеру, крохмалю або похідної крохмалю, на одному з боків каркасного шару, при цьому захисний шар містить також частинки аморфного SiO2, який відрізняється тим, що частинки аморфного SiO2 присутні в захисному шарі у вигляді частинок колоїдних розмірів в кількості більше 40 мас. %, але...
Гідроізолювальний матеріал, що деформується, для дахів та спосіб виготовлення цього матеріалу
Номер патенту: 27015
Опубліковано: 28.02.2000
Автори: Джекобсен Пер, Андерсен Сьюзен Б'єргегаард
МПК: E04D 13/14, E04D 13/00
Мітки: виготовлення, цього, матеріалу, спосіб, гідроізолювальний, дахів, матеріал, деформується
Формула / Реферат:
1. Деформируемый гидроизолирующий материал для крыш, состоящий, по крайней мере, частично из гофрированной ленты или полосы из металлического листа или фольги с гофрами в виде непрерывного волнового профиля, отличающийся тем, что гофры выполнены в двух ортогональных направлениях.2. Деформируемый гидроизолирующий материал для крыш по п.1, отличающийся тем, что дополнительно содержит второй металлический слоя той же формы, сложенным с...
Композиційний матеріал,що містить суперабразивні частинки та спосіб виготовлення цього матеріалу
Номер патенту: 54398
Опубліковано: 17.03.2003
Автори: Лєвашов Євгєній А., Боровінская Інна П., ОХІЯНАГІ Мансші, Тротшуе Алєксандр В., Хоссомі Сатору, Коізумі Мітсуе
МПК: B22F 3/23, B22F 7/04, B24D 3/14
Мітки: суперабразивні, композиційний, містить, частинки, виготовлення, спосіб, матеріалу, матеріал,що, цього
Формула / Реферат:
1. Композиційний матеріал, що містить суперабразивні частинки, який включає основу з формованого металевого блока, а також функціональну частину з керамічного матеріалу, що містить суперабразивні частинки, яку приєднано до поверхні зазначеної основи металом, що розплавився під час процесу самопоширювального високотемпературного синтезу (СВС).2. Композиційний матеріал за п. 1, де зазначений керамічний матеріал є продуктом, який...
Попередній патент: Транспортний білок, що застосовується для введення хімічних сполук до нервових клітин
Наступний патент: Дисплей для використання у громадських місцях
Випадковий патент: Спосіб отримання кристалів p-znse