Пристрій і спосіб виконання лінії надійного відламування для промислового відрізання листів скла
Номер патенту: 112612
Опубліковано: 26.09.2016
Автори: Мюллер Міхаель, Шьонхайтс Клаус, Ліннхофф Вінхольд
Формула / Реферат
1. Пристрій для виконання лінії надійного відламування для промислового відрізання листів скла за допомогою ріжучого колеса, переміщуваного із натисканням по поверхні скла на лінії виробництва полірованого листового скла, що має наведені далі ознаки:
a) базову консоль (11) із закріпленою на її нижній стороні віссю (19) обертання, на якій із можливістю обертання встановлена обертова головка (5) із однією робочою стороною, через пружний елемент (17) і встановлений горизонтально нерухомо із можливістю вертикального переміщення з'єднувальний елемент (16) з'єднаною з ходовим гвинтом (15), виконаним із можливістю вертикального переміщення у з'єднувальній втулці (14),
b) серводвигун (12), встановлений на верхній стороні опорної консолі (11), моторна вісь (13) якого нерухомо з'єднана зі з'єднувальною втулкою (14),
c) балкоподібний тримач (6) куліси, одна сторона якого з'єднана з робочою стороною обертової головки (5) з'єднувальними елементами (8), а на його протилежній іншій стороні встановлений тримач (20) ріжучого колеса із ріжучим колесом (2),
d) кулісу (3), утворену середньою зоною тримача (6) куліси, жорсткість якої цілеспрямовано зменшено шляхом виконання 4 великих циліндричних отворів і одного маленького циліндричного отвору між ними, причому ці отвори у бічній проекції мають форму кіл великого радіуса (22) та одного кола маленького радіуса (23) і вздовж поздовжніх осей переходять один в інший без перемичок,
e) тензометричний датчик (4), закріплений на верхній стороні куліси (3) для реєстрації її коливань, відповідний електронний вимірювальний блок (21) і кабель (26) передачі даних, з'єднаний із блоком (27) керування серводвигуна (12).
2. Пристрій за п. 1, який відрізняється тим, що кожна пара великих циліндричних отворів, виконаних у кулісі (3) із взаємним перетинанням, в площині перетинання утворює фігуру vesica piscis, а також тим, що відстань між центром малого кола і центрами обох пар більших кіл дорівнює подвійному радіусу (23) малого кола, а також тим, що співвідношення між радіусом (23) і радіусом (22) становить 1:1,55.
3. Пристрій за п. 1 або 2, який відрізняється тим, що виконаний з можливістю встановлення в револьверній головці (24) для автоматичної зміни інструмента.
4. Пристрій за пп. 1 або 2, або 3, який відрізняється тим, що містить датчик для реєстрації висоти розміщення листа (1) скла безпосередньо перед процесом відрізання і використання можливих змін у позитивному або негативному напрямку для коригування та/або встановлення сигналів керування серводвигуна (12).
5. Спосіб виконання лінії надійного відламування для промислового відрізання листів скла за допомогою ріжучого колеса, переміщуваного під навантажувальним зусиллям на лінії виробництва полірованого листового скла, що включає наведені далі стадії:
a) визначення місця початку лінії відламування і встановлення тримача (20) ріжучого колеса із ріжучим колесом (2) у відповідне положення,
b) опускання тримача (20) ріжучого колеса і притискання ріжучого колеса (2) із бажаним зусиллям до відповідного листа (1) скла, який вже переміщують під ріжучим колесом (2) або починають переміщувати лише після завершення процесу встановлення різального ножа на його поверхню, причому зусилля притискання встановлюють за допомогою куліси (3) і контролюють за допомогою закріпленого на ній тензометричного датчика (4),
c) формування відповідного сигналу керування для серводвигуна (12) при виявленні зміни висоти розміщення листа (1) скла на підставі зміни величини опору тензометричного датчика (4) для забезпечення відповідної зміни зусилля притискання ріжучого колеса (2) за допомогою важільного елемента в формі тримача (6) куліси.
6. Спосіб за п. 5, який відрізняється тим, що на основі параметрів, виміряних тензометричним датчиком (4), здійснюють швидке визначення товщини скла, а також визначення технологічних параметрів для швидкого встановлення ріжучого колеса (2) і оптимізованого зусилля притискання.
7. Спосіб за п. 6, який відрізняється тим, що застосовують кілька пристроїв за будь-яким із пп. 1-4, розміщених по колу в формі револьверної головки (24) для автоматичної зміни інструмента.
8 Спосіб за пп. 5 або 6, або 7, який відрізняється тим, що за допомогою датчика реєструють висоту розміщення листа (1) скла безпосередньо перед процесом відрізання і використовують зміни в позитивному або негативному напрямку для коригування та/або встановлення сигналів керування серводвигуна (12).
Текст
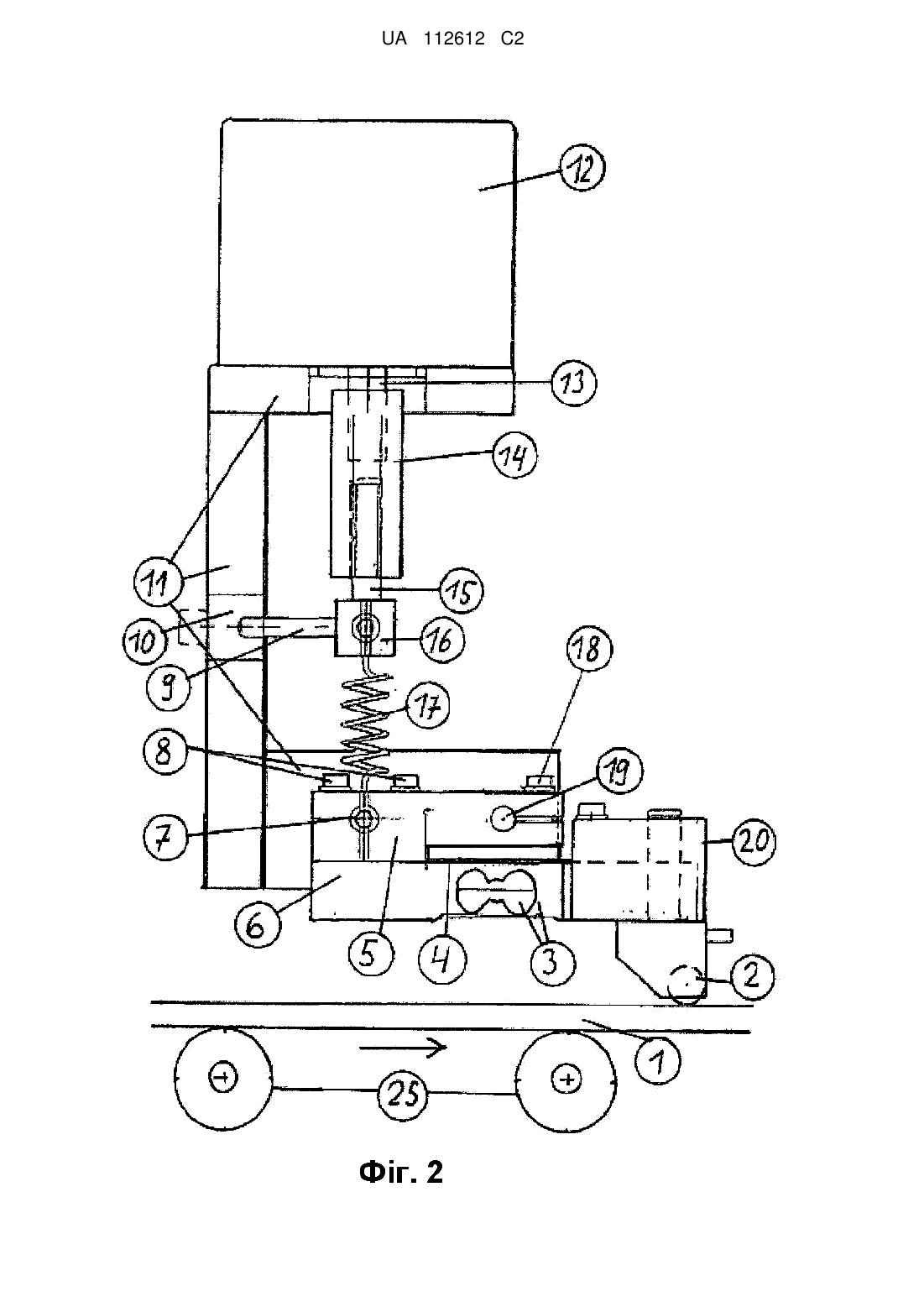
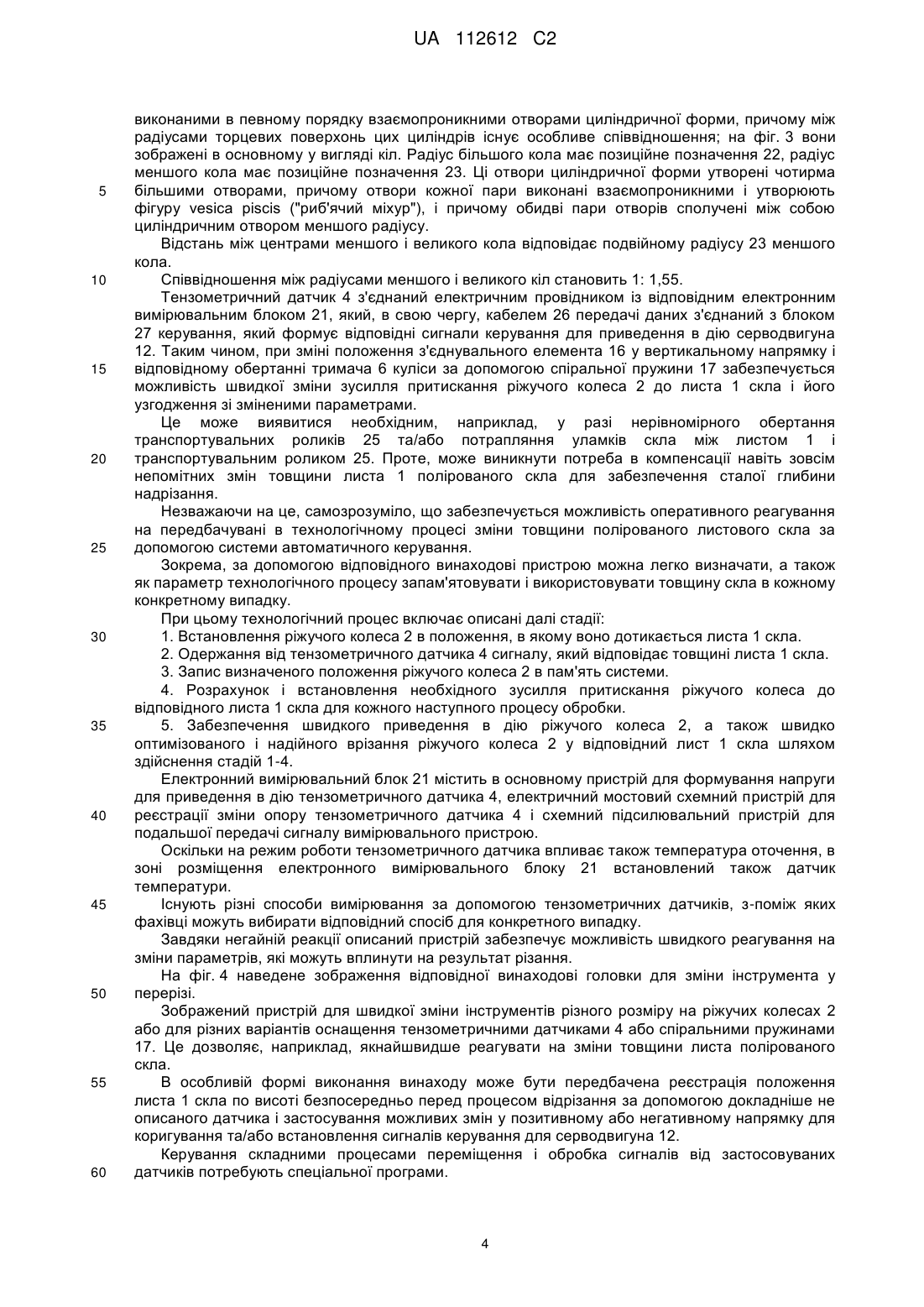
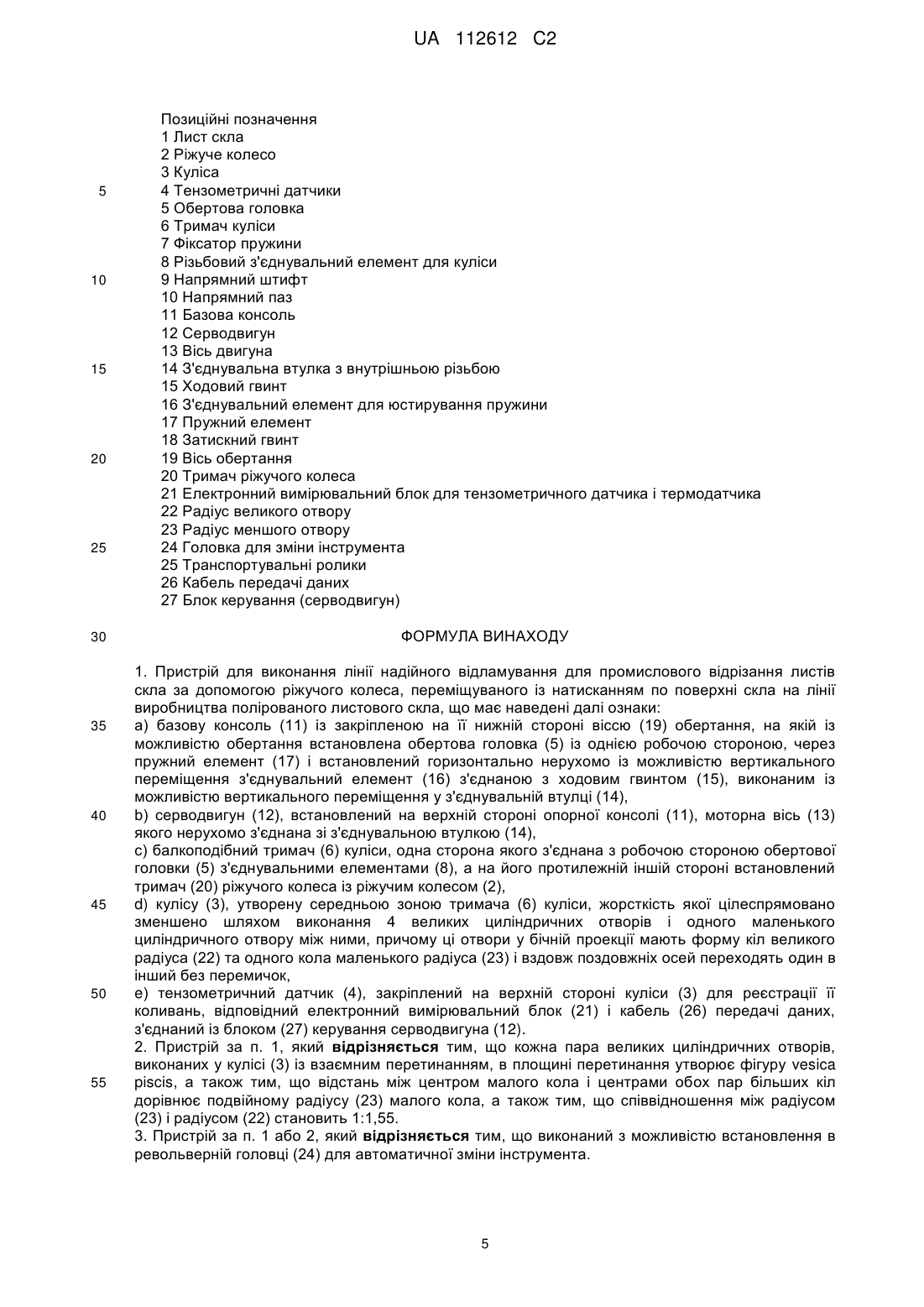
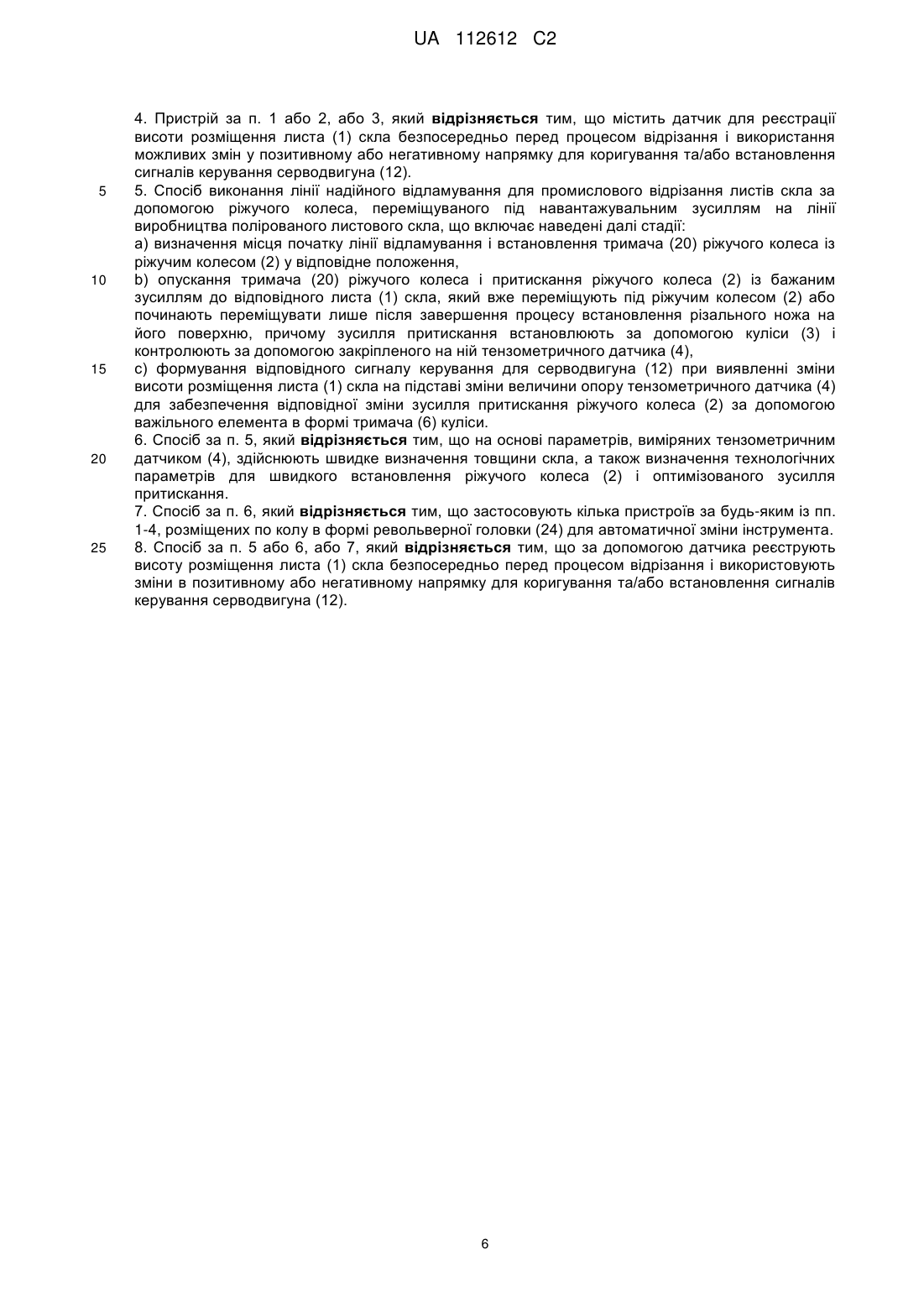
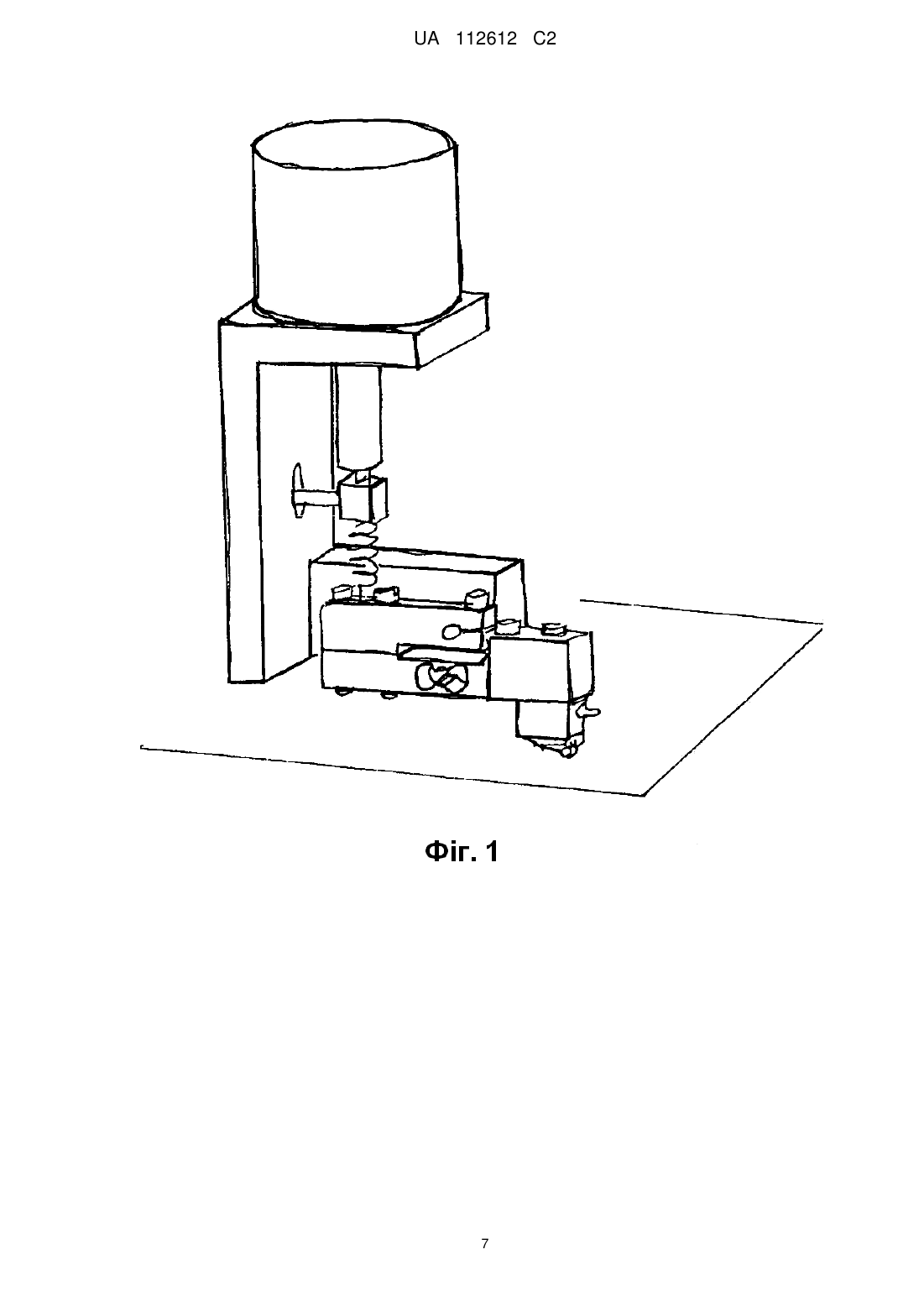
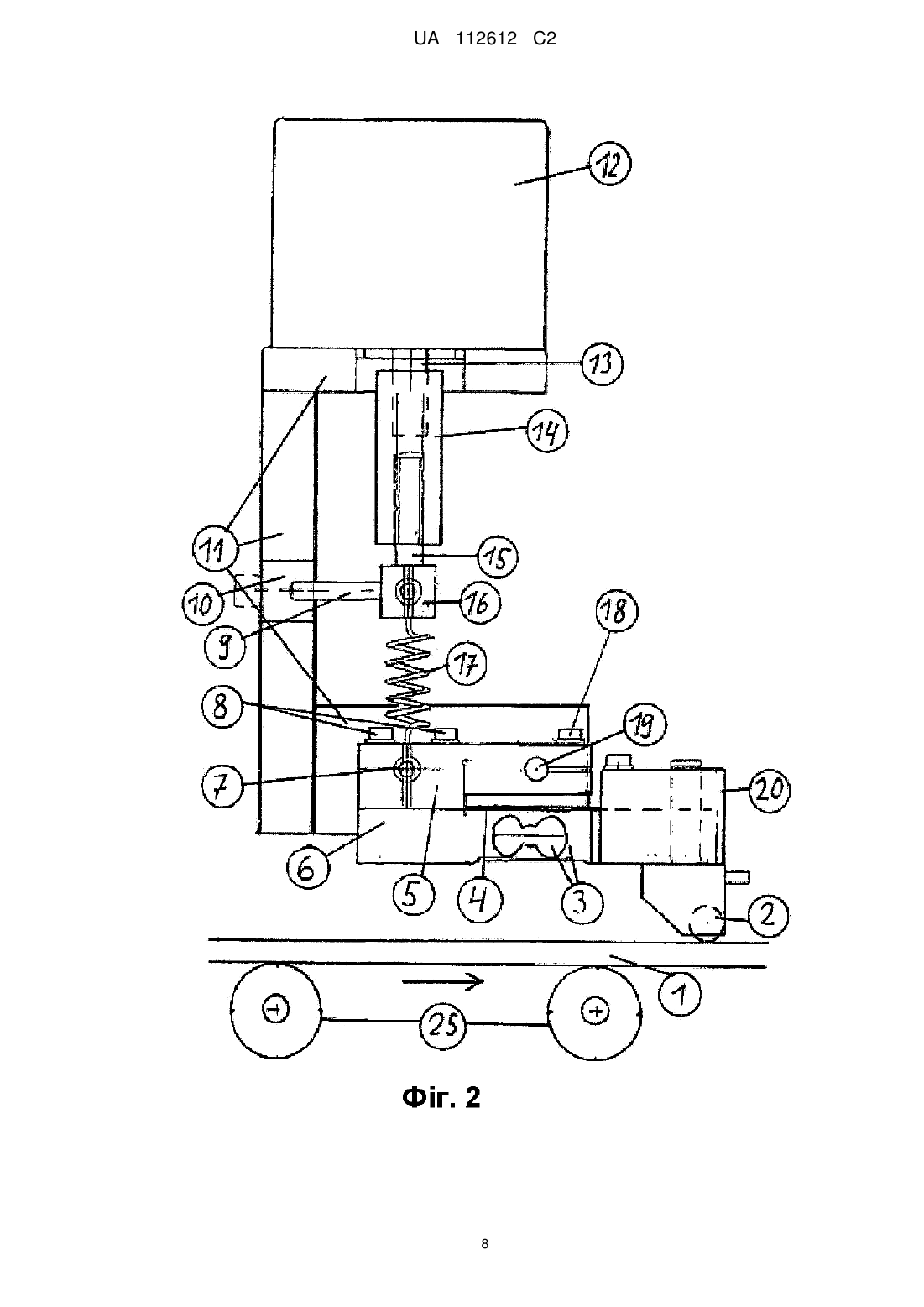
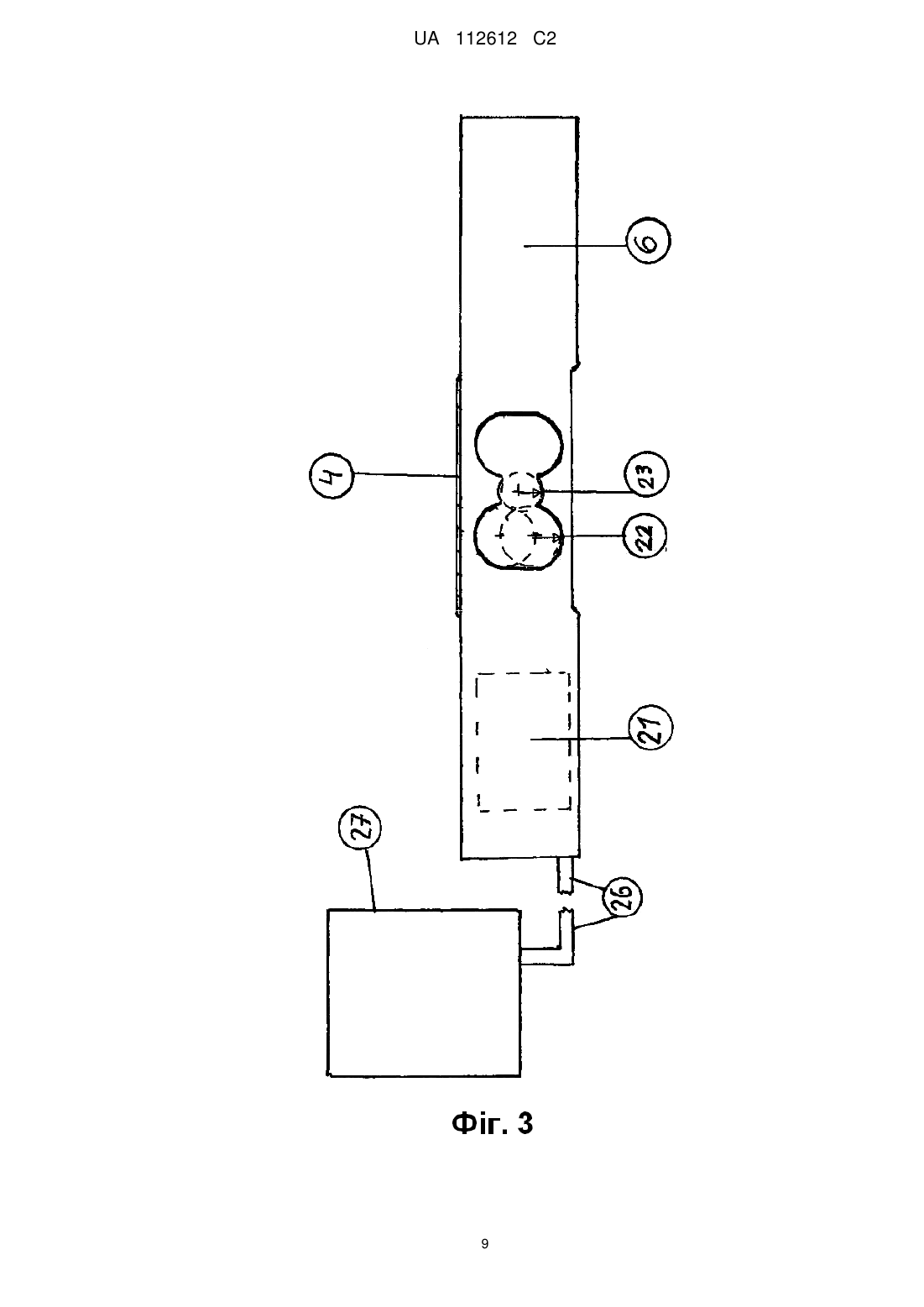
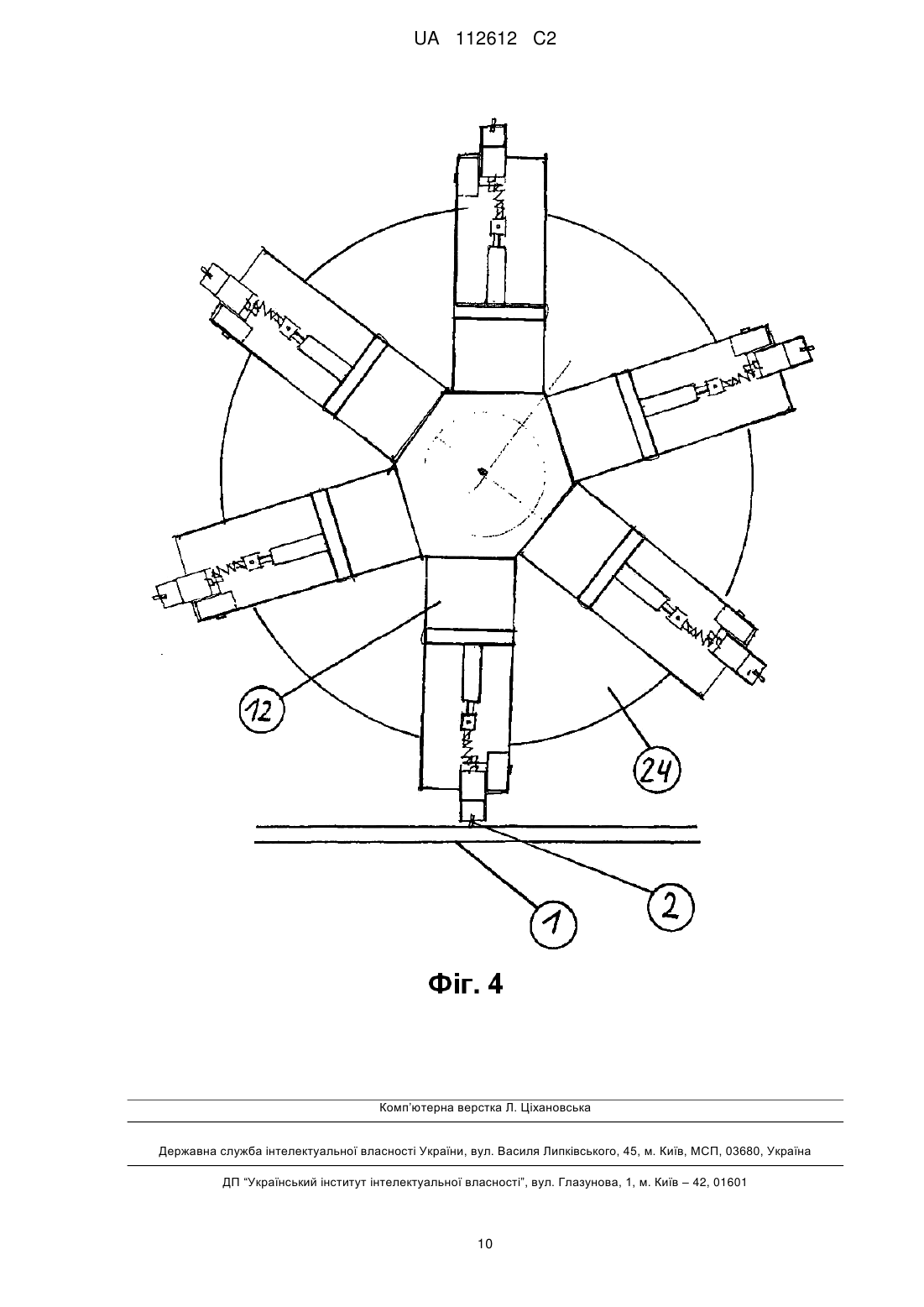
Реферат: Пристрій і спосіб виконання лінії надійного відламування для промислового відрізання листів скла за допомогою ріжучого колеса, переміщуваного із натисканням по поверхні скла на лінії виробництва полірованого листового скла, із наведеними далі ознаками: a) визначення місця початку лінії відламування і встановлення тримача (20) ріжучого колеса із ріжучим колесом (2) у відповідне положення, b) опускання тримача (20) ріжучого колеса і притискання ріжучого колеса (2) із бажаним зусиллям до відповідного листа (1) скла, який вже переміщують під ріжучим колесом (2) або починають переміщувати лише після завершення процесу встановлення різального ножа на його поверхню, причому зусилля притискання встановлюють за допомогою куліси (3) і контролюють за допомогою закріпленого на ній тензометричного датчика (4), c) формування відповідного сигналу керування для серводвигуна (12) при виявленні зміни висоти розміщення листа (1) скла на підставі зміни величини опору тензометричного датчика (4) для забезпечення відповідної зміни зусилля притискання ріжучого колеса (2) за допомогою важільного елемента в формі тримача (6) куліси. UA 112612 C2 (12) UA 112612 C2 UA 112612 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу і пристрою для виконання надійної лінії відламування для промислового відрізання листів скла. Із рівня техніки, наприклад, із публікації DE 10 2004 025 329 B4, відомий спосіб вирізання зі скла заготовок для автомобільних вікон або скляних пластин іншої форми в лінії виробництва полірованого листового скла із невеликою кількістю відходів. В основу цього винаходу покладено задачу зменшення значної кількості відходів у застосовуваному вже протягом багатьох років способі вирізання заготовок для автомобільних вікон і забезпечення можливості економічного виготовлення скляних вікон для автомобілів. Для вирішення цієї задачі згідно з пунктом 1 формули винаходу розроблений спосіб вирізання заготовок для виготовлення автомобільних вікон або скляних пластин іншої, в основному симетричної або асиметричної трапецієподібної форми, з невеликою кількістю відходів. При цьому скляні пластини трапецієподібної форми безпосередньо на виробничій лінії вирізають зі смуги полірованого листового скла і вибирають таку схему вирізання, при якій кожні дві скляних пластини, повернуті одна відносно іншої на кут 180°, дотикаються одна одної відповідними скісними кромками, а їх паралельні кромки (основи трапецій) розміщені на одній лінії, тобто на смузі з полірованого листового скла утворюється смуга із заготовок. Згідно з винаходом також передбачено, що сусідні в напрямку простягання смуги полірованого листового скла пари скляних пластин безпосередньо прилягають одна до іншої, причому для вирізання орієнтованих під кутом відносно осі скляної смуги навскісних бічних кромок застосовують відповідно орієнтовані поздовжньо-різальні органи, а для різання утворюючих верхню та нижню кромки смуги паралельних основ трапецій - поперечно-різальні органи. Проте, при цьому не йдеться про процеси відрізання смуг полірованого листового скла, переміщуваних із великою швидкістю. У публікації DE 10 2009 023 602 B4 описаний пристрій для промислового виготовлення великих партій великоформатних листів скла, які піддаються пружному деформуванню. В основу цього винаходу було покладено задачу розроблення пристрою для відрізання великоформатних скляних пластин, які піддаються пружному деформуванню, за допомогою лазерних променів, який є відносно економічним, придатним до застосування в промисловому масштабі та надійним у роботі. Цю задачу вирішено в пристрої згідно з пунктом 1 формули винаходу описаними далі ознаками, що містить: a) пристрій для підведення листа (3) скла з можливістю реєстрації положення його передньої кромки і фіксації в бажаному положенні, b) пристрій для надрізання поверхні верхньої сторони листа (3) скла вздовж передбачуваної лінії відламування, c) пристрій для локального нагрівання поверхні скла лазерним променем, що виконує віялоподібні коливання в процесі переміщення вздовж прямої лінії в трубоподібній напрямній (10) і послідовно підключеному пристрої (11) для зміни напрямку у лазерній головці (5), причому переміщення лазерного променя відбувається в межах камери, в якій встановлений невеликий надлишковий тиск порівняно із зовнішнім тиском, d) пристрій для охолодження поверхні скла, причому принаймні з однієї сторони лазерного променя розміщено принаймні одне виконане з можливістю періодичного приведення в дію і регулювання інтенсивності охолоджувальне сопло (19) для транспортування плинного середовища зі змінюваною температурою і кількістю, і причому тиск підведення охолоджувального засобу становить від 5 до 10 бар, e) пристрій для транспортування листа скла, підданого попередній локальній термічній обробці, в зону дії пристрою для відламування листа скла, f) пристрій для виявлення утворюваної прямолінійної тріщини на поверхні листа (3) скла, причому переважно виконаний у формі пристрою для підведення до поверхні скла конденсату рідини, наприклад водяної пари, причому передбачена автоматична реєстрація утворення тріщини за допомогою освітлювального пристрою у поєднанні з системою камер, g) прямолінійний ніж, встановлений із нижньої сторони листа скла, виконаний з можливістю вертикального переміщення з одного та/або з обох боків, причому передбачений принаймні один оснащений приводом притискач (27) для притискання коротших листів скла, сила тяжіння або власна маса яких є недостатньою для відламування. Проте, цей спосіб не дозволяє досягти високої швидкості утворення тріщини, що є необхідним для розрізання полірованого листового скла. Пристрій для надрізання поверхні скла, що містить різальний пристрій, в якому закріплений ріжучий інструмент, і з'єднаний із різальним пристроєм пристрій для передачі різального зусилля на різальний пристрій описані в публікації DE 28 34 672 C2. 1 UA 112612 C2 5 10 15 20 25 30 35 40 45 50 55 60 Цей пристрій призначений для демпфірування протидіючих різальному зусиллю реакцій при встановленні ріжучого інструмента на поверхню скла. Зокрема, він має запобігати тимчасовому суттєвому зменшенню навантажувального зусилля, зумовленому реакцією при встановленні ріжучого інструмента на поверхню скла при високій швидкості різання, що в деяких випадках призводить до відштовхування ріжучого інструмента від поверхні скла. Цю задачу вирішено в блоці з пружного матеріалу, який відбирає на себе частину енергії, утворюваної силами реакції, які протидіють різальному зусиллю, при введенні ріжучого інструмента в контакт із поверхнею скла, причому коефіцієнт втрат пружного блока тангенс дельта A2/A1 перевищує 0,2 для уникнення тимчасового суттєвого зменшення різального зусилля, причому A1 є пружним компонентом навантажувального зусилля, який змінюється синфазно із навантаженням, а A2 - в'язким компонентом навантажувального зусилля, фазовий зсув якого відносно навантаження становить 90°. В основу винаходу покладено задачу розроблення різального пристрою нового типу для відрізання листів скла в лінії виробництва полірованого листового скла, який забезпечує надійне встановлення ріжучого інструмента на лист скла і безперервний режим роботи, а також абсолютну нечутливість до скляного пилу. Цю задачу вирішено ознаками пункту 1 формули винаходу у пристрої для виконання надійної лінії відламування для промислового відрізання листів скла за допомогою ріжучого колеса, переміщуваного під дією навантажувального зусилля на лінії виробництва полірованого листового скла, що містить a) базову консоль (11) із закріпленою на її нижній стороні віссю (19) обертання, на якій із можливістю обертання встановлена обертова головка (5) із однією робочою стороною, через пружний елемент (17) і встановлений горизонтально нерухомо із можливістю вертикального переміщення з'єднувальний елемент (16) з'єднаною з ходовим гвинтом (15), виконаним із можливістю вертикального переміщення у з'єднувальній втулці (14), b) серводвигун (12), встановлений на верхній стороні опорної консолі (11), моторна вісь (13) якого нерухомо з'єднана зі з'єднувальною втулкою (14), c) балкоподібний тримач (6) куліси, одна сторона якого з'єднана з робочою стороною обертової головки (5) з'єднувальними елементами (8), а на його протилежній іншій стороні встановлений тримач (20) ріжучого колеса із ріжучим колесом (2), d) кулісу (3), утворену середньою зоною тримача (6) куліси, жорсткість якої цілеспрямовано зменшено шляхом виконання 4 великих циліндричних отворів і одного маленького циліндричного отвору між ними, причому ці отвори у бічній проекції мають форму кіл великого радіусу (22) та одного кола маленького радіусу (21) і вздовж поздовжніх осей переходять один в інший без перемичок, e) тензометричний датчик (4), закріплений на верхній стороні куліси (3) для реєстрації її коливань, відповідний електронний вимірювальний блок (21) і кабель (26) передачі даних, з'єднаний із блоком (27) керування серводвигуна (12). Пункт 2: Пристрій за пунктом 1, який відрізняється тим, що кожна пара великих циліндричних отворів, виконаних у кулісі (3) із взаємним перетинанням, в площині перетинання утворює фігуру vesica piscis (так званий "риб'ячий міхур"), а також тим, що відстань між центром малого кола і центрами обох пар більших кіл дорівнює подвійному радіусу (23) малого кола, а також тим, що співвідношення між радіусом (23) і радіусом (22) становить 1: 1,55. Пункт 3: Пристрій за пунктом 1 або 2, який відрізняється тим, що кілька пристроїв розміщені по колу в формі револьверної головки (24) для автоматичної зміни інструмента. Пункт 4: Пристрій за пунктом 1, 2 або 3, який відрізняється тим, що містить докладніше не описаний датчик для реєстрації висоти розміщення листа (1) скла безпосередньо перед процесом відрізання і використання можливих змін у позитивному або негативному напрямку для коригування та/або встановлення сигналів керування серводвигуна (12), а також ознаками пункту 5 формули винаходу у способі виконання надійної лінії відламування для промислового відрізання листів скла за допомогою ріжучого колеса, переміщуваного під навантажувальним тиском на лінії виробництва полірованого листового скла, що включає наведені далі стадії: a) визначення місця початку лінії відламування і встановлення тримача (20) ріжучого колеса із ріжучим колесом (2) у відповідне положення, b) опускання тримача (20) ріжучого колеса і притискання ріжучого колеса (2) із бажаним зусиллям до відповідного листа (1) скла, який вже переміщують під ріжучим колесом (2) або починають переміщувати лише після завершення процесу встановлення різального ножа на його поверхню, причому зусилля притискання встановлюють за допомогою куліси (3) і контролюють за допомогою закріпленого на ній тензометричного датчика (4), 2 UA 112612 C2 5 10 15 20 25 30 35 40 45 50 55 60 c) формування відповідного сигналу керування для серводвигуна (12) при виявленні зміни висоти розміщення листа (1) скла на підставі зміни величини опору тензометричного датчика (4) для забезпечення відповідної зміни зусилля притискання ріжучого колеса (2) за допомогою важільного елемента в формі тримача (6) куліси. Пункт 6: Спосіб за пунктом 5: який відрізняється тим, що забезпечує можливість швидкого визначення товщини скла на підставі параметрів, виміряних тензометричним датчиком (4), а також визначення технологічних параметрів для швидкого встановлення ріжучого колеса (2) і оптимізованого зусилля притискання. Пункт 7: Спосіб за пунктом 6: який відрізняється тим, що для забезпечення безперервного режиму роботи застосовують кілька пристроїв, розміщених по колу в формі револьверної головки (24) для автоматичної зміни інструмента. Пункт 8: Спосіб за пунктом 5, 6 або 7, який відрізняється тим, що за допомогою докладно не описаного датчика реєструють висоту розміщення листа (1) скла безпосередньо перед процесом відрізання і використовують зміни в позитивному або негативному напрямку для коригування та/або встановлення сигналів керування серводвигуна (12). Пункт 9: Комп'ютерна програма з програмним кодом для здійснення стадій способу за будь-яким із пунктів 5 - 8 при виконанні програми на комп'ютері. Пункт 10: Машинозчитуваний носій із програмним кодом комп'ютерної програми для здійснення способу за будь-яким із пунктів 5-8 при виконанні програми на комп'ютері. Далі винахід пояснюється докладніше із посиланням на креслення. На кресленнях наведено: Фіг. 1: Схематичне зображення пристрою в ізометричній проекції Фіг. 2: Схематичне зображення пристрою у перерізі Фіг. 3: Схематичне зображення тримача (6) куліси у перерізі Фіг. 4: Схематичне зображення відповідної винаходові головки для заміни інструмента у перерізі На фіг. 1 наведене загальне схематичне зображення пристрою в ізометричній проекції. На кресленні зображений розміщений в горизонтальній площині розрізуваний лист скла, над яким на Г-подібній консолі встановлений серводвигун у циліндричному корпусі. У підніжжя цієї консолі закріплений опорний блок для встановлення самого різального пристрою. Інша опора консолі та її з'єднання з іншими деталями пристрою на кресленні не зображені. На фіг. 2 наведене деталізоване зображення пристрою згідно з фіг. 1 у перерізі. Над листом 1 скла, переміщуваним по транспортувальних роликах 25, у вільному положенні зображено базову консоль 11, яка в основному утворена Г-подібною консоллю і опорним блоком згідно з фіг. 1. На базовій консолі 11 встановлений серводвигун 12, вісь 13 якого нерухомо з'єднана за допомогою внутрішньої різьби зі з'єднувальною втулкою 14. У внутрішню різьбу з'єднувальної втулки 14 вкручений ходовий гвинт 15, який з'єднаний зі з'єднувальним елементом 16, що містить напрямний штифт 9. Напрямний штифт 9 майже без зазору вставлений у напрямний паз 10 базової консолі 11. На кресленні зображено, що з'єднувальний елемент 16 можна плавно переміщувати по вертикалі шляхом обертання осі 13 двигуна. У зображений на фіг. 1 опорний блок базової консолі 11 вставлена орієнтована горизонтально вісь 19 обертання, на якій за допомогою затискного гвинта 18 закріплена обертова головка 5. Ця обертова головка 5 за допомогою фіксатора 7 пружини через пружний елемент 17 з'єднана зі з'єднувальним елементом 16. На нижній стороні обертової головки 5 двома різьбовими з'єднувальними елементами 8 закріплений тримач 6 куліси, на протилежній стороні якої встановлений тримач 20 ріжучого колеса із закріпленим у ньому ріжучим колесом 2. У середній зоні тримача 6 куліси, яка утворює кулісу 3, виконані в основному взаємопроникні циліндричні отвори, завдяки чому зменшується поперечний переріз цієї зони, що забезпечує можливість сприймання нею згинальних моментів. Завдяки цьому забезпечується пружна реакція майже всього тримача 6 куліси на імпульсне навантаження зі сторони опори 20 ріжучого колеса, і він діє як куліса. Крізь вищезгадані отвори на кресленні можна побачити нижню кромку опорної консолі 11. Для реєстрації коливань куліси 3 на її верхній стороні закріплений тензометричний датчик 4. Таким чином забезпечується можливість подальшої обробки і оцінки зареєстрованих тензометричним датчиком 4 змін положення ріжучого колеса 2 по вертикалі. На фіг. 3 наведене зображення тримача 6 куліси у перерізі. У середній зоні єдиного конструктивного вузла, позначеного на фіг. 2 як тримач 6 куліси, передбачений позначений як куліса 3 отвір, який в основному утворений п'ятьма окремими 3 UA 112612 C2 5 10 15 20 25 30 35 40 45 50 55 60 виконаними в певному порядку взаємопроникними отворами циліндричної форми, причому між радіусами торцевих поверхонь цих циліндрів існує особливе співвідношення; на фіг. 3 вони зображені в основному у вигляді кіл. Радіус більшого кола має позиційне позначення 22, радіус меншого кола має позиційне позначення 23. Ці отвори циліндричної форми утворені чотирма більшими отворами, причому отвори кожної пари виконані взаємопроникними і утворюють фігуру vesica piscis ("риб'ячий міхур"), і причому обидві пари отворів сполучені між собою циліндричним отвором меншого радіусу. Відстань між центрами меншого і великого кола відповідає подвійному радіусу 23 меншого кола. Співвідношення між радіусами меншого і великого кіл становить 1: 1,55. Тензометричний датчик 4 з'єднаний електричним провідником із відповідним електронним вимірювальним блоком 21, який, в свою чергу, кабелем 26 передачі даних з'єднаний з блоком 27 керування, який формує відповідні сигнали керування для приведення в дію серводвигуна 12. Таким чином, при зміні положення з'єднувального елемента 16 у вертикальному напрямку і відповідному обертанні тримача 6 куліси за допомогою спіральної пружини 17 забезпечується можливість швидкої зміни зусилля притискання ріжучого колеса 2 до листа 1 скла і його узгодження зі зміненими параметрами. Це може виявитися необхідним, наприклад, у разі нерівномірного обертання транспортувальних роликів 25 та/або потрапляння уламків скла між листом 1 і транспортувальним роликом 25. Проте, може виникнути потреба в компенсації навіть зовсім непомітних змін товщини листа 1 полірованого скла для забезпечення сталої глибини надрізання. Незважаючи на це, самозрозуміло, що забезпечується можливість оперативного реагування на передбачувані в технологічному процесі зміни товщини полірованого листового скла за допомогою системи автоматичного керування. Зокрема, за допомогою відповідного винаходові пристрою можна легко визначати, а також як параметр технологічного процесу запам'ятовувати і використовувати товщину скла в кожному конкретному випадку. При цьому технологічний процес включає описані далі стадії: 1. Встановлення ріжучого колеса 2 в положення, в якому воно дотикається листа 1 скла. 2. Одержання від тензометричного датчика 4 сигналу, який відповідає товщині листа 1 скла. 3. Запис визначеного положення ріжучого колеса 2 в пам'ять системи. 4. Розрахунок і встановлення необхідного зусилля притискання ріжучого колеса до відповідного листа 1 скла для кожного наступного процесу обробки. 5. Забезпечення швидкого приведення в дію ріжучого колеса 2, а також швидко оптимізованого і надійного врізання ріжучого колеса 2 у відповідний лист 1 скла шляхом здійснення стадій 1-4. Електронний вимірювальний блок 21 містить в основному пристрій для формування напруги для приведення в дію тензометричного датчика 4, електричний мостовий схемний пристрій для реєстрації зміни опору тензометричного датчика 4 і схемний підсилювальний пристрій для подальшої передачі сигналу вимірювального пристрою. Оскільки на режим роботи тензометричного датчика впливає також температура оточення, в зоні розміщення електронного вимірювального блоку 21 встановлений також датчик температури. Існують різні способи вимірювання за допомогою тензометричних датчиків, з-поміж яких фахівці можуть вибирати відповідний спосіб для конкретного випадку. Завдяки негайній реакції описаний пристрій забезпечує можливість швидкого реагування на зміни параметрів, які можуть вплинути на результат різання. На фіг. 4 наведене зображення відповідної винаходові головки для зміни інструмента у перерізі. Зображений пристрій для швидкої зміни інструментів різного розміру на ріжучих колесах 2 або для різних варіантів оснащення тензометричними датчиками 4 або спіральними пружинами 17. Це дозволяє, наприклад, якнайшвидше реагувати на зміни товщини листа полірованого скла. В особливій формі виконання винаходу може бути передбачена реєстрація положення листа 1 скла по висоті безпосередньо перед процесом відрізання за допомогою докладніше не описаного датчика і застосування можливих змін у позитивному або негативному напрямку для коригування та/або встановлення сигналів керування для серводвигуна 12. Керування складними процесами переміщення і обробка сигналів від застосовуваних датчиків потребують спеціальної програми. 4 UA 112612 C2 5 10 15 20 25 30 35 40 45 50 55 Позиційні позначення 1 Лист скла 2 Ріжуче колесо 3 Куліса 4 Тензометричні датчики 5 Обертова головка 6 Тримач куліси 7 Фіксатор пружини 8 Різьбовий з'єднувальний елемент для куліси 9 Напрямний штифт 10 Напрямний паз 11 Базова консоль 12 Серводвигун 13 Вісь двигуна 14 З'єднувальна втулка з внутрішньою різьбою 15 Ходовий гвинт 16 З'єднувальний елемент для юстирування пружини 17 Пружний елемент 18 Затискний гвинт 19 Вісь обертання 20 Тримач ріжучого колеса 21 Електронний вимірювальний блок для тензометричного датчика і термодатчика 22 Радіус великого отвору 23 Радіус меншого отвору 24 Головка для зміни інструмента 25 Транспортувальні ролики 26 Кабель передачі даних 27 Блок керування (серводвигун) ФОРМУЛА ВИНАХОДУ 1. Пристрій для виконання лінії надійного відламування для промислового відрізання листів скла за допомогою ріжучого колеса, переміщуваного із натисканням по поверхні скла на лінії виробництва полірованого листового скла, що має наведені далі ознаки: a) базову консоль (11) із закріпленою на її нижній стороні віссю (19) обертання, на якій із можливістю обертання встановлена обертова головка (5) із однією робочою стороною, через пружний елемент (17) і встановлений горизонтально нерухомо із можливістю вертикального переміщення з'єднувальний елемент (16) з'єднаною з ходовим гвинтом (15), виконаним із можливістю вертикального переміщення у з'єднувальній втулці (14), b) серводвигун (12), встановлений на верхній стороні опорної консолі (11), моторна вісь (13) якого нерухомо з'єднана зі з'єднувальною втулкою (14), c) балкоподібний тримач (6) куліси, одна сторона якого з'єднана з робочою стороною обертової головки (5) з'єднувальними елементами (8), а на його протилежній іншій стороні встановлений тримач (20) ріжучого колеса із ріжучим колесом (2), d) кулісу (3), утворену середньою зоною тримача (6) куліси, жорсткість якої цілеспрямовано зменшено шляхом виконання 4 великих циліндричних отворів і одного маленького циліндричного отвору між ними, причому ці отвори у бічній проекції мають форму кіл великого радіуса (22) та одного кола маленького радіуса (23) і вздовж поздовжніх осей переходять один в інший без перемичок, e) тензометричний датчик (4), закріплений на верхній стороні куліси (3) для реєстрації її коливань, відповідний електронний вимірювальний блок (21) і кабель (26) передачі даних, з'єднаний із блоком (27) керування серводвигуна (12). 2. Пристрій за п. 1, який відрізняється тим, що кожна пара великих циліндричних отворів, виконаних у кулісі (3) із взаємним перетинанням, в площині перетинання утворює фігуру vesica piscis, а також тим, що відстань між центром малого кола і центрами обох пар більших кіл дорівнює подвійному радіусу (23) малого кола, а також тим, що співвідношення між радіусом (23) і радіусом (22) становить 1:1,55. 3. Пристрій за п. 1 або 2, який відрізняється тим, що виконаний з можливістю встановлення в револьверній головці (24) для автоматичної зміни інструмента. 5 UA 112612 C2 5 10 15 20 25 4. Пристрій за п. 1 або 2, або 3, який відрізняється тим, що містить датчик для реєстрації висоти розміщення листа (1) скла безпосередньо перед процесом відрізання і використання можливих змін у позитивному або негативному напрямку для коригування та/або встановлення сигналів керування серводвигуна (12). 5. Спосіб виконання лінії надійного відламування для промислового відрізання листів скла за допомогою ріжучого колеса, переміщуваного під навантажувальним зусиллям на лінії виробництва полірованого листового скла, що включає наведені далі стадії: a) визначення місця початку лінії відламування і встановлення тримача (20) ріжучого колеса із ріжучим колесом (2) у відповідне положення, b) опускання тримача (20) ріжучого колеса і притискання ріжучого колеса (2) із бажаним зусиллям до відповідного листа (1) скла, який вже переміщують під ріжучим колесом (2) або починають переміщувати лише після завершення процесу встановлення різального ножа на його поверхню, причому зусилля притискання встановлюють за допомогою куліси (3) і контролюють за допомогою закріпленого на ній тензометричного датчика (4), c) формування відповідного сигналу керування для серводвигуна (12) при виявленні зміни висоти розміщення листа (1) скла на підставі зміни величини опору тензометричного датчика (4) для забезпечення відповідної зміни зусилля притискання ріжучого колеса (2) за допомогою важільного елемента в формі тримача (6) куліси. 6. Спосіб за п. 5, який відрізняється тим, що на основі параметрів, виміряних тензометричним датчиком (4), здійснюють швидке визначення товщини скла, а також визначення технологічних параметрів для швидкого встановлення ріжучого колеса (2) і оптимізованого зусилля притискання. 7. Спосіб за п. 6, який відрізняється тим, що застосовують кілька пристроїв за будь-яким із пп. 1-4, розміщених по колу в формі револьверної головки (24) для автоматичної зміни інструмента. 8. Спосіб за п. 5 або 6, або 7, який відрізняється тим, що за допомогою датчика реєструють висоту розміщення листа (1) скла безпосередньо перед процесом відрізання і використовують зміни в позитивному або негативному напрямку для коригування та/або встановлення сигналів керування серводвигуна (12). 6 UA 112612 C2 7 UA 112612 C2 8 UA 112612 C2 9 UA 112612 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюVorrichtung und verfahren zum erzeugen einer sicheren bruchlinie fur das industrielle ablangen von glasscheiben
Автори англійськоюLinnhoff, Winhold, Schonheins, Klaus, Muller, Michael
Автори російськоюЛиннхофф Винхольд, Шёнхайтс Клаус, Мюллер Михаэль
МПК / Мітки
МПК: C03B 33/027, C03B 33/037, C03B 33/10
Мітки: спосіб, листів, відламування, промислового, виконання, надійного, пристрій, лінії, скла, відрізання
Код посилання
<a href="https://ua.patents.su/12-112612-pristrijj-i-sposib-vikonannya-lini-nadijjnogo-vidlamuvannya-dlya-promislovogo-vidrizannya-listiv-skla.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб виконання лінії надійного відламування для промислового відрізання листів скла</a>
Установка і спосіб відрізання полірованого листового скла з нормальною або структурованою поверхнею
Номер патенту: 108423
Опубліковано: 27.04.2015
Автор: Нєвєра Вольфганг
МПК: C03B 33/023, C03B 33/00, C03B 33/037
Мітки: установка, відрізання, нормальною, структурованою, поверхнею, спосіб, полірованого, скла, листового
Формула / Реферат:
1. Установка для відрізання полірованого листового скла з нормальною або структурованою поверхнею, яка містить:a) ріжучий повзун (4, 7) з нижньою чи верхньою напрямною рейкою (3, 5) для надрізання знизу при наявності структурованої поверхні або надрізання зверху при наявності нормальної поверхні, причому обидві напрямні рейки (3, 5) розташовані під регульованим гострим кутом до напрямку руху смуги скла (11),b) множину...
Універсальний замок-стискач для пластичних покрівель та листів скла й полікарбонату
Номер патенту: 95736
Опубліковано: 25.08.2011
Автор: РЕМІЗОВ ПАВЛО ПАВЛОВИЧ
МПК: F16B 5/08, E04B 7/18, E04D 5/00
Мітки: замок-стискач, полікарбонату, скла, покрівель, пластичних, універсальний, листів
Формула / Реферат:
1. Замок-стискач, призначений для пластичних покрівельних матеріалів та листів скла й полікарбонату, який складається з основного корпусу, планки-стискача з кулеподібним стискачем, який вироблено з пластичного матеріалу у вигляді об'ємних смуг, стискача-фіксатора з кронштейном, шарніром, болтом шарніра та стяжним болтом, призначеним для встановлення у бокові канавки корпуса замка та стиснення стяжним болтом доти, поки клямочка канавки...
Спосіб маркування лінії виконання правої атріотомії
Номер патенту: 18611
Опубліковано: 15.11.2006
Автори: Головенко Олександр Сергійович, Глагола Мирослав Дмитрович, Мокрик Ігор Юрійович, Лазоришинець Василь Васильович
МПК: A61B 17/04
Мітки: правої, виконання, атріотомії, спосіб, маркування, лінії
Формула / Реферат:
Спосіб маркування лінії виконання правої атріотомії, що включає чітку орієнтацію розрізу при правій атріотомії та візуалізацію порожнини правого передсердя під час виконання корекції вроджених вад серця, який відрізняється тим, що під час операції безпосередньо перед введенням кардіоплегічного розчину виконують накладення на праве передсердя двох пар орієнтувальних швів, які визначатимуть напрямок та довжину атріотомії і виконуватимуть роль...
Пристрій для очистки скла транспортних засобів

Номер патенту: 53366
Опубліковано: 11.10.2010
Автори: Федорук Максим Леонідович, Стрілець Володимир Миколайович, Гавриш Василь Михайлович, Федорук Віктор Анатолійович
МПК: B60S 1/00
Мітки: пристрій, скла, транспортних, засобів, очистки
Формула / Реферат:
Пристрій для очистки скла транспортних засобів, що містить електродвигун з черв'ячним редуктором, зубчасту рейку з шарнірно приєднаним важелем, зубчасте колесо та направляючий повзун важеля щітки, який відрізняється тим, що зубчасте колесо пристрою оснащене фігурною віссю, співвісною осі обертання зубчастого колеса, з розміщеним на ній шарнірно і зв'язаним шарнірно з повзуном важеля щітки кривошипом з поздовжнім пазом, рухомим відносно...
Пристрій знімання листів з каландра
Номер патенту: 104486
Опубліковано: 10.02.2016
Автори: Двойнос Ярослав Григорович, Айдінов Олексій Сергійович
МПК: B29C 43/24
Мітки: пристрій, листів, знімання, каландра
Формула / Реферат:
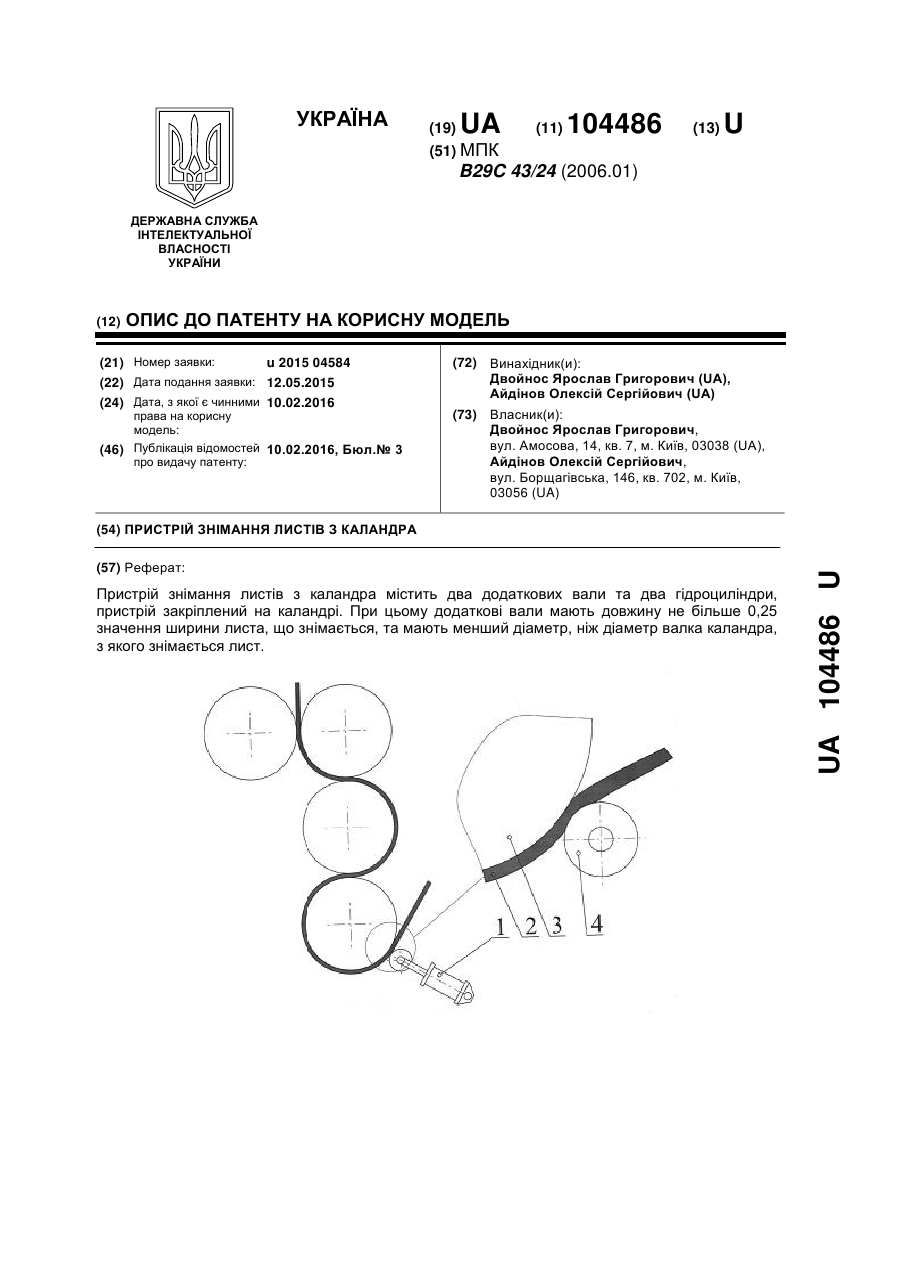
Пристрій знімання листів з каландра містить два додаткових вали та два гідроциліндри, пристрій закріплений на каландрі, який відрізняється тим, що додаткові вали мають довжину не більше 0,25 значення ширини листа, що знімається, та мають менший діаметр, ніж діаметр валка каландра, з якого знімається лист.
Попередній патент: Спосіб діагностики та визначення тяжкості перебігу розсіяного склерозу
Наступний патент: Насос для перекачування рідини з твердими та волокнистими включеннями
Випадковий патент: Стенд для випробування підшипників ковзання