Пристрій та спосіб зварювання тертям пристрою для зберігання електричної енергії
Формула / Реферат
1. Спосіб з'єднання двох пристроїв (10) накопичення енергії, при цьому кожен пристрій накопичення енергії містить герметичний корпус (14), причому кожний корпус (14) містить трубчастий елемент (16) і щонайменше одну кришку (18), що закриває трубчастий елемент на його кінці, що включає в себе етапи, на яких:
- установлюють на торцевих сторонах (24) кожної кришки (18) двох розташованих поруч корпусів (14) сполучну перемичку (30), розміри якої дозволяють їй контактувати з торцевою стороною кожної із кришок (18), і
- кріплять сполучну перемичку (30) на кожній із кришок за допомогою зварювання тертям з перемішуванням, вводячи у контакт із кришками (18) і/або сполучною перемичкою (30) обертовий зварювальний пристрій (50), переміщуючи його поступальним рухом уздовж заздалегідь визначеної осі, що відповідає, зокрема, нормалі до торцевої сторони (24) так, щоб він проникав в матеріал кришки й/або сполучної перемички, щоб їх зварювати і формувати зварний шов (60, 62) між вказаною сполучною перемичкою (30) і кришкою (18).
2. Спосіб за п. 1, який відрізняється тим, що довжина зварного шва при зварюванні сполучної перемички (30) з кришкою (18) становить щонайменше 1 см.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що торцева сторона (24) містить один або кілька виступів (28), що утворюють засоби позиціонування на ній сполучної перемички (30).
4. Спосіб за п. 3, який відрізняється тим, що засоби позиціонування виконані у вигляді центрувального штифта (28), при цьому сполучна перемичка (30) містить щонайменше один відповідний отвір (32) для її позиціонування на центрувальному штифті (28).
5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що кришку (18) і сполучну перемичку (30) розташовують одну над одною уздовж поверхні контакту, нормальної до заздалегідь визначеної осі так, щоб під час етапу зварювання проходити крізь сполучну перемичку (30) для досягнення кришки (18).
6. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що сполучна перемичка (30) і кришка (18) входять у контакт уздовж контактної поверхні, що містить заздалегідь визначену вісь, для зварювання у стик сполучної перемички (30) й кришки (18).
7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що торцеву сторону кришки (18) виконують із першого матеріалу, а сполучну перемичку (30) виконують із другого матеріалу, відмінного від першого матеріалу.
8. Модуль щонайменше із двох пристроїв (10) накопичення енергії, при цьому кожен пристрій (10) накопичення енергії містить герметичний корпус (14), причому кожен корпус (14) містить трубчастий елемент (16) і щонайменше одну кришку (18), що закриває трубчастий елемент на його кінці, при цьому пристрої з'єднані попарно за допомогою сполучної перемички (30) відповідно до способу за будь-яким із пп. 1-7.
9. Модуль за п. 8, який відрізняється тим, що щонайменше один зварний шов (60, 62) має розміри, що перевищують 3 мм, зокрема, що перевищують 5 мм, у всіх напрямках площини торцевої сторони (24).
Текст
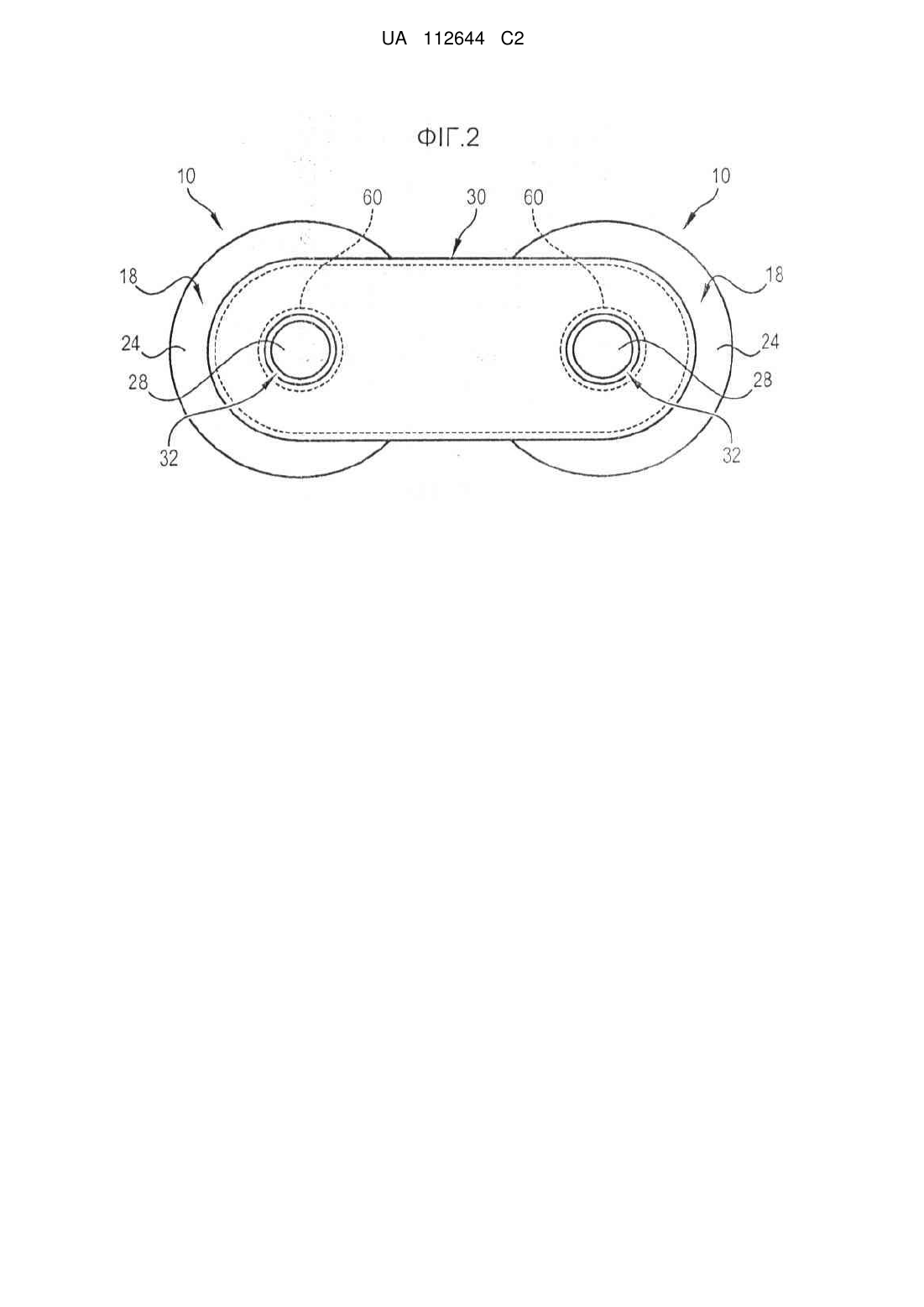
Реферат: Винахід належить до способу з'єднання двох пристроїв (10) накопичення енергії, при цьому кожен пристрій накопичення енергії містить герметичний металевий корпус (14), що включає в себе етапи, на яких на кожній з торцевих сторін (24) двох розташованих поруч корпусів розташовують сполучну перемичку (30), розміри якої дозволяють їй контактувати з торцевою стороною кожного з корпусів, кріплять перемичку на кожному з корпусів за допомогою зварювання тертям з перемішуванням. UA 112644 C2 (12) UA 112644 C2 UA 112644 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь техніки, до якої належить винахід Винахід належить до технічної галузі пристроїв накопичення електричної енергії. У рамках заявленого винаходу під "пристроєм накопичення електричної енергії" слід розуміти або конденсатор (тобто пасивну систему, що містить електроди й ізолятор), або суперконденсатор (тобто пасивну систему, що містить, щонайменше, два електроди, електроліт і, щонайменше, один роздільник), або батарею (тобто систему, що містить анод, катод і розчин електроліту між анодом і катодом), наприклад, типу літієвої батареї. Такі пристрої накопичення енергії найчастіше об'єднані в модулі накопичення енергії, що дозволяють виконувати набір вимог, специфічних для кожного застосування. Рівень техніки З рівня техніки відомий модуль накопичення енергії, що містить кілька пристроїв накопичення енергії, при цьому кожен пристрій накопичення енергії укладено в циліндричний корпус. Циліндричні корпуси розташовані поруч один з одним у модулі й послідовно електрично з'єднані між собою сполучними перемичками. Кожна сполучна перемичка встановлена на одній з по суті плоских торцевих стінок циліндра й на відповідній торцевій стінці сусіднього циліндра. У відомих розв'язках сполучна перемичка закріплена на кожному корпусі способом лазерного зварювання, як описано, наприклад, у документі FR 2 915 626. Лазерне зварювання є безконтактним зварюванням, при якому створюється локалізована точка плавлення у двох матеріалах, що зварюються. Розплавлені матеріали змішуються, потім з'єднання знову майже моментально затвердіває, враховуючи винятково локальний характер плавлення. Однак виконання зварювання залежить від точного регулювання безлічі параметрів, зокрема, від фокусної відстані лазера, від його потужності і т.д. З'єднання корпуса пристрою накопичення енергії зі сполучною перемичкою здійснюють після заливання електроліту в корпус і після закупорювання заливального отвору. Тому дуже важливо зберігати герметичність корпуса, щоб уникнути влучення забруднюючих речовин в електроліт пристрою накопичення й, як наслідок, скорочення його терміну служби й навіть його вибракування. Було встановлено, що спосіб лазерного зварювання, враховуючи його різні параметри, що впливають на плавлення зони, що зварюється, є важко відтвореним і може привести до перфорації кришки під час процесу плавлення, якщо лазерний промінь є занадто потужним або занадто сфальцьованим. Тому, щоб підвищити надійність способу зварювання, для пристрою накопичення необхідно передбачити корпус, що має відносно більшу товщину й/або спеціальну конструкцію, щоб уникнути порушення герметичності корпуса при незначному відхиленні регулювальних параметрів лазера, і/або відслідковувати за допомогою надточних засобів різні параметри лазера, що забезпечують кріплення зварюванням перемички на корпусі пристрою накопичення, що призводить до істотного збільшення виробничих витрат. Завдання винаходу полягає в розробці простого й недорогого способу виготовлення модуля накопичення енергії, що дозволяє, проте, зберігати герметичність кожного з пристроїв накопичення енергії. Розкриття винаходу У зв'язку із цим запропонований спосіб з'єднання двох пристроїв накопичення енергії, при цьому кожен пристрій накопичення енергії містить герметичний корпус, згідно з яким: - на кожній з торцевих сторін двох розташованих поруч корпусів розташовують сполучну перемичку, розміри якої дозволяють їй входити в контакт із торцевою стороною кожного з корпусів, - кріплять перемичку на кожному з корпусів за допомогою зварювання тертям з перемішуванням. У рамках заявленого винаходу під "торцевою стороною" слід розуміти верхню або нижню сторону корпуса, яка повинна бути звернена до перемички. У випадку корпуса з поздовжньою віссю (такого як циліндричний корпус) торцеві сторони є, наприклад, сторонами, перпендикулярними до поздовжньої осі корпуса. Кожен пристрій накопичення переважно містить, щонайменше, два електродий електроліт. Пристрої можуть бути ідентичними, тобто можуть мати однакову форму й можуть бути однакового типу (суперконденсатор, батареї і т.д.), або можуть мати різні форми й/або можуть бути різного типу. Такий спосіб становить великий інтерес. Дійсно, зварювання тертям з перемішуванням є зварювальною технологією, при якій інструмент дуже швидко обертають на деталях, що зварюються. Інструмент проникає в матеріал, нагріваючи його до ластовидного стану. 1 UA 112644 C2 5 10 15 20 25 30 35 40 45 50 55 60 Нагрівання в комбінації з перемішуванням дозволяє зварювати матеріал, з якого виконані деталі, що зварюються. Зварений шов формується при ластовидному стані, і інструмент нагріває тільки матеріал, який входить із ним у контакт. Таким чином, спосіб легко піддається контролю, тому що немає ніякого ризику забруднення електроліту матеріалом при зварюванні, якщо сам інструмент не проходить крізь корпус. Контроль над способом зводиться, таким чином, до простої перевірки переміщення інструмента. У цьому випадку немає необхідності в збільшенні товщини кришки, як у випадку лазерного зварювання. Оскільки зварювання відбувається в ластовидному стані, то відзначається також відсутність ризику утворення тріщин під дією нагрівання, що могло б теж призвести до порушення герметичності корпуса. Таким чином, спосіб відповідно до винаходу дозволяє просто й економічно з'єднувати між собою різні пристрої накопичення енергії, зберігаючи при цьому герметичність кожного пристрою накопичення. Спосіб відповідно до винаходу має також ряд інших переваг. Зокрема, він дозволяє підвищити електричну провідність між різними пристроями накопичення енергії, причому без істотного збільшення часу циклу. Дійсно, відзначається, що при заявленому способі зварювальний шов відповідає розміру інструмента зварювання тертям з перемішуванням, який не обмежений вимогами потужності інструмента на відміну від відомих розв'язків лазерного зварювання (потужність тісно пов'язана з розміром променя). Тому можна збільшити ширину звареного шва або зварених точок за рахунок збільшення розміру інструмента й, отже, підвищити електричну провідність між перемичкою й кожним корпусом, не прибігаючи до численних проходжень зварювального інструмента в зоні, що зварюється, що дозволяє заощаджувати час виробництва. По цих же причинах (ширина шва) поліпшується теплопровідність від верхньої частини пристрою накопичення до перемички. Таким чином, спосіб відповідно до винаходу дозволяє оптимізувати видалення тепла. Крім того, перемичка може бути більш економічною за рахунок спрощення її форми. Дійсно, немає необхідності виконання в перемичці порожнин для локального зменшення товщини, що було необхідно у відомих розв'язках для полегшення лазерного зварювання. Використання перемички без порожнин дозволяє також максимізувати поверхню перемички, що входить у контакт із провідним покриттям модуля, що теж забезпечує краще видалення тепла назовні модуля. Нарешті, спосіб відповідно до винаходу здійснюють, нагріваючи матеріал корпуса набагато менше, ніж у відомих розв'язках. Отже, ризик погіршення якості електроліту усередині корпуса або самого елемента накопичення енергії набагато зменшується в порівнянні з лазерним зварюванням. Спосіб відповідно до винаходу може також мати один або кілька наступних відмітних ознак: - під час етапу зварювання можна вводити в контакт із корпусом і/або перемичкою обертовий зварювальний пристрій, який переміщають поступальним рухом уздовж заздалегідь певної осі таким чином, щоб він проникав в матеріал корпуса й/або перемички. Як правило, вісь відповідає нормалі до торцевої сторони корпуса. Якщо корпус являє собою трубчастий елемент, заздалегідь певна вісь відповідає осі симетрії трубчастого елемента, - кожний корпус може містити трубчастий елемент і, щонайменше, одну кришку, що закриває трубчастий елемент на його кінці. Зокрема, корпус може містити дві кришки, кожна з яких перебуває на одному кінці трубчастого елемента. Переважно перемичку зварюють із кришкою. У цьому випадку сторона кришки утворює торцеву сторону пристрої, - довжина звареного шва при зварюванні перемички з корпусом, становить, щонайменше, 1 см, що дозволяє підвищити електричну провідність пристрою. Разом з тим, можна робити точкове зварювання перемички на кришці, - торцева сторона може містити один або кілька виступів, що утворюють засіб позиціонування на ній перемички. Виступ може бути, наприклад, виконаний у вигляді центрувального штифта, при цьому перемичка містить, щонайменше, один відповідний отвір; виступ може бути утворено одним або декількома штифтами, призначеними для обмеження контуру перемички, - корпус і перемичку можна розташовувати один над іншим уздовж поверхні контакту, нормалі до заздалегідь визначеної осі, зокрема, уздовж торцевої сторони, щоб під час етапу зварювання проходити крізь перемичку для досягнення корпуса, - перемичка й корпус можуть входити в контакт уздовж контактної поверхні, що містить заздалегідь певну вісь, щоб зварювати у стик перемичку й корпус. У цьому випадку інструмент 2 UA 112644 C2 5 10 15 20 25 30 35 40 45 50 55 60 може проникати одночасно в матеріал корпуса й перемички. Цей варіант здійснення звичайно застосовують, якщо корпус містить виступ, що утворює засоби позиціонування перемички, - перемичка може бути виконана із провідного матеріалу, зокрема, з міді, - перемичка може бути, щонайменше, частково виконана з металевого матеріалу, зокрема, з алюмінію, - торцева сторона корпуса може бути виконана з першого матеріалу, при цьому перемичку виконують із другого матеріалу, відмінного від першого матеріалу. Дійсно, спосіб відповідно до винаходу дозволяє використовувати перемичку й корпус, виконані з різних матеріалів. Оскільки зварювання відбувається при ластовидному стані матеріалу, спосіб дозволяє без проблем зварювати два різні матеріали, що мають різні властивості. У відомих розв'язках (за допомогою технології лазерного зварювання) важко зварювати два різні матеріали, зокрема, якщо їх відповідні температури плавлення набагато відрізняються. Це є проблемою, зокрема, якщо необхідно зварювати алюміній, що звичайно використовують для виготовлення корпуса з урахуванням його властивостей твердості й легкості, з міддю, що має відмінні властивості електричної провідності й що переважно використовують для виготовлення перемички. Значна різниця температур плавлення може створити істотні проблеми, зокрема, різницю усадки, яка не дозволяє одержати надійний і довговічний шов зварювання двох матеріалів. Завдяки заявленому способу, можна оптимізувати вибір матеріалів для різних елементів, що з'єднуються (наприклад, міді для перемички й алюмінію для корпуса), тому що цей спосіб не висуває ніяких вимог, що обмежують цей вибір. Точно так само, спосіб відповідно до винаходу можна застосовувати для зварювання алюмінієвих сплавів (наприклад, типу серії 6000), що мають гарні механічні властивості, але піддаються лазерному зварюванню із труднощами. Об'єктом винаходу є також модуль, щонайменше, із двох пристроїв накопичення енергії, при цьому кожен пристрій накопичення енергії містить герметичний корпус, при цьому пристрої з'єднані попарно за допомогою сполучної перемички за допомогою описаного вище способу. Зварений шов з'єднання перемички з корпусом має розміри, що перевищують 3 мм, зокрема, що перевищують 5 мм у всіх напрямках площини торцевої сторони. Короткий опис креслень Інші відмітні ознаки, завдання й переваги заявленого винаходу будуть більш очевидні з нижченаведеного опису, представленого в якості необмежуючого прикладу, з посиланнями на прикладені креслення. На Фіг. 1 показано пристрої накопичення енергії, що входить до складу модуля, згідно з варіантом здійснення винаходу, вид у радіальному розрізі; на Фіг. 2 показаний модуль, що містить два пристрої накопичення енергії, згідно з першим варіантом здійснення, вид зверху; на Фіг. 3 показано пристрій зварювання тертям з перемішуванням, що дозволяє застосовувати спосіб згідно з варіантом виконання винаходу, вид у радіальному розрізі; на Фіг. 4А і 4В представлені границі розділу між пристроєм накопичення й сполучною перемичкою після зварювання, детальний вид у розрізі; на Фіг. 5А-5С показані модулі згідно з варіантами здійснення винаходу, вид у перспективі. Здійснення винаходу Далі випливає більш докладний опис способу з'єднання двох пристроїв накопичення, зокрема, суперконденсаторів, згідно з варіантом здійснення винаходу. На Фіг. 1 представлений приклад виконання суперконденсатора, для якого застосовують заявлений спосіб. Суперконденсатор 10 містить обмотку 12, поміщену в корпус 14, виконаний в описаному варіанті у вигляді кожуха 16, що містить бічну циліндричну стінку 16А і дно 16В, а також кришку 18, що закриває зверху кожух 16. Корпус містить також рідкий електроліт, не показаний на фігурі з метою її спрощення. Кожух 16 і кришка 18 з'єднані по всій своїй периферії для забезпечення герметичності суперконденсатора. Як правило, кожух 16 і кришку виконують із алюмінію. Вони ізольовані друг від друга за допомогою суцільного валика клею, який забезпечує їхнє з'єднання, але при цьому дозволяє уникати короткого замикання. Обмотка 12 складається з комплексу, що містить два електродні листа 20, 21 і ізолюючий роздільник 22, накладені один на одного, при цьому роздільник розташовано між двома електродними листами 20, 21. Кожний електродний лист містить колектор і електрод, виконаний з активного матеріалу, зокрема, на основі активованого вугілля й нанесений на дві протилежні сторони колектора. Колектор кожного з електродів з'єднаний відповідно з кожухом 16 і із кришкою 18, при цьому 3 UA 112644 C2 5 10 15 20 25 30 35 40 45 50 55 60 кожух і кришка утворюють відповідно позитивний і негативний полюси пристрою накопичення енергії. Кришка 18 містить верхню сторону 2 4 і циліндричний борт 2 6, спрямований униз уздовж контуру кожуха 16. Верхня сторона 24 кришки й дно 16В кожуха утворюють торцеві сторони корпуса. Кришка містить також центральний виступ 28, надалі названий центрувальним штифтом. Як було зазначено вище, пристрої накопичення енергії часто з'єднують послідовно для утворення модуля, призначеного для конкретного застосування. Для послідовного з'єднання різних пристроїв, як правило, з одного боку, з'єднують кожух 16 пристрою, щонайменше, з одним суміжним пристроєм і, з іншого боку, з'єднують кришку 18 з іншим суміжним пристроєм. Пристрої, пов'язані з контактами модуля, з'єднані тільки із суміжним пристроєм. На Фіг. 2 представлений вид зверху модуля із двох пристроїв накопичення, показаних на Фіг. 1. Як показано на фігурі, кришки 18 цих двох пристроїв з'єднані сполучною перемичкою 30, розташованою на верхній стороні 24 кожної із кришок. Сполучна перемичка 30 має подовжену форму, є плоскою й поблизу кожного зі своїх кінців у поздовжньому напрямку містить отвір 32, розмір якого відповідає розміру штифта 28 центрування перемички на кришці 14. Зрозуміло, перемичка має довжину, що перевищує діаметр пристрою накопичення. Зокрема, її довжина перебуває в межах величини від одного до трьох діаметрів пристрою. Проміжок між двома отворами 32 теж перевищує діаметр пристрою. Як показано на фігурі, перемичка є суцільною, але вона може також мати порожнини, і її форма не є обмежуючою. Далі випливає опис способу з'єднання перемички із кришками. На першому етапі перемичку 30 розташовують на кришках, зокрема, позиціонуючи кожен з отворів 32 на центрувальному штифті 28 кришок 18 пристроїв 10 накопичення енергії. Розміри центрувальних штифтів 28 передбачені таким чином, щоб вони мали в основному таку ж товщину, що й перемичка. Після встановлення на місце перемички її кріплять зварюванням на кожній із кришок за допомогою способу зварювання тертям з перемішуванням або FSW, скорочено від англійського виразу Friction Stir Welding. Для цього використовують описаний нижче пристрій зварювання тертям з перемішуванням. Цей етап зварювання тертям з перемішуванням буде розглянутий у ході опису зварювального пристрою. Зварювальний пристрій містить корпус 50 циліндричної форми уздовж осі тіла обертання АА'. Матеріалом корпуса 50 є, наприклад, сталь або будь-який матеріал, твердість якого перевищує твердість деталі, що зварюється. Зварювальний пристрій містить також голівку 51 на одному з осьових кінців корпуса 50. Голівка містить наконечник 52 у вигляді усіченого конуса й периферичний заплечик 54, розташований у площині, по суті перпендикулярної до осі тіла обертання А-А' корпуса 50. Корпус 50 і голівка 51 зварювального пристрою виконані з можливістю обертання навколо осі обертання, відповідно до осі тіла обертання А-А' корпуса 50. Під час операції зварювання голівка пристрою проникає в матеріал, нагріваючи його до ластовидного стану. Нагрівання в комбінації з перемішуванням дозволяє зварювати матеріал деталей, що підлягають зварюванню, у цьому випадку перемички 30 і кришки 18. Після охолодження одержують зварений шов. Завдяки зварювальному обладнанню відповідно до винаходу, нагрів деталі є обмеженим, тому що зварювання відбувається в ластовидному стані. Це зменшує ризики ушкодження пристрою накопичення. Форма у вигляді усіченого конуса голівки зварювального пристрою дозволяє ізолювати матеріал і обмежувати, таким чином, утворення стружок. Ця форма у вигляді усіченого конуса дозволяє також направляти нагрітий матеріал до заплічка для закупорювання отвору, одержуваного при русі голівки зварювального пристрою. Зварювальний пристрій містить також мотор (не показаний) для приведення в обертання корпуса 50 і голівки 51 пристрою. Мотор виконаний, наприклад, з можливістю обертання корпуса й голівки пристрою зі швидкістю від 500 до 5000 обертів у хвилину, переважно рівною 1000 об/хв. Таким чином, під час цього етапу зварювання запускають пристрій 50 і поміщають його на пристрої накопичення таким чином, щоб вісь тіла обертання А-А' інструмента збігалася з віссю симетрії пристрою накопичення. Спочатку зварювальний пристрій 50 розташовують таким чином, щоб його голівка 51 перекривала одночасно центрувальний штифт 2 8 кришки й перемичку 30 поблизу отвору 32. 4 UA 112644 C2 5 10 15 20 25 30 35 40 45 50 Оскільки обидві деталі (перемичка 30 і центрувальний штифт 28) перебувають на одному рівні, як показано на Фіг. 4А, пристрій 50 переміщають уздовж осі А-А' таким чином, щоб він по суті одночасно проникав у обидві деталі. За рахунок свого руху обертання він робить матеріал ластовидним і перемішує матеріал перемички й центрувального штифта. Таким чином, центрувальний штифт 28 і перемичка 30 виявляються звареними у стик за допомогою зварювального шва 60. Після проникнення пристрою 50 в обидві деталі його направляють таким чином, щоб він переміщувався уздовж контуру центрувального штифта 28, потім зварювальний пристрій витягають. Після завершення цих етапів матеріал охолоджується, і одержують зварений шов. Шов 60 має ширину голівки інструмента, тобто ширину 3-5 мм, і його слід показаний на Фіг. 2 пунктирною лінією. Потім для посилення зварювального з'єднання перемички й кришки пристрій 50 поміщають на рівні контуру перемички 30. На голівку пристрою натискають таким чином, щоб вона пройшла через перемичку після нагрівання матеріалу останньої й досягла верхньої сторони 24 кришки, потім проникла також у цю кришку. При цьому матеріали кришки й перемички теж перемішуються за рахунок руху пристрою 50, як показано на Фіг. 4В, і пристрій 50 переміщають уздовж контуру перемички в її частині, розташованій над кришкою. Зварювальний шов 62, теж показаний на Фіг. 2 пунктирною лінією, є суцільним і може мати довжину в кілька сантиметрів. Після завершення з'єднання зварюванням перемички 30 з пристроєм 10 накопичення операцію повторюють для іншого пристрою накопичення. Спосіб відповідно до винаходу становить винятковий інтерес, оскільки дозволяє робити зварювання, не нагріваючи матеріал і, отже, без ризику ушкодження електроліту, що перебуває усередині корпуса. Крім того, він дозволяє одержувати зварені шви більшого розміру, ніж при лазерному зварюванні, що становить інтерес для зниження електричного опору модуля. Слід зазначити, що винахід не обмежується описаним варіантом виконання. Наприклад, пристрій накопичення енергії не обов'язково є таким, як описано вище. Він може мати не циліндричну форму паралелепіпеда й/або може містити дві кришки на кожному кінці відкритої трубки. Кришка може теж являти собою плоску торцеву сторону й може не містити центрувального штифта, як показано у варіантах на Фіг. 5А-5С. Центрувальний штифт можна замінити іншими засобами центрування, такими як виступи по зовнішньому контуру перемички. Сполучна перемичка може відрізнятися від описаної. Вона може не містити отвору, як показано у варіантах на Фіг. 5А-5С. Вона може також з'єднувати два кожухи разом або один кожух із кришкою. Точно так само, спосіб не обмежений описаним варіантом здійснення. Перемичка може містити тільки один з описаних вище двох зварених швів. Її можна також кріпити зварюванням на кришці в інших місцях, відмінних від описаних. Наприклад, її можна кріпити зварюванням за допомогою точок зварювання 70 (як показано на Фіг.5А), за допомогою кільцевого й суцільного звареного шва 80, що утворює окружність із радіусом, приблизно рівним половині радіуса кришки (як показано на Фіг. 5В), або за допомогою множинних швів 80А, 80В, 80С, 80D VОбразної форми, рівномірно розподілених на торцевій стороні кришки пристрою накопичення (як показано на Фіг. 5С). Слід зазначити, що у варіантах, показаних на Фіг. 5А-5С, зварені шви проходять крізь перемичку, досягаючи кришки пристрою накопичення, і, отже, аналогічні шву, показаному на Фіг. 4В. Можна також передбачити здійснення способу відповідно до винаходу за допомогою зварювального пристрою, що має конфігурацію, відмінну від описаної. Нарешті, у рамках винаходу можна, природно, передбачити модуль, що містить більше двох пристроїв накопичення енергії. Пристрої накопичення можуть бути також батареями й/або конденсаторами або можуть бути різного типу (при цьому один пристрій є батареєю, а інший, наприклад, суперконденсатором). 5 UA 112644 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 1. Спосіб з'єднання двох пристроїв (10) накопичення енергії, при цьому кожен пристрій накопичення енергії містить герметичний корпус (14), причому кожний корпус (14) містить трубчастий елемент (16) і щонайменше одну кришку (18), що закриває трубчастий елемент на його кінці, що включає в себе етапи, на яких: - установлюють на торцевих сторонах (24) кожної кришки (18) двох розташованих поруч корпусів (14) сполучну перемичку (30), розміри якої дозволяють їй контактувати з торцевою стороною кожної із кришок (18), і - кріплять сполучну перемичку (30) на кожній із кришок за допомогою зварювання тертям з перемішуванням, вводячи у контакт із кришками (18) і/або сполучною перемичкою (30) обертовий зварювальний пристрій (50), переміщуючи його поступальним рухом уздовж заздалегідь визначеної осі, що відповідає, зокрема, нормалі до торцевої сторони (24) так, щоб він проникав в матеріал кришки й/або сполучної перемички, щоб їх зварювати і формувати зварний шов (60, 62) між вказаною сполучною перемичкою (30) і кришкою (18). 2. Спосіб за п. 1, який відрізняється тим, що довжина зварного шва при зварюванні сполучної перемички (30) з кришкою (18) становить щонайменше 1 см. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що торцева сторона (24) містить один або кілька виступів (28), що утворюють засоби позиціонування на ній сполучної перемички (30). 4. Спосіб за п. 3, який відрізняється тим, що засоби позиціонування виконані у вигляді центрувального штифта (28), при цьому сполучна перемичка (30) містить щонайменше один відповідний отвір (32) для її позиціонування на центрувальному штифті (28). 5. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що кришку (18) і сполучну перемичку (30) розташовують одну над одною уздовж поверхні контакту, нормальної до заздалегідь визначеної осі так, щоб під час етапу зварювання проходити крізь сполучну перемичку (30) для досягнення кришки (18). 6. Спосіб за будь-яким із пп. 1-4, який відрізняється тим, що сполучна перемичка (30) і кришка (18) входять у контакт уздовж контактної поверхні, що містить заздалегідь визначену вісь, для зварювання у стик сполучної перемички (30) й кришки (18). 7. Спосіб за будь-яким із пп. 1-6, який відрізняється тим, що торцеву сторону кришки (18) виконують із першого матеріалу, а сполучну перемичку (30) виконують із другого матеріалу, відмінного від першого матеріалу. 8. Модуль щонайменше із двох пристроїв (10) накопичення енергії, при цьому кожен пристрій (10) накопичення енергії містить герметичний корпус (14), причому кожен корпус (14) містить трубчастий елемент (16) і щонайменше одну кришку (18), що закриває трубчастий елемент на його кінці, при цьому пристрої з'єднані попарно за допомогою сполучної перемички (30) відповідно до способу за будь-яким із пп. 1-7. 9. Модуль за п. 8, який відрізняється тим, що щонайменше один зварний шов (60, 62) має розміри, що перевищують 3 мм, зокрема, що перевищують 5 мм, у всіх напрямках площини торцевої сторони (24). 6 UA 112644 C2 7 UA 112644 C2 8 UA 112644 C2 9 UA 112644 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for the friction-stir welding of an assembly for storing electricity
Автори англійськоюVigneras, Erwan
Автори російськоюВиньера Эрван
МПК / Мітки
МПК: B23K 20/12, H01M 2/20
Мітки: зварювання, спосіб, тертям, пристрою, енергії, пристрій, електричної, зберігання
Код посилання
<a href="https://ua.patents.su/12-112644-pristrijj-ta-sposib-zvaryuvannya-tertyam-pristroyu-dlya-zberigannya-elektrichno-energi.html" target="_blank" rel="follow" title="База патентів України">Пристрій та спосіб зварювання тертям пристрою для зберігання електричної енергії</a>
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Патон Борис Євгенович, Лисак Василь Васильович, Іщенко Анатолій Якович, Лобанов Леонід Михайлович
МПК: B23K 20/12
Мітки: обертовим, здійснення, пристрій, спосіб, зварювання, диском, тертям
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Спосіб і пристрій для отримання електричної енергії на основі використання розсіювання енергії гарматного пострілу
Номер патенту: 110392
Опубліковано: 25.12.2015
Автори: Шабатура Юрій Васильович, Баландін Максим Володимирович
МПК: H02N 2/18, H01L 41/09, F03G 3/00
Мітки: використання, отримання, спосіб, пострілу, електричної, гарматного, основі, розсіювання, енергії, пристрій
Формула / Реферат:
1. Спосіб для отримання електричної енергії на основі використання розсіюваної енергії гарматного пострілу, який полягає в тому, що електричну енергію знімають з п′єзоелементів, який відрізняється тим, що енергію поступального руху відкатних частин гармати, яка виникає в процесі пострілу перетворюють в тиск на п¢єзоелементи за допомогою натискних роликів, що закріплені на відкатних частинах та механічно зв′язані з пружною...
Спосіб збудження електричної дуги, пристрій для його здійснення, ключ для пристрою збудження електричної дуги ( варіанти) та спосіб підготовки до спрацювання ключа для пристрою збудження електричної дуги
Номер патенту: 52839
Опубліковано: 15.01.2003
Автор: Будьонний Анатолій Павловіч
Мітки: варіанти, спосіб, пристрій, збудження, здійснення, ключ, дуги, спрацювання, електричної, підготовки, пристрою, ключа
Формула / Реферат:
1. Спосіб збудження електричної дуги, при якому перед подачею на дуговий проміжок імпульсу напруги збудження закорочують вихід джерела живлення електричної дуги на час наростання струму короткого замикання до рівня стабільного струму дуги, який відрізняється тим, що після досягнення струмом короткого замикання рівня стабільного струму дуги до виходу джерела живлення електричної дуги подають форсуючу напругу тієї ж полярності, що перевищує...
Пристрій для зварювання розрядом нагромадженої енергії
Номер патенту: 69421
Опубліковано: 15.09.2004
Автори: Якимів Ярослав Михайлович, Кубай Роман Іванович, Огірко Роман Миколайович, Микийчук Микола Миколайович
МПК: B23K 11/26
Мітки: нагромадженої, енергії, зварювання, розрядом, пристрій
Формула / Реферат:
Пристрій для зварювання розрядом нагромадженої енергії, який містить нагромаджувач енергії, перший полюс якого з'єднаний з входом керованого елемента зварювання, затискач пасивний і затискач активний, причому другий полюс нагромаджувача енергії та затискач активний з'єднані з корпусом, який відрізняється тим, що додатково введено регульований стабілізатор напруги, керований елемент заряду, формувач часових параметрів, елемент зворотного...
Спосіб зварювання тертям з перемішуванням сплавів на основі алюмінію
Номер патенту: 75698
Опубліковано: 10.12.2012
Автори: Плітченко Сергій Олександрович, Надеждін Юрій Львович, Вакуленко Ігор Олексійович
МПК: B23K 1/00
Мітки: зварювання, тертям, сплавів, перемішуванням, алюмінію, основі, спосіб
Формула / Реферат:
Спосіб зварювання тертям з перемішуванням сплавів на основі алюмінію, який визначається швидкістю обертання робочого інструмента навколо власної осі та переміщення його уздовж лінії зварювання, що забезпечує необхідний розігрів кромок металу, який відрізняється тим, що швидкість обертання робочого інструмента має значення в інтервалі 800-1000 хв.-1 та швидкість його переміщення уздовж шва 25...40 мм/хв., яка забезпечує необхідний нагрів...
Попередній патент: Спосіб одержання розчинних цукрів з генетично модифікованих рослин, що експресують ферменти, деградуючі клітинну стінку
Наступний патент: Комбінація панобіностату та руксолітинабу при лікуванні раку, такого як мієлопроліферативне новоутворення
Випадковий патент: Установка для обеззаражування води