Пляшковий ковпачок зменшеного розміру
Формула / Реферат
1. Корончатий ковпачок зменшеного розміру для отворів ємностей, корончатий ковпачок, що включає в себе:
верхню ділянку,
внутрішню ділянку, суміжну з верхньою ділянкою,
зовнішню ділянку, суміжну з верхньою ділянкою, ця зовнішня ділянка перетворена на кромку, що спускається від верхньої ділянки,
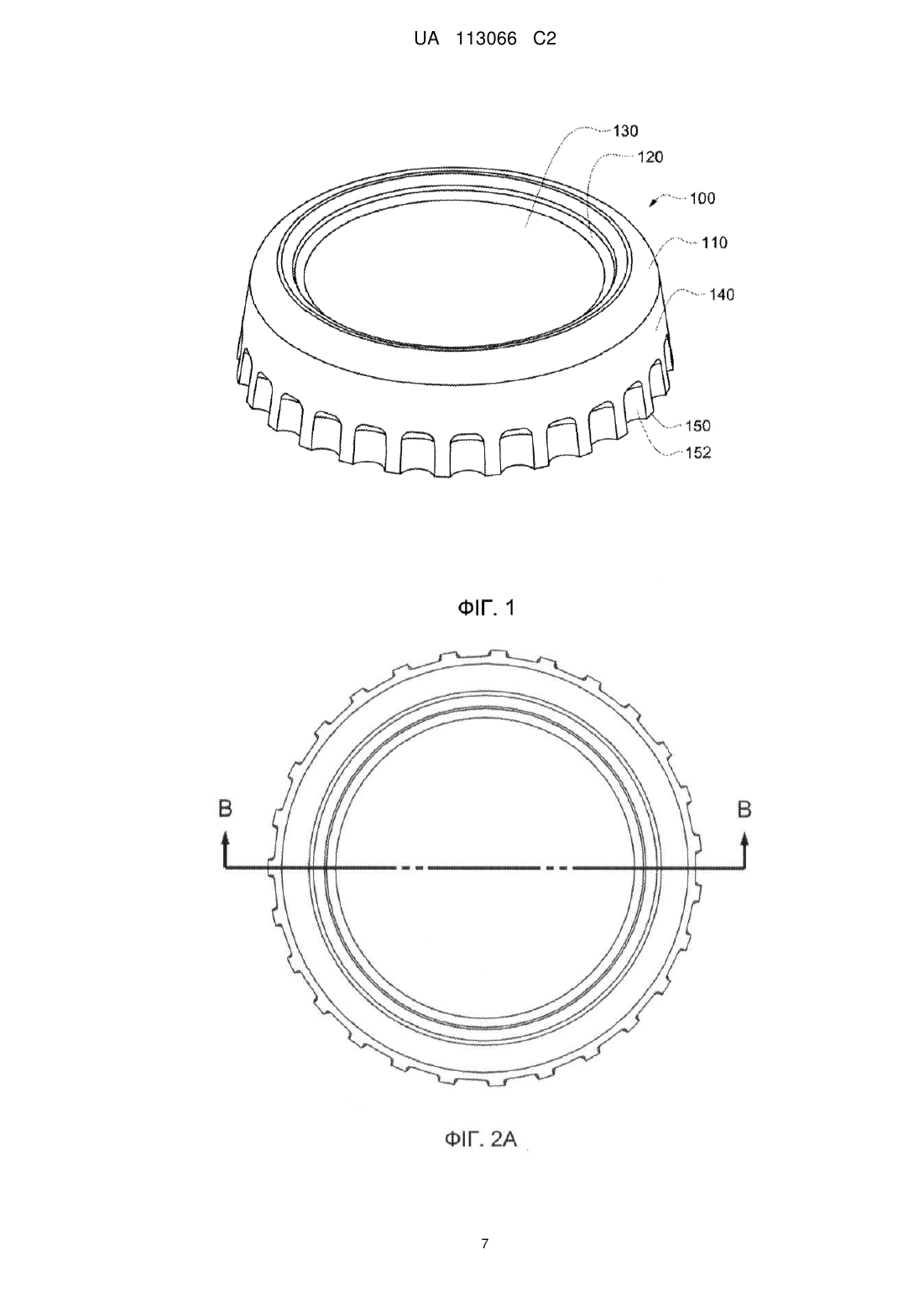
який відрізняється тим, що:
корончатий ковпачок має товщину у діапазоні від 0,16 мм до 0,18 мм, а матеріал, включаючи корончатий ковпачок, має середню твердість більше 62 за шкалою твердості 30Т;
внутрішня ділянка включає в себе заглиблену панель, сформовану у верхній ділянці корончатого ковпачка на потрібну глибину; та
заглиблена панель розміщена нижче, ніж верхня ділянка, при цьому внутрішня ділянка включає гофрування, достатнє для забезпечення зміцнення для того, щоб надати заглибленій панелі жорсткості проти прогинання шляхом забезпечення міцності матеріалу у напрямку, перпендикулярному напрямку гофрування.
2. Корончатий ковпачок за п. 1, який відрізняється тим, що гофрування включає в себе перехідні ділянки, сформовані суміжно від верхньої ділянки до заглибленої панелі.
3. Корончатий ковпачок за п. 2, який відрізняється тим, що гофрування включає в себе один або кілька профілів, сформованих у панелі.
4. Корончатий ковпачок за п. 1, який відрізняється тим, що матеріал, включаючи корончатий ковпачок, має середню твердість більше 65 за шкалою твердості 30Т.
5. Корончатий ковпачок за п. 1, який відрізняється тим, що заглиблена панель включає в себе концентричні шари.
6. Корончатий ковпачок за п. 1, який відрізняється тим, що заглиблена панель включає в себе концентричні канавки.
7. Корончатий ковпачок за п. 6, який відрізняється тим, що заглиблена панель включає в себе концентричні уступи.
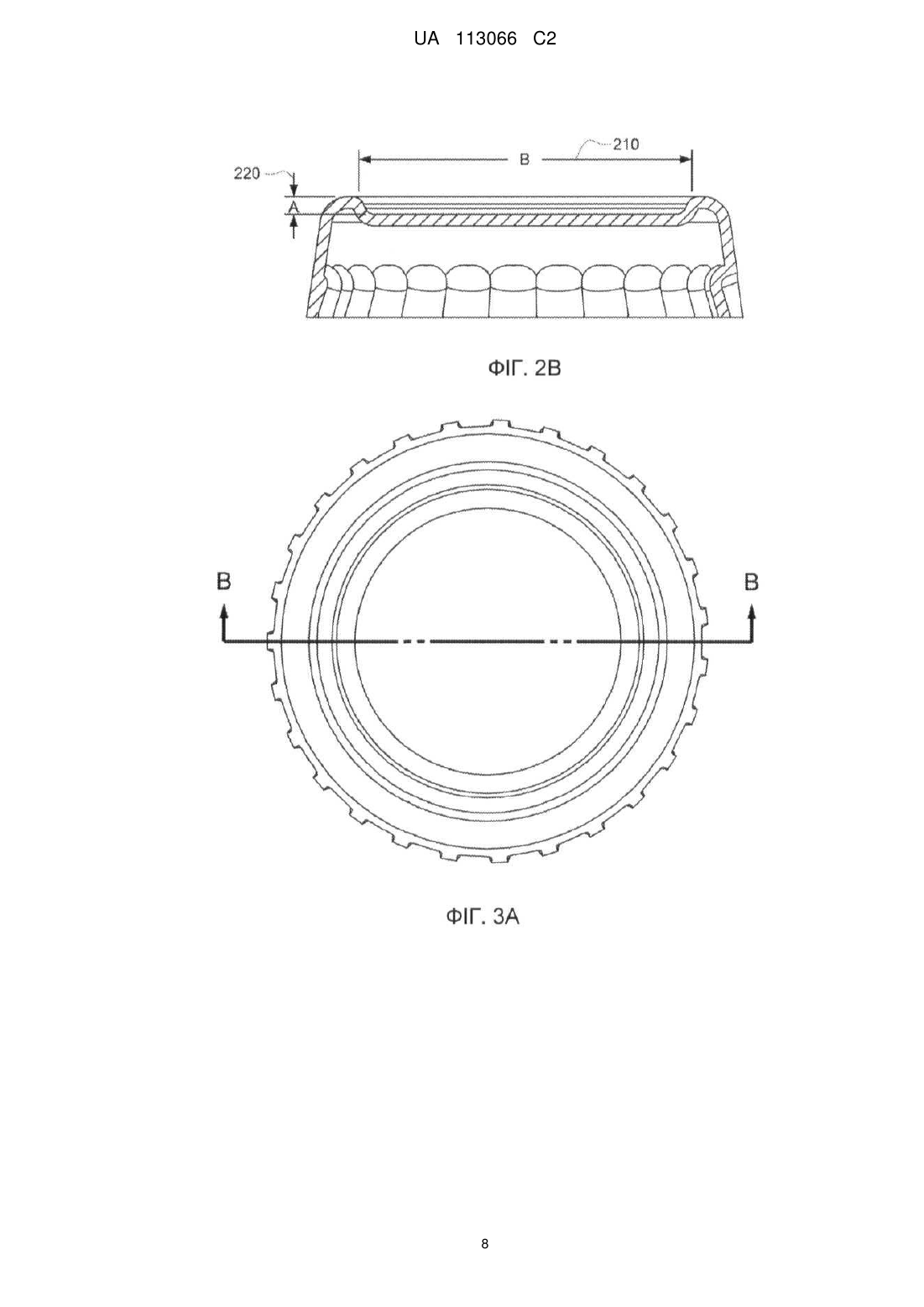
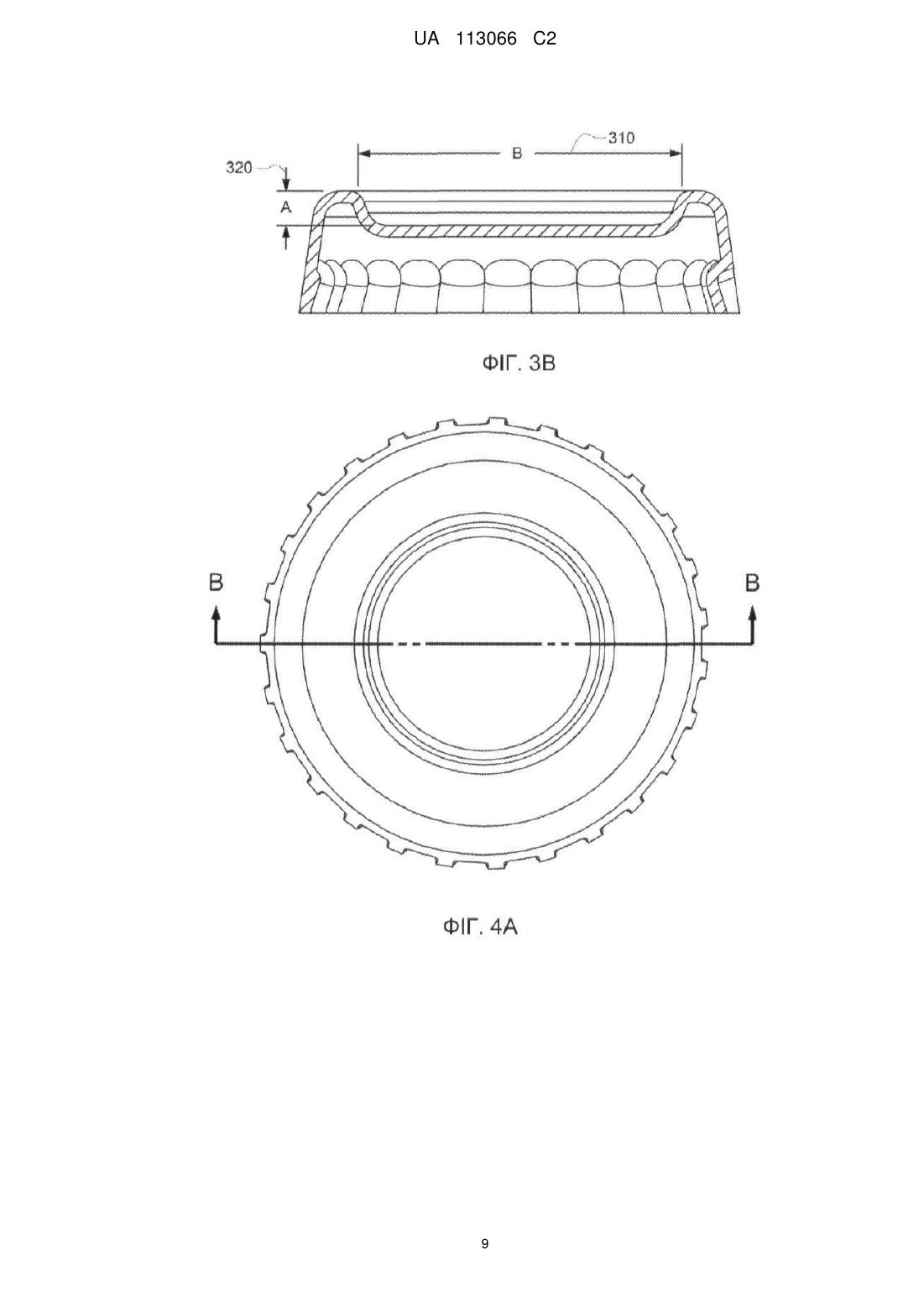
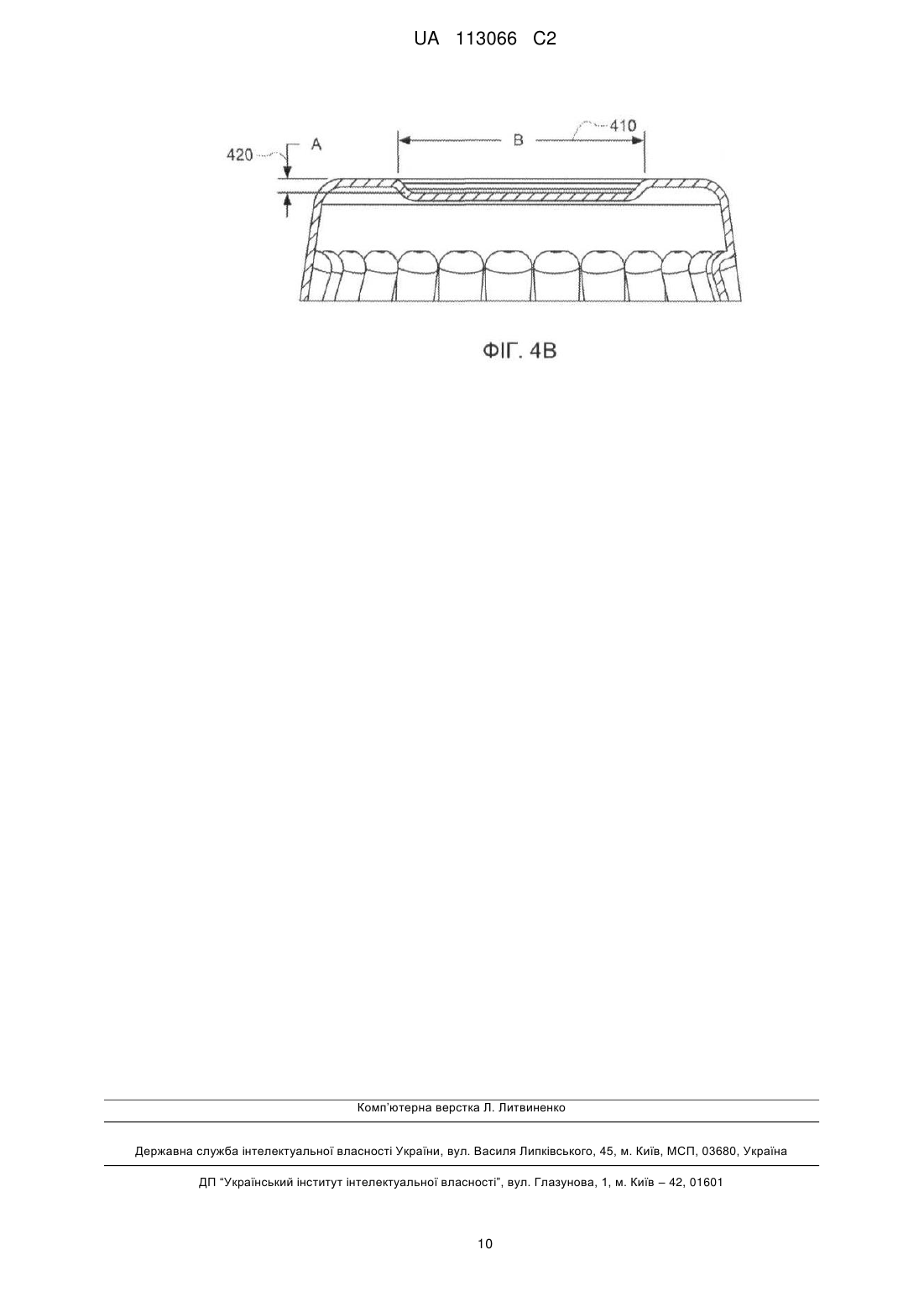
8. Корончатий ковпачок за п. 2, який відрізняється тим, що перехідні ділянки включають в себе плавно вигнуті поверхні від верхньої ділянки до заглибленої панелі.
9. Спосіб виготовлення корончатого ковпачка зменшеного розміру для ємності, що включає в себе:
формування листа матеріалу корончатого ковпачка для створення верхньої ділянки, внутрішньої ділянки, суміжної з верхньою ділянкою, та зовнішньої ділянки, суміжної з верхньою ділянкою та перетвореної на кромку, що спускається від верхньої ділянки,
який відрізняється тим, що корончатий ковпачок має товщину у діапазоні від 0,16 мм до 0,18 мм, та матеріал, включаючи корончатий ковпачок, має середню твердість більше 62 за шкалою твердості 30Т, і що цей спосіб також включає в себе:
перетворення внутрішньої ділянки на заглиблену панель, сформовану у верхній ділянці корончатого ковпачка на потрібну глибину, при цьому заглиблена панель розташована нижче, ніж верхня ділянка; та
формування гофрування у внутрішній ділянці, достатнього для забезпечення зміцнення для того, щоб надати заглибленій панелі жорсткості проти прогинання шляхом забезпечення міцності матеріалу у напрямку, перпендикулярному напрямку гофрування.
10. Спосіб за п. 9, який відрізняється тим, що етап формування гофрування складається з формування перехідних ділянок, сформованих суміжно від верхньої ділянки до заглибленої панелі.
11. Спосіб за п. 9, який відрізняється тим, що матеріал, включаючи корончатий ковпачок, має середню твердість більше 65 за шкалою твердості 30Т.
12. Спосіб за п. 9, який відрізняється тим, що заглиблена панель включає в себе концентричні шари.
13. Спосіб за п. 9, який відрізняється тим, що заглиблена панель включає в себе концентричні канавки.
14. Спосіб за п. 13, який відрізняється тим, що заглиблена панель включає в себе концентричні уступи.
15. Спосіб за п. 10, який відрізняється тим, що перехідні ділянки включають в себе плавно вигнуті поверхні від верхньої ділянки до заглибленої панелі.
Текст
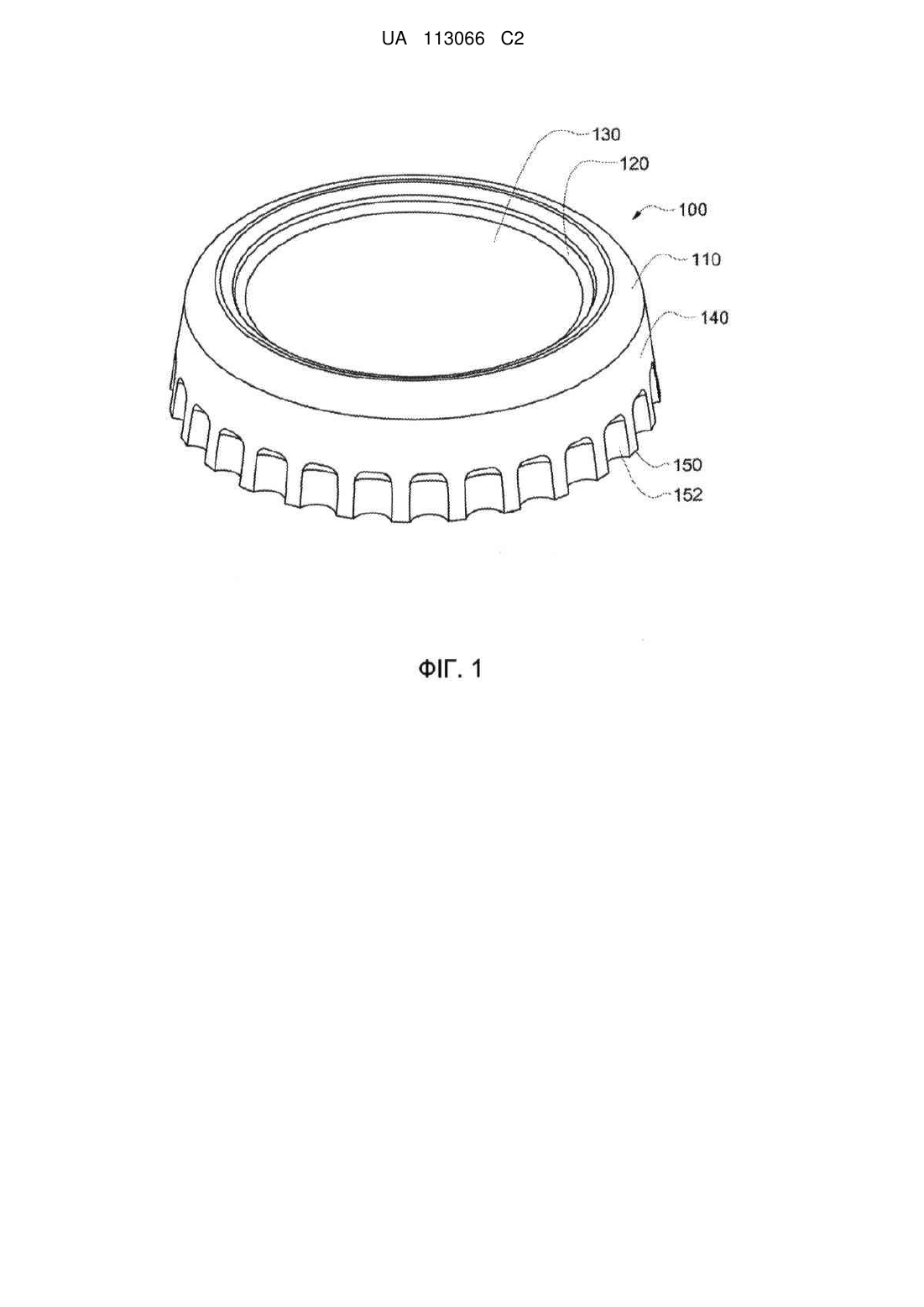
Реферат: Корончатий ковпачок зменшеного розміру для отворів ємностей містить гофровану ділянку панелі, причому матеріал корончатого ковпачка зміцнений гофруванням, забезпечуючи можливість використання меншої кількості матеріалу для виготовлення корончатого ковпачка, у порівнянні з кількістю матеріалу, який використовується для виготовлення негофрованого ковпачка пляшки. UA 113066 C2 (12) UA 113066 C2 UA 113066 C2 5 10 15 20 25 30 35 40 45 50 55 60 ПЕРЕХРЕСНІ ПОСИЛАННЯ НА СПОРІДНЕНІ ЗАЯВКИ [0001] Даний винахід відноситься до, включає за допомогою посилання, та претендує на пріоритет за заявкою США № 13/267,264 під назвою "Пляшковий ковпачок, який легко відкривається", поданою 6 жовтня 2011, і заявкою США № 12/903,533 під назвою "Корончатий пляшковий ковпачок", поданою 13 жовтня 2010, яка, у свою чергу, претендує на пріоритет за заявкою США № 11/698,247, поданою 24 січня 2007 (патент США № 8,061,544) і є частковим продовженням патентної заявки PCT/US2006/002421, яка одночасно знаходиться на розгляді, "Пляшковий ковпачок, який легко відкривається" цього ж заявника, поданої 24 січня 2006. ОБЛАСТЬ ТЕХНІКИ [0002] Даний винахід відноситься до пляшкових ковпачків і корончатих пляшкових ковпачків для пляшок для напоїв та інших ємностей, і, зокрема, до гофрованого пляшкового ковпачка зменшеного розміру. РІВЕНЬ ТЕХНІКИ [0003] В опублікованій Меріно Кабальєро ("Caballero") патентній заявці США № 12/597,385 розкритий корончатий ковпачок зменшеного розміру, в якому на верхній панелі утворені канавки різних форм, залежно від варіанта реалізації, для забезпечення гофрування та одержання корончатого ковпачка, що містить меншу кількість матеріалу, такого як сталь, для корончатого ковпачка. Хоча патентна заявка Кабальєро не відноситься до попереднього рівня техніки, тому що дата її пріоритету є більш пізньою, ніж дата пріоритету даного винаходу, заявник даного винаходу визнає патентну заявку Кабальєро, тому що вона була опублікована раніше дати публікації даного винаходу. [0004] У спорідненій заявці № 12/903,533 та її раніше згаданій первинній заявці № 11/698,247 (виданий патент США № 8,061,544) розкритий корончатий пляшковий ковпачок, що містить гніздо, в якому вузол відривного язичка розташований таким чином, що він видаляється з верхньою частиною корончатого ковпачка. Гніздо утворене за допомогою виїмки або поглиблення у верхній частині корончатого ковпачка. Перевага поглибленої верхньої частини полягає в забезпеченні функціонального впливу поглиблення для гофрування верхньої частини корончатого ковпачка. Відомо, що гофрування має перевагу, яка полягає в зміцненні листа матеріалу в протидію силам, що впливають у напрямку, перпендикулярному напрямку гофрування. Тобто, гофрований лист щонайменше в деяких напрямках менш підданий згинанню, ніж негофрований лист. Корончатий ковпачок пляшки, який має гофровану верхню частину, буде більш міцним, ніж негофрований корончатий ковпачок. Таким чином, для забезпечення рівня міцності, аналогічного негофрованому корончатому ковпачку, гофрований корончатий ковпачок може мати меншу товщину, або менший розмір, матеріалу, такого як сталь або біла жерсть, корончатого ковпачка. Переваги гофрування, побічно властиві корончатому ковпачку відповідно до заявки номер '533, викладені в явному вигляді в даному винаході. Отже, у даному винаході описаний гофрований корончатий ковпачок та його переваги. КОРОТКИЙ ОПИС КРЕСЛЕНЬ [0005] Наступний докладний опис, за допомогою необмежуючих прикладів варіантів реалізації, наведений з посиланнями на супровідні креслення, на яких позиційними позначеннями позначені подібні частини у різних виглядах, показаних на кресленнях, і на яких: [0006] На фіг. 1 показаний ізометричний вигляд збоку корончатого ковпачка зменшеного розміру відповідно до даного винаходу. [0007] На фіг. 2А показаний вигляд зверху корончатого ковпачка за фіг. 1. [0008] На фіг. 2В показаний вигляд збоку в поперечному перерізі корончатого ковпачка за фіг. 2А. [0009] На фіг. 3А показаний вигляд зверху альтернативного варіанта реалізації корончатого ковпачка відповідно до даного винаходу. [0010] На фіг. 3В показаний вигляд збоку в поперечному перерізі корончатого ковпачка за фіг. 3А. [0011] На фіг. 4А показаний вигляд зверху іншого альтернативного варіанта реалізації корончатого ковпачка відповідно до даного винаходу. [0012] На фіг. 4В показаний вигляд збоку в поперечному перерізі корончатого ковпачка за фіг. 4А. РОЗКРИТТЯ ВИНАХОДУ [0013] На фіг. 1 показаний ізометричний вигляд збоку корончатого ковпачка зменшеного розміру відповідно до даного винаходу. Корончатий ковпачок 100 містить верхню частину 110, що примикає до поглиблення 120, яким обмежена панель 130. Юбка 140 проходить за напрямком вниз від верхньої частини 110. У конкретних варіантах реалізації фланець проходить від юбки 140 під нахилом. Гофри 150 і фаски 152, що чергуються, утворені на периферійній 1 UA 113066 C2 5 10 15 20 25 30 35 40 45 50 55 60 частині юбки 140. Корончатий ковпачок 100, а також інші зображені на фігурах корончаті ковпачки, є корончатим ковпачком типу прай-офф, який піддівають, і виконаний з можливістю відкривання за допомогою важеля. Даний винахід також включає корончаті ковпачки типу твістофф (не показаний), виконані з можливістю відкривання за допомогою повороту, що буде зрозуміло фахівцеві, знайомому з технологією корончатого ковпачка. Крім того, корончатий ковпачок 100 підходить для застосування з пристроями типу відривного язичка, які розташовані на панелі 130 з лініями розлому, що утворені на корончатому ковпачку 100. [0014] Панель 130 є поглибленою, тобто, розташована нижче верхньої частини 110, але примикає до верхньої частини 110 за допомогою перехідної поверхні 120, яка для зручності далі буде іменована поглибленням 120. Поглиблення 120 може бути утворене в корончатому ковпачку 100 за допомогою застосування різних способів для утворення придатних форм. Наприклад, у конкретних наведених як приклад варіантах реалізації концентричні яруси, канавки або щаблі утворені за одне ціле в матеріалі корончатого ковпачка 100 до досягнення необхідної глибини панелі 130 відповідно до фіг. 1. В альтернативних варіантах реалізації поглиблення 120 має поверхню, яка плавно вигнута від верхньої частини 110 до панелі 130. Форма поглиблення 120 виконує функцію ребер або конструктивних посилень, які, ймовірно, сприяють зміцненню панелі 130, запобігаючи її прогин або деформацію. [0015] Юбка 140 проходить вниз від верхньої частини 110 уздовж зовнішнього периметра корончатого ковпачка 100 та у конкретних наведених як приклад варіантах реалізації плавно переходить у фланець, що проходить за напрямком вниз і радіально за напрямком назовні. Юбка 140 переважно виконана з можливістю опресування на горлечко пляшки для закупорювання. Конкретні наведені як приклад варіанти реалізації юбки 140 містять хвилясті, повторювані частини, які утворюють гофри 150 і фаски 152. Переважно, повторювані частини рівновіддалені по окружності так, щоб кожний гофр 150 був ідентичний іншим гофрам 150 по окружності корончатого ковпачка 100, і кожна фаска 152 була ідентична іншим фаскам 152 по окружності корончатого ковпачка 100. Варто розуміти, що корончатий ковпачок 100 може містити будь-яку кількість гофрів 150 і фасок 152. [0016] На фіг. 2А і 2В, 3А і 3В і 4А і 4В, фігура "В" кожного показаного варіанта реалізації зображує горизонтальний поперечний переріз відповідної фігури "А" по лінії В-В. Кожен варіант реалізації, позначений 2А/В, 3А/В і 4А/В, характеризується певним діаметром панелі 130, представленим шириною В 210, 310 і 410 кожного варіанта реалізації, відповідно, і глибиною А поглиблення 120, представленою глибинами 220, 320 і 420, відповідно. [0017] За допомогою вибору варіанта реалізації з певним сполученням діаметра 210, 310 або 410 панелі, наприклад, і глибини 220, 320 або 420 поглиблення, наприклад, забезпечений певний ступінь зміцнення матеріалу гофруванням. Наведений як приклад варіант реалізації 2А/В, наприклад, має відносно широкий діаметр 210 панелі та середню глибину 220 поглиблення. Наведений як приклад варіант реалізації 3А/В має середню ширину 310 панелі та найбільш глибоку з трьох наведених як приклад варіантів реалізації глибину 320 поглиблення. Наведений як приклад варіант реалізації 4А/В має найбільш вузький з варіантів реалізації діаметр 410 панелі та найменш глибоку з трьох варіантів реалізації глибину 420 поглиблення. Для забезпечення необхідного рівня зміцнення матеріалу гофруванням вибирають сполучення з ширини 210, 310 або 410 панелі, наприклад, і глибини 220, 320 або 420 поглиблення, наприклад, для здійснення конкретного варіанта реалізації. [0018] Гофрування зміцнює матеріали. Особливо, це відноситься до шаруватих матеріалів, із яких утворений лист або пластина. Для виготовлення шаруватого виробу може знадобитися менше матеріалу, якщо матеріал гофрований для забезпечення міцності стосовно поперечної сили. Ковпачок пляшки є шаруватим виробом, у якому матеріал листа, зазвичай сталь або біла жерсть, формують для прикріплення до верхньої частини пляшки або іншої ємності. Товщину матеріалу стандартного прай-офф або твіст-офф ковпачка визначають заздалегідь для виключення витоку та забезпечення надійності прикріплення ковпачка до ємності. [0019] У світі використовують мільярди ковпачків пляшок, і вартість ковпачків значною мірою залежить від кількості матеріалу, необхідного для виготовлення ковпачків. Гофрування дозволяє створювати ковпачки, на виготовлення яких потрібна менша кількість матеріалу, які при цьому мають міцність, еквівалентну міцності стандартного корончатого ковпачка. Гофрований корончатий ковпачок тонше, тобто, має зменшений розмір у порівнянні зі стандартним ковпачком пляшки. Перевага ковпачка зменшеного розміру полягає в економії коштів за допомогою використання меншої кількості матеріалу. [0020] Інша перевага гофрованого ковпачка зменшеного розміру полягає в застосуванні з ковпачками "пул-офф" (pull-off), які містять вузол відривного язичка, прикріплений до корончатого ковпачка відповідно до опису в споріднених патентних заявках. Відривний язичок 2 UA 113066 C2 5 10 15 20 25 30 35 40 45 50 55 60 забезпечує перелом матеріалу ковпачка, причому корончатий ковпачок зривають з пляшки за допомогою відривного язичка. Ковпачок зменшеного розміру сприяє зриванню, тому що матеріал ковпачка є тонким, а сила зривання спрямована паралельно напрямку зміцнення матеріалу, що забезпечується гофруванням, і, отже, зміцнення матеріалу гофруванням не перешкоджає зусиллю зривання. Гофруванням забезпечене зміцнення матеріалу в напрямку, перпендикулярному відносно напрямку гофрування. [0021] Варто розуміти, що, на додаток до показаних на фігурах конструкцій, інші конструкції можуть також забезпечувати досягнення переваг гофрування ковпачків відповідно до даного винаходу, і надання корончатого пляшкового ковпачка зменшеного розміру. Наприклад, даний винахід включає концентричні кільця, які проходять від верхньої частини юбки у напрямку до центра панелі, і декоративні форми, такі як зірки, логотипи брендів, логотипи спортивних команд, релігійні знаки і т.п., утворені в пластині ковпачка. [0022] Гофровані форми можуть бути утворені на пляшковому ковпачку різними способами, включаючи карбування металу, пресування, тиснення і т.п., але не обмежуючись ними. Неметалеві корончаті ковпачки відповідно до даного винаходу можуть бути утворені за допомогою лиття під тиском для пластикових корончатих ковпачків, або іншими придатними способами виробництва. [0023] Корончаті ковпачки 100, переважно, утворені зі сталі підвищеної міцності, у порівнянні зі звичайними корончатими ковпачками, розповсюдженими у товарному виробництві. Наприклад, звичайні корончаті ковпачки утворені з цільної обтиснутої білої жерсті, що має твердість Т4 і товщину від 0,21 мм до 0,23 мм. Середня твердість (тобто, заявлене значення твердості без урахування +/- змін) такої білої жерсті становить 61 за 30Т шкалою твердості відповідно до ASTM 623. Описані корончаті ковпачки 100 можуть мати меншу товщину та меншу вагу, у порівнянні з попереднім рівнем техніки, наприклад, корончаті ковпачки 100 можуть бути утворені з матеріалу, товщина якого становить від 0,16 мм до 0,18 мм, причому їхні експлуатаційні якості ідентичні або, у цілому, еквівалентні звичайним, більш товстим ковпачкам. Таку економію використання металу легше забезпечити при виготовленні конструкції корончатих ковпачків 10 зі сталі підвищеної твердості. Наприклад, заявник описав ефективність корончатих ковпачків зменшеного розміру, що мають канавки при використанні DR8 (у відповідності зі стандартом ASTM 623) або DR550 (у відповідності зі стандартом EN 10203). Додатково, заявник допускає використання інших матеріалів, таких як цільна обтиснута біла жерсть, або подібні матеріали, які характеризуються поліпшеним загартуванням, безолов'яна сталь, що має властивості, аналогічні описаним, і т.п. [0024] Твердість корончатих ковпачків 100, переважно, у середньому перевищує 62 за 30Т шкалою (відповідно до ASTM 623), більш переважно, перевищує 65, ще більш переважно, перевищує 68 і, ще більш переважно, перевищує 71. У варіантах реалізації, показаних на фіг. 1 і фіг. 3А, ефективність продемонстрована із застосуванням сталі, твердість якої становить 73. Верхня межа твердості відповідає максимальному навантаженню, яке прикладається до скляної пляшки під час процесу обтиснення або відскакування (при якому обтиснуті фланці характеризуються можливістю переходу в необтиснений стан), що характерне для твердої пластини. [0025] Корончаті ковпачки 100 можуть бути утворені за допомогою звичайного пресувального встаткування з невеликими змінами частин інструментів для утворення конструкції (такої як канавки, хрести, зірки і ямки). Також корончаті ковпачки 100 можуть бути обтиснуті за допомогою звичайного встаткування, яке змінене для утворення меншого горлечка, у порівнянні з існуючими, звичайними пристроями для обтиску. [0026] Тому що твердість впливає на міцність, у відповідності зі значенням стійкості до деформації, характеристика твердості корончатого ковпачка може бути виражена як стійкість до деформації за відповідною шкалою. Наприклад, стійкість до деформації DR8 або DR550 білої жерсті може становити (при випробуванні на розрив) 550 МПа. Заявник переконаний, що найбільш переважний корончатий ковпачок містить сполучення із щонайменше однієї з описаних конструкцій та описаної твердої пластини. Хоча, корончатий ковпачок відповідно до даного винаходу включає корончаті ковпачки, які не містять всіх конструкцій, матеріалів і/або переваг, викладених у цьому описі. [0027] Відповідно до опису корончаті ковпачки, які відповідають комерційному попиту, утворені відповідно до даного винаходу, можуть вироблятися в комерційних цілях з використанням на 25 відсотків менше сталі, у порівнянні з багатьма звичайними корончатими ковпачками, що забезпечує відповідні переваги у вуглевмісних викидах. Економія ваги сталі приблизно пропорційна зменшенню товщини металу. Крім цього, хоча кількість енергії, яка необхідна для охолодження одного корончатого ковпачка, незначна, кількість енергії, яка 3 UA 113066 C2 5 необхідна для охолодження всієї кількості корончатих ковпачків, що виробляються щорічно (близько 45 мільярдів у Північній Америці, і близько 300 мільярдів у світі), і відповідне зменшення необхідної для цього енергії, значна. [0028] На додаток до різних описаних конструкцій, даний корончатий ковпачок має певні переваги у порівнянні з попереднім рівнем техніки забезпечені рекомендованими нормами, які викладені в таблиці 1. ТАБЛИЦЯ 1 1. ПОЗИЦІЯ Зовнішній вигляд 2. Розміри 3. 4. 5. 6. Твердість по Роквеллу Надійність закупорювання Твердість покриття Сенсорний аналіз 7. Переміщення мастильної речовини Моделювання пакетування 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 10 15 Допустимий діапазон / Мета Диск приклеєний належним чином Біле покриття Цілісне покриття Чисте покриття Чистий корончатий ковпачок і кільце На корончатому ковпачку і кільці відсутні іржа та подряпини Дві лінії надрізу на нижній поверхні корончатого ковпачка Наклепка Корончатий ковпачок Товщина (мм): 0,16-0,18 Внутрішній діаметр (мм): 32,08-32,12 Зовнішній діаметр (мм): 26,60-26,90 Радіус кута (мм): 1,5-1,9 Кількість кутів: 21 Кільце Діаметр (мм): 21,1-21,5 Товщина (мм): 0,28-0,32 Покриття Діаметр (мм): 20,00-20,50 Т4 за 30Т шкалою Роквелла Перевищує/дорівнює 150 фунт/кв. дюйм за 1 хвилину Олівець "Н" не залишає подряпин Істотна різниця відсутня з установленим контролем після 12 тижнів при 20 градусах С Частинки мастильної речовини відсутні Втрата СО2 не відрізняється від контрольних ковпачків при зберіганні протягом 1 тижня при максимальній вазі, що становить 45 Кг, на кожній пляшці Окислення Максимальне окислення: від незначного до помірного Запах Неприємні запахи не виявлені Тягове зусилля кільця (кг) 2,5 кг Склад матеріалу Корончатий ковпачок і кільце з білої жерсті; харчовий клас покриття: не з полівінілхлориду Упакування 5000 корончатих ковпачків у коробці Тиск (кг) 10 кг Контейнерне завантаження 1,000 картонних коробів Друк Логотип/інший візерунок може бути надрукований на ковпачку Easy Pull™ Протиокислювальний матеріал корончатого ковпачка "харчовий" ПЕТ; чистий, без неприємного запаху, 1,2 UM (мікрометрів) [0029] Зокрема, для даного ковпачка (див. позицію 3 у таблиці 1) переважним матеріалом є біла жерсть, твердість якої становить, приблизно, Т-4 за 30Т шкалою твердості Роквелла. Це може відрізнятися від попереднього рівня техніки, в якому зазвичай використовують білу жерсть, твердість якої становить, приблизно, K-3 за шкалою Роквелла. Для відкривання та зривання переважного більш м'якого матеріалу білої жерсті за допомогою пристрою для відкривання даного корончатого ковпачка потрібне прикладення менших зусиль, причому забезпечується достатнє закупорювання вмісту ємності. У цьому описі під терміном біла жерсть 4 UA 113066 C2 5 10 15 20 25 30 35 40 45 50 55 мається на увазі будь-який матеріал, включаючи олово або олов'яні сплави, із яких може бути виготовлений корончатий ковпачок, при цьому мається на увазі, що корончатий ковпачок не обов'язково виготовлений з олова або олов'яних сплавів. [0030] Наступний опис представлений як пояснення та не обмежує винахід. Незважаючи на те, що винахід описаний з посиланнями на переважні варіанти реалізації або переважні способи, варто розуміти, що терміни, які використовуються, вживаються як опис і приклад, а не обмеження. Більше того, хоча винахід описаний з посиланнями на конкретні конструкції, способи і варіанти реалізації, винахід не обмежений конкретними описаними варіантами, причому винахід включає всі конструкції, способи і застосування, у межах обсягу прикладених пунктів формули винаходу. Фахівець в області техніки, при ознайомленні з цим описом, зможе здійснити багато модифікацій описаного винаходу, причому зміни можуть бути здійснені без відхилення від обсягу та сутності винаходу, викладених у прикладених пунктах формули винаходу. Додатково, будь-які характерні особливості одного описаного варіанта реалізації можуть бути також застосовані до інших описаних варіантів реалізації. [0031] Такі варіанти реалізації винаходу можуть бути іменовані окремо та/або в сукупності терміном "винахід" для зручності без наміру обмеження обсягу цієї заявки одним винаходом або ідей винаходу, у випадку якщо розкривається більш ніж один винахід або ідея винаходу. Таким чином, не дивлячись на опис і розкриття конкретних варіантів реалізації, варто розуміти, що будь-яка конфігурація, яка забезпечує досягнення ідентичної мети, може бути використана замість конкретних зображених варіантів реалізації. Цей опис включає будь-які та всі модифікації або зміни різних варіантів реалізації. Після ознайомлення з попереднім описом, фахівцю в даній області техніки будуть зрозумілі сполучення описаних раніше варіантів реалізації та інших варіантів реалізації, не описаних в явній формі. [0032] На закінчення, даний винахід описує корончатий ковпачок для отворів ємностей. Корончатий ковпачок має верхню частину і внутрішню частину, яка примикає до верхньої частини. Внутрішня частина утворена в панелі. Зовнішня частина, яка примикає до верхньої частини, утворена в юбці, яка проходить вниз від верхньої частини. Корончатий ковпачок має гофровану поверхню, утворену в панелі. [0033] Даний винахід також включає способи виготовлення описаного раніше корончатого ковпачка. Способи включають етапи формування листа матеріалу корончатого ковпачка для утворення верхньої частини і внутрішньої частини, яка примикає до верхньої частини та утворена в панелі. Зовнішня частина, яка примикає до верхньої частини, утворена в юбці, яка проходить вниз від верхньої частини. Способи також містять утворення гофрованої поверхні в панелі. [0034] У конкретних варіантах реалізації етап утворення гофрованої поверхні в панелі містить утворення поглиблення, яке проходить вниз від верхньої частини до панелі у внутрішній частині. [0035] Відповідно до параграфа 1.72(b) розділу 37 Зводу федеральних правил, наданий реферат, який дозволить читачеві швидко ознайомитися із сутністю технічного опису. Варто розуміти, що реферат наданий не для обмеження обсягу та сутності формули винаходу. Додатково, у розділі "здійснення винаходу" різні характерні особливості сполучені в один варіант реалізації для оптимізації опису. Не слід вважати, що цей спосіб опису має на увазі зміст більшої кількості характерних особливостей у кожному пункті формули винаходу, ніж це потрібно в заявленому варіанті реалізації. Навпаки, відповідно до формули винаходу, сутність винаходу полягає в меншій кількості характерних особливостей одного описаного варіанта реалізації. Таким чином, наступна формула винаходу включена в розділ "здійснення винаходу", причому кожний пункт сам по собі представляє окремий варіант реалізації. В описі присутні посилання на наведені як приклад варіанти реалізації. Однак, варто розуміти, що терміни, які використовуються, вживаються як опис і приклад, а не обмеження. Зміни можуть бути здійснені в межах прикладених пунктах формули винаходу, викладених і змінених, без відхилення від обсягу та сутності винаходу у всіх його аспектах. Незважаючи на те, що в описі присутні посилання на конкретні засоби, матеріали і варіанти реалізації, винахід ними не обмежений; навпаки, винахід включає всі функціонально еквівалентні технології, конструкції, способи і застосування, що знаходяться в межах обсягу прикладених пунктів формули винаходу. 5 UA 113066 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 1. Корончатий ковпачок зменшеного розміру для отворів ємностей, корончатий ковпачок, що включає в себе: верхню ділянку, внутрішню ділянку, суміжну з верхньою ділянкою, зовнішню ділянку, суміжну з верхньою ділянкою, ця зовнішня ділянка перетворена на кромку, що спускається від верхньої ділянки, який відрізняється тим, що: корончатий ковпачок має товщину у діапазоні від 0,16 мм до 0,18 мм, а матеріал, включаючи корончатий ковпачок, має середню твердість більше 62 за шкалою твердості 30Т; внутрішня ділянка включає в себе заглиблену панель, сформовану у верхній ділянці корончатого ковпачка на потрібну глибину; та заглиблена панель розміщена нижче, ніж верхня ділянка, при цьому внутрішня ділянка включає гофрування, достатнє для забезпечення зміцнення для того, щоб надати заглибленій панелі жорсткості проти прогинання шляхом забезпечення міцності матеріалу у напрямку, перпендикулярному напрямку гофрування. 2. Корончатий ковпачок за п. 1, який відрізняється тим, що гофрування включає в себе перехідні ділянки, сформовані суміжно від верхньої ділянки до заглибленої панелі. 3. Корончатий ковпачок за п. 2, який відрізняється тим, що гофрування включає в себе один або кілька профілів, сформованих у панелі. 4. Корончатий ковпачок за п. 1, який відрізняється тим, що матеріал, включаючи корончатий ковпачок, має середню твердість більше 65 за шкалою твердості 30Т. 5. Корончатий ковпачок за п. 1, який відрізняється тим, що заглиблена панель включає в себе концентричні шари. 6. Корончатий ковпачок за п. 1, який відрізняється тим, що заглиблена панель включає в себе концентричні канавки. 7. Корончатий ковпачок за п. 6, який відрізняється тим, що заглиблена панель включає в себе концентричні уступи. 8. Корончатий ковпачок за п. 2, який відрізняється тим, що перехідні ділянки включають в себе плавно вигнуті поверхні від верхньої ділянки до заглибленої панелі. 9. Спосіб виготовлення корончатого ковпачка зменшеного розміру для ємності, що включає в себе: формування листа матеріалу корончатого ковпачка для створення верхньої ділянки, внутрішньої ділянки, суміжної з верхньою ділянкою, та зовнішньої ділянки, суміжної з верхньою ділянкою та перетвореної на кромку, що спускається від верхньої ділянки, який відрізняється тим, що корончатий ковпачок має товщину у діапазоні від 0,16 мм до 0,18 мм, та матеріал, включаючи корончатий ковпачок, має середню твердість більше 62 за шкалою твердості 30Т, і що цей спосіб також включає в себе: перетворення внутрішньої ділянки на заглиблену панель, сформовану у верхній ділянці корончатого ковпачка на потрібну глибину, при цьому заглиблена панель розташована нижче, ніж верхня ділянка; та формування гофрування у внутрішній ділянці, достатнього для забезпечення зміцнення для того, щоб надати заглибленій панелі жорсткості проти прогинання шляхом забезпечення міцності матеріалу у напрямку, перпендикулярному напрямку гофрування. 10. Спосіб за п. 9, який відрізняється тим, що етап формування гофрування складається з формування перехідних ділянок, сформованих суміжно від верхньої ділянки до заглибленої панелі. 11. Спосіб за п. 9, який відрізняється тим, що матеріал, включаючи корончатий ковпачок, має середню твердість більше 65 за шкалою твердості 30Т. 12. Спосіб за п. 9, який відрізняється тим, що заглиблена панель включає в себе концентричні шари. 13. Спосіб за п. 9, який відрізняється тим, що заглиблена панель включає в себе концентричні канавки. 14. Спосіб за п. 13, який відрізняється тим, що заглиблена панель включає в себе концентричні уступи. 15. Спосіб за п. 10, який відрізняється тим, що перехідні ділянки включають в себе плавно вигнуті поверхні від верхньої ділянки до заглибленої панелі. 6 UA 113066 C2 7 UA 113066 C2 8 UA 113066 C2 9 UA 113066 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюReduced gauge bottle cap
Автори англійськоюFrishman, Abe
Автори російськоюФришман Эйб
МПК / Мітки
МПК: B65D 41/12
Мітки: ковпачок, розміру, пляшковий, зменшеного
Код посилання
<a href="https://ua.patents.su/12-113066-plyashkovijj-kovpachok-zmenshenogo-rozmiru.html" target="_blank" rel="follow" title="База патентів України">Пляшковий ковпачок зменшеного розміру</a>
Спосіб одержання кристалів дигідрата гідрохлориду ондансетрона зменшеного розміру
Номер патенту: 18249
Опубліковано: 25.12.1997
Автор: Девід Тревор Коллін
МПК: A61P 1/08, A61K 31/415, C07D 403/06
Мітки: розміру, дигідрата, зменшеного, ондансетрона, гідрохлориду, спосіб, одержання, кристалів
Формула / Реферат:
1. Способ получения кристаллов дигидрата гидрохлорида ондансетрона уменьшенного размера, полученного путем кристаллизации из смеси водных растворителей, отличающийся тем, что дигидрат гидрохлорида ондансетрона десольватируют с помощью сушки при температуре не ниже 40°C и при атмосферном или пониженном давлении, равном 200мм рт.ст, или менее, и затем регидратируют с получением кристаллического дигидрата гидрохлорида ондансетрона, в котором...
Сенсор зменшеного розміру для виявлення та реєстрації ультрафіолетового випромінювання точкових джерел
Номер патенту: 38837
Опубліковано: 26.01.2009
Автори: ПЕРЕВЕРТАЙЛО ВОЛОДИМИР ЛЕОНТІЙОВИЧ, Рижиков Володимир Діомидович
МПК: G01J 1/00
Мітки: джерел, випромінювання, розміру, виявлення, точкових, ультрафіолетового, зменшеного, реєстрації, сенсор
Формула / Реферат:
1. Пристрій зменшеного розміру для виявлення та реєстрації ультрафіолетового випромінювання точкових джерел, який має фотодіод (1) з додатковим світлофільтром (2), лінзу (3), який відрізняється тим, що згаданий діод є, наприклад, діодом Шотткі на основі, наприклад, селеніду цинку, розміщеним в центрі радіуса кривизни передньої поверхні згаданої лінзи, що має форму півсфери та побудована з матеріалу, що має велику дисперсію та коефіцієнт...
Сенсор зменшеного розміру для виявлення та реєстрації ультрафіолетового випромінювання точкових джерел
Номер патенту: 90932
Опубліковано: 10.06.2010
Автори: Рижиков Володимр Діомидович, ПЕРЕВЕРТАЙЛО ВОЛОДИМИР ЛЕОНТІЙОВИЧ
Мітки: джерел, ультрафіолетового, виявлення, сенсор, реєстрації, випромінювання, розміру, зменшеного, точкових
Формула / Реферат:
1. Сенсор зменшеного розміру для виявлення та реєстрації ультрафіолетового випромінювання точкових джерел, який має фотодіод (1) з додатковим світлофільтром (2), лінзу (3), який відрізняється тим, що згаданий діод є, наприклад, діодом Шотткі на основі, наприклад, селеніду цинку, розміщеним в центрі радіуса кривизни передньої поверхні згаданої лінзи, що має форму півсфери та побудована з матеріалу, що має велику дисперсію та коефіцієнт...
Медичний ковпачок з пластмасовою накладкою для закупорювання “k-zb”
Номер патенту: 52633
Опубліковано: 25.08.2010
Автор: Гудковський Юрій Арнольдович
МПК: B65D 41/32
Мітки: закупорювання, накладкою, медичний, пластмасовою, ковпачок, “k-zb”
Формула / Реферат:
1. Медичний ковпачок для закупорювання, який включає алюмінієву кришечку, що містить циліндричну обичайку і денце, який відрізняється тим, що денце алюмінієвої кришечки в центрі має круглий отвір, а на алюмінієву кришечку одягнуто пластмасову накладку, висота обичайки якої менша за висоту обичайки алюмінієвої кришечки, посередині внутрішньої поверхні пластмасової накладки по колу виконані пелюстки, просунуті в отвір обичайки алюмінієвої...
Ковпачок для ємності
Номер патенту: 49896
Опубліковано: 11.05.2010
Автор: Гудковський Юрій Арнольдович
МПК: B65D 41/32
Формула / Реферат:
Ковпачок для ємності, що містить на бічній поверхні перфорацію та нанесене кольорове зображення, який відрізняється тим, що кольорове зображення нанесено як єдиний малюнок, розміщений по всій поверхні ковпачка і виконаний з можливістю порушення його цілісності при розриві перфорації.
Попередній патент: Композиція для нанесення на шкіру та її застосування
Наступний патент: Спосіб одержання хінолінкарбонової кислоти
Випадковий патент: Термоелектричний сплав