Спосіб виробництва сталевого листа з zn-al покриттям і з оптимізованою чистовою обробкою, відповідний сталевий лист, деталь і автотранспортний засіб
Номер патенту: 114936
Опубліковано: 28.08.2017
Автори: Дошель Дід'є, Матень Жан-Мішель, Бертран Флоранс
Формула / Реферат
1. Спосіб виготовлення сталевого листа (1), що містить сталеву підкладку (3), принаймні одна лицьова поверхня (5) якої покрита покриттям, що містить Аl, при цьому решта частини покриття (7) є Zn, неминучі домішки і за необхідності один або декілька додаткових елементів, вибраних з Si, Sb, Pb, Ті, Са, Mn, Sn, La, Се, Cr, Zr або Ві, при цьому вміст за масою кожного додаткового елемента в покритті (7) складає менше 0,3 %, і покриття (7) має вміст за масою алюмінію між 0,2 і 0,7 %, причому спосіб містить принаймні наступні стадії:
- створення підкладки (3),
- осадження покриття (7) на принаймні одну лицьову поверхню (5) зануренням підкладки (3) у ванну для отримання сталевого листа (1),
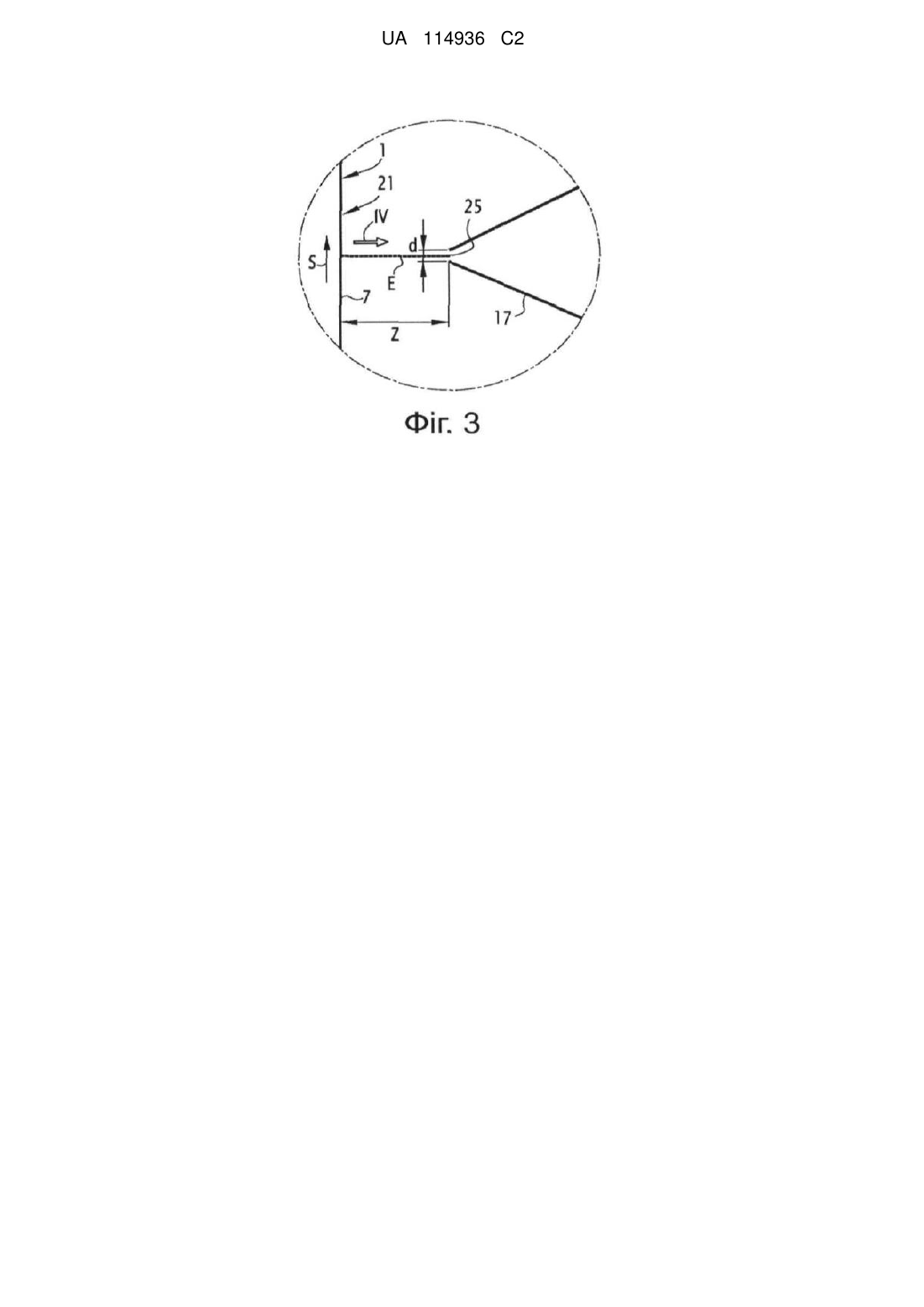
- чистової обробки покриття (7) за допомогою принаймні однієї форсунки (17), що випускає через принаймні один випускний отвір (25) витискаючий газ на покриття (7), при цьому сталевий лист (1) проходить перед форсункою і витискаючий газ викидається з форсунки (17) уздовж головного напрямку випускання (Е),
- затвердіння покриття (7),
при цьому зовнішня поверхня (21) покриття (7) має після затвердіння і перед необов'язковою операцією пропускання в дресувальній кліті показник хвилястості Wa0,8 менший або рівний 0,55 мкм,
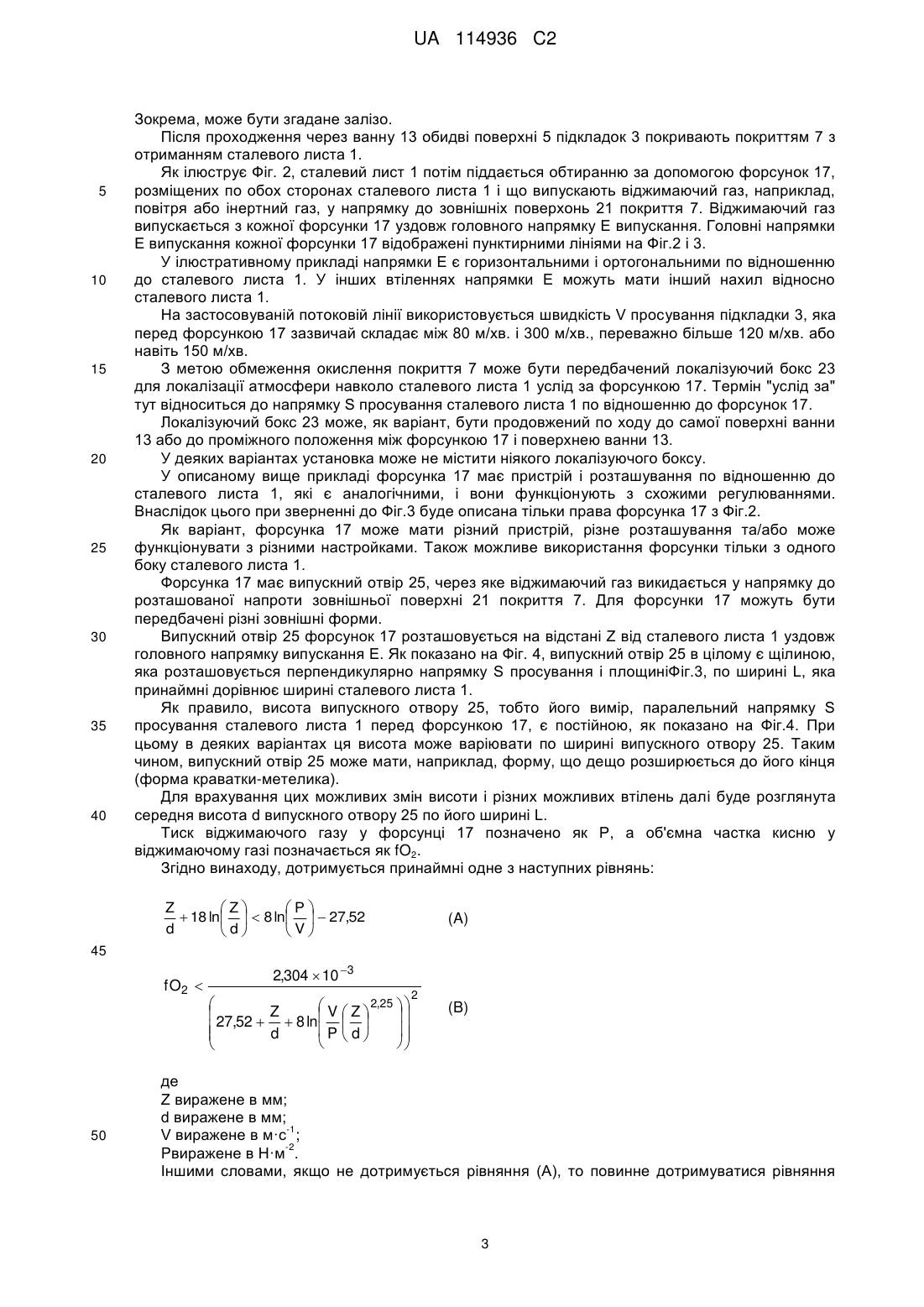
причому спосіб здійснюють так, щоб дотримувалося принаймні одне з наступних рівнянь:
![]() , (A)
, (A)
 , (B)
, (B)
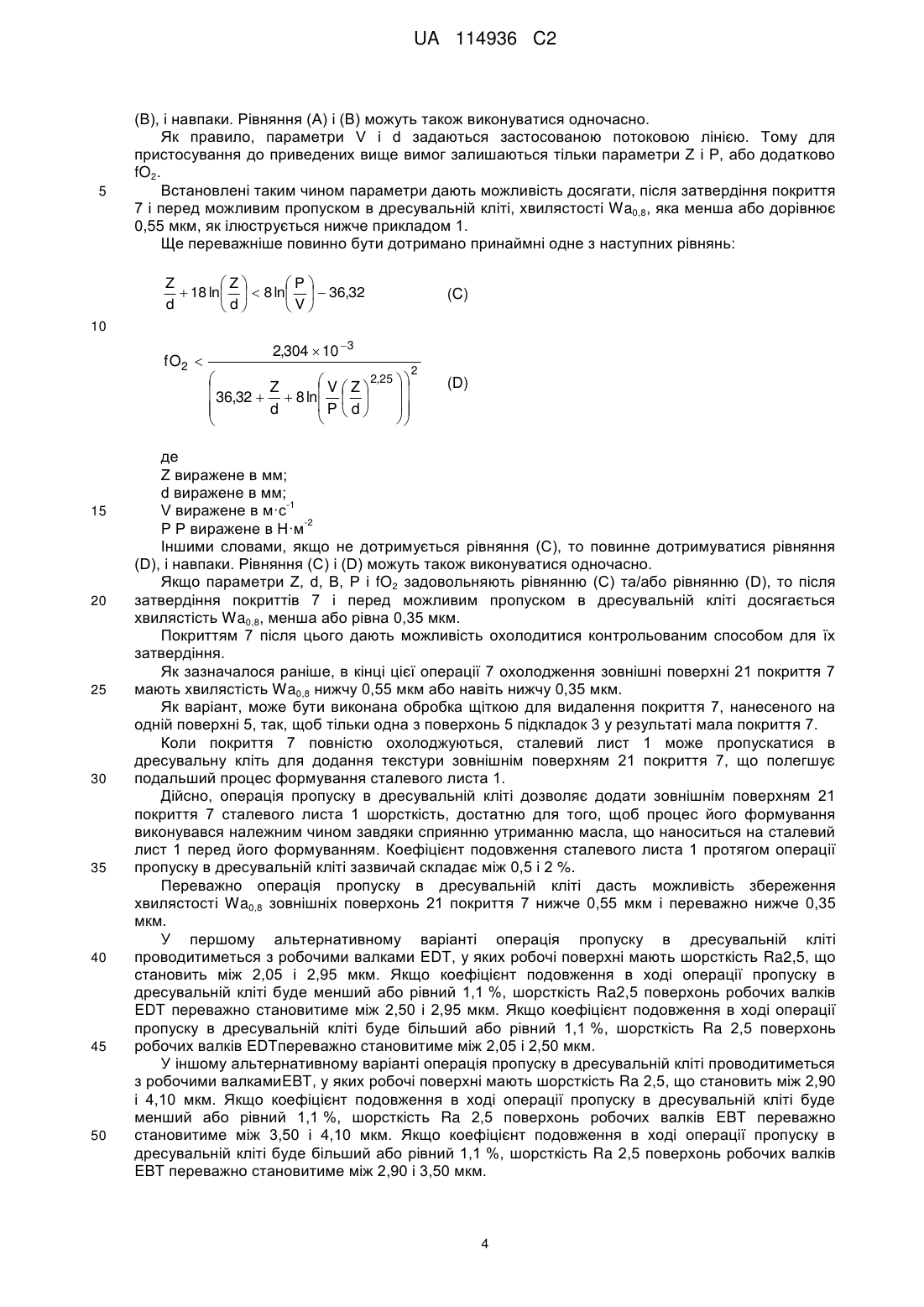
де
![]() є відстанню між сталевим листом (1) і форсункою (17) по головному напрямку випускання (Е), при цьому
є відстанню між сталевим листом (1) і форсункою (17) по головному напрямку випускання (Е), при цьому ![]() виражається в мм,
виражається в мм,
d є середньою висотою випускного отвору (25) форсунки (17) по напрямку (S) просування сталевого листа (1) перед форсункою (17), при цьому d виражається в мм,
V є швидкістю просування сталевого листа (1) перед форсункою (17), при цьому V виражається в×м×с-1,
P є тиском витискаючого газу у форсунці (17), при цьому P виражається в Н×м-2, і
![]() є об'ємною часткою кисню у витискаючому газі.
є об'ємною часткою кисню у витискаючому газі.
2. Спосіб за п. 1, який здійснюють таким чином, щоб дотримувалося принаймні одне з наступних рівнянь:
![]() , (С)
, (С)
 . (D)
. (D)
3. Спосіб за п. 1 або 2, в якому перед стадією осадження проводять холодну прокатку сталевого листа (1), принаймні останній прохід якої здійснюють за допомогою очищених і які не мають нерівності валків, робочі поверхні яких мають показник шорсткості Ra2,5 менший або рівний 0,5 мкм.
4. Спосіб за п. 2 або 3, в якому хвилястість Wa0,8 зовнішньої поверхні покриття (7) після затвердіння і перед необов'язковою операцією пропуску в дресувальній кліті дорівнює 0,35 мкм або менше.
5. Спосіб за одним з попередніх пунктів, в якому виконують пропускання сталевого листа (1) в дресувальній кліті з робочими валками EDT, робоча поверхня яких має шорсткість Ra2,5, яка становить між 2,05 і 2,95 мкм.
6. Спосіб за одним з пп. 1-4, в якому здійснюють пропуск сталевого листа (1) в дресувальній кліті з робочими валками ЕВТ, робоча поверхня яких має шорсткість Ra2,5, що становить між 2,90 і 4,10 мкм.
7. Спосіб за одним з попередніх пунктів, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,6 %.
8. Спосіб за п. 7, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,5 %.
9. Сталевий лист (1), що не піддавався пропусканню в дресувальній кліті, який містить сталеву підкладку (3), принаймні одна лицьова поверхня (5) якої покрита покриттям (7), нанесеним зануренням підкладки у ванну, при цьому зазначене покриття містить між 0,2 і 0,7 мас. % А1, решта покриття (7) є Zn, неминучі домішки і за необхідності один або декілька додаткових елементів, вибраних з Si, Sb, Pb, Ті, Са, Mn, Sn, La, Се, Cr, Zr або Ві, при цьому вміст за масою кожного додаткового елемента в покритті (7) складає менше 0,3 %, і зовнішня поверхня покриття (7) має показник хвилястості Wa0,8, менший або рівний 0,35 мкм.
10. Сталевий лист за п. 9, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,6 %.
11. Сталевий лист за п. 10, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,5 %.
12. Деталь, отримана деформацією сталевого листа за одним з пп. 9-11, зовнішня поверхня покриття якої має хвилястість Wa0,8, що менша або дорівнює 0,43 мкм.
13. Деталь за п. 12, зовнішня поверхня покриття якої має хвилястість Wa0,8, що менша або дорівнює 0,41 мкм.
14. Деталь за п. 13, зовнішня поверхня покриття якої має хвилястість Wa0,8, що менша або дорівнює 0,37 мкм.
15. Деталь за одним з пп. 12-14, яка додатково містить плівку фарби на покритті (7).
16. Деталь за п. 15, в якій товщина плівки фарби менша або дорівнює 120 мкм.
17. Деталь за п. 16, в якій товщина плівки фарби менша або дорівнює 100 мкм.
18. Наземний транспортний засіб, що містить кузов, який містить деталь за одним з пп. 12-17.
Текст
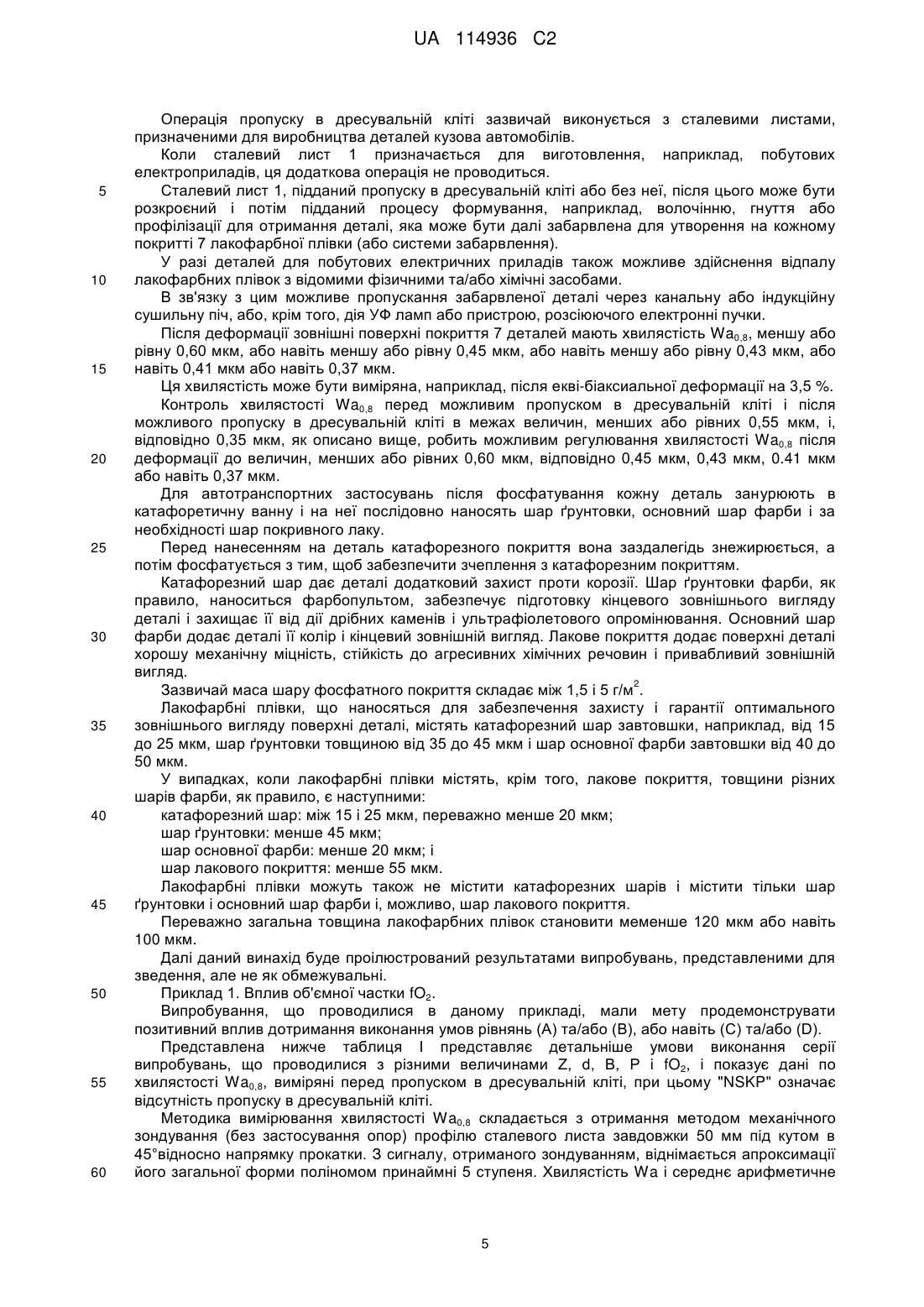
Реферат: При здійсненні способу перевіряють відповідність принаймні одному з наступних рівнянь: Z Z 181n 81n 27,52 , (A) d d V fO 2 2,304 10 3 V Z 2,25 Z 27,52 d 81n d 2 , (B) де Z є відстанню між сталевим листом (1) і форсункою (17) по головному напрямку випускання (Е), при цьому Z виражене в мм, d є середньою висотою випускного отвору (25) форсунки (17) по напрямку (S) просування сталевого листа (1) перед форсункою (17), при цьому d виражене в мм, V є швидкістю просування сталевого листа (1) перед форсункою (17), при цьому V виражене в -1 м∙с , -2 Р є тиском віджимаючого газу у форсунці (17), при цьому Р виражене в Н∙м , i fО2 є об'ємною часткою кисню у віджимаючому газі. UA 114936 C2 (12) UA 114936 C2 UA 114936 C2 5 10 15 20 25 30 35 40 45 50 55 60 Даний винахід відноситься до способу виготовлення сталевого листа, що містить сталеву підкладку, принаймні одна лицьова поверхня якої покрита покриттям, що містить Al, при цьому останнє в покритті складає Zn, неминучі домішки і за необхідності один або декілька додаткових елементів, вибраних з Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Zr або Bi, причому вміст за масою кожного додаткового елементу в даному покритті складає менше 0,3 %, при цьому зазначене покриття має вміст за масою алюмінію, що становить між 0,2 і 0,7 %, і при цьому даний спосіб містить принаймні наступні стадії: - створення підкладки - осадження покриття на принаймні одну лицьову поверхню зануренням підкладки у ванну для отримання сталевого листа - чистову обробку покриття з допомогою принаймні однієї форсунки, що випускає через принаймні один випускний отвір віджимаючий газ для чистової обробки покриття, при цьому сталевий лист проходить перед форсункою і газ випускається з форсунки уздовж головного напрямку випускання, і - затвердіння покриття. Конкретніше, такий сталевий лист призначається для виготовлення кузовних деталей наземних транспортних засобів, що приводяться в рух двигуном, таких як автомобілі. Сталевий лист потім піддається розкрою і деформації для отримання кузовних деталей або кузова. Цей кузов далі покривається шаром фарби (або системою фарби), що забезпечує гарний зовнішній вигляд поверхні і разом з покриттям на основі цинку бере участь в захисті проти корозії. Покриття сталевихлистів на основі цинку володіють так званою хвилястістю зовнішніх поверхонь, яка в даний час може компенсуватися тільки значною товщиною фарби під загрозою виникнення так званої "апельсинової кірки" – неприпустимого для кузовних деталей дефекту зовнішнього вигляду. Хвилястість W зовнішньої поверхні покриття є слабкою псевдоперіодичною геометричною нерівномірністю з вельми тривалою довжиною хвилі (від 0,8 до 10 мм), яку відрізняють від шорсткості R, відповідної геометричним неравномерностям з коротшими довжинами хвиль. У даному винаході для характеристики хвилястості зовнішньої поверхні покриття сталевого листа застосовується середнє арифметичне Wa профілю хвилястості, виражене в мкм, а хвилястість вимірюється з порогом відсікання в 0,8 мм, Wa0,8, що позначається. Зменшення хвилястості Wa0,8 може дозволити понизити товщину лакофарбної плівки, використовуваної для досягнення необхідної якості зовнішнього вигляду лакофарбного покриття, або для постійної товщини лакофарбної плівки, поліпшення якості виду лакофарбного покриття. Тому мета даного винаходу полягає в тому, щоб створити спосіб виготовлення сталевого листа, що містить підкладку, на принаймні одну лицьову сторону якої методом занурення наноситься покриття, яке є покриттям на основі цинку, що містить між 0,2 і 0,7 мас. % Al, при цьому зовнішня поверхня такого покриття має понижену хвилястість Wa0,8. З цією метою запропонований спосіб за п. 1 формули винаходу. Даний спосіб також може містити ознаки пп. 2 і 7, узяті індивідуально або у вигляді комбінації. Метою даного винаходу також є сталевий лист за п. 9. Такий сталевий лист може також містити ознаки пп… 10 і 11, узяті індивідуально або у вигляді комбінації. Метою даного винаходу також є деталь за п. 12. Така деталь також може містити ознаки пп… 13 і 17, узяті індивідуально або у вигляді комбінації. Метою даного винаходу також є транспортний засіб за п. 18. Винахід буде ілюстрований прикладами, представленими як ілюстрація, але не як обмеження, і із зверненням до фігур, що додаються, на яких: Фіг.1 є схематичним виглядом в розрізі, що ілюструє структуру сталевого листа згідно винаходу; Фіг.2 є схематичним виглядом збоку, що ілюструє ванну і обтискувальні форсунки для виготовлення сталевого листа з Фіг.1; Фіг.3 дає збільшений, частковий і схематичний вид ділянки, обведеної колом III на Фіг.2; і Фіг.4 є схематичним виглядом, отриманим по стрілці IV з Фіг.3 і що ілюструє форму видачі форсунки з Фіг.3. Сталевий лист 1 з Фіг.1 містить сталеву підкладку 3, покриту з кожною з її двох лицьових 1 UA 114936 C2 5 10 15 20 25 30 35 40 45 50 55 60 поверхонь 5 покриттям 7. Слід відмітити, що відносна товщина підкладки 3 і різних шарів, що покривають її, для спрощення зображення на Фіг.1 не показані. Представлені на обох поверхнях 5 покриттів 7 є подібними і тому далі детально описуватиметься тільки одне з них. Як варіант (не показаний), тільки одна з поверхонь 5 може мати покриття 7. Покриття 7, як правило, має товщину менш або рівну 25 мкм і призначено для захисту підкладки 3 проти корозії. Покриття 7 містить цинк і алюміній. Вміст алюмінію по відношенню до маси покриття 7 складає між 0,2 і 0,7 %, переважно між 0,2 і 0,6 % і ще переважніше між 0,2 і 0,5 %. Як показується нижче, межі цих діапазонів вмісту алюмінію вищі, ніж такі для ванни, використовуваної при отриманні покриття 7. Це пояснюється утворенням інтерметалічних матеріалів в з'єднанні між підкладкою 3 і покриттям 7, що приводить до підвищення вмісту алюмінію в покритті 7. Для виготовлення сталевого листа 1 можна діяти, наприклад, таким чином. Підкладку 3 використовують у вигляді смуги, отриманої, наприклад, гарячою і потім холодною прокаткою. При холодній прокатці, щоб отримати підкладку 3 завтовшки, наприклад, між 0,2 і 2 мм, переважно починати холодну прокатку підкладки 3 із ступенем обтискання, в цілому складовій між 60 і 85 %. У одному переважному втіленні холодну прокатку здійснюють так, щоб принаймні останній прохід холодної прокатки виконувався з так званими "гладкими" робочими валками, тобто очищеними валками, що не мають нерівностей, такими, щоб їх робочі поверхні мали показник шорсткості Ra2,5, тобто виміряний з порогом відсікання в 2,5 мм, менше 0,5 мкм. Робочі валки є валками прокатного стану, що знаходяться в безпосередньому контакті з підкладкою 3 для забезпечення її деформації. Термін "робочі поверхні" відноситься до їх поверхонь, що знаходяться у контакті з підкладкою 3. Гладкі робочі валки будуть присутні принаймні в останній кліті(-ях) прокатного стану по відношенню до напрямку просування підкладки 3 в прокатному стані. Застосування гладких робочих валків на принаймні останньому проході дає можливість кращого контролю хвилястості Wa0,8 сталевого листа 1, отримуваного згодом нанесенням покриття на підкладку 3, з одного боку, і деталей, які можуть бути виготовлені деформацією сталевого листа 1, з іншого боку. Зокрема, така холодна прокатка дозволяє знижувати хвилястість Wa0,8 у порівнянні з прокаткою, що удається тільки до валків з вищою шорсткістю, оброблених травленням або дрібострумінною обробкою, або ж електричним розрядом (так званим валкам, текстурованим електричним розрядом (EDT)), або, крім того, електронним променем (так звані валки, текстуровані електронним променем (EBT)). Холоднокатана підкладка 3 потім може бути піддана відпалу, що виконується стандартним способом в печі для відпалу у відновному газовому середовищі з метою перекристалізації після деформаційного зміцнення, якому вона піддається протягом операції холодної прокатки. Відпал рекристалізації, крім того, дозволяє активувати поверхні 5 підкладок 3 для промотування хімічних реакцій, потрібних для подальшої операції нанесення покриття методом занурення. Залежно від марки стали відпал рекристалізації виконується при температурі між 650 і 900 °C протягом часу, необхідного для перекристалізації стали і для активації поверхонь 5. Підкладка 3 після цього охолоджується до температури, що близької до температури ванни 13, міститься в резервуарі 15. Композиція ванни 13 заснована на цинку і містить між 0,1 і 0,5 мас. % алюмінію, переважно між 0,1 і 0,4 мас. % і ще переважніше між 0,1 і 0,3 мас. %. Композиція ванни 13 може також містити аж до 0,3 мас. % необов'язкових легуючих добавок, таких як Si, Sb, Pb, Ti, Ca, Mn, Sn, La, Ce, Cr, Ni, Zr або Bi. Ці різні елементи можуть, в числі іншого, поліпшити, наприклад, корозійну стійкість покриття, або його крихкість, або його адгезій ні властивості. Фахівці в даній області знайомі з впливом легуючих добавок на властивості покриття, і зможуть визначити, як їх використовувати згідно переслідуваним додатковим цілям. Було також підтверджено, що ці елементи не заважають контролю хвилястості, що досягається способом згідно даному винаходу. Нарешті, ванна 13 може містити неминучі домішки, що потрапляють із завантажуваних в резервуар металевих зливків або ж згодом при проходженні через ванну 13 підкладок 3. 2 UA 114936 C2 5 10 15 20 25 30 35 40 Зокрема, може бути згадане залізо. Після проходження через ванну 13 обидві поверхні 5 підкладок 3 покривають покриттям 7 з отриманням сталевого листа 1. Як ілюструє Фіг. 2, сталевий лист 1 потім піддається обтиранню за допомогою форсунок 17, розміщених по обох сторонах сталевого листа 1 і що випускають віджимаючий газ, наприклад, повітря або інертний газ, у напрямку до зовнішніх поверхонь 21 покриття 7. Віджимаючий газ випускається з кожної форсунки 17 уздовж головного напрямку E випускання. Головні напрямки E випускання кожної форсунки 17 відображені пунктирними лініями на Фіг.2 і 3. У ілюстративному прикладі напрямки E є горизонтальними і ортогональними по відношенню до сталевого листа 1. У інших втіленнях напрямки E можуть мати інший нахил відносно сталевого листа 1. На застосовуваній потоковій лінії використовується швидкість V просування підкладки 3, яка перед форсункою 17 зазвичай складає між 80 м/хв. і 300 м/хв., переважно більше 120 м/хв. або навіть 150 м/хв. З метою обмеження окислення покриття 7 може бути передбачений локалізуючий бокс 23 для локалізації атмосфери навколо сталевого листа 1 услід за форсункою 17. Термін "услід за" тут відноситься до напрямку S просування сталевого листа 1 по відношенню до форсунок 17. Локалізуючий бокс 23 може, як варіант, бути продовжений по ходу до самої поверхні ванни 13 або до проміжного положення між форсункою 17 і поверхнею ванни 13. У деяких варіантах установка може не містити ніякого локалізуючого боксу. У описаному вище прикладі форсунка 17 має пристрій і розташування по відношенню до сталевого листа 1, які є аналогічними, і вони функціонують з схожими регулюваннями. Внаслідок цього при зверненні до Фіг.3 буде описана тільки права форсунка 17 з Фіг.2. Як варіант, форсунка 17 може мати різний пристрій, різне розташування та/або може функціонувати з різними настройками. Також можливе використання форсунки тільки з одного боку сталевого листа 1. Форсунка 17 має випускний отвір 25, через яке віджимаючий газ викидається у напрямку до розташованої напроти зовнішньої поверхні 21 покриття 7. Для форсунки 17 можуть бути передбачені різні зовнішні форми. Випускний отвір 25 форсунок 17 розташовується на відстані Z від сталевого листа 1 уздовж головного напрямку випускання E. Як показано на Фіг. 4, випускний отвір 25 в цілому є щілиною, яка розташовується перпендикулярно напрямку S просування і площиніФіг.3, по ширині L, яка принаймні дорівнює ширині сталевого листа 1. Як правило, висота випускного отвору 25, тобто його вимір, паралельний напрямку S просування сталевого листа 1 перед форсункою 17, є постійною, як показано на Фіг.4. При цьому в деяких варіантах ця висота може варіювати по ширині випускного отвору 25. Таким чином, випускний отвір 25 може мати, наприклад, форму, що дещо розширюється до його кінця (форма краватки-метелика). Для врахування цих можливих змін висоти і різних можливих втілень далі буде розглянута середня висота d випускного отвору 25 по його ширині L. Тиск віджимаючого газу у форсунці 17 позначено як P, а об'ємна частка кисню у віджимаючому газі позначається як fO2. Згідно винаходу, дотримується принаймні одне з наступних рівнянь: Z Z P 18 ln 8 ln 27,52 d d V (A) 45 fO2 50 2,304 10 3 2,25 27,52 Z 8 ln V Z P d d 2 (B) де Z виражене в мм; d виражене в мм; -1 V виражене в м·с ; -2 Pвиражене в Н·м . Іншими словами, якщо не дотримується рівняння (A), то повинне дотримуватися рівняння 3 UA 114936 C2 5 (B), і навпаки. Рівняння (A) і (B) можуть також виконуватися одночасно. Як правило, параметри V і d задаються застосованою потоковою лінією. Тому для пристосування до приведених вище вимог залишаються тільки параметри Z і P, або додатково fO2. Встановлені таким чином параметри дають можливість досягати, після затвердіння покриття 7 і перед можливим пропуском в дресувальній кліті, хвилястості Wa0,8, яка менша або дорівнює 0,55 мкм, як ілюструється нижче прикладом 1. Ще переважніше повинно бути дотримано принаймні одне з наступних рівнянь: Z Z P 18 ln 8 ln 36,32 d d V (C) 10 fO2 15 20 25 30 35 40 45 50 2,304 10 3 2,25 36,32 Z 8 ln V Z P d d 2 (D) де Z виражене в мм; d виражене в мм; -1 V виражене в м·с -2 P P виражене в Н·м Іншими словами, якщо не дотримується рівняння (C), то повинне дотримуватися рівняння (D), і навпаки. Рівняння (C) і (D) можуть також виконуватися одночасно. Якщо параметри Z, d, В, P і fO2 задовольняють рівнянню (C) та/або рівнянню (D), то після затвердіння покриттів 7 і перед можливим пропуском в дресувальній кліті досягається хвилястість Wa0,8, менша або рівна 0,35 мкм. Покриттям 7 після цього дають можливість охолодитися контрольованим способом для їх затвердіння. Як зазначалося раніше, в кінці цієї операції 7 охолодження зовнішні поверхні 21 покриття 7 мають хвилястість Wa0,8 нижчу 0,55 мкм або навіть нижчу 0,35 мкм. Як варіант, може бути виконана обробка щіткою для видалення покриття 7, нанесеного на одній поверхні 5, так, щоб тільки одна з поверхонь 5 підкладок 3 у результаті мала покриття 7. Коли покриття 7 повністю охолоджуються, сталевий лист 1 може пропускатися в дресувальну кліть для додання текстури зовнішнім поверхням 21 покриття 7, що полегшує подальший процес формування сталевого листа 1. Дійсно, операція пропуску в дресувальній кліті дозволяє додати зовнішнім поверхням 21 покриття 7 сталевого листа 1 шорсткість, достатню для того, щоб процес його формування виконувався належним чином завдяки сприянню утриманню масла, що наноситься на сталевий лист 1 перед його формуванням. Коефіцієнт подовження сталевого листа 1 протягом операції пропуску в дресувальній кліті зазвичай складає між 0,5 і 2 %. Переважно операція пропуску в дресувальній кліті дасть можливість збереження хвилястості Wa0,8 зовнішніх поверхонь 21 покриття 7 нижче 0,55 мкм і переважно нижче 0,35 мкм. У першому альтернативному варіанті операція пропуску в дресувальній кліті проводитиметься з робочими валками EDT, у яких робочі поверхні мають шорсткість Ra2,5, що становить між 2,05 і 2,95 мкм. Якщо коефіцієнт подовження в ході операції пропуску в дресувальній кліті буде менший або рівний 1,1 %, шорсткість Ra2,5 поверхонь робочих валків EDT переважно становитиме між 2,50 і 2,95 мкм. Якщо коефіцієнт подовження в ході операції пропуску в дресувальній кліті буде більший або рівний 1,1 %, шорсткість Ra 2,5 поверхонь робочих валків EDTпереважно становитиме між 2,05 і 2,50 мкм. У іншому альтернативному варіанті операція пропуску в дресувальній кліті проводитиметься з робочими валкамиEBT, у яких робочі поверхні мають шорсткість Ra 2,5, що становить між 2,90 і 4,10 мкм. Якщо коефіцієнт подовження в ході операції пропуску в дресувальній кліті буде менший або рівний 1,1 %, шорсткість Ra 2,5 поверхонь робочих валків EBT переважно становитиме між 3,50 і 4,10 мкм. Якщо коефіцієнт подовження в ході операції пропуску в дресувальній кліті буде більший або рівний 1,1 %, шорсткість Ra 2,5 поверхонь робочих валків EBT переважно становитиме між 2,90 і 3,50 мкм. 4 UA 114936 C2 5 10 15 20 25 30 35 40 45 50 55 60 Операція пропуску в дресувальній кліті зазвичай виконується з сталевими листами, призначеними для виробництва деталей кузова автомобілів. Коли сталевий лист 1 призначається для виготовлення, наприклад, побутових електроприладів, ця додаткова операція не проводиться. Сталевий лист 1, підданий пропуску в дресувальній кліті або без неї, після цього може бути розкроєний і потім підданий процесу формування, наприклад, волочінню, гнуття або профілізації для отримання деталі, яка може бути далі забарвлена для утворення на кожному покритті 7 лакофарбної плівки (або системи забарвлення). У разі деталей для побутових електричних приладів також можливе здійснення відпалу лакофарбних плівок з відомими фізичними та/або хімічні засобами. В зв'язку з цим можливе пропускання забарвленої деталі через канальну або індукційну сушильну піч, або, крім того, дія УФ ламп або пристрою, розсіюючого електронні пучки. Після деформації зовнішні поверхні покриття 7 деталей мають хвилястість Wa0,8, меншу або рівну 0,60 мкм, або навіть меншу або рівну 0,45 мкм, або навіть меншу або рівну 0,43 мкм, або навіть 0,41 мкм або навіть 0,37 мкм. Ця хвилястість може бути виміряна, наприклад, після екві-біаксиальної деформації на 3,5 %. Контроль хвилястості Wa0,8 перед можливим пропуском в дресувальній кліті і після можливого пропуску в дресувальній кліті в межах величин, менших або рівних 0,55 мкм, і, відповідно 0,35 мкм, як описано вище, робить можливим регулювання хвилястості Wa0,8 після деформації до величин, менших або рівних 0,60 мкм, відповідно 0,45 мкм, 0,43 мкм, 0.41 мкм або навіть 0,37 мкм. Для автотранспортних застосувань після фосфатування кожну деталь занурюють в катафоретичну ванну і на неї послідовно наносять шар ґрунтовки, основний шар фарби і за необхідності шар покривного лаку. Перед нанесенням на деталь катафорезного покриття вона заздалегідь знежирюється, а потім фосфатується з тим, щоб забезпечити зчеплення з катафорезним покриттям. Катафорезний шар дає деталі додатковий захист проти корозії. Шар ґрунтовки фарби, як правило, наноситься фарбопультом, забезпечує підготовку кінцевого зовнішнього вигляду деталі і захищає її від дії дрібних каменів і ультрафіолетового опромінювання. Основний шар фарби додає деталі її колір і кінцевий зовнішній вигляд. Лакове покриття додає поверхні деталі хорошу механічну міцність, стійкість до агресивних хімічних речовин і привабливий зовнішній вигляд. 2 Зазвичай маса шару фосфатного покриття складає між 1,5 і 5 г/м . Лакофарбні плівки, що наносяться для забезпечення захисту і гарантії оптимального зовнішнього вигляду поверхні деталі, містять катафорезний шар завтовшки, наприклад, від 15 до 25 мкм, шар ґрунтовки товщиною від 35 до 45 мкм і шар основної фарби завтовшки від 40 до 50 мкм. У випадках, коли лакофарбні плівки містять, крім того, лакове покриття, товщини різних шарів фарби, як правило, є наступними: катафорезний шар: між 15 і 25 мкм, переважно менше 20 мкм; шар ґрунтовки: менше 45 мкм; шар основної фарби: менше 20 мкм; і шар лакового покриття: менше 55 мкм. Лакофарбні плівки можуть також не містити катафорезних шарів і містити тільки шар ґрунтовки і основний шар фарби і, можливо, шар лакового покриття. Переважно загальна товщина лакофарбних плівок становити меменше 120 мкм або навіть 100 мкм. Далі даний винахід буде проілюстрований результатами випробувань, представленими для зведення, але не як обмежувальні. Приклад 1. Вплив об'ємної частки fO2. Випробування, що проводилися в даному прикладі, мали мету продемонструвати позитивний вплив дотримання виконання умов рівнянь (A) та/або (B), або навіть (C) та/або (D). Представлена нижче таблиця I представляє детальніше умови виконання серії випробувань, що проводилися з різними величинами Z, d, В, P і fO2, і показує дані по хвилястості Wa0,8, виміряні перед пропуском в дресувальній кліті, при цьому "NSKP" означає відсутність пропуску в дресувальній кліті. Методика вимірювання хвилястості Wa0,8 складається з отримання методом механічного зондування (без застосування опор) профілю сталевого листа завдовжки 50 мм під кутом в 45°відносно напрямку прокатки. З сигналу, отриманого зондуванням, віднімається апроксимації його загальної форми поліномом принаймні 5 ступеня. Хвилястість Wa і середнє арифметичне 5 UA 114936 C2 шорсткості Ra далі відділяються фільтром Гауса з відсіканням 0,8 мм. Праві колонки визначають для кожного випробування, чи відповідають дані параметри рівнянням (A), (B), (C) і (D). Таблиця 1 ВипроZ (мм) d (мм) бування 1 9 1,2 2 11 1,2 3 7 1,2 4 9 1,2 5 13 1,2 6 8 1 7 10 1 8 14 1 9 6,5 1 10 10 1 11 14 1 12 8 1,5 13 15 1,5 V (м/хв.) 150 150 150 150 150 120 120 120 120 120 120 100 100 P Н/м2 38800 48200 26300 38800 59000 33100 40700 60900 32600 52000 64900 22400 40800 Wa0,8NSKP (мкм) 0,21 0,36 0,21 0,47 1·10-4 0,27 1·10-4 0,31 1·10-4 0,44 0,21 0,43 0,21 0,50 0,21 0,84 1·10-4 0,31 1·10-4 0,41 1·10-4 0,66 1·10-4 0,31 1·10-4 0,37 fO2 Рівняння (A) так так так так немає так так немає так так немає так так Рівняння (B) так так так так так так так немає так так немає так так Рівняння Рівняння. (C) (D) немає немає немає немає так так немає так немає немає немає немає немає немає немає немає так так немає немає немає немає так так немає немає 5 10 15 20 25 30 35 Таким чином, застосування параметрів, що задовольняють рівнянням (A) та/або (B), дає можливість досягнення показників хвилястості перед пропуском в дресувальній кліті Wa0,8 менше 0,55 мкм. Застосування параметрів, що задовольняють рівнянням (C) та/або (D), дозволяє досягти ще менших показників хвилястості перед пропуском в дресувальній кліті Wa0,8, що становлять 0,35 мкм або менше. Показники хвилястості перед пропуском в дресувальній кліті Wa0,8 менші ніж або рівні 0,35 мкм в деяких випадках можуть бути досягнуті без дотримання рівнянь (C) та/або (D), зокрема, при виконанні рівнянь (A) та/або (B) і при використанні гладких робочих валків для холодної прокатки та/або особливої шорсткості для пропуску в дресувальній кліті, як указується нижче. Приклад 2. Вплив холодної прокатки з гладкими робочими валками. Випробування, що проводилися в даному прикладі, мали мету показати позитивний вплив холодної прокатки, що виконується з гладкими робочими валками, в порівнянні з прокаткою, що виконується з робочими валкамиEDT, робоча поверхня яких має вищу шорсткість. З цією метою сталеві підкладки були піддані холодній прокатці до досягнення товщини 0,8 мм з використанням або так званих гладких робочих валків, робочі поверхні яких мають шорсткість Ra2,5 в 0,5 мкм, або робочих валків EDT, у яких робочі поверхні мають шорсткість Ra2,5 в 3 мкм. На підкладки 3 далі наносилося цинкове покриття способом занурення в розплав цинкової ванни, що знаходиться при температурі 460 °C, яка містила 0,18 мас. % алюмінію, і віджималися азотом так, щоб утворити цинкове покриття товщиною 6,5 мкм. Після повного охолоджування отриманого таким чином сталевого листа 1 останній піддавався пропуску в дресувальній кліті, що проводиться з шорсткими робочими валкамиEBT, поверхні яких мали шорсткість Ra2,5 в 5 мкм, перш ніж бути піддані розкрою і формуванню волочінням. Величини хвилястості Wa0,8 зовнішніх поверхонь 21 покриття 7 вимірювалися в кінці кожного з етапів цього способу, тобто після холодної прокатки (CR), після операції пропуску в дресувальній кліті (SKP) і після формування (DEF). Останнє виконувалося екві-біаксиальною деформацією на 3,5 % за допомогою пристрою Marciniak. Результати розмірів Wa0,8 зібрані в таблиці II. Видно, що застосування гладкоїпрокатки робить можливим зниження хвилястості Wa0,8 незалежно від того, чи спостерігається це в кінці холодної прокатки, пропуску в дресувальній кліті або етапу формування. 6 UA 114936 C2 Таблиця II Ra2,5 (мкм) Wa0,8 Wa0,8 робочі (мкм) Випробування (мкм) валки після після CR CR SKP 14 3 0,52 0,39 15 0,5 0,15 0,35 5 10 15 20 Wa0,8 (мкм) після DEF 0,41 0,34 Рівняння (A) так так Рівняння (B) так так Рівняння Рівняння (C) (D) немає немає немає немає Приклад 3. Вплив пропуску в дресувальній кліті. Випробування, виконані в даному прикладі, мали метою перевірку позитивного впливу пропуску в дресувальній кліті, виконаного за допомогою робочих валків, робочі поверхні яких мали деяку шорсткість Ra2,5. З цією метою сталеві підкладки 3 були піддані холодній прокатці для отримання холоднокатаних підкладок з товщиною 0,7 мм. На підкладки 3 далі наносили цинкове покриттям способом занурення в розплав цинкової ванни, що знаходиться при температурі 460 °C, яка містила 0,18 мас. % алюмінію, і висушувалися азотом так, щоб утворити цинкове покриття товщиною 6,5 мкм. Отримані таким чином сталеві листи 1 розділялися на дві партії. До формування екві-біаксиальною деформацією в 3,5 % за допомогою пристрою Marciniak сталеві листи 1 з першої партії були піддані пропуску в дресувальній кліті, виконаному з робочими валкамиEDT і з коефіцієнтом подовження 1,4 %. Шорсткість Ra 2,5 робочих поверхонь складала 2,20 мкм. Сталеві листи 1 з другої партії піддавалися операції пропуску в дресувальній кліті з таким же коефіцієнтом подовження, але з шорсткими робочими валками, у яких робочі поверхні мали шорсткість Ra 2,5 в 2,60 мкм. Результати цих випробувань згруповані в таблиці III. Таблиця III Ra2,5 (мкм) Wa0,8 Wa0,8 робочі (мкм) Випробування (мкм) валки після після CR SKP SKP 16 2,20 0,42 0,28 17 2,60 0,42 0,41 Wa0,8 (мкм) після DEF 0,37 0,47 Рівняння (A) так так Рівняння (B) так Так Рівняння Рівняння (C) (D) немає немає немає немає ФОРМУЛА ВИНАХОДУ 25 30 35 40 1. Спосіб виготовлення сталевого листа (1), що містить сталеву підкладку (3), принаймні одна лицьова поверхня (5) якої покрита покриттям, що містить Аl, при цьому решта частини покриття (7) є Zn, неминучі домішки і за необхідності один або декілька додаткових елементів, вибраних з Si, Sb, Pb, Ті, Са, Mn, Sn, La, Се, Cr, Zr або Ві, при цьому вміст за масою кожного додаткового елемента в покритті (7) складає менше 0,3 %, і покриття (7) має вміст за масою алюмінію між 0,2 і 0,7 %, причому спосіб містить принаймні наступні стадії: - створення підкладки (3), - осадження покриття (7) на принаймні одну лицьову поверхню (5) зануренням підкладки (3) у ванну для отримання сталевого листа (1), - чистової обробки покриття (7) за допомогою принаймні однієї форсунки (17), що випускає через принаймні один випускний отвір (25) витискаючий газ на покриття (7), при цьому сталевий лист (1) проходить перед форсункою і витискаючий газ викидається з форсунки (17) уздовж головного напрямку випускання (Е), - затвердіння покриття (7), при цьому зовнішня поверхня (21) покриття (7) має після затвердіння і перед необов'язковою операцією пропускання в дресувальній кліті показник хвилястості Wa 0,8 менший або рівний 0,55 мкм, причому спосіб здійснюють так, щоб дотримувалося принаймні одне з наступних рівнянь: 7 UA 114936 C2 Z Z P 18 ln 8 ln 27,52 , (A) d d V fO2 2,304x103 2,25 27,52 Z 8 ln V Z P d d 2 , (B) де 5 10 Z є відстанню між сталевим листом (1) і форсункою (17) по головному напрямку випускання (Е), при цьому Z виражається в мм, d є середньою висотою випускного отвору (25) форсунки (17) по напрямку (S) просування сталевого листа (1) перед форсункою (17), при цьому d виражається в мм, V є швидкістю просування сталевого листа (1) перед форсункою (17), при цьому V виражається -1 вмс , -2 P є тиском витискаючого газу у форсунці (17), при цьому P виражається в Нм , і fO2 є об'ємною часткою кисню у витискаючому газі. 2. Спосіб за п. 1, який здійснюють таким чином, щоб дотримувалося принаймні одне з наступних рівнянь: Z Z P 18 ln 8 ln 36,32 , (С) d d V 15 20 25 30 35 40 45 50 fO2 2,304x103 2,25 36,32 Z 8 ln V Z P d d 2 . (D) 3. Спосіб за п. 1 або 2, в якому перед стадією осадження проводять холодну прокатку сталевого листа (1), принаймні останній прохід якої здійснюють за допомогою очищених і які не мають нерівності валків, робочі поверхні яких мають показник шорсткості Ra 2,5 менший або рівний 0,5 мкм. 4. Спосіб за п. 2 або 3, в якому хвилястість Wa0,8 зовнішньої поверхні покриття (7) після затвердіння і перед необов'язковою операцією пропуску в дресувальній кліті дорівнює 0,35 мкм або менше. 5. Спосіб за одним з попередніх пунктів, в якому виконують пропускання сталевого листа (1) в дресувальній кліті з робочими валками EDT, робоча поверхня яких має шорсткість Ra 2,5, яка становить між 2,05 і 2,95 мкм. 6. Спосіб за одним з пп. 1-4, в якому здійснюють пропуск сталевого листа (1) в дресувальній кліті з робочими валками ЕВТ, робоча поверхня яких має шорсткість Ra 2,5, що становить між 2,90 і 4,10 мкм. 7. Спосіб за одним з попередніх пунктів, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,6 %. 8. Спосіб за п. 7, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,5 %. 9. Сталевий лист (1), що не піддавався пропусканню в дресувальній кліті, який містить сталеву підкладку (3), принаймні одна лицьова поверхня (5) якої покрита покриттям (7), нанесеним зануренням підкладки у ванну, при цьому зазначене покриття містить між 0,2 і 0,7 мас. % Аl, решта покриття (7) є Zn, неминучі домішки і за необхідності один або декілька додаткових елементів, вибраних з Si, Sb, Pb, Ті, Са, Mn, Sn, La, Се, Cr, Zr або Ві, при цьому вміст за масою кожного додаткового елемента в покритті (7) складає менше 0,3 %, і зовнішня поверхня покриття (7) має показник хвилястості Wa0,8, менший або рівний 0,35 мкм. 10. Сталевий лист за п. 9, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,6 %. 11. Сталевий лист за п. 10, в якому покриття (7) має вміст за масою алюмінію, менший або рівний 0,5 %. 12. Деталь, отримана деформацією сталевого листа за одним з пп. 9-11, зовнішня поверхня покриття якої має хвилястість Wa0,8, що менша або дорівнює 0,43 мкм. 13. Деталь за п. 12, зовнішня поверхня покриття якої має хвилястість Wa 0,8, що менша або дорівнює 0,41 мкм. 14. Деталь за п. 13, зовнішня поверхня покриття якої має хвилястість Wa 0,8, що менша або дорівнює 0,37 мкм. 15. Деталь за одним з пп. 12-14, яка додатково містить плівку фарби на покритті (7). 16. Деталь за п. 15, в якій товщина плівки фарби менша або дорівнює 120 мкм. 8 UA 114936 C2 17. Деталь за п. 16, в якій товщина плівки фарби менша або дорівнює 100 мкм. 18. Наземний транспортний засіб, що містить кузов, який містить деталь за одним з пп. 12-17. 9 UA 114936 C2 Комп’ютерна верстка М. Мацело Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 10
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for manufacturing a metal sheet with a znal coating and with optimised drying, corresponding metal sheet, part and vehicle
Автори англійськоюMataigne, Jean-Michel, Dauchelle, Didier, Bertrand, Florence
Автори російськоюМатень Жан-Мишель, Дошель Дидье, Бертран Флоранс
МПК / Мітки
МПК: C23C 2/20, C23C 2/26, C23C 2/06
Мітки: автотранспортний, чистовою, обробкою, сталевий, оптимізованою, zn-al, сталевого, деталь, спосіб, виробництва, засіб, покриттям, листа, лист, відповідний
Код посилання
<a href="https://ua.patents.su/12-114936-sposib-virobnictva-stalevogo-lista-z-zn-al-pokrittyam-i-z-optimizovanoyu-chistovoyu-obrobkoyu-vidpovidnijj-stalevijj-list-detal-i-avtotransportnijj-zasib.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталевого листа з zn-al покриттям і з оптимізованою чистовою обробкою, відповідний сталевий лист, деталь і автотранспортний засіб</a>
Сталевий лист, сталевий лист з покриттям, спосіб виробництва сталевого листа, спосіб виробництва сталевого листа з покриттям, спосіб виробництва гарячекатаного та холоднокатаного сталевого листа, та застосуванн

Номер патенту: 95642
Опубліковано: 25.08.2011
Автори: АЛЛЕЛІ Крістіан, Скотт Колін, Кюгі Філіп
МПК: C23C 30/00, C22C 38/06, C22C 38/04, C21D 8/02
Мітки: виробництва, гарячекатаного, холоднокатаного, застосуванн, листа, сталевий, спосіб, лист, сталевого, покриттям
Формула / Реферат:
1. Сталевий лист з аустенітної сталі, склад якої містить, мас. %:0,35 ≤ С ≤ 1,0515 ≤ Мn ≤ 26 Si ≤ 3 А1 ≤ 0,050 S ≤ 0,030 Р ≤ 0,080 N ≤ 0,1,принаймні один елемент – метал X, вибраний з-поміж ванадію, титану, ніобію, молібдену та хрому в кількості, мас. %:0,050 ≤ V ≤ 0,500,040 ≤ Ті ≤ 0,50...
Холоднокатаний сталевий лист з покриттям з цинку або цинкового сплаву, спосіб його виробництва, спосіб виготовлення деталі зварюванням принаймні одного холоднокатанного сталевого листа з покриттям з цинку або
Номер патенту: 112871
Опубліковано: 10.11.2016
Автори: Мбаке Папа Амаду Мактар, Мулен Антуан
МПК: C21D 8/02, C21D 1/20, C21D 9/46, C22C 38/04, C22C 38/02, C22C 38/12, C22C 38/06
Мітки: сталевого, виготовлення, покриттям, принаймні, виробництва, сплаву, сталевий, холоднокатаний, цинку, спосіб, лист, деталі, холоднокатанного, листа, одного, зварюванням, цинкового
Формула / Реферат:
1. Холоднокатаний сталевий лист з покриттям з цинку або цинкового сплаву, композиція якого включає,...
Спосіб одержання сталевого листа, сталевий лист і деталь з нього
Номер патенту: 80448
Опубліковано: 25.09.2007
Автори: Марсаль Жоель, Месколіні Домінік, Кірш Фернанд
МПК: C22C 38/54, C22C 38/00, C22C 38/04, C21D 8/04, C22C 38/06, C22C 38/02
Мітки: деталь, сталевий, лист, нього, спосіб, листа, сталевого, одержання
Формула / Реферат:
1. Спосіб одержання сталевого листа, що може бути зміцнений випалом, який включає виплавку сталі, до складу якої входять, мас. %:0,03 ≤ С ≤ 0,060,50 ≤ Mn ≤ 1,100,08 ≤ Si ≤ 0,200,015 ≤ Al ≤ 0,070N ≤ 0,007Ni ≤ 0,040Cu ≤ 0,040P ≤ 0,035S ≤ 0,015Mo ≤ 0,010Ті ≤ 0,005, при...
Сталевий лист з покриттям для катодного протекторного захисту, спосіб виготовлення деталі з використанням такого листа і одержана цим способом деталь
Номер патенту: 112688
Опубліковано: 10.10.2016
Автори: АЛЛЕЛІ Крістіан, Шассань Жюлі, Корлю Беріль
МПК: C23C 2/04, C23C 2/28, C23C 2/12, C21D 8/02, C21D 1/673
Мітки: такого, сталевий, одержана, способом, використанням, виготовлення, деталі, лист, листа, спосіб, покриттям, протекторного, катодного, захисту, деталь, цим
Формула / Реферат:
1. Сталевий лист з покриттям для катодного протекторного захисту, що містить від 5 до 50 мас. % цинку, від 0,1 до 15 мас. % кремнію та захисний елемент, вибираний з олова в кількості від 0,1 до 5 мас. %, індію в кількості від 0,01 до 0,5 мас. % та їх комбінацій, залізо в кількості від 2 до 5 мас. % та решта - алюміній і неминучі домішки. 2. Сталевий лист з покриттям для катодного протекторного захисту за п. 1, який...
Гарячекатаний сталевий лист або деталь, спосіб їх виготовлення та застосування, зварене з’єднання із сталевого листа або деталі
Номер патенту: 98798
Опубліковано: 25.06.2012
Автори: Дрійє Паскаль, Ормстон Дам'єн
МПК: C22C 38/00, C22C 38/04, C21D 9/46
Мітки: сталевого, зварене, сталевий, застосування, лист, з'єднання, листа, гарячекатаний, деталі, виготовлення, спосіб, деталь
Формула / Реферат:
1. Гарячекатаний сталевий лист або деталь з міцністю, яка перевищує 800 МПа, з видовженням при розриві, яке перевищує 10 %, із сталі, яка має наступний склад, мас. %:0,050 ≤ С ≤ 0,090 1 ≤ Мn ≤ 2 0,015 ≤ Аl ≤ 0,050 0,1 ≤ S ≤ 0,3 0,10 ≤ Mo ≤ 0,40 S ≤ 0,010 Р ≤ 0,025 0,003 ≤ N ≤ 0,009 0,12 ≤ V...
Попередній патент: Водовугільне паливо
Наступний патент: Спосіб стимулювання росту рослин із застосуванням карбоксамідних похідних
Випадковий патент: Очисник головок коренеплодів