Спосіб перевірки ступеня точності або надійності засобів вимірювання і пристрій для його здійснення
Формула / Реферат
(57) 1. Способ проверки степени точности или надежности средств измерения, используемых при измерении одной или более характеристик сыпучего материала, включающий этапы измерения одной или более характеристик сыпучего материалас помощью средств измерения, отличающийся тем, что одновременно измеряют одну или более переменных, независимых от средств измерения характеристик сыпучего материала, но прямо или косвенно влияющих на нормальную работу средств измерения и на точность или надежность результатов, полученных средствами измерения, и сравнивают одну из этих переменных с соответствующим эталоном.
2. Устройство для проверки степени точности или надежности средств измерения, используемого для измерения одной или более характеристик сыпучего материала, содержащее первое средство для измерения одной или более характеристик сыпучего материала, отличающееся тем, что оно снабжено вторым средством для одновременного измерения одной или более переменных, не зависимых от первого средства, но которые прямо или косвенно влияют на нормальную работу первого средства и на точность или надежность результатов, полученных первым средством, и третьим средством для сравнения измерений, полученных вторым средством с соответствующим эталоном.
3. Устройство по п.2, отличающееся тем, что оно снабжено четвертым средством для индикации текущего состояния всех критичных контролируемых переменных и измерений.
4. Устройство для проверки степени точности или надежности средств, используемых для извлечения пробы из сыпучего материала, содержащее первое средство для извлечения пробы из сыпучего материала, отличающееся тем, что оно снабжено вторым средством для одновременного измерения одной или более переменных, не зависимых от первого средства, но которые прямо или косвенно влияют на нормальную работу первого средства и на точность или надежность извлечения пробы первым средством, и третьим средством для сравнения измерений, полученных вторым средством с соответствующим эталоном.
Текст
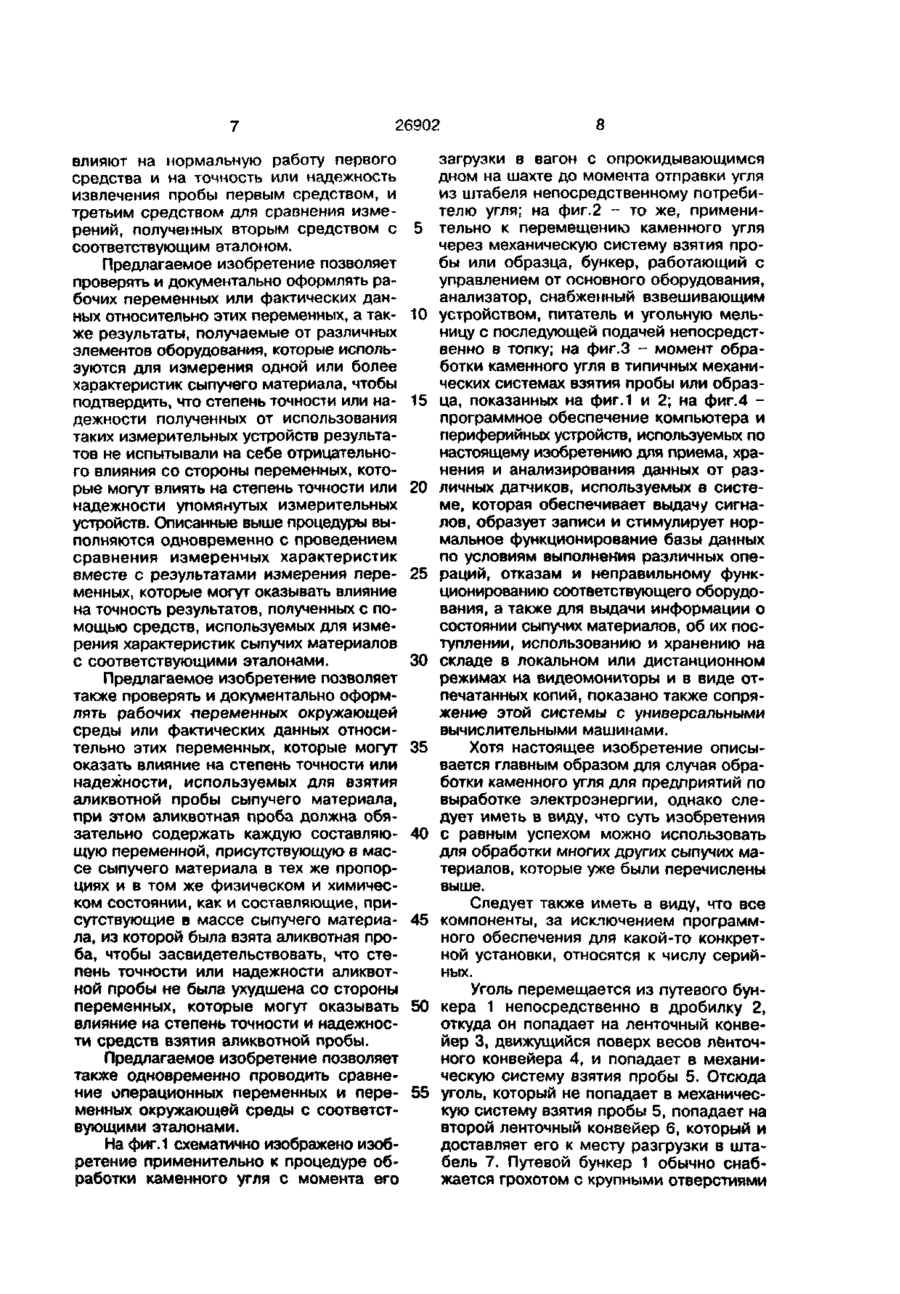
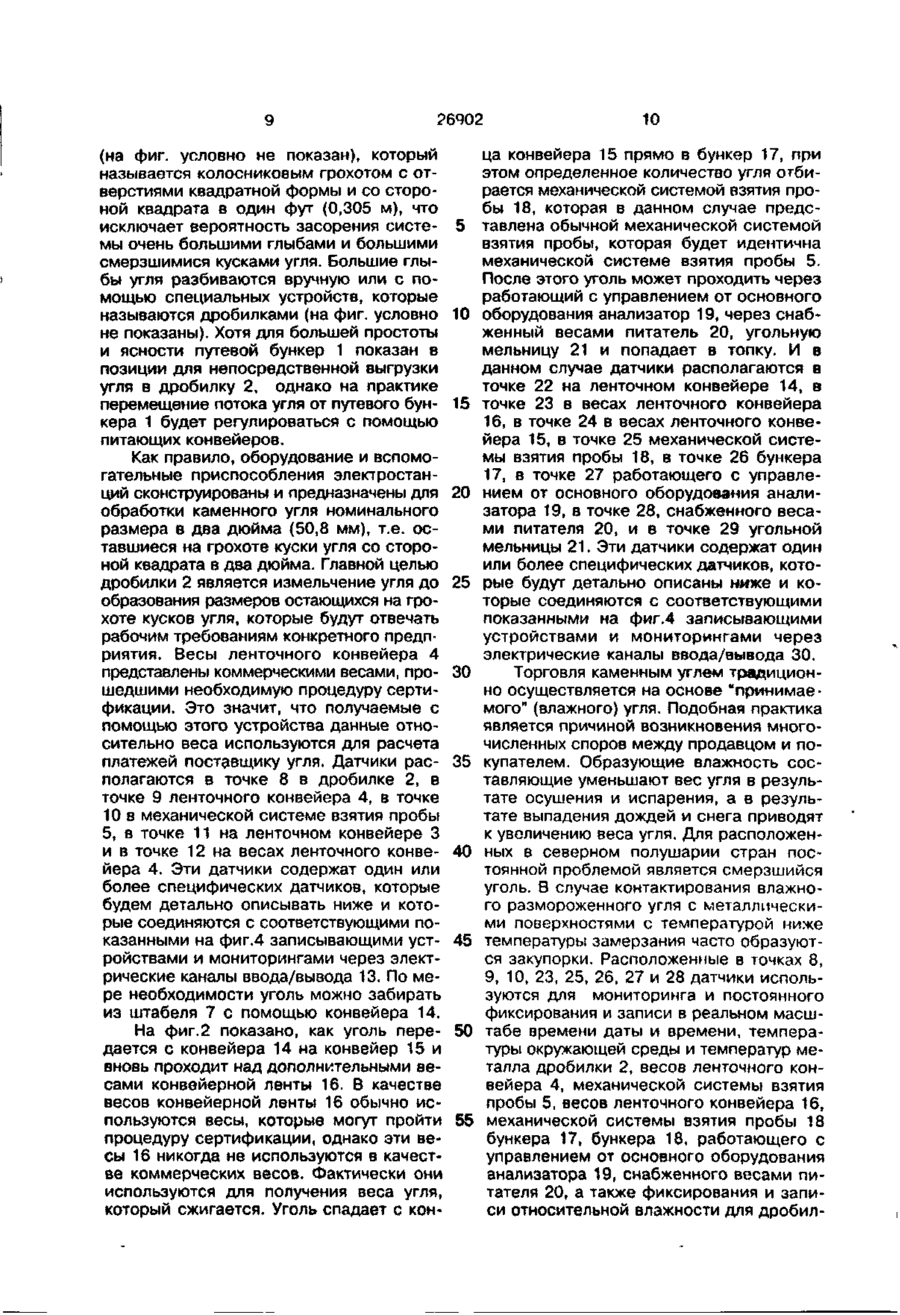
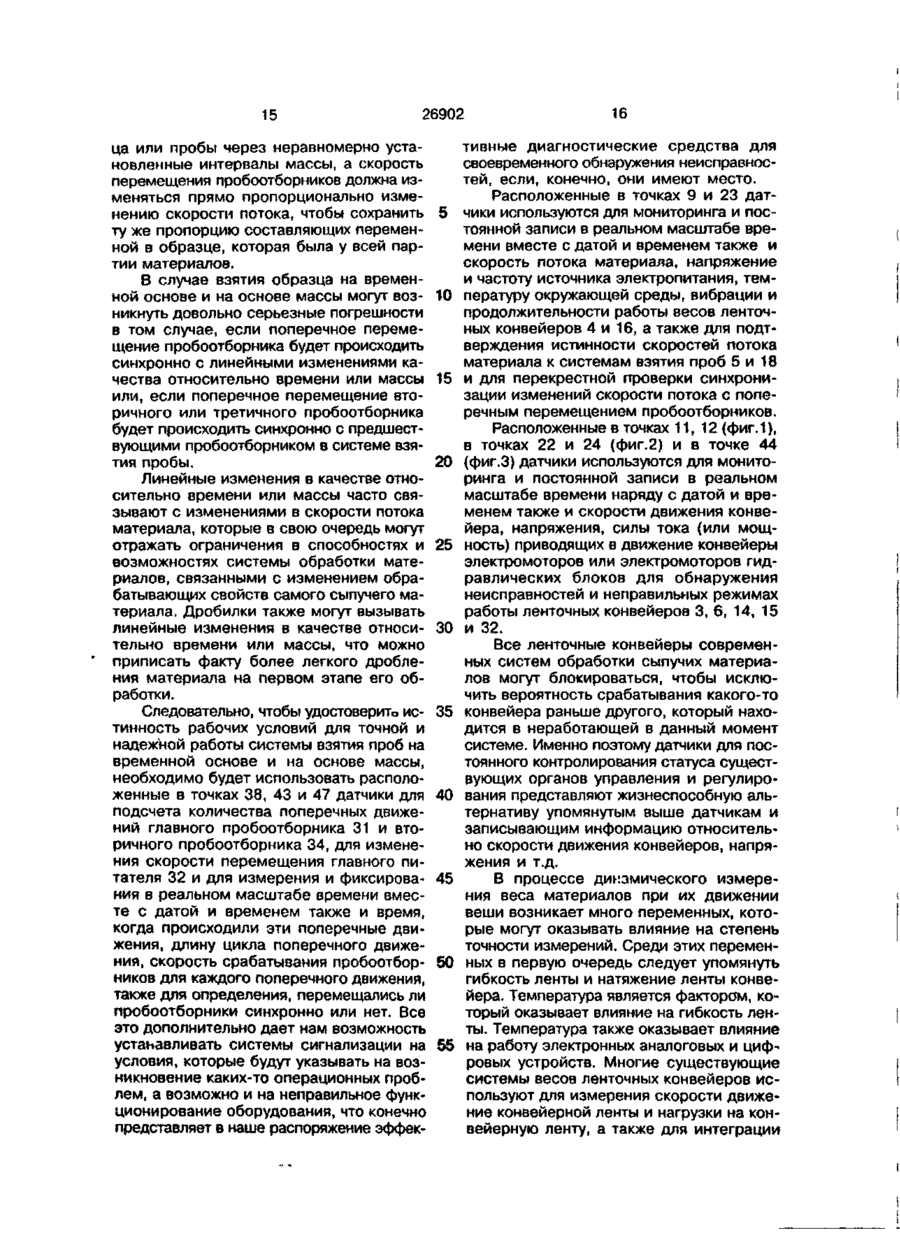
1. Способ проверки степени точности или надежности средств измерения, используемых при измерении одной или более характеристик сыпучего материала, включающий этапы измерения одной или более характеристик сыпучего материала с помощью средств измерения, о т л и чающийся тем, что одновременно измеряют одну или более переменных, не зависимых от средств измерения характеристик сыпучего материала, но прямо или косвенно влияющих на нормальную работу средств измерения и на точность или надежность результатов, полученных средствами измерения, и сравнивают одну из этих переменных с соответствующим эталоном. 2. Устройство для проверки степени точности или надежности средств измерения, используемого для измерения одной или более характеристик сыпучего материала, содержащее первое средство для измерения одной или более характе ристик сыпучего материала, о т л и ч а ю щ е е с я тем, что оно снабжено вторым средством для одновременного измерения одной или более переменных, не зависимых от первого средства, но которые прямо или косвенно влияют на нормальную работу первого средства и на точность или надежность результатов, полученных первым средством, и третьим средством для сравнения измерений, полученных вторым средством с соответствующим эталоном. 3. Устройство по п.2, о т л и ч а ю щ е е с я тем, что оно снабжено четвертым средством для индикации текущего состояния всех критичных контролируемых переменных и измерений. 4. Устройство для проверки степени точности или надежности средств, используемых для извлечения пробы из сыпучего материала, содержащее первое средство для извлечения пробы из сыпучего материала, о т л и ч а ю щ е е с я тем, что оно снабжено вторым средством для одновременного измерения одной или более переменных, не зависимых от первого средства, но которые прямо или косвенно влияют на нормальную работу первого средства и на точность или надежность извлечения пробы первым средством, и третьим средством для сравнения измерений, полученных вторым средством с соответствующим эталоном. ю о. NO о о 26902 Изобретение относится к обпасти измерения и определения различных характеристик у гаких сыпучих материалов, как бокситы, элементарная сера, фосфаты, гипс, известняк, цемент, железная руда, гранулы железной руды, кукуруза, пшеница и прочие зерновые, сахар, уголь, бурый уголь, торф, антрацит, отходы производства, сточные промышленные воды, древесная кора и щепа, бумага, особенно в процессе выполнения погрузочно-разгрузочных и обрабатывающих операций. Известен способ проверки степени точности или надежности средств измерения, используемых при измерении одной или более характеристик сыпучего материала (см. Хан Г А Опробование, контроль и автоматизация процесса обогащения. - М % ГНТИ литературы по черной и > цветной металлургии. - 1958. - С.348, 349. - Рис. 162). Указанный способ включает этапы измерения одной или более характеристик сыпучего материала с помощью средств измерения. Известный способ не позволяет определить степень точности или надежности средств измерения, которые испытывают на себе отрицательное влияние со стороны переменных, оказывающих влияние на степень точности или надежности средств измерения. В основу изобретения поставлена задача создать такой способ проверки степени точности или надежности средств измерения одной или более характеристик сыпучего материала, который путем исключения отрицательного влияния со стороны переменных, обеспечивает возможным подтверждать степень точности или надежности результатов, полученных в ходе измерения различных характеристик сыпучего материала, одновременно сравнивать измеренные рабочие переменные и переменные окружающей среды с одним или более соответствующими эталонами, а также одновременно сравнивать как измеренную характеристику, так и результаты, полученные в ходе измерения переменных, связанных с используемым для измерения характеристик сыпучего материала устройством с одним или более соответствующими эталонами. Поставленная задача решается тем, что посредством способа проверки степени точности или надежности средств измерения, используемых при измерении одной или более характеристик сыпучего материала, включающего этапы измерения одной или более характеристик сыпучего материала с помощью средств из 5 10 15 20 25 30 35 40 45 50 55 мерения, одновременно измеряют одну или более переменных, не зависимых от средств измерения характеристик сыпучего материала, но прямо или косвенно влияющих на нормальную работу средств измерения и на точность или надежность результатов, полученных средствами измерения, и сравнивают одну из этих переменных с соответствующим. Известен способ проверки степени точности или надежности средств для извлечения пробы из определенной массы сыпучего материала (см. Хан Г.А. Опробование, контроль и автоматизация процесса обогащения. - М.: ГНГИ литературы по черной и цветной металлургии. 1958. - С.348, 349. - Рис. 162). Указанный способ включает этапы физического извлечения приращения из этой определенной массы сыпучего материала. Указанный способ, как наиболее близкий по совокупности признаков к заявляемому, выбран в качестве протошпа. Известный способ не позволяет проверить степень точности или надежности средств для извлечения приращения из определенной массы сыпучего материала, которые испытывают на себе отрицательное влияние со стороны переменных, оказывающих влияние на степень точности или надежности средств извлечения. В основу изобретения поставлена задача создать такой способ проверки степени точности или надежности средств для извлечения пробы из определенной массы сыпучего материала, который путем исключения отрицательного влияния со стороны переменных, обеспечивает возможным подтверждать степень точности или надежности средств взятия аликвотной пробы, одновременно сравнивать измеренные рабочие переменные и переменное окружающей среды с одним или более соответствующими эталонами. Поставленная задача решается тем, что посредством способа проверки степени точности или надежности средств для извлечения пробы из определенной массы сыпучего материала, включающего этапы физического извлечения приращения из этой определенной массы, одновременно измеряют одну или более переменных окружающей среды или рабочих переменных, которые прямо или косвенно влияют на нормальную работу средств извлечения и влияют на точность или надежность пробы, получаемой посредством средств извлечения. Кроме того, в способе проверки степени точности или надежности средств 26902 для извлечения пробы из определенной массы сыпучего материала приращение извлекают из определенной массы сыпучего материала в виде струи. Известно устройство для проверки степени точности или надежности средств измерения, используемого для измерения одной или более характеристик сыпучего материала (см. Хан Г.А. Опробование, контроль и автоматизация процесса обогащения. - М.: ГНТИ литературы по черной и цветной металлургии. - 1958. - С348, 349. - Рис. 162). Указанное устройство содержит первое средство для измерения одной или более характеристик сыпучего материала. Указанное устройство является наиболее близким к заявляемому по совокупности признаков, в связи с чем оно выбрано в качестве прототипа. Известное устройство не позволяет проверить степень точности или надежности средств измерения, которые испытывают на себе отрицательное влияние со стороны переменных, оказывающих влияние на степень точности или надежности средств измерения. В основу изобретения поставлена задача создать устройство проверки степени точности или надежности средств измерения одной или более характеристик сыпучего материала, которое путем исключения отрицательного влияния со стороны переменных, обеспечивает возможным подтверждать степень точности или надежности результатов, полученных в ходе измерения различных характеристик сыпучего материала, одновременно сравнивать измеренные рабочие переменные и переменные окружающей среды с одним или более соответствующими эталонами, а также одновременно сравнивать как измеренную характеристику, так и результаты, полученные в ходе измерения переменных, связанных с используемым для измерения характеристик сыпучего материала устройством с одним или более соответствующими эталонами. Поставленная задача решается тем, что устройство для проверки степени точности или надежности средств измерения, используемого для измерения одной или более характеристик сыпучего материала, содержащее первое средство для измерения одной или более характеристик сыпучего материала, снабжено вторым средством для одновременного измерения одной или более переменных, не зависимых от первого средства, на которые прямо или косвенно влияют на нор 5 10 15 20 25 30 35 40 45 50 55 мальную работу первого средства и на точность или надежность результатов, полученных первым средством, и третьим средством для сравнения измерении, полученных вторым средством с соответствующим эталоном. Кроме того, устройство для проверки степени точности или надежности средств измерения снабжено четвертым средством для индикации текущего состояния всех критичных контролируемых переменных и измерений. Известно устройство для проверки степени точности или надежности средств, используемых для извлечения пробы из сыпучего материала (см. Хан Г.А. Опробование, контроль и автоматизация процесса обогащения. - М.: ГНТИ литературы по черной и цветной металлургии. 1958. - С.348, 349. - Рис. 162). Устройство содержит первое средство для извлечения пробы из сыпучего материала. Указанное устройство является наиболее близким к заявляемому по совокупности признаков, в связи с чем оно выбрано в качестве прототипа. Известное устройство не позволяет проверить степень точности или надежности средств для извлечения пробы из определенной массы сыпучего материала, которые испытывают на себе отрицательное влияние со стороны переменных, оказывающих влияние на нормальную работу средств извлечения, и, таким образом, влияют на точность или надежность пробы, получаемой посредством средств извлечения. В основу изобретения поставлена задача создать устройство для проверки степени точности или надежности средств для извлечения пробы из определенной массы сыпучего материала, которое путем исключения отрицательного влияния со стороны переменных, обеспечивает возможным подтверждать степень точности или надежности средств взятия аликвотной пробы, одновременно сравнивать измеренные рабочие переменные и переменные окружающей среды с одним или более соответствующими эталонами. Поставленная задача решается тем, что устройство для проверки точности или надежности средств, используемых для извлечения пробы из сыпучего материала, содержащее первое средство для извлечения пробы из сыпучего материала, снабжено вторым средством для одновременного измерения одной или более переменных, не зависимых от первого средства, но которые прямо или косвенно Ї6902 влияют на нормальную работу первого средства и на точность или надежность извлечения пробы первым средством, и третьим средством для сравнения измерений, полученных вторым средством с соответствующим эталоном. Предлагаемое изобретение позволяет проверять и документально оформлять рабочих переменных или фактических данных относительно этих переменных, а также результаты, получаемые от различных элементов оборудования, которые используются для измерения одной или более характеристик сыпучего материала, чтобы подтвердить, что степень точности или надежности полученных от использования таких измерительных устройств результатов не испытывали на себе отрицательного влияния со стороны переменных, которые могут влиять на степень точности или надежности упомянутых измерительных устройств. Описанные выше процедуры выполняются одновременно с проведением сравнения измеренных характеристик вместе с результатами измерения переменных, которые могут оказывать влияние на точность результатов, полученных с помощью средств, используемых для измерения характеристик сыпучих материалов с соответствующими эталонами. Предлагаемое изобретение позволяет также проверять и документально оформлять рабочих переменных окружающей среды или фактических данных относительно этих переменных, которые могут оказать влияние на степень точности или надежности, используемых для взятия аликвотной пробы сыпучего материала, при этом аликвотная проба должна обязательно содержать каждую составляющую переменной, присутствующую в массе сыпучего материала в тех же пропорциях и в том же физическом и химическом состоянии, как и составляющие, присутствующие в массе сыпучего материала, из которой была взята аликвотная проба, чтобы засвидетельствовать, что степень точности или надежности аликвотной пробы не была ухудшена со стороны переменных, которые могут оказывать влияние на степень точности и надежности средств взятия аликвотной пробы. Предлагаемое изобретение позволяет также одновременно проводить сравнение операционных переменных и переменных окружающей среды с соответствующими эталонами. На фиг.1 схематично изображено изобретение применительно к процедуре обработки каменного угля с момента его 5 10 15 20 25 30 35 40 45 50 55 8 загрузки в вагон с опрокидывающимся дном на шахте до момента отправки угля из штабеля непосредственному потребителю угля; на фиг.2 - то же, применительно к перемещению каменного угля через механическую систему взятия пробы или образца, бункер, работающий с управлением от основного оборудования, анализатор, снабженный взвешивающим устройством, питатель и угольную мельницу с последующей подачей непосредственно в топку; на фиг.З ~ момент обработки каменного угля в типичных механических системах взятия пробы или образца, показанных на фиг.1 и 2; на фиг.4 программное обеспечение компьютера и периферийных устройств, используемых по настоящему изобретению для приема, хранения и анализирования данных от различных датчиков, используемых в системе, которая обеспечивает выдачу сигналов, образует записи и стимулирует нормальное функционирование базы данных по условиям выполнения различных операций, отказам и неправильному функционированию соответствующего оборудования, а также для выдачи информации о состоянии сыпучих материалов, об их поступлении, использованию и хранению на складе в локальном или дистанционном режимах на видеомониторы и в виде отпечатанных копий, показано также сопряжение этой системы с универсальными вычислительными машинами. Хотя настоящее изобретение описывается главным образом для случая обработки каменного угля для предприятий по выработке электроэнергии, однако следует иметь в виду, что суть изобретения с равным успехом можно использовать для обработки многих других сыпучих материалов, которые уже были перечислены выше. Следует также иметь в виду, что все компоненты, за исключением программного обеспечения для какой-то конкретной установки, относятся к числу серийных. Уголь перемещается из путевого бункера 1 непосредственно в дробилку 2, откуда он попадает на ленточный конвейер 3, движущийся поверх весов ленточного конвейера 4, и попадает в механическую систему взятия пробы 5. Отсюда уголь, который не попадает в механическую систему взятия пробы 5, попадает на второй ленточный конвейер 6, который и доставляет его к месту разгрузки в штабель 7. Путевой бункер 1 обычно снабжается грохотом с крупными отверстиями 26902 (на фиг. условно не показан), который называется колосниковым грохотом с отверстиями квадратной формы и со стороной квадрата в один фут (0,305 м), что исключает вероятность засорения системы очень большими глыбами и большими смерзшимися кусками угля. Большие глыбы угля разбиваются вручную или с помощью специальных устройств, которые называются дробилками (на фиг. условно не показаны). Хотя для большей простоты и ясности путевой бункер 1 показан в позиции для непосредственной выгрузки угля в дробилку 2, однако на практике перемещение потока угля от путевого бункера 1 будет регулироваться с помощью питающих конвейеров. Как правило, оборудование и вспомогательные приспособления электростанций сконструированы и предназначены для обработки каменного угля номинального размера в два дюйма (50,8 мм), т.е. оставшиеся на грохоте куски угля со стороной квадрата в два дюйма. Главной целью дробилки 2 является измельчение угля до образования размеров остающихся на грохоте кусков угля, которые будут отвечать рабочим требованиям конкретного предприятия. Весы ленточного конвейера 4 представлены коммерческими весами, прошедшими необходимую процедуру сертификации. Это значит, что получаемые с помощью этого устройства данные относительно веса используются для расчета платежей поставщику угля. Датчики располагаются в точке 8 в дробилке 2, в точке 9 ленточного конвейера 4, в точке 10 в механической системе взятия пробы 5, в точке 11 на ленточном конвейере 3 и в точке 12 на весах ленточного конвейера 4. Эти датчики содержат один или более специфических датчиков, которые будем детально описывать ниже и которые соединяются с соответствующими показанными на фиг.4 записывающими устройствами и мониторингами через электрические каналы ввода/вывода 13. По мере необходимости уголь можно забирать из штабеля 7 с помощью конвейера 14. 5 10 15 20 25 30 35 40 45 На фиг.2 показано, как уголь пере- 50 дается с конвейера 14 на конвейер 15 и вновь проходит над дополнительными весами конвейерной ленты 16. В качестве весов конвейерной ленты 16 обычно используются весы, которые могут пройти 55 процедуру сертификации, однако эти весы 16 никогда не используются в качестве коммерческих весов. Фактически они используются для получения веса угля, который сжигается. Уголь спадает с кон 10 ца конвейера 15 прямо в бункер 17, при этом определенное количество угля отбирается механической системой взятия пробы 18, которая в данном случае предетавлена обычной механической системой взятия пробы, которая будет идентична механической системе взятия пробы 5. После этого уголь может проходить через работающий с управлением от основного оборудования анализатор 19, через снабженный весами питатель 20, угольную мельницу 21 и попадает в топку. И в данном случае датчики располагаются в точке 22 на ленточном конвейере 14, в точке 23 в весах ленточного конвейера 16, в точке 24 в весах ленточного конвейера 15, в точке 25 механической системы взятия пробы 18, в точке 26 бункера 17, в точке 27 работающего с управлением от основного оборудования анализатора 19, в точке 28, снабженного весами питателя 20, и в точке 29 угольной мельницы 21. Эти датчики содержат один или более специфических датчиков, которые будут детально описаны ниже и которые соединяются с соответствующими показанными на фиг.4 записывающими устройствами и мониторингами через электрические каналы ввода/вывода 30. Торговля каменным углем традиционно осуществляется на основе "принимаемого" (влажного) угля. Подобная практика является причиной возникновения многочисленных споров между продавцом и покупателем. Образующие влажность составляющие уменьшают вес угля в результате осушения и испарения, а в результате выпадения дождей и снега приводят к увеличению веса угля. Для расположенных в северном полушарии стран постоянной проблемой является смерзшийся уголь. В случае контактирования влажного размороженного угля с металлическими поверхностями с температурой ниже температуры замерзания часто образуются закупорки. Расположенные в точках 8, 9, 10, 23, 25, 26, 27 и 28 датчики используются для мониторинга и постоянного фиксирования и записи в реальном масштабе времени даты и времени, температуры окружающей среды и температур металла дробилки 2, весов ленточного конвейера 4, механической системы взятия пробы 5, весов ленточного конвейера 16, механической системы взятия пробы 18 бункера 17, бункера 18, работающего с управлением от основного оборудования анализатора 19, снабженного весами питателя 20, а также фиксирования и записи относительной влажности для дробил 11 26902 ки 2 л механической системы взятия пробы 5. Эти данные подтверждают истинность температурных условий и условий относительной влажности для надежной и точной работы систем взвешивания и взятия пробы и дают возможность устанавливать системы сигнализации на те условия, которые вероятно будут вызывать какие-то операционные проблемы или приводить к неправильному функционированию оборудования. Сыпучие материалы, подобные каменному углю, могут случайно загрязняться побочными веществами, которые могут оказаться вредными для обрабатывающего их оборудования. Если иметь в виду каменный уголь, то необходимо предпринимать соответствующие меры предосторожности по всей технологической цепочке его обработки, причем в данном случае в качестве посторонних веществ могут выступать самые различные предметы и материалы, начиная от капсюль-детонаторов и кончая отдельными частями разрушенных железнодорожных вагонов. Чтобы защитить оборудование от случайных кусков железа в угле, необходимо уже на ранних этапах системы обработки угля устанавливать и использовать магнитные сепараторы. Несмотря на все меры предосторожности, упомянутые посторонние предметы иногда выводят из строя движущиеся части перерабатывающего угля оборудования. Устанавливаемые в точках 8, 9, 10, 23, 25 и 29 датчики используются для постоянного контролирования и фиксирования и записи в реальном масштабе времени даты и время, вибрации и уровней и характеристик звуковых колебаний для дробилки 2, весов конвейерной ленты 4, механической системы взятия пробы 5, весов ленточного конвейера 16, механической системы взятия пробы 18 и угольной мельницы 21, чтобы подтвердить истинность рабочих условий для надежной и точной работы систем взятия проб и взвешивания. Использование этих датчиков дает нам дополнительное средство своевременного обнаружения чрезмерных или необычных рабочих состояний, которые могут отрицательно связаться на взятии аликвотной пробы или на образце и на взвешивании угля, а также дает возможность устанавливать систему сигнализации на условия, которые будут свидетельствовать о возникновении каких-то проблем, а возможно даже и о неправильном функционировании оборудования. Не существует четкой границы между звуковыми частотами и ме 5 10 15 20 25 30 35 40 45 50 55 12 ханическими колебаниями, однако принято считать, что связанные с использованием тяжелого оборудования механические вибрации буд\лг ниже звуковых частот, так что необходимо постоянно контролировать и фиксировать как те, так и другие и сравнивать их с соответствующими эталонами. Все это дает нам возможность фиксировать пренебрежения нормами эксплуатации оборудования со стороны обслуживающего персонала, если возникают препятствия свободному прохождению угля. На эффективность работы ударных дробилок исключительно большое влияние оказывает окружная скорость молотков. Окружная скорость является функцией скорости вращения. На скорость вращения оказывают влияние такие факторы, как нагрузка, уровень направления и мощность или потребляемая электромотором дробилки сила электрического тока. Кроме того, нагрузка и напряжение оказывают влияние на температуру электромотора. В свою очередь, скорость вращения оказывает влияние на вибрацию и звуковые колебания. Расположенные в точках 8, 10 и 25 датчики используются для мониторинга и постоянного фиксирования и записи в реальном масштабе времени даты и времени, а также скорости вращения и величины и частоты вибрации и звуковых колебаний, которые исходят от дробилки 2 и дробилок, расположенных в механических системах взятия пробы 5 и 12. Более подробная информация об этих системах взятия пробы будет дана ниже в связи с рассмотрением фиг.З. Кроме того, с помощью датчиков 8, 10 и 25 записываются также одна или более переменных напряжения, силы тока, мощности и температуры мотора (в реальном масштабе времени вместе с метками о дате и времени), чтобы подтвердить достоверность рабочих условий для надежной работы этих дробилок. Это дополнительно дает нам средство для своевременного обнаружения чрезмерных или необычных условий, которые могут оказать отрицательное влияние на работу систем взятия пробы и взвешивания, а также дает возможность устанавливать световую систему сигнализации на условия, которые будут указывать на операционные проблемы и на возможное неправильное функционирование оборудования. Это также дает нам в руки эффективное диагностическое средство своевременного обнаружения неисправностей или неправильного функционирования оборудования. 13 26902 Теперь обратимся к фиг.З, где более детально показаны механические системы взятия пробы 5 и 18. На этих чертежах схематически показана типичная двухэтажная механическая система взятия пробы. Эта система содержит главный пробоотборник 31, главный питатель 32, дробилку для дробления пробы 33, вспомогательный пробоотборник 34, приемники образцов 35, карусельное устройство для образца 36 и устройство для взвешивания образца 37. Для соединения различных компонентов оборудования и для направления движения угля через систему взятия пробы используются соответствующие, лотки и желоба. Менее распространены трехстадийные системы и трехэтапные системы взятия пробы, которые включают в себя дополнительный этап подразделения материала с помощью еще одного дополнительного пробоотборника. Обрабатывающие свойства сыпучих материалов большей степени изменяются в зависимости от размерного распределения частиц конкретного материала, от процентного содержания или влаги и от пропорции находящихся в материале примесей и загрязняющих веществ. Из всех сыпучих материалов каменный уголь является самым труднообрабатываемым. Это связано с необходимостью выполнения неавтономных операций дробления и подразделения угля в пределах системы взятия пробы, которая изменяет обрабатывающие свойства материала и уменьшает скорости потока массы в разделенном образце до уровня, на котором силы трения, адгезии и когезии стремятся преодолеть инерционные и гравитационные силы, которые удерживают уголь в движении. Закупорки, застревания, нерегулярные и прерывистые потоки являются потенциально опасными источниками возникновения какой-то погрешности в удерживаемом образце. В случае возникновения одного из перечисленных выше условий часто могут наблюдаться материальные нарушения нормальной эксплуатации систем взятия пробы. В данном случае возникновения одного из перечисленных также условий часто могут наблюдаться материальное нарушения нормальной эксплуатации систем взятия пробы. В данном случае обслуживающий персонал должен устранять образовавшиеся заторы молотками, чтобы восстановить нормальный поток материала, причем выше всего персонал должен устранять заторы в таких местах, как дробилки, пробоотборники и в люковых точках загрузки. Подобные нару 5 10 15 20 25 30 35 40 45 50 55 14 шения нормальной работы оборудования могут постоянно отрицательно сказываться и на работе механической системы взятия пробы. Установленные в точках 30, 39, 40, 41, 42, 43 и 44, 45 датчики используются для мониторинга и постоянного записывания в реальном масштабе времени даты и времени фиксирования температуры металла, вибрации и рисунка вибрации, звуковых колебаний и рисунка звуковых колебаний в соединяющих желобах, в предохранительных оболочках отдельных компонентов оборудования, в карусельном устройстве для образца 36 и в устройстве для взвешивания образца 37, с целью документирования и подтверждения истинности рабочих условий для надежного и точного взятия образца. Все это дает нам возможность устанавливать и регулировать световую систему сигнализации на условия, которые свидетельствуют о возникновении операционных проблем, а возможно и на неправильное функционирование оборудования или нарушение норм эксплуатации, а также дает в наши руки эффективное диагностическое средство обнаружения неисправностей и неправильного функционирования оборудования. Упомянутые датчики содержат один или более специфических датчиков, которые будут детально описаны ниже и которые соединяются с помощью входных/выходных электрических каналов 46 с соответствующими записывающими и контролирующими устройствами, показанными на фиг.4. В системе взятия аликвотной пробы сыпучих материалов используются две основные методологии - временная база и база массы. Для обоих типов взятия аликвотной пробы национальные и международные стандарты описывают минимальное количество и минимальную массу приращений, необходимых для представления массы партии материалов через аликвотную пробу. Взятие пробы на временной основе предусматривает извлечение приращения образца или пробы через неравномерно установленные интервалы времени. Чтобы сохранять ту же пропорцию составляющих переменной в образце, которая существует в целой партии данного материала, необходимо, чтобы пробоотборники, которые извлекают или отклоняют приращение, перемещались с постоянной скоростью, которая будет одинаковой для каждого приращения. Взятие пробы на базе массы предусматривает извлечение приращения образ 15 26902 ца или пробы через неравномерно установленные интервалы массы, а скорость перемещения пробоотборников должна изменяться прямо пропорционально изменению скорости потока, чтобы сохранить ту же пропорцию составляющих переменной в образце, которая была у всей партии материалов. В случае взятия образца на временной основе и на основе массы могут возникнуть довольно серьезные погрешности в том случае, если поперечное перемещение пробоотборника будет происходить синхронно с линейными изменениями качества относительно времени или массы или, если поперечное перемещение вторичного или третичного пробоотборника будет происходить синхронно с предшествующими пробоотборником в системе взятия пробы. Линейные изменения в качестве относительно времени или массы часто связывают с изменениями в скорости потока материала, которые в свою очередь могут отражать ограничения в способностях и возможностях системы обработки материалов, связанными с изменением обрабатывающих свойств самого сыпучего материала. Дробилки также могут вызывать линейные изменения в качестве относительно времени или массы, что можно приписать факту более легкого дробления материала на первом этапе его обработки. Следовательно, чтобы удостоверито истинность рабочих условий для точной и надежной работы системы взятия проб на временной основе и на основе массы, необходимо будет использовать расположенные в точках 38, 43 и 47 датчики для подсчета количества поперечных движений главного пробоотборника 31 и вторичного пробоотборника 34, для изменения скорости перемещения главного питателя 32 и для измерения и фиксирования в реальном масштабе времени вместе с датой и временем также и время, когда происходили эти поперечные движения, длину цикла поперечного движения, скорость срабатывания пробоотборников для каждого поперечного движения, также для определения, перемещались ли пробоотборники синхронно или нет. Все это дополнительно дает нам возможность устанавливать системы сигнализации на условия, которые будут указывать на возникновение каких-то операционных проблем, а возможно и на неправильное функционирование оборудования, что конечно представляет в наше распоряжение эффек 5 10 15 20 25 30 35 40 45 50 55 16 тивные диагностические средства для своевременного обнаружения неисправностей, если, конечно, они имеют место. Расположенные в точках 9 и 23 датчики используются для мониторинга и постоянной записи в реальном масштабе времени вместе с датой и временем также и скорость потока материала, напряжение и частоту источника электропитания, температуру окружающей среды, вибрации и продолжительности работы весов ленточных конвейеров 4 и 16, а также для подтверждения истинности скоростей потока материала к системам взятия проб 5 и 18 и для перекрестной проверки синхронизации изменений скорости потока с поперечным перемещением пробоотборников. Расположенные в точках 11, 12 (фиг.1), в точках 22 и 24 (фиг.2) и в точке 44 (фиг.З) датчики используются для мониторинга и постоянной записи в реальном масштабе времени наряду с датой и временем также и скорости движения конвейера, напряжения, силы тока (или мощность) приводящих в движение конвейеры электромоторов или электромоторов гидравлических блоков для обнаружения неисправностей и неправильных режимах работы ленточных конвейеров 3, 6, 14, 15 и 32. Все ленточные конвейеры современных систем обработки сыпучих материалов могут блокироваться, чтобы исключить вероятность срабатывания какого-то конвейера раньше другого, который находится в неработающей в данный момент системе. Именно поэтому датчики для постоянного контролирования статуса существующих органов управления и регулирования представляют жизнеспособную альтернативу упомянутым выше датчикам и записывающим информацию относительно скорости движения конвейеров, напряжения и т.д. В процессе динэмического измерения веса материалов при их движении веши возникает много переменных, которые могут оказывать влияние на степень точности измерений. Среди этих переменных в первую очередь следует упомянуть гибкость ленты и натяжение ленты конвейера. Температура является фактором, который оказывает влияние на гибкость ленты. Температура также оказывает влияние на работу электронных аналоговых и цифровых устройств. Многие существующие системы весов ленточных конвейеров используют для измерения скорости движение конвейерной ленты и нагрузки на конвейерную ленту, а также для интеграции 17 26902 скорости движения ленты с нагрузкой механические средства. Однако новейшие технологии предусматривают использование электромеханических и электронных средств для измерения скорости движения конвейерной ленты и нагрузки на нее, а также для интегрирования скорости с нагрузкой. Однако на степень точности этих последних технологий измерения могут оказывать влияние внешние радиопомехи (РГ1) и электромагнитные помехи (ЕМ1); степень точности в данном случае зависит также от девитаций напряжения и частоты в электрической мощности. На степень точности измерений механических и электронных весов оказывают влияние отклонения между смежными направляющими или поддерживающими валиками, а также вибрация, которую могут вызывать места соединения ленты внахлестку или находящееся рядом оборудование с движущимися частями, например, механические системы взятия пробы и дробилки. На степень точности измерения весов конвейерной ленты может оказывать влияние уровень нагрузки. В коммерческих весах уровень нагрузки ограничивается диапазоном от 35 до 100% номинальной их мощности, что находится в полном соответствии с соответствующими регламентациями справочника Национального бюро стандартов. Веса необходимо снабжать соответствующей системой сигнализации, которая срабатывает и подает соответствующий сигнал в случае превышения установленных пределов. Расположенные в точках 9 и 23 датчики используются для мониторинга и постоянного записывания в реальном масштабе времени вместе с информацией относительно даты и времени также и данные о скорости потока материала, напряжении и частоте источника электропитания, о температуре окружающей среды, вибрации и рабочей продолжительности цикла весов конвейерных лент 4 и 16 Эта информация вместе с сопоставимой информацией для связанных с весами конвейеров 3 и 15 является очень важной для подтверждения истинности результатов взвешивания без измерения отрицательного влияния этих факторов. Ценность в данном случае имеет два измерения: количественное (масса или количество) и качественное (имеющее ценность характеристики, свойства или составляющие). В интересах общества соответствующие законы и регламентации предусматривают, чтобы взвешивания с це 5 10 15 20 25 30 35 40 45 50 55 18 лью определения размера платежей проводились только на прошедших процедуру сертификации весах. Взятие пробы сыпучих материалов является сложной обязательной процедурой, которая не получила такого же широкого признания со стороны общественности, как процедура взвешивания, а следовательно к ней не предъявляются жесткие требования относительно правильности ее выполнения, степени точности и надежности. В результате этого относительно процедуры взятия пробы нет каких-либо юридических или регламентирующих требований для ее сертификации. Однако существуют национальные и международные добровольные соглашения по стандартам взятия проб, которые широко используются в торговле и которые ссылаются на соответствующие договора и соглашения. С появлением работающего под управлением от основного оборудования анализатора процессы обработки сыпучих материалов оказались на пороге новой эры, когда состояние или статус приемки, хранения и использования сыпучих материалов можно будет поддерживать в реальном масштабе времени на основе имеющих ценность составляющих и отличительных свойств, а также в более привычных единицах измерения массы - в тоннах или фунтах. Например, электрические компании всячески сопротивляются практике ведения учета поступления, хранения и использования каменного угля на основе теплового значения или теплотворной способности британской тепловой единицы имеющее денежную стоимость - свойство каменного угля, с которым в конечном итоге имеют дело владельцы электрических фирм, главным образом только по причине отсутствия своевременной информации относительно теплотворной способности. Появление работающих под управлением от основного оборудования анализаторов, способных выдавать такую информацию в реальном масштабе времени, решает эту проблему. Выпускаемые в настоящее время подобные анализаторы используют рентгеновскую флуоресценцию, принципы микроволного анализа влажности ядерного магнитного резонанса, используют принципы анализа с помощью гамма-лучей и метод стимулирования нейтронной активации гамма-лучами. Именно благодаря этому становится реальностью получение в реальном масштабе времени информации относительно теплотворной способности сжигаемых составляющих угля. і 19 26902 В зависимости от места расположения в потоке движения сыпучего материала, работающего под управлением от основного оборудования анализатора (неавтономный анализатор), расположенный в этом анализаторе 9 датчик 27 принимает аналитические данные в реальном масштабе времени относительно принимаемого, хранимого и используемого сыпучего материала, которые затем ввсдятся в базу данных, которая поддерживается компьютером и связанным с ним программным обеспечением, которые схематически показаны на фиг.4 и которые детально будут описаны ниже. Описанные выше факторы не имеют ничего общего с факторами, на которые распространяется соответствующее законодательство и соответствующие регламентации и которые ухудшают степень точности и надежности работы прошедших процедуру сертификации весовых систем, систем взятия пробы и неавтономных анализаторов. За счет измерения и постоянного фиксирования этих факторов в реальном масштабе времени можно будет подтвердить истинность точности результатов взвешивания в значительно большей степени, чем это было возможно до сих пор. С помощью контролирующих и регулирующих функций механической системы взятия пробы и неавтономных анализаторов, которые целиком и полностью соответствуют используемым в настоящее время стандартам на взятие и испытание пробы, можно будет повысить правильность, степень точности и надежности систем взятия и испытания пробы сыпучих материалов по существу до того уровня достоверности, которым обладают прошедшие процедуру сертификации системы взвешивания. В сочетании с такими системами взвешивания система взятия проб может эффективно гарантировать своевременное проведение измерения общей ценности с гарантированным статусом. Теперь обратимся к фиг.4, где показан компьютер 48, снабженный дисковым запоминающим устройством 49, видеотерминалом 50, одним или несколькими принтерами 51, соединенными через входные/ выходные электрические каналы 52 с соответствующими каналами от датчиков (фиг. 1-3). Здесь также показаны модем 53, телефонная связь 54 с главным офисом 55 и связь СВЧ 56 с центральной ремонтной мастерской 57. Режим работы компьютера 48 регулируется соответствующим программным обеспечением, которое опрашивает различные датчики сис 5 10 15 20 25 30 35 40 45 50 55 20 темы через множество каналов аналоговых и цифровых вводов/выводов, в которых входящие сигналы доводятся до нужного состояния. Компьютер 48 снабжен электронными часовым календарем, дисковым запоминающим устройством для постоянной записи данных от датчиков и необходимыми интерфейсами для клавиатуры модемы, принтера и видеотерминалов. Программное обеспечение выполняет многие функции. Оно, например, преобразует сигналы датчиков в реальные условные единицы, если необходимо, направляет постоянные записи данных датчиков в базу данных, которая находится и поддерживается в должном состоянии системой дискового запоминающего устройства 49, вместе с отметками даты и времени с внутреннего электронного часового календаря, анализирует данные датчиков относительно статуса для предварительно обозначенного точками отсчета, проверяет синхронность срабатывания системы взятия проб и приводит в действие световые и звуковые системы сигнализации в случае возникновения любого состояния, выходящего за установленные пределы и требующие вмешательства и внимания операторов. В ходе сравнения данных, полученных как от устройства, измеряющего характеристики сыпучего материала, так и от переменных, которые измеряются одновременно с измерением характеристик сыпучего материала, в качестве эталонов можно выбрать соответствующие контрольные задачи. Например, подобные контрольные задачи включают в себя контракт, спецификации на оборудование и технологический процесс обработки, стандарты на материалы и процессы их обработки, спецификации на покупку и приемку, пределы соответствующих регламентации и юридически;: ограничений и установленные эмпирическим путем и на основе имеющегося опыта пределы или ограничения. Программное обеспечение осуществляет также перекрестную проверку приемки сыпучего материала с заданными пределами качества и количества и перевод приемки, хранения и использования в имеющее реальное значение и выражение массу, в обладающие ценностью составляющие, обладающие ценностью свойства и в денежные исчисления. Программное обеспечение гарантирует необходимые услуги и обслуживание ин 21 22 26902 терактивного клавишного ввода биографических данных и гарантирует доступ к различным уровням программного обеспечения и данным на основе заданных или заранее присвоенных уровней приоритета. Реализация настоящего изобретения будет специфической для различных мест и она должна согласовываться с конкретными требованиями и нуждами конкретного оборудования. Является желательным, чтобы код команды программы компьютера был представлен модульным повторне вводимым кодом, что облегчит реализаПрограммное обеспечение выдает ции изобретения применительно к специсообщения о прерываниях, соломках, статусе, операциях и о диагностике в ло- 10 фическим нуждам оборудования. Подобные программы обычно составляются прокальном масштабе или на удаленные терфессиональными программистами, хороминалы в главном офисе или ремонтной шо знакомыми со структурированным язымастерской. Программное обеспечение обком ассемблера или с другими машинныразует необходимые вводы и выводы для универсальных компьютеров. 15 ми языками более высокого уровня. >иг. *: Лиг, 2 26902 Ґ so 'ШИВШІМ і Фиг, 4 Упорядник Техред М. Келемеш Коректор О. Обручар Замовлення 538 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл м 8 відкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for check of level of accuracy or reliability of measuring means and device for its implementation
Назва патенту російськоюСпособ проверки степени точности или надежности средств измерения и устройство для его осуществления
МПК / Мітки
МПК: G01N 1/20
Мітки: здійснення, засобів, перевірки, точності, вимірювання, ступеня, надійності, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/12-26902-sposib-perevirki-stupenya-tochnosti-abo-nadijjnosti-zasobiv-vimiryuvannya-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб перевірки ступеня точності або надійності засобів вимірювання і пристрій для його здійснення</a>
Спосіб вимірювання напруги та пристрій для його здійснення
Номер патенту: 26813
Опубліковано: 12.11.1999
Автор: МУРМАН Майкл К.
МПК: G01R 15/00
Мітки: вимірювання, спосіб, здійснення, напруги, пристрій
Формула / Реферат:
1. Способ измерения напряжения VIN, отличающийся тем, что неизвестное напряжение делят на, по меньшей мере, три частичных напряжения с помощью делителя напряжения, состоящего из первого, второго и третьего резисторных средств, и определяют частичные напряжения путем измерения первого напряжения V01 на втором резисторном средстве, измерения второго напряжения V02 на третьем резисторном средстве и измерения третьего напряжения V03 на...
Спосіб безперервного визначення вологості сипучих харчових продуктів та пристрій для його здійснення
Номер патенту: 4763
Опубліковано: 28.12.1994
Автори: Емануель Куммер, Ганс Етікер
МПК: G01N 33/10, G01N 27/22
Мітки: визначення, харчових, спосіб, вологості, пристрій, продуктів, безперервного, здійснення, сипучих
Формула / Реферат:
1. Спосбб непрерывного определения влажности сыпучих пищевых продуктов, в частности зерна и продуктов его переработки, предусматривающий разделение потока сыпучего пищевого продукта на измеряемый и байпасный потоки, пропускание их под действием силы тяжести соответственно через измерительную и байпасную зоны с последующим получением, за этими зонами объединенного потока, замедление скорости истечения измеряемого потока сыпучего пищевого...
Спосіб вимірювання контактних параметрів підшипників ковзання та пристрій для його здійснення
Номер патенту: 13136
Опубліковано: 28.02.1997
Автори: Сніговський Федір Павлович, Коломійченко Тамара Іванівна, Лукашенко Владислав Іванович
МПК: G01M 13/00
Мітки: здійснення, пристрій, підшипників, спосіб, ковзання, контактних, вимірювання, параметрів
Формула / Реферат:
(57) 1. Способ измерения контактных пара метров подшипников скольжения путем за мера распределения давлений, развивающихся в нагруженной зоне трения, отличающийся тем, что сигнал давления Р трансформируют в сигналы длины a зоны протяженности давлений, относительно зазора y и деформации подшипника Е соответственно по законам a=R1P, y=R2P, E=R3P , где R1 R2, R3 - коэффициенты пропорциональности, которые подают на вторичное преобразование...
Спосіб вимірювання вологості та пристрій для його здійснення
Номер патенту: 15065
Опубліковано: 30.06.1997
Автори: Ковтун Ігор Іванович, Скрипник Юрій Олексійович, Пятін Ілля Станіславович
МПК: G01N 27/22
Мітки: здійснення, вологості, вимірювання, спосіб, пристрій
Формула / Реферат:
1. Способ измерения влажности материала, заключающийся в том, что воздействуют высокочастотным переменным напряжением на образцовый конденсатор и емкостной преобразователь влажности, включенные последовательно, определяют фазовый сдвиг между высокочастотными напряжениями на образцовом конденсаторе и емкостном преобразователе влажности и определяют влажность исследуемого материала, отличающийся тем, что после определения фазового сдвига...
Спосіб вимірювання механічних напруг і пристрій для його здійснення
Номер патенту: 24486
Опубліковано: 21.07.1998
Автори: Скрипник Вікторія Іосипівна, Шевченко Костянтин Леонідович, Скрипник Юрій Олексійович, Войлов Юрій Григорович
МПК: G01L 1/22
Мітки: вимірювання, напруг, механічних, пристрій, здійснення, спосіб
Формула / Реферат:
1. Способ измерения механических напряжений, заключающийся в размещении рабочего и компенсационного тензорезисторов на упругом элементе, включении тензорезисторов в плечи тензомоста, подаче на входы тензомоста переменного напряжения и измерении амплитуды переменного напряжения на выходе тензомоста, отличающийся тем, что на выход тензомоста подают постоянное напряжение, дополнительно нагревают рабочий и компенсационный тензорезисторы...
Попередній патент: Гетероциклічні похідні заміщених 2-ациламіно-5-тіазолів, способи їх одержання, похідне заміщеного 2-амінотіазолу, похідне 2-аміно-4-фенілтіазолу
Наступний патент: Спосіб одержання олеандоміциноксимів та самі сполуки
Випадковий патент: Система для перетворення енергії хвиль в електричну енергію